- Тренинг для тренеров

Содержание
- 2. В конце этой недели вы будете: Знать 7 основных сегментов Lean Понимать основы эффективной фасилитации при
- 3. The event will be built up on key topic areas so that as trainers you will
- 4. Тренинг для тренеров. План недели
- 5. Тренинг для тренеров. День 1
- 6. Знакомство Ваше имя Функция Что вы знаете о Lean? Почти ничего не знаю Я проходил тренинг
- 7. Обучение и сертификация Lean специалиста
- 8. Сертификация во время запуска на площадке или Тренинга для тренеров Do Сертификация Lean-специалиста
- 9. Знакомство с Lean
- 10. Введение Цели вводной части Рассказать про подход применения Lean с целью снижения потерь в операциях Объяснить
- 11. История производства Ремесленное производство Массовое производство Массовое производство под заказ Изготовлено по условиям заказчика Штучная продукция
- 12. Глобальная программа Проектная работа с использованием статистических инструментов по методологии DMAIC. Сложные инструменты с использованием статистического
- 14. Наша модель нацелена на достижение долгосрочных выгод для бизнеса в целом за счет: Культура лидерства для
- 15. Роли и обязанности Время Повышение эффективности процессов Front Line Выполнение работы в соответствии со стандартом Совершенствование
- 16. Когда Lean работает на площадке 3. Поддержание стандарта Неделя Месяц QCDM процесс 1 час 4 часа
- 17. Живем культурой Lean Шаг 5 Изменение стандартов Top Class, Customer Centric Supply Chain, Asset Light, Globally
- 18. PRIORITISE VOC (Voice Of Customers) Голос клиента VSM - Возможности VOP (Voice Of Process) Голос процесса
- 19. Роли и обязанности
- 20. 2 Key roles - Site Specialists & Regional Leaders Skills, Roles & responsibilities Site Lean Specialists:
- 21. Понимание матрицы Lean ESSA Supply Chain
- 22. Что такое матрица Lean? Lean матрица это инструмент оценки для определение уровня площадки относительно становления Lean
- 23. Lean матрица: шаги и уровни
- 24. Где она хранится? https://pepsico.sharepoint.com/sites/ESSA/SitePages/ESSA_STP_Lean_Training_New.aspx
- 25. Как пользоваться матрицей?
- 26. Содержание разделов На каждом листе по каждому шагу модели «Живем культурой Lean» дана информация: 1. Основные
- 27. Все ресурсы направлены на упрощение и повышение эффективности в зонах создания ценности. Карта потока создания ценности
- 28. У всех сотрудников площадки, прошедших обучение есть понимание того, что такое VSM Построены простейшие процессы. Были
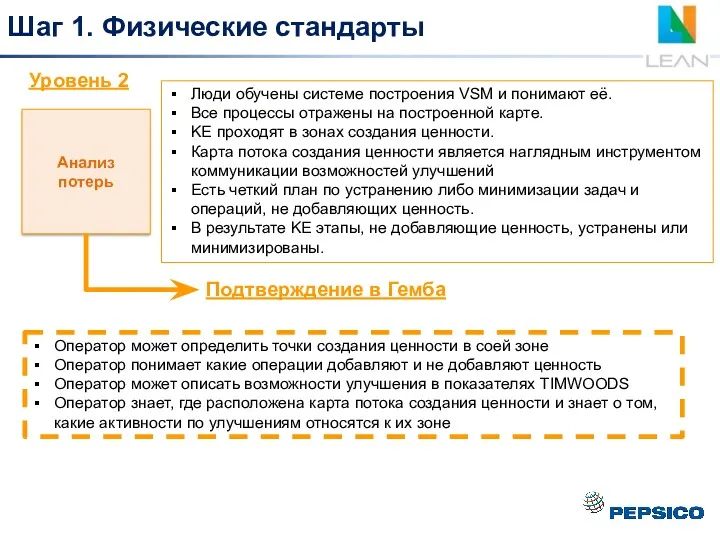
- 29. Люди обучены системе построения VSM и понимают её. Все процессы отражены на построенной карте. KE проходят
- 30. Подготовка к Kaizen Event
- 31. ”Empower & Engage Operations in simplifying and standardising in order to drive performance” Сокращение потерь Помните
- 32. Сколько недель? Who is my support? Achieving the right outputs? Подготовка Вы будете проводить сессию по
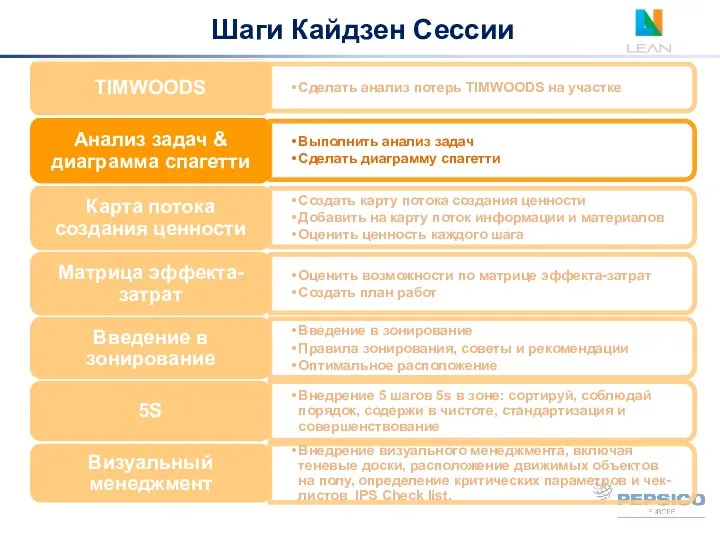
- 33. Шаги Кайдзен Сессии
- 34. Кайзен Сессия – 1-я неделя
- 35. Кайзен Сессия – 2-я неделя
- 36. 09:00 – 10:00 Введение в Lean – «Живем культурой Lean» 10:00 – 10:45 Бизнес-игра. Раунд 1
- 37. The example for lean tools Running Speedy Station
- 38. Speedy Station Speedy station is not only used in the Lean training, but also in the
- 39. Подготовка игры Speedy Station Определите роли для каждого участника Расположите материалы на столах и столы до
- 40. Сигма ТВ Введение
- 41. Speedy Station is a privately-owned cable television station focused on airing public service and educational programs.
- 42. Сигма ТВ – частная кабельная телевизионная компания Основной продукт Сигма ТВ – образовательные и развлекательные программы.
- 43. Описание основного бизнес-процесса Сигма ТВ получает заявку на размещение рекламы от агентов и вносит эту заявку
- 44. Каждый выполняет свою роль, согласно описанию в должностной инструкции Клиенты (рекламные агентства) расположены в 4 углах
- 45. Раунд 1 20 минут
- 46. Обсуждение раунда 1 Что скажете о раунде 1? Почему так думаете? Какие проблемы вы увидели? Все
- 47. Операционист Планировщик Курьер Менеджер по операциям Финансист Спец. по ставкам 10 20 30 40 50 60
- 48. Сводный отчет
- 49. Финансовый отчет
- 50. Анализ потерь TIMWOODS, Диаграмма спагетти, Анализ задач, Карта потока создания ценности
- 51. TIMWOODS
- 52. Люди обучены системе построения VSM и понимают её. Все процессы отражены на построенной карте. KE проходят
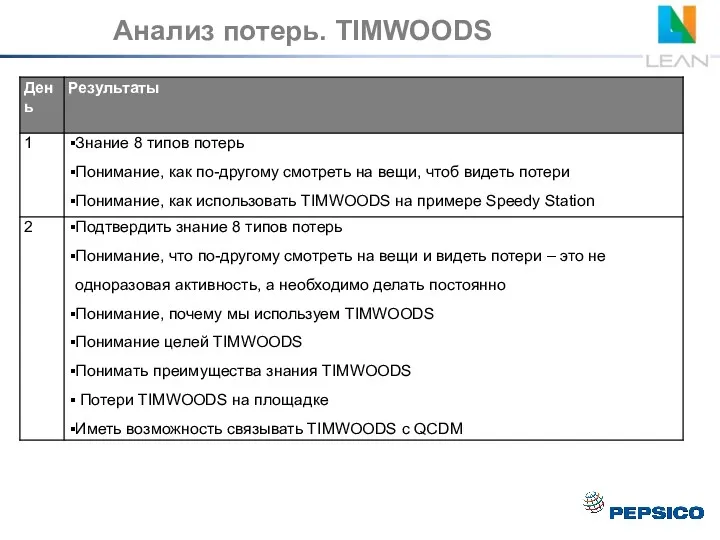
- 53. Анализ потерь. TIMWOODS
- 54. TIMWOODS Анализ потерь – День 1 Цель дня 1 по TIMWOODS Начните с определения потерь, как
- 55. В течение первого дня также показывается связь TIMWOODS и QCDM Анализ преимуществ от устранения TIMWOODS может
- 56. TIMWOODS. День 1
- 57. Видео «Посчитайте пассы девушек в белых футболках»
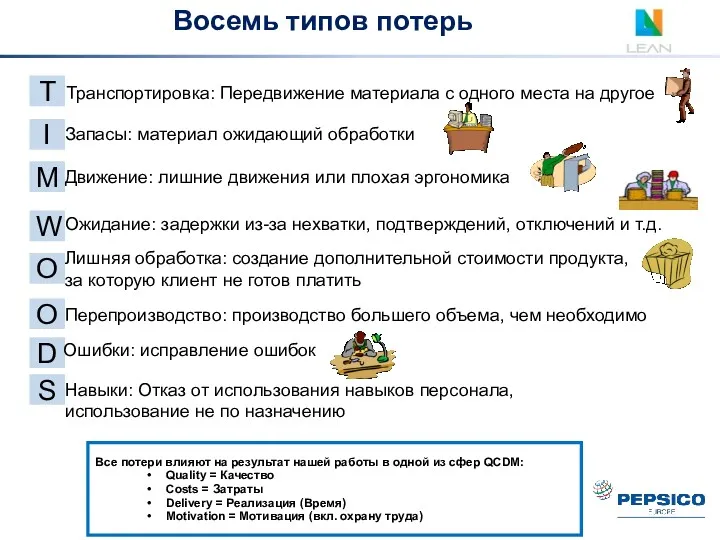
- 58. T Транспортировка: Передвижение материала с одного места на другое I Запасы: материал ожидающий обработки M Движение:
- 59. TIMWOODS – восемь типов потерь Transportation Транспортировка Inventory Излишки запасов Motion Много движений Waiting Время Overprocessing
- 61. QCDM – Ключевые Области Контроля (KRAs) Все потери влияют на результат нашей работы в одной из
- 62. По итогам первого раунда игры Сигма-ТВ, запишите на стикерах примеры потерь каждого типа. Note: Один стикер
- 63. Требования клиентов, акционеров, сотрудников, технологического процесса
- 64. Голос клиента (VOC) Потребности получателей результатов процесса – клиентов Определение требований Голос бизнеса (VOB) Требования акционеров
- 65. Сигма ТВ: требования клиентов Работая в группе – сотрудники станции по руководством директора станции и инструктора
- 66. Speedy Station - Voice of Customer Instructions for teams Give each team 10 minutes to generate
- 67. TIMWOODS. День 2
- 68. TIMWOODS
- 69. T Транспортировка: Передвижение материала с одного места на другое I Запасы: материал ожидающий обработки M Движение:
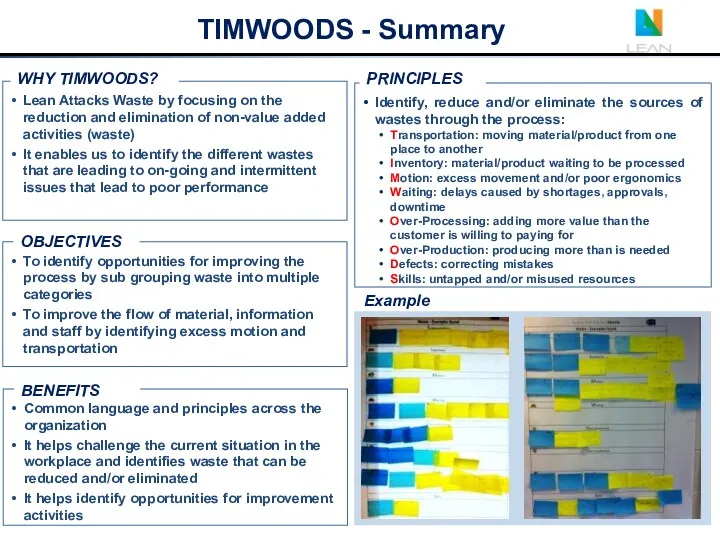
- 70. Lean Attacks Waste by focusing on the reduction and elimination of non-value added activities (waste) It
- 71. Найдите, в какой группе вы будете работать на площадке и кто ответственный в группе Обойдите ваш
- 72. QCDM
- 73. QCDM – Key Performance Indicators (KPIs)
- 74. QCDM - The 4 Voices VOC:KPI 1, KPI 2 VOB:KPI 1, KPI 2 VOP:KPI 1, KPI
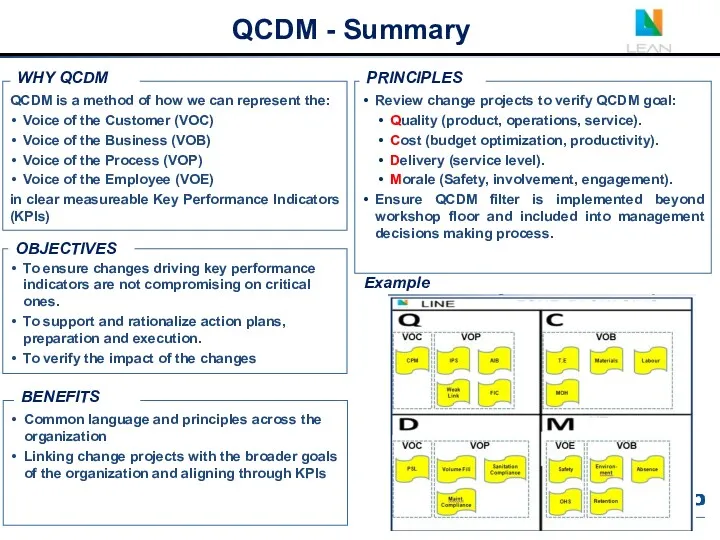
- 75. QCDM is a method of how we can represent the: Voice of the Customer (VOC) Voice
- 76. QCDM – Categorizing & Balancing KPIs – Snacks Example CPM IPS AIB Weak Link FIC T.E
- 77. CPM Food safety rating AIB Plant Quality Trade Quality Can Yield Preform & PET yield FMOH
- 78. QCDM – пример Q Качество D Эффективность С Затраты М Мотивация Проблемы при обмотке стрейчплёнкой (слабая/
- 79. QCDM is a method of how we can represent the: Voice of the Customer (VOC) Voice
- 80. При поддержке инструктора перенесите потери из шаблона на стикеры и разместите их на матрице TIMWOODS –
- 81. Анализ потерь TIMWOODS, Диаграмма спагетти, Анализ задач, Карта потока создания ценности
- 82. Шаги Кайдзен Сессии
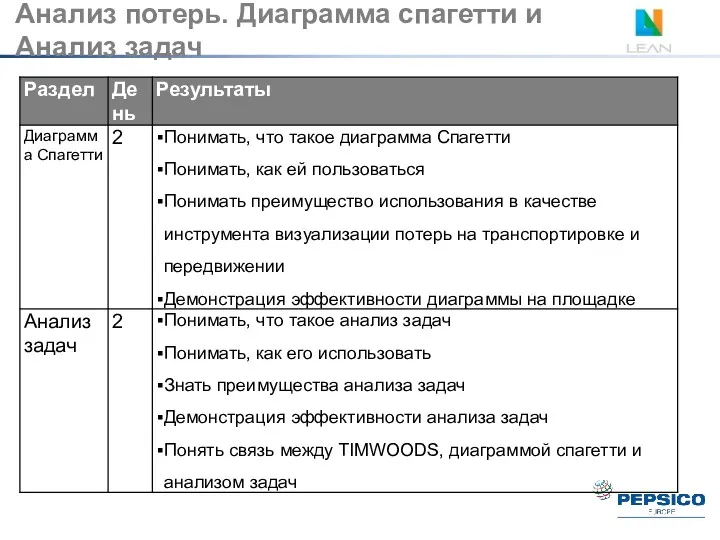
- 83. Анализ потерь. Диаграмма спагетти и Анализ задач
- 84. Диаграмма спагетти. День 2
- 85. Цели сессии по Диаграмме спагетти Основные средства визуализации Анализ задач Снижение потерь Т и М Цель
- 86. Что такое диаграмма спагетти? Определение из Википедии, Свободной энциклопедии Диаграмма "Спагетти" (spaghetti chart) - это наглядный
- 87. Видео «Приготовление спагетти»
- 88. Определите процесс/ участок для анализа Нанесите линии маршрута на бумагу/схему. Используйте разные цвета для каждого участника
- 89. Было Стало Диаграмма спагетти – пример
- 90. Анализ задач. День 2
- 91. Анализ задач день 2 Цели сессии Понимать, что такое анализ задач Понимать, как его использовать Знать
- 92. Анализ задач
- 93. Combination of Task Analysis with Spaghetti diagram - Task analysis is looking at each task done
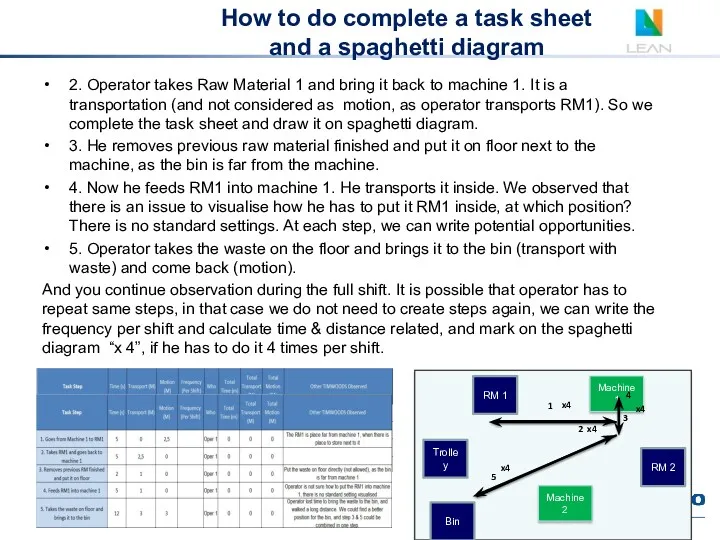
- 94. How to do complete a task sheet and a spaghetti diagram First get a blank Task
- 95. How to do complete a task sheet and a spaghetti diagram Example: Machine 1 needs to
- 96. How to do complete a task sheet and a spaghetti diagram Machine 1 RM 2 Machine
- 97. Example of Task analysis list for one operator in his zone
- 98. Zoning with Spaghetti diagram & task analysis potential improvement Task analysis will show us what we
- 99. Spaghetti & Task Analysis – Exercise We will use Spaghetti & Task Sheets when we look
- 100. Презентация завтра
- 102. Скачать презентацию
В конце этой недели вы будете:
Знать 7 основных сегментов Lean
Понимать основы
В конце этой недели вы будете:
Знать 7 основных сегментов Lean
Понимать основы
The event will be built up on key topic areas so
The event will be built up on key topic areas so

Тренинг для тренеров. План недели
Тренинг для тренеров. План недели
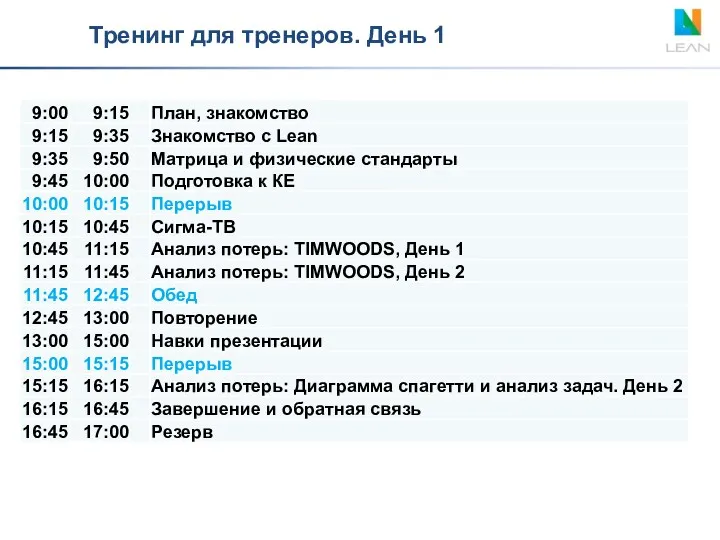
Тренинг для тренеров. День 1
Тренинг для тренеров. День 1
Знакомство
Ваше имя
Функция
Что вы знаете о Lean?
Почти ничего
Знакомство
Ваше имя
Функция
Что вы знаете о Lean?
Почти ничего
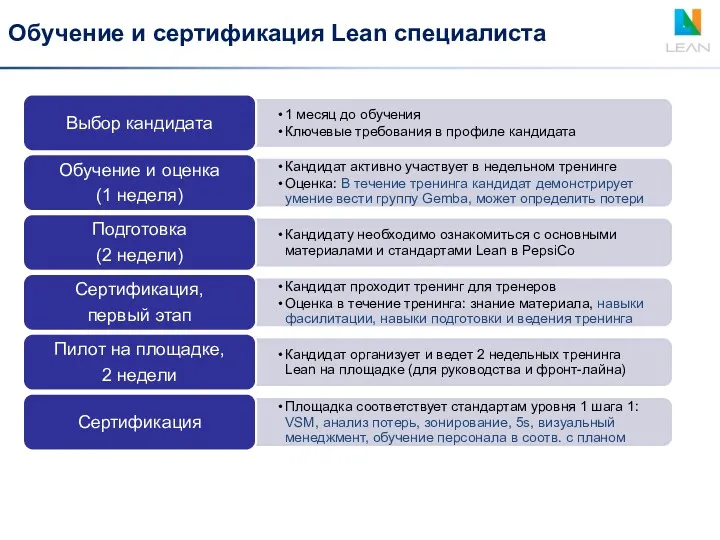
Обучение и сертификация Lean специалиста
Обучение и сертификация Lean специалиста
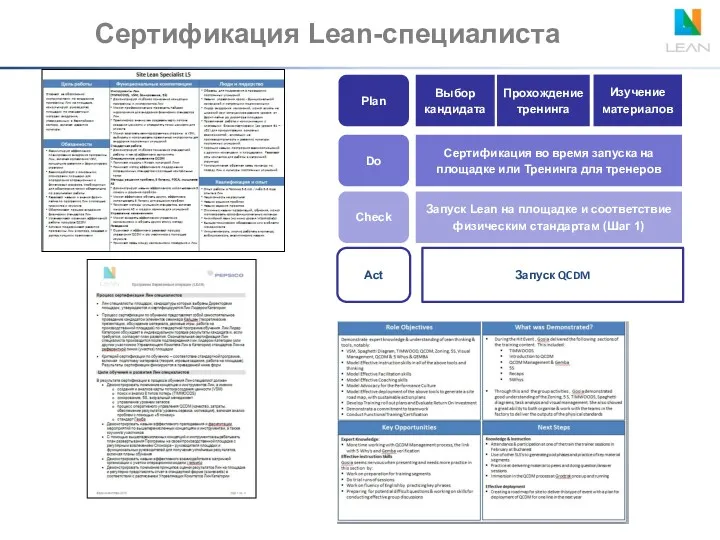
Сертификация во время запуска на площадке или Тренинга для тренеров
Do
Сертификация
Сертификация во время запуска на площадке или Тренинга для тренеров
Do
Сертификация

Знакомство с Lean
Знакомство с Lean
Введение
Цели вводной части
Рассказать про подход применения Lean с целью снижения
Введение
Цели вводной части
Рассказать про подход применения Lean с целью снижения
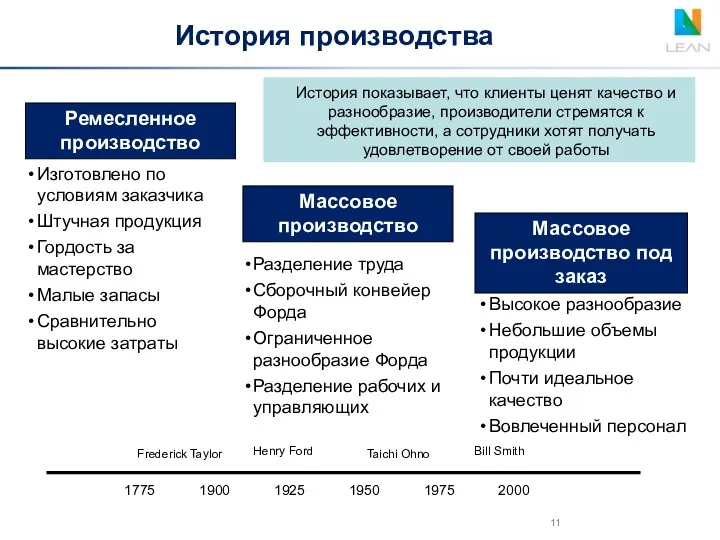
История производства
Ремесленное производство
Массовое производство
Массовое производство под заказ
Изготовлено по условиям заказчика
Штучная продукция
Гордость
История производства
Ремесленное производство
Массовое производство
Массовое производство под заказ
Изготовлено по условиям заказчика
Штучная продукция
Гордость
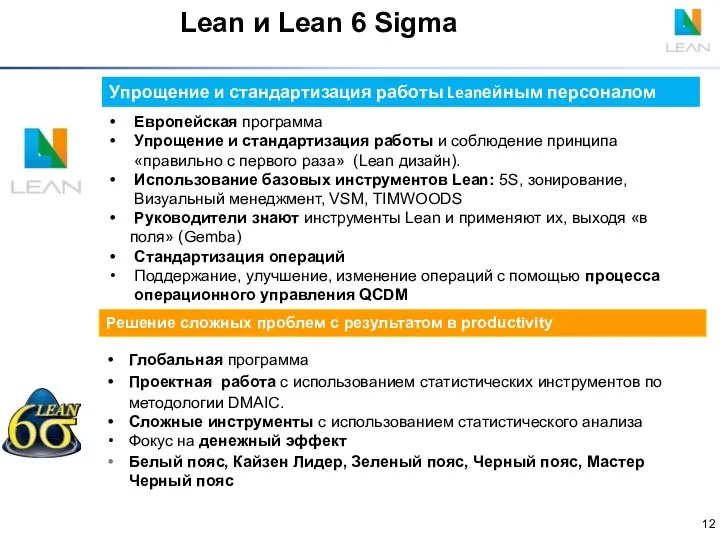
Глобальная программа
Проектная работа с использованием статистических инструментов по методологии DMAIC.
Сложные инструменты
Глобальная программа
Проектная работа с использованием статистических инструментов по методологии DMAIC.
Сложные инструменты

Наша модель нацелена на достижение долгосрочных выгод для бизнеса в целом
Наша модель нацелена на достижение долгосрочных выгод для бизнеса в целом

Роли и обязанности
Время
Повышение
эффективности
процессов
Front Line
Выполнение работы
в соответствии со
стандартом
Совершенствование навыков
Роли и обязанности
Время
Повышение
эффективности
процессов
Front Line
Выполнение работы
в соответствии со
стандартом
Совершенствование навыков
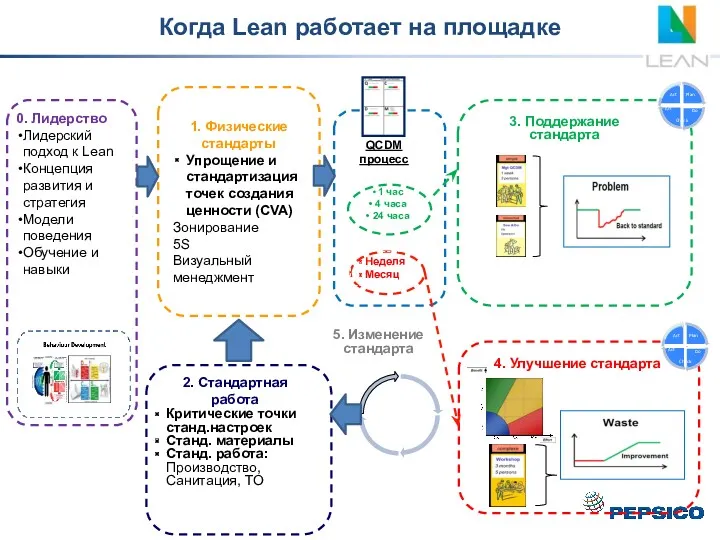
Когда Lean работает на площадке
3. Поддержание стандарта
Неделя
Месяц
QCDM процесс
1 час
4
Когда Lean работает на площадке
3. Поддержание стандарта
Неделя
Месяц
QCDM процесс
1 час
4
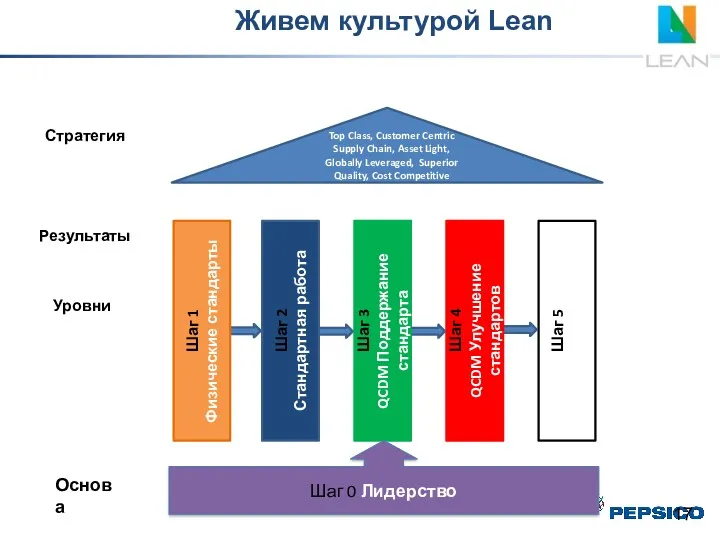
Живем культурой Lean
Шаг 5
Изменение стандартов
Top Class, Customer Centric Supply Chain, Asset
Живем культурой Lean
Шаг 5
Изменение стандартов
Top Class, Customer Centric Supply Chain, Asset
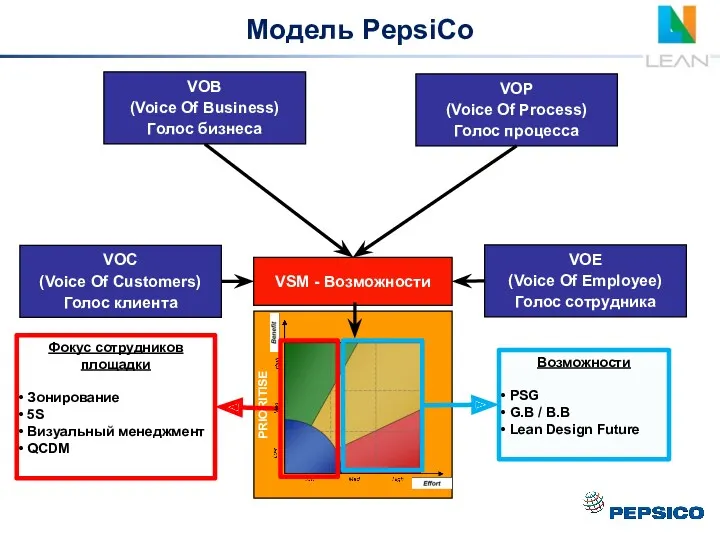
PRIORITISE
VOC
(Voice Of Customers)
Голос клиента
VSM - Возможности
VOP
(Voice Of Process)
Голос процесса
VOB
(Voice Of Business)
Голос
PRIORITISE
VOC
(Voice Of Customers)
Голос клиента
VSM - Возможности
VOP
(Voice Of Process)
Голос процесса
VOB
(Voice Of Business)
Голос
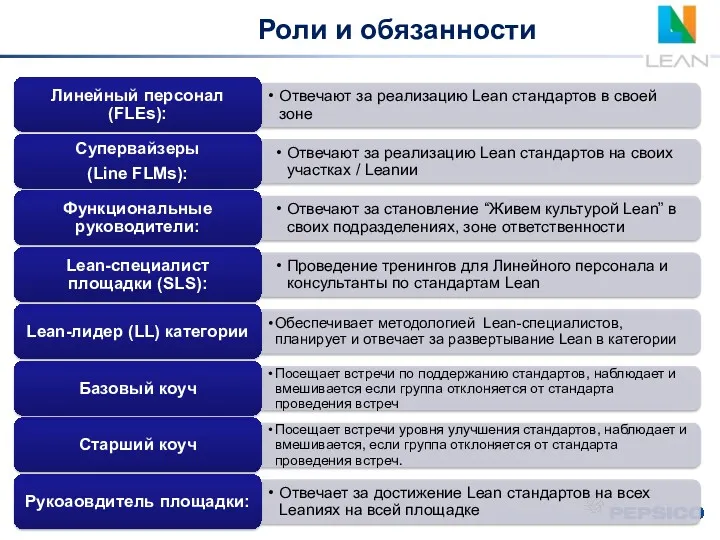
Роли и обязанности
Роли и обязанности
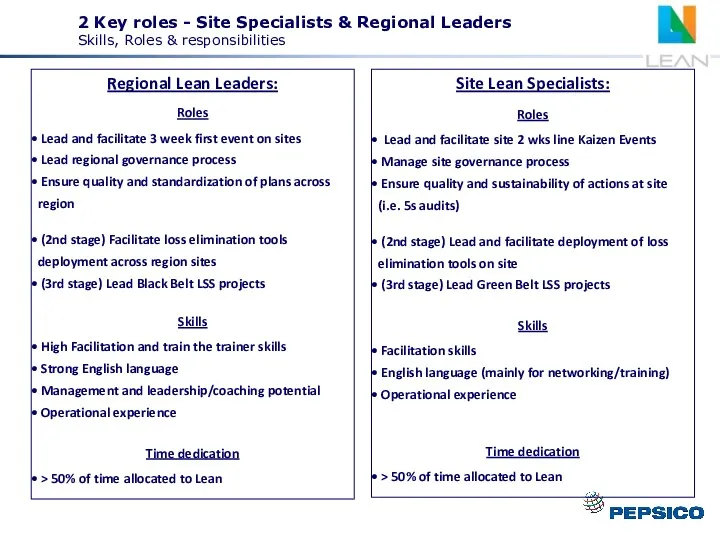
2 Key roles - Site Specialists & Regional Leaders
Skills, Roles
2 Key roles - Site Specialists & Regional Leaders Skills, Roles

Понимание матрицы Lean
ESSA Supply Chain
Понимание матрицы Lean
ESSA Supply Chain
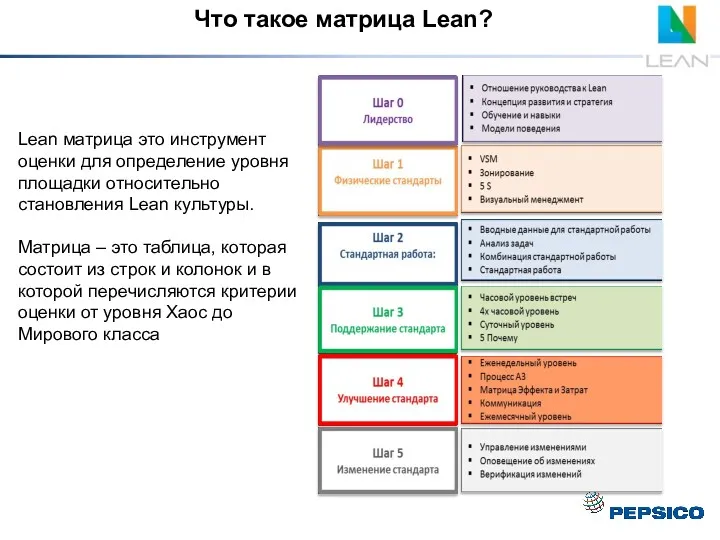
Что такое матрица Lean?
Lean матрица это инструмент оценки для определение уровня
Что такое матрица Lean?
Lean матрица это инструмент оценки для определение уровня

Lean матрица: шаги и уровни
Lean матрица: шаги и уровни
Где она хранится?
https://pepsico.sharepoint.com/sites/ESSA/SitePages/ESSA_STP_Lean_Training_New.aspx
Где она хранится?
https://pepsico.sharepoint.com/sites/ESSA/SitePages/ESSA_STP_Lean_Training_New.aspx
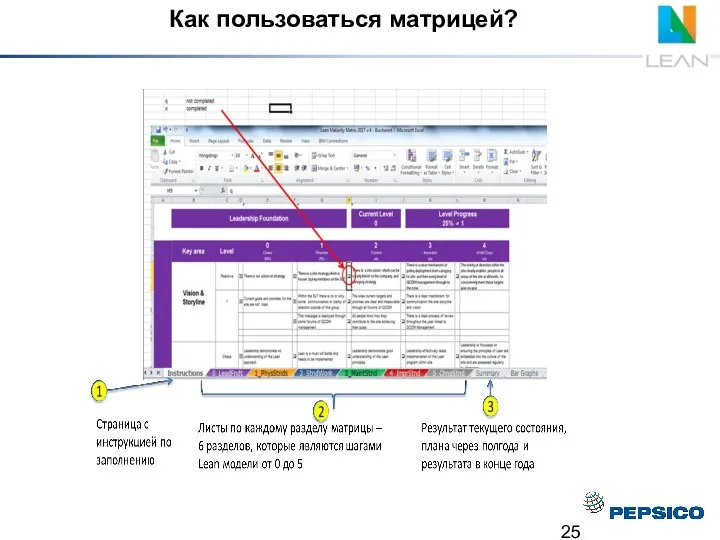
Как пользоваться матрицей?
Как пользоваться матрицей?
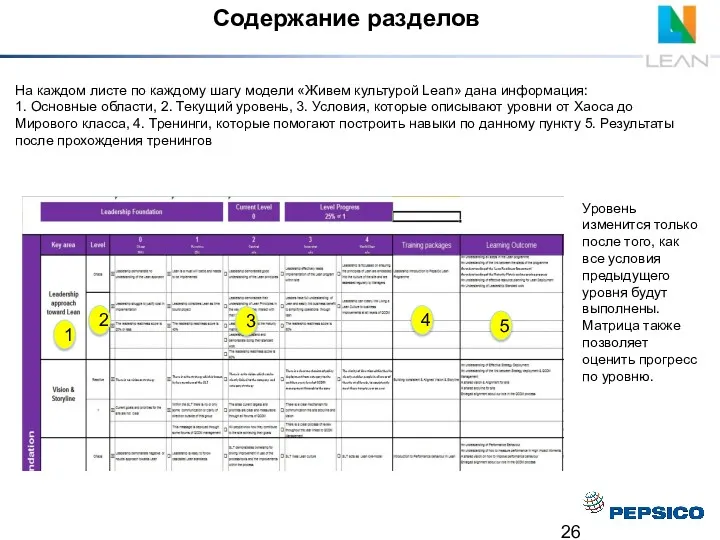
Содержание разделов
На каждом листе по каждому шагу модели «Живем культурой Lean»
Содержание разделов
На каждом листе по каждому шагу модели «Живем культурой Lean»
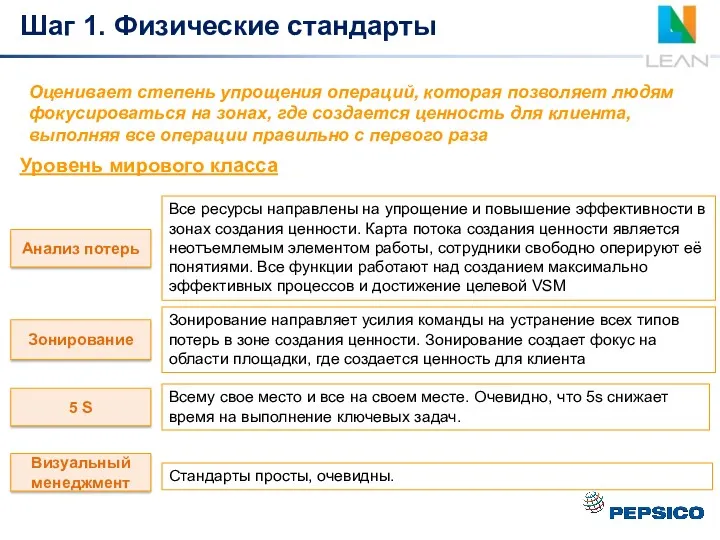
Все ресурсы направлены на упрощение и повышение эффективности в зонах создания
Все ресурсы направлены на упрощение и повышение эффективности в зонах создания
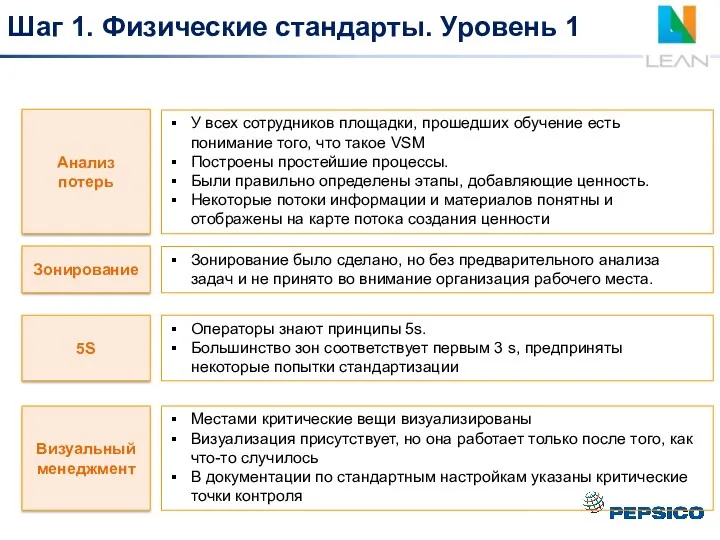
У всех сотрудников площадки, прошедших обучение есть понимание того, что такое
У всех сотрудников площадки, прошедших обучение есть понимание того, что такое
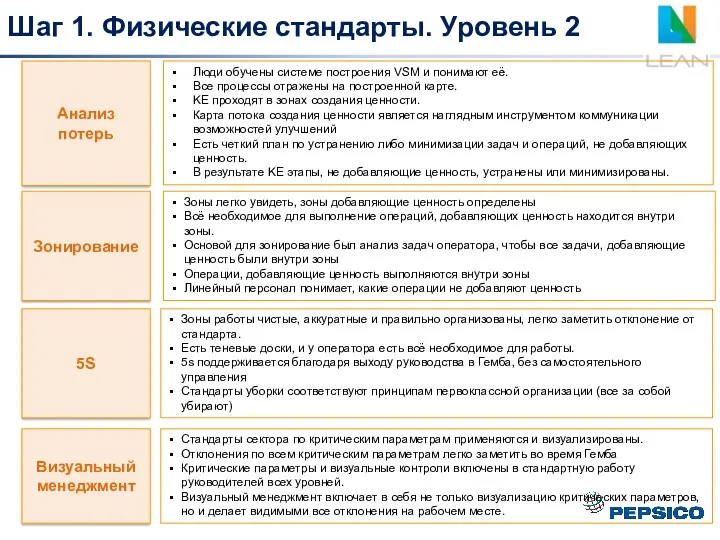
Люди обучены системе построения VSM и понимают её.
Все процессы отражены на
Люди обучены системе построения VSM и понимают её.
Все процессы отражены на

Подготовка к Kaizen Event
Подготовка к Kaizen Event

”Empower & Engage Operations in simplifying and standardising in order to
”Empower & Engage Operations in simplifying and standardising in order to
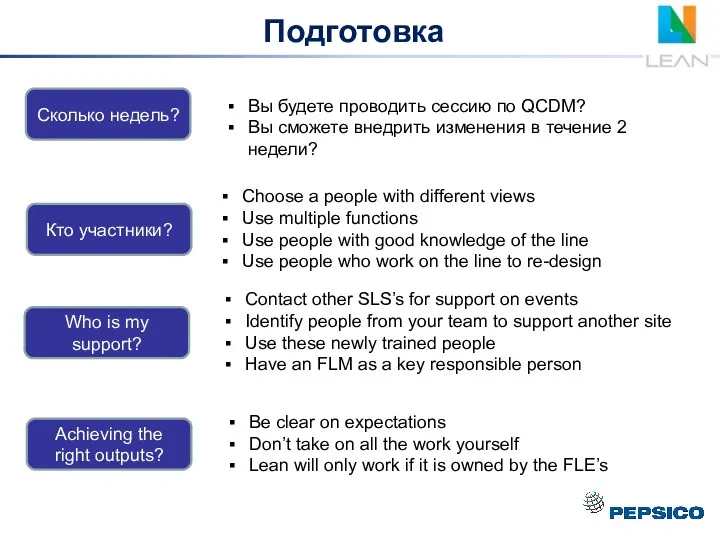
Сколько недель?
Who is my support?
Achieving the right outputs?
Подготовка
Вы будете проводить сессию
Сколько недель?
Who is my support?
Achieving the right outputs?
Подготовка
Вы будете проводить сессию
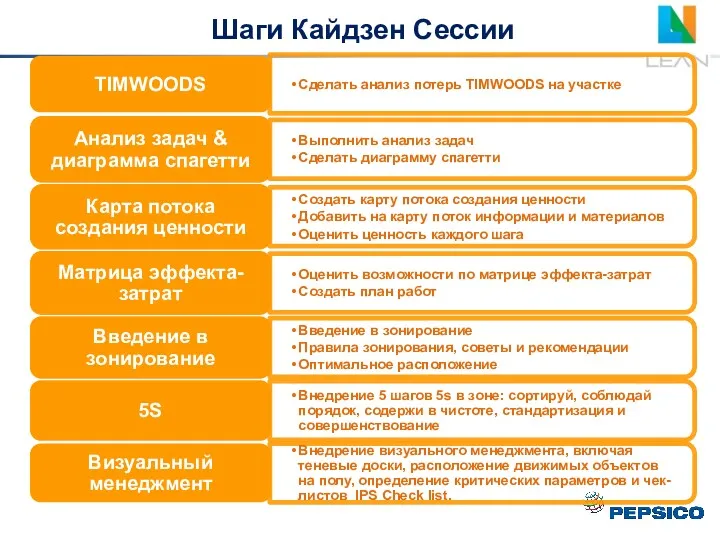
Шаги Кайдзен Сессии
Шаги Кайдзен Сессии

Кайзен Сессия – 1-я неделя
Кайзен Сессия – 1-я неделя
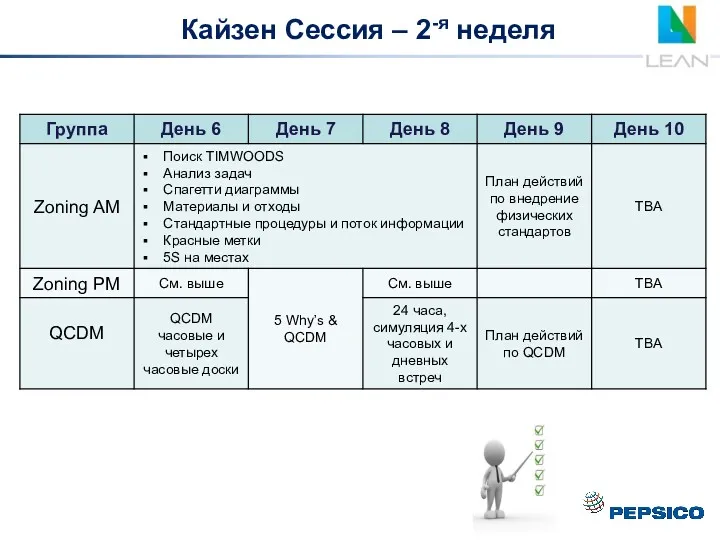
Кайзен Сессия – 2-я неделя
Кайзен Сессия – 2-я неделя
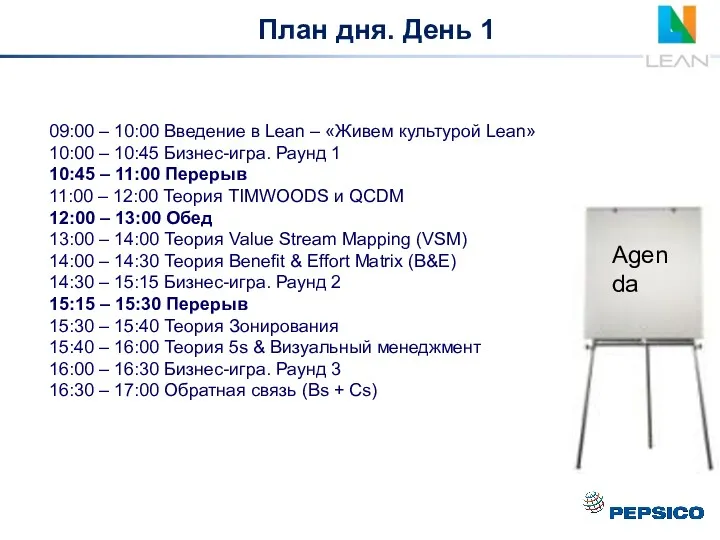
09:00 – 10:00 Введение в Lean – «Живем культурой Lean»
10:00 –
09:00 – 10:00 Введение в Lean – «Живем культурой Lean»
10:00 –
The example for lean tools
Running Speedy Station
The example for lean tools
Running Speedy Station
Speedy Station
Speedy station is not only used in the Lean training,
Speedy Station
Speedy station is not only used in the Lean training,
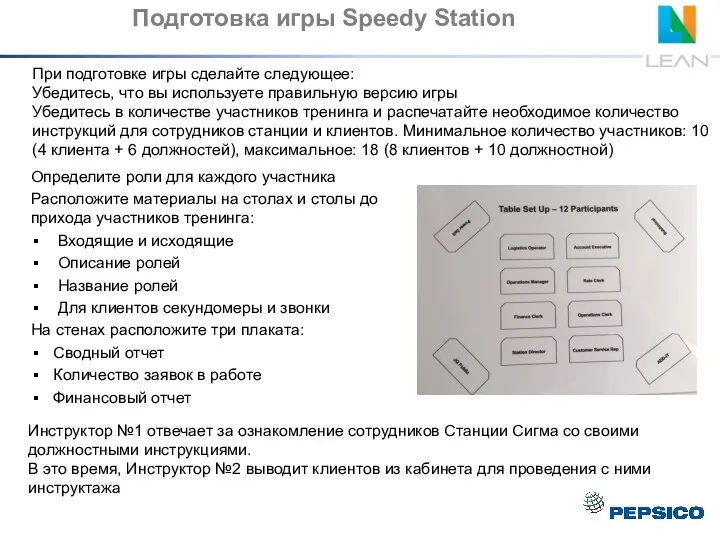
Подготовка игры Speedy Station
Определите роли для каждого участника
Расположите материалы на столах
Подготовка игры Speedy Station
Определите роли для каждого участника
Расположите материалы на столах

Сигма ТВ
Введение
Сигма ТВ
Введение
Speedy Station is a privately-owned cable television station focused on airing
Speedy Station is a privately-owned cable television station focused on airing
Сигма ТВ – частная кабельная телевизионная компания
Основной продукт Сигма ТВ –
Сигма ТВ – частная кабельная телевизионная компания
Основной продукт Сигма ТВ –
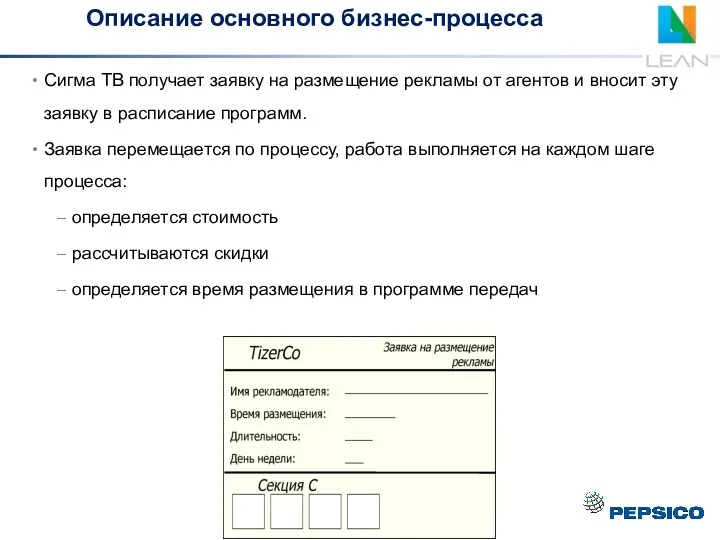
Описание основного бизнес-процесса
Сигма ТВ получает заявку на размещение рекламы от агентов
Описание основного бизнес-процесса
Сигма ТВ получает заявку на размещение рекламы от агентов
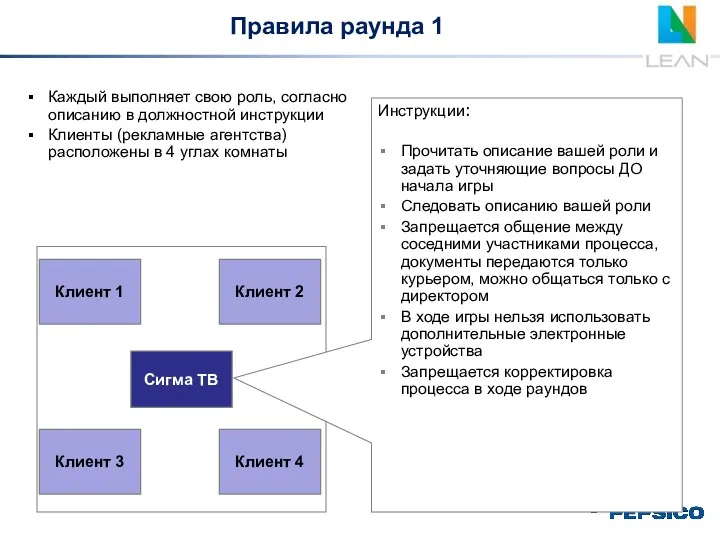
Каждый выполняет свою роль, согласно описанию в должностной инструкции
Клиенты (рекламные агентства)
Каждый выполняет свою роль, согласно описанию в должностной инструкции
Клиенты (рекламные агентства)

Раунд 1
20 минут
Раунд 1
20 минут
Обсуждение раунда 1
Что скажете о раунде 1?
Почему так думаете?
Какие проблемы вы
Обсуждение раунда 1
Что скажете о раунде 1?
Почему так думаете?
Какие проблемы вы
Операционист
Планировщик
Курьер
Менеджер по операциям
Финансист
Спец. по ставкам
10
20
30
40
50
60
70
80
90
100
Количество заявок в работе
Операционист
Планировщик
Курьер
Менеджер по операциям
Финансист
Спец. по ставкам
10
20
30
40
50
60
70
80
90
100
Количество заявок в работе
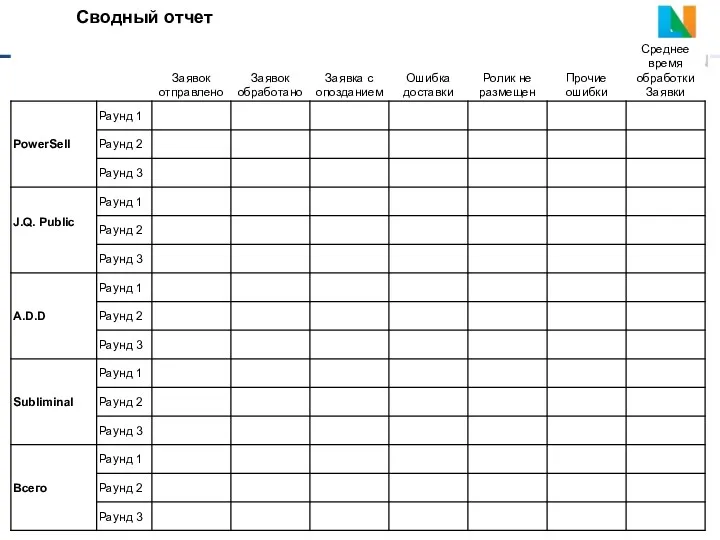
Сводный отчет
Сводный отчет
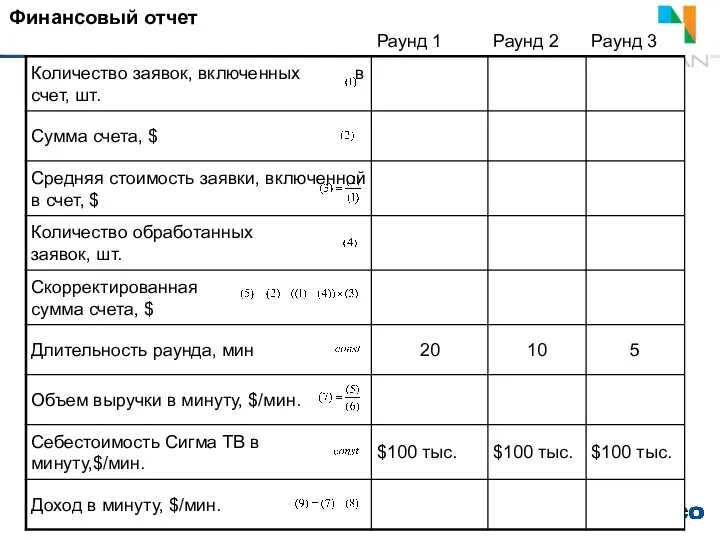
Финансовый отчет
Финансовый отчет
Анализ потерь
TIMWOODS,
Диаграмма спагетти,
Анализ задач,
Карта потока создания ценности
Анализ потерь
TIMWOODS,
Диаграмма спагетти,
Анализ задач,
Карта потока создания ценности

TIMWOODS
TIMWOODS
Люди обучены системе построения VSM и понимают её.
Все процессы отражены на
Люди обучены системе построения VSM и понимают её.
Все процессы отражены на
Анализ потерь. TIMWOODS
Анализ потерь. TIMWOODS
TIMWOODS Анализ потерь – День 1
Цель дня 1 по TIMWOODS
Начните с
TIMWOODS Анализ потерь – День 1
Цель дня 1 по TIMWOODS
Начните с
В течение первого дня также показывается связь TIMWOODS и QCDM
Анализ преимуществ
В течение первого дня также показывается связь TIMWOODS и QCDM
Анализ преимуществ

TIMWOODS. День 1
TIMWOODS. День 1
Видео «Посчитайте пассы девушек в белых футболках»
Видео «Посчитайте пассы девушек в белых футболках»
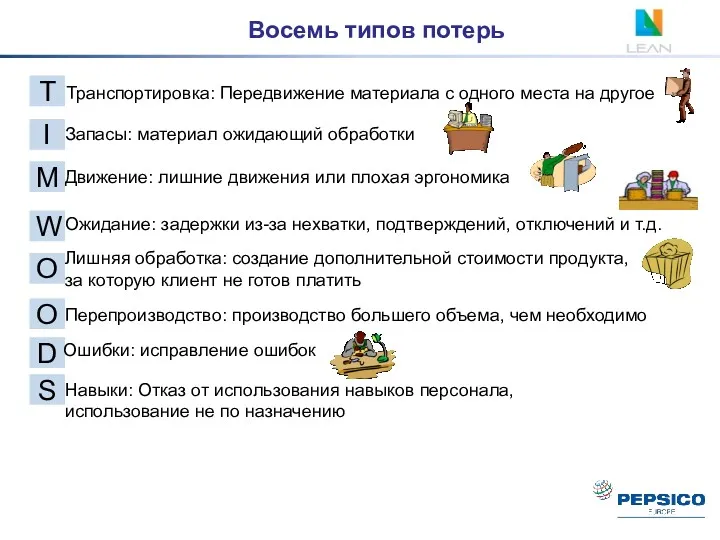
T
Транспортировка: Передвижение материала с одного места на другое
I
Запасы: материал ожидающий обработки
M
Движение:
T
Транспортировка: Передвижение материала с одного места на другое
I
Запасы: материал ожидающий обработки
M
Движение:
TIMWOODS – восемь типов потерь
Transportation Транспортировка
Inventory Излишки запасов
Motion Много движений
Waiting Время
Overprocessing Усложнение
TIMWOODS – восемь типов потерь
Transportation Транспортировка
Inventory Излишки запасов
Motion Много движений
Waiting Время
Overprocessing Усложнение


QCDM – Ключевые Области Контроля (KRAs)
Все потери влияют на результат нашей
QCDM – Ключевые Области Контроля (KRAs)
Все потери влияют на результат нашей
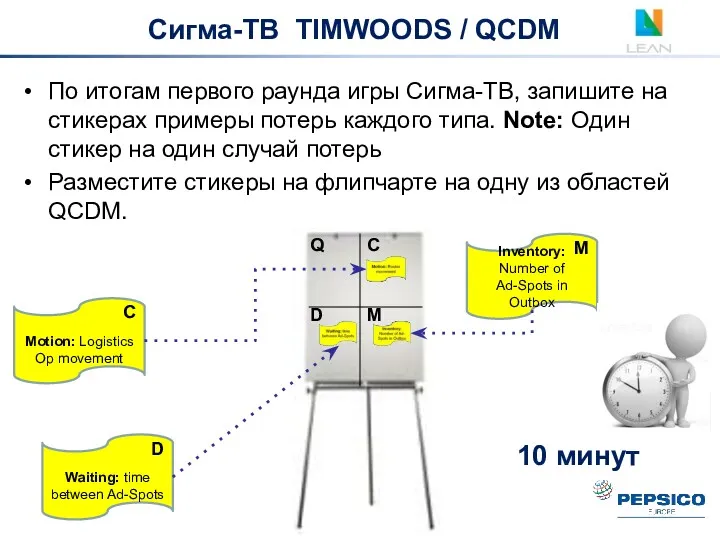
По итогам первого раунда игры Сигма-ТВ, запишите на стикерах примеры потерь
По итогам первого раунда игры Сигма-ТВ, запишите на стикерах примеры потерь

Требования клиентов, акционеров, сотрудников, технологического процесса
Требования клиентов, акционеров, сотрудников, технологического процесса

Голос клиента (VOC)
Потребности получателей результатов процесса – клиентов
Определение требований
Голос бизнеса (VOB)
Требования
Голос клиента (VOC)
Потребности получателей результатов процесса – клиентов
Определение требований
Голос бизнеса (VOB)
Требования
Сигма ТВ: требования клиентов
Работая в группе – сотрудники станции по руководством
Сигма ТВ: требования клиентов
Работая в группе – сотрудники станции по руководством
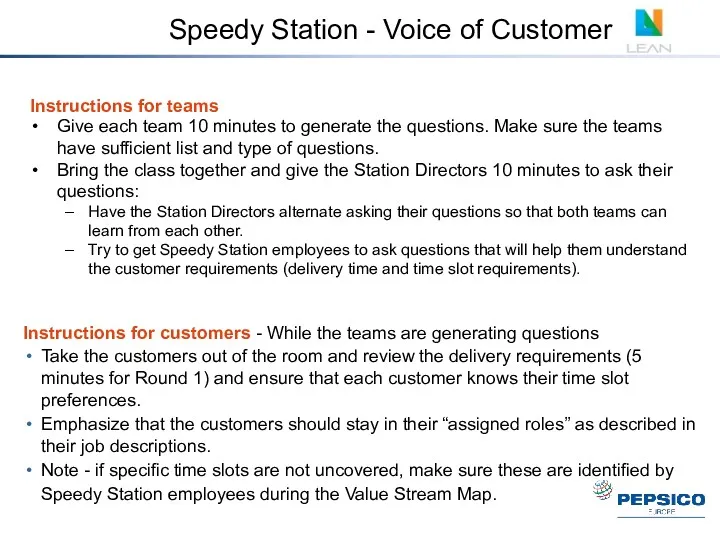
Speedy Station - Voice of Customer
Instructions for teams
Give each team 10
Speedy Station - Voice of Customer
Instructions for teams
Give each team 10

TIMWOODS. День 2
TIMWOODS. День 2
TIMWOODS
TIMWOODS
T
Транспортировка: Передвижение материала с одного места на другое
I
Запасы: материал ожидающий обработки
M
Движение:
T
Транспортировка: Передвижение материала с одного места на другое
I
Запасы: материал ожидающий обработки
M
Движение:
Lean Attacks Waste by focusing on the reduction and elimination of
Lean Attacks Waste by focusing on the reduction and elimination of
Найдите, в какой группе вы будете работать на площадке и кто
Найдите, в какой группе вы будете работать на площадке и кто
QCDM
QCDM
QCDM – Key Performance Indicators (KPIs)
QCDM – Key Performance Indicators (KPIs)
QCDM - The 4 Voices
VOC:KPI 1, KPI 2
VOB:KPI 1, KPI 2
VOP:KPI
QCDM - The 4 Voices
VOC:KPI 1, KPI 2
VOB:KPI 1, KPI 2
VOP:KPI
QCDM is a method of how we can represent the:
Voice of
QCDM is a method of how we can represent the:
Voice of
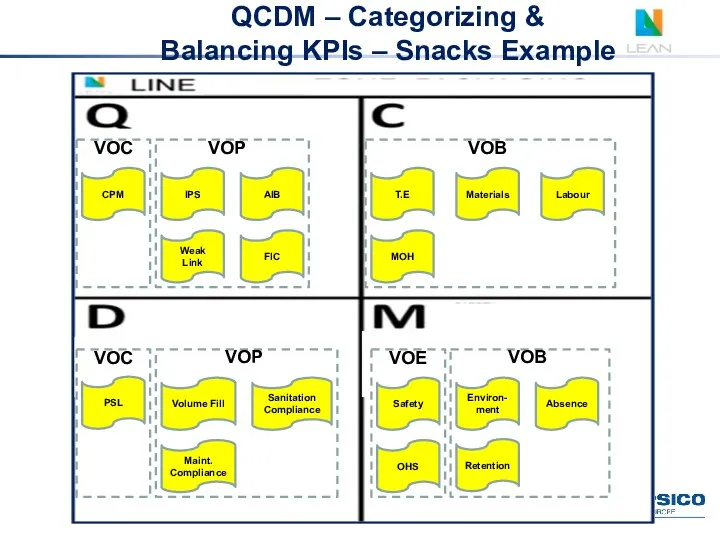
QCDM – Categorizing &
Balancing KPIs – Snacks Example
CPM
IPS
AIB
Weak Link
FIC
T.E
Materials
MOH
Labour
PSL
Volume Fill
Maint.
QCDM – Categorizing &
Balancing KPIs – Snacks Example
CPM
IPS
AIB
Weak Link
FIC
T.E
Materials
MOH
Labour
PSL
Volume Fill
Maint.
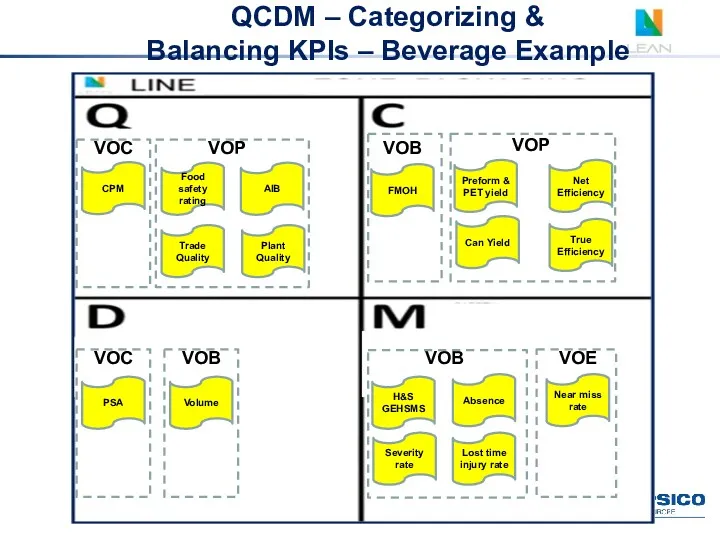
CPM
Food safety rating
AIB
Plant
Quality
Trade Quality
Can Yield
Preform & PET yield
FMOH
Net Efficiency
Volume
True Efficiency
Lost
CPM
Food safety rating
AIB
Plant
Quality
Trade Quality
Can Yield
Preform & PET yield
FMOH
Net Efficiency
Volume
True Efficiency
Lost
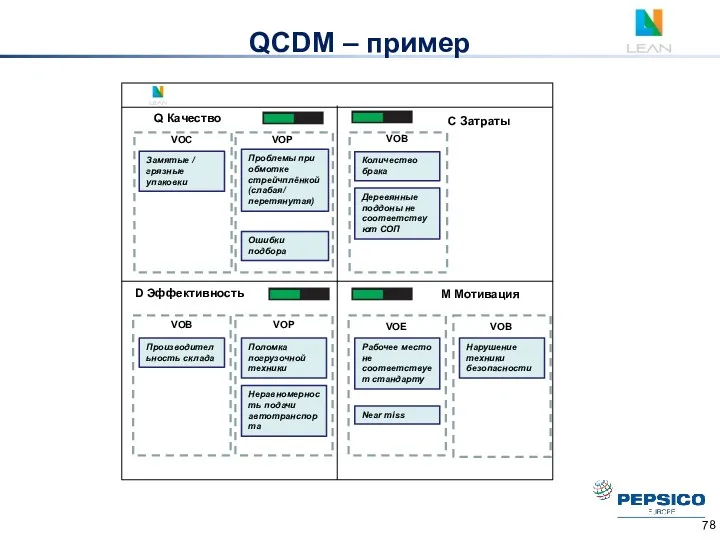
QCDM – пример
Q Качество
D Эффективность
С Затраты
М Мотивация
Проблемы при обмотке стрейчплёнкой (слабая/
QCDM – пример
Q Качество
D Эффективность
С Затраты
М Мотивация
Проблемы при обмотке стрейчплёнкой (слабая/
QCDM is a method of how we can represent the:
Voice of
QCDM is a method of how we can represent the:
Voice of
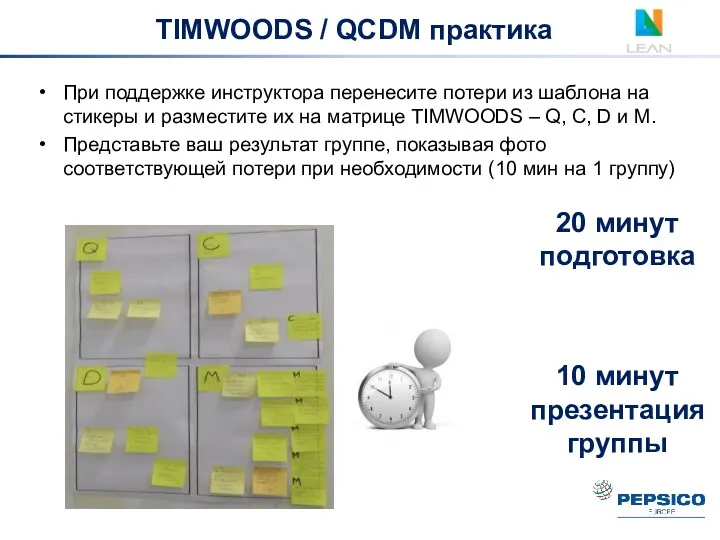
При поддержке инструктора перенесите потери из шаблона на стикеры и разместите
При поддержке инструктора перенесите потери из шаблона на стикеры и разместите
Анализ потерь
TIMWOODS,
Диаграмма спагетти,
Анализ задач,
Карта потока создания ценности
Анализ потерь
TIMWOODS,
Диаграмма спагетти,
Анализ задач,
Карта потока создания ценности
Шаги Кайдзен Сессии
Шаги Кайдзен Сессии
Анализ потерь. Диаграмма спагетти и Анализ задач
Анализ потерь. Диаграмма спагетти и Анализ задач

Диаграмма спагетти. День 2
Диаграмма спагетти. День 2
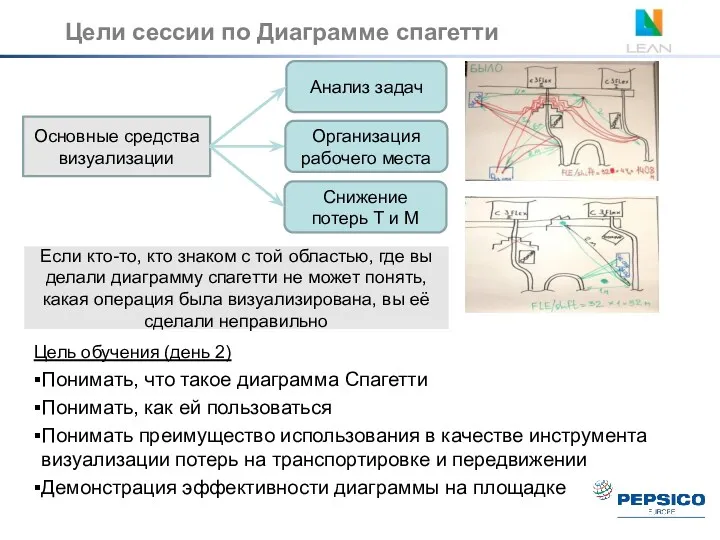
Цели сессии по Диаграмме спагетти
Основные средства визуализации
Анализ задач
Снижение потерь Т и
Цели сессии по Диаграмме спагетти
Основные средства визуализации
Анализ задач
Снижение потерь Т и
Что такое диаграмма спагетти?
Определение из Википедии, Свободной энциклопедии
Диаграмма "Спагетти" (spaghetti chart)
Что такое диаграмма спагетти?
Определение из Википедии, Свободной энциклопедии
Диаграмма "Спагетти" (spaghetti chart)
Видео «Приготовление спагетти»
Видео «Приготовление спагетти»

Определите процесс/ участок для анализа
Нанесите линии маршрута на бумагу/схему. Используйте разные
Определите процесс/ участок для анализа
Нанесите линии маршрута на бумагу/схему. Используйте разные
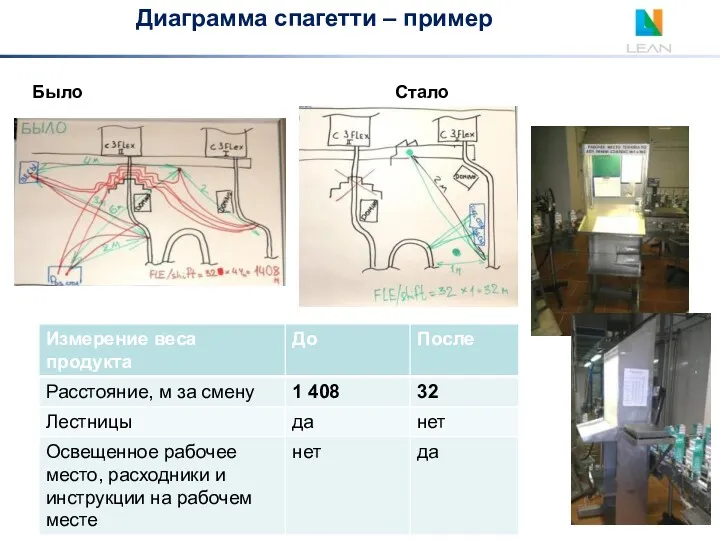
Было
Стало
Диаграмма спагетти – пример
Было
Стало
Диаграмма спагетти – пример

Анализ задач. День 2
Анализ задач. День 2
Анализ задач день 2
Цели сессии
Понимать, что такое анализ задач
Понимать, как его
Анализ задач день 2
Цели сессии
Понимать, что такое анализ задач
Понимать, как его

Анализ задач
Анализ задач
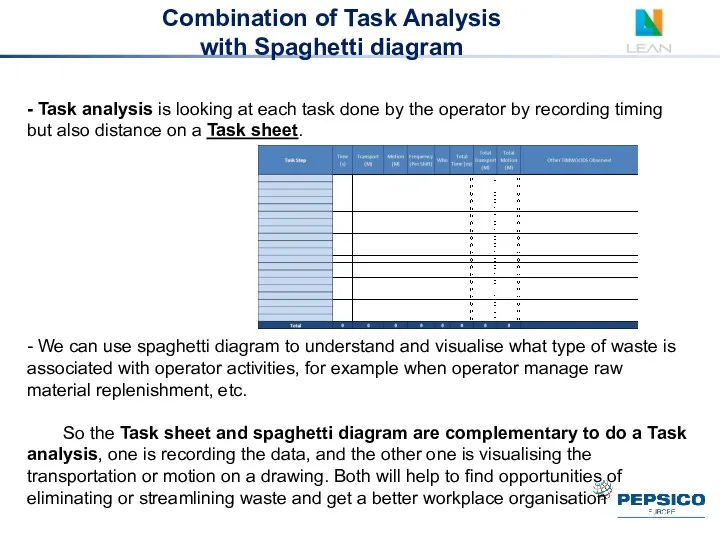
Combination of Task Analysis
with Spaghetti diagram
- Task analysis is looking
Combination of Task Analysis
with Spaghetti diagram
- Task analysis is looking
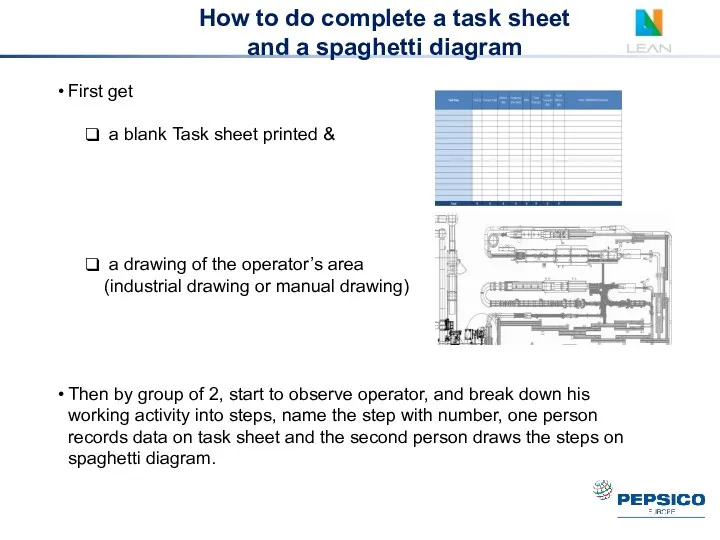
How to do complete a task sheet
and a spaghetti diagram
First
How to do complete a task sheet
and a spaghetti diagram
First
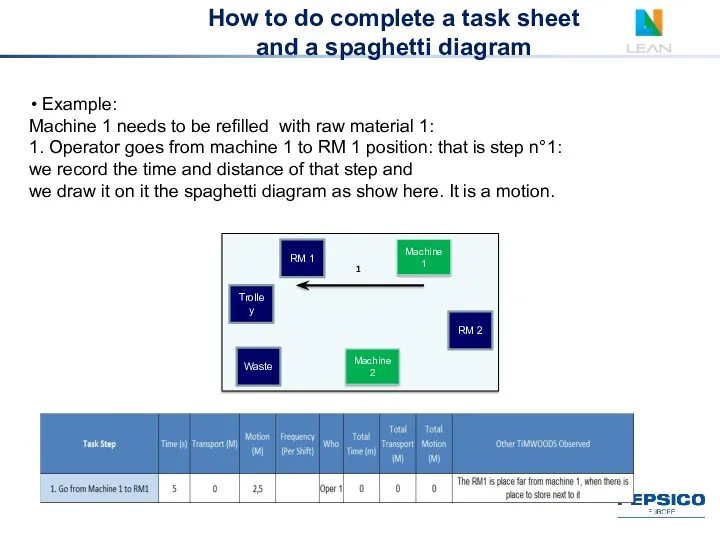
How to do complete a task sheet
and a spaghetti diagram
Example:
How to do complete a task sheet
and a spaghetti diagram
Example:
How to do complete a task sheet
and a spaghetti diagram
Machine
How to do complete a task sheet
and a spaghetti diagram
Machine
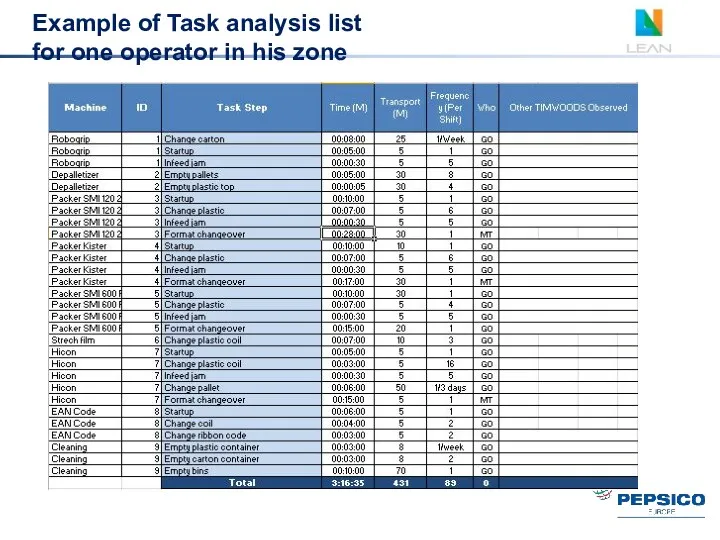
Example of Task analysis list
for one operator in his zone
Example of Task analysis list
for one operator in his zone
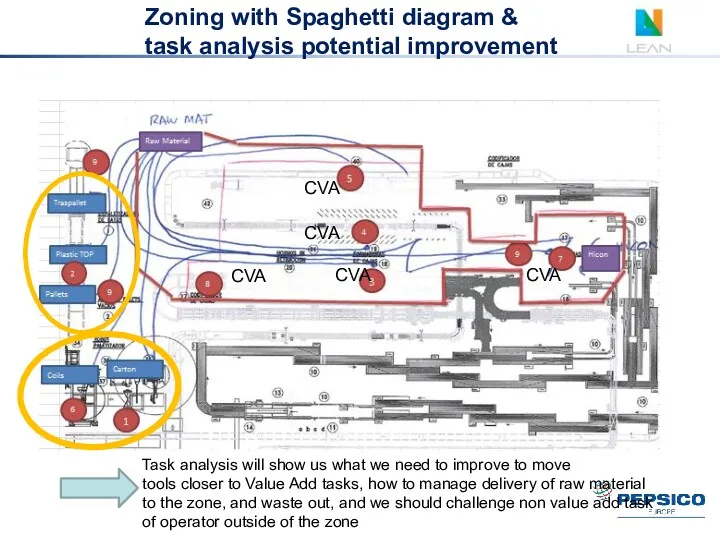
Zoning with Spaghetti diagram &
task analysis potential improvement
Task analysis will
Zoning with Spaghetti diagram &
task analysis potential improvement
Task analysis will
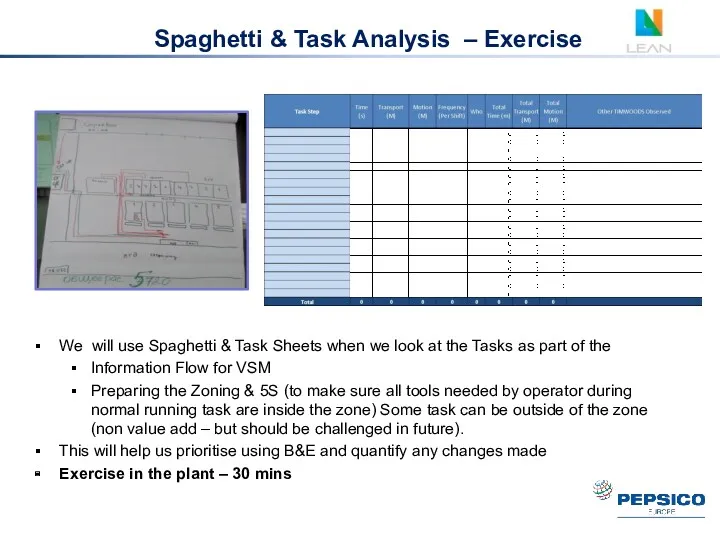
Spaghetti & Task Analysis – Exercise
We will use Spaghetti & Task
Spaghetti & Task Analysis – Exercise
We will use Spaghetti & Task
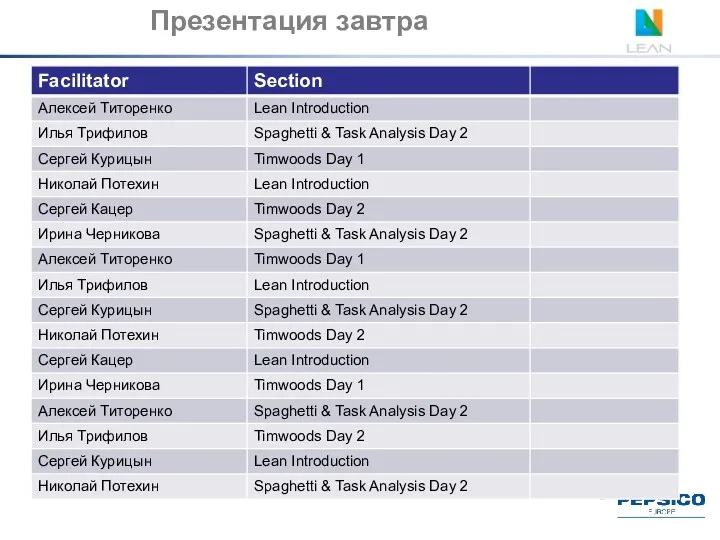
Презентация завтра
Презентация завтра
 Уральский железнодорожный техникум
Уральский железнодорожный техникум Институт сокращенных программ
Институт сокращенных программ Урок национальной технологической инициативы
Урок национальной технологической инициативы Материалы для организации проектной деятельности в основной школе
Материалы для организации проектной деятельности в основной школе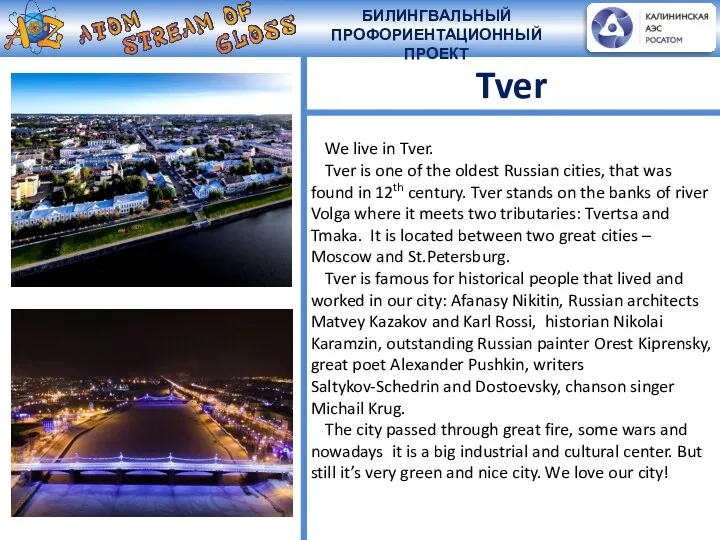 Билингвальный профориентационный проект. АтомГлосс. Тверь, СОШ №17
Билингвальный профориентационный проект. АтомГлосс. Тверь, СОШ №17 УО Новогрудский государственный торгово-экономический колледж
УО Новогрудский государственный торгово-экономический колледж ГПОУ ТОМК Узловский филиал
ГПОУ ТОМК Узловский филиал Академия им. Репина
Академия им. Репина Паспорт учебного кабинета.
Паспорт учебного кабинета. Эффективная презентация. Пошаговое руководство
Эффективная презентация. Пошаговое руководство Вступ 2017: Умови прийому для здобуття ОКР молодшого спеціаліста та вступна компанія
Вступ 2017: Умови прийому для здобуття ОКР молодшого спеціаліста та вступна компанія Құзыреттілік-бағдарлы тапсырмаларды қолдану негізінде сабақта оқушылардың кілтті және пәндік құзіреттілігін дамыту
Құзыреттілік-бағдарлы тапсырмаларды қолдану негізінде сабақта оқушылардың кілтті және пәндік құзіреттілігін дамыту Отчет о производственной практике в ТК Кит-Интерьер
Отчет о производственной практике в ТК Кит-Интерьер Взаимодействие учреждения общего, дополнительного и профессионального образования по развитию одаренных детей
Взаимодействие учреждения общего, дополнительного и профессионального образования по развитию одаренных детей Новая парадигма дополнительного образования детей в современной России
Новая парадигма дополнительного образования детей в современной России Презентация Уровни использования системы оценки образовательных результатов
Презентация Уровни использования системы оценки образовательных результатов История специального образования в зарубежных странах
История специального образования в зарубежных странах Презентация Искусство моего родного края
Презентация Искусство моего родного края Учебно-ознакомительная практика на радио ПГУ
Учебно-ознакомительная практика на радио ПГУ Принципы внутришкольного управления
Принципы внутришкольного управления Балльно-накопительная система оценивания (презентация)
Балльно-накопительная система оценивания (презентация) Развитие и формирование творческих способностей и устойчивых интересов к традициям Кубани Диск
Развитие и формирование творческих способностей и устойчивых интересов к традициям Кубани Диск День открытых дверей - виртуальная экскурсия
День открытых дверей - виртуальная экскурсия Собрание студентов 1 курс 18-19. Ярославский филиал ПГУПС
Собрание студентов 1 курс 18-19. Ярославский филиал ПГУПС Ученическое самоуправление
Ученическое самоуправление Нормативная база проведения демонстрационного экзамена в рамках ГИА
Нормативная база проведения демонстрационного экзамена в рамках ГИА Научный дискурс. Элементы методики ведения научных исследований, их планирование и организация
Научный дискурс. Элементы методики ведения научных исследований, их планирование и организация МО на тему: ФГОС ДО
МО на тему: ФГОС ДО