- Актуальность проблемы механической обработки полимерных композиционных материалов

Содержание
- 2. Актуальность проблемы механической обработки полимерных композиционных материалов Первое обстоятельство – опережающий рост производства полимерных композиционных материалов,
- 3. Особенности физико – механических и теплофизических свойства полимерных композиционных материалов по сравнению с металлами Объект исследования
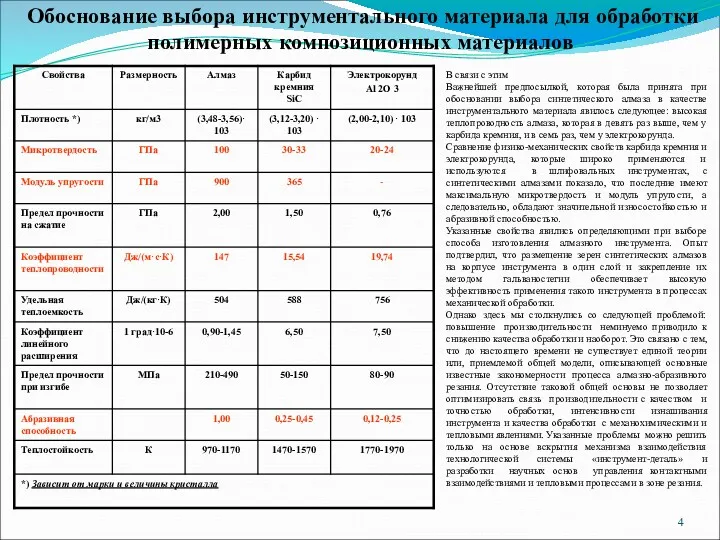
- 4. Обоснование выбора инструментального материала для обработки полимерных композиционных материалов В связи с этим Важнейшей предпосылкой, которая
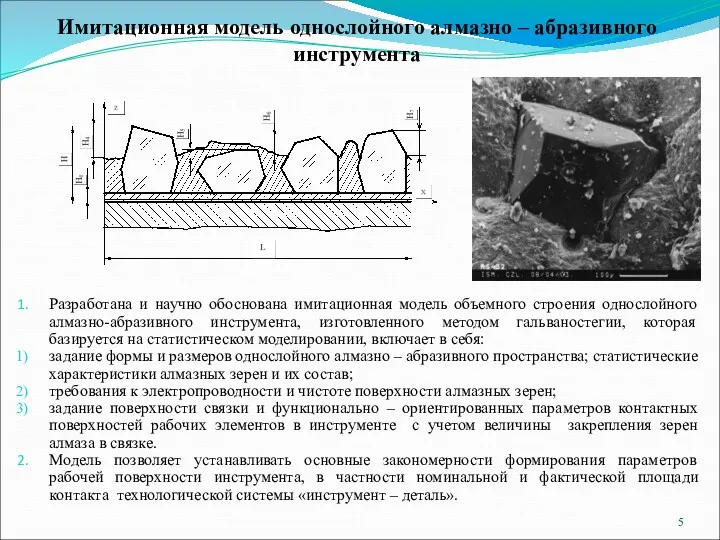
- 5. Имитационная модель однослойного алмазно – абразивного инструмента Разработана и научно обоснована имитационная модель объемного строения однослойного
- 6. Основные особенности механики контактного взаимодействия Контактируют разнородные тела с различными свойствами Резание однослойным алмазно-абразивным инструментом значительно
- 7. *) При перерезании горячего спая ТП Распределение температуры по глубине образцов ПКМ
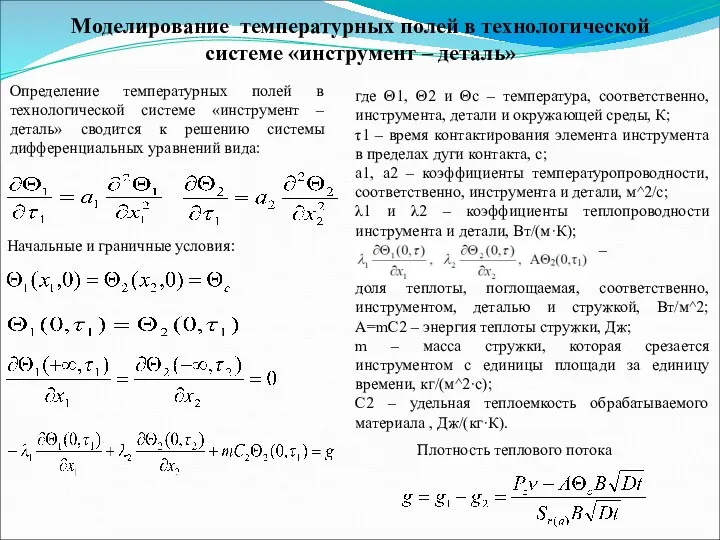
- 8. Моделирование температурных полей в технологической системе «инструмент – деталь» Начальные и граничные условия: Определение температурных полей
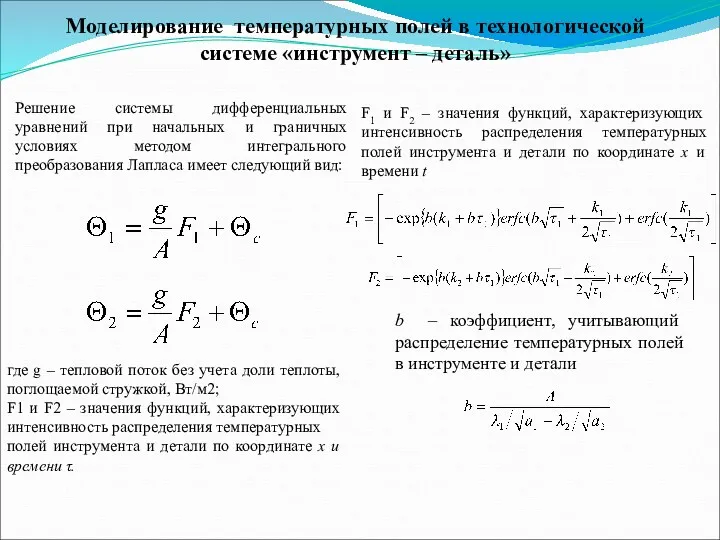
- 9. Моделирование температурных полей в технологической системе «инструмент – деталь» F1 и F2 – значения функций, характеризующих
- 10. Анализ данных, приведенных в таблицах, показывает, что с увеличением скорости резания и особенно с ростом подачи
- 11. Механизм образования и формирования поверхностного слоя полимерных композиционных материалов при алмазно – абразивной обработке Установлен механизм
- 12. Концепция высокопродуктивной алмазно – абразивной обработки ПКМ, которая базируется на управлении механохимическими и теплофизическими явлениями путем
- 13. Однослойные алмазно – абразивные круги и ножовочные полотна 1. Повышение срока службы инструмента по сравнению с
- 14. Однослойные алмазно – абразивные круги (барабаны) и шлифовальные головки для шлифования полимерных композиционных материалов 1. Повышение
- 15. Однослойные алмазно – абразивные сверла для сверления отверстий в полимерных композиционных материалах 1. Повышение срока службы
- 17. Скачать презентацию
Актуальность проблемы механической обработки полимерных композиционных материалов
Первое обстоятельство – опережающий рост
Актуальность проблемы механической обработки полимерных композиционных материалов
Первое обстоятельство – опережающий рост
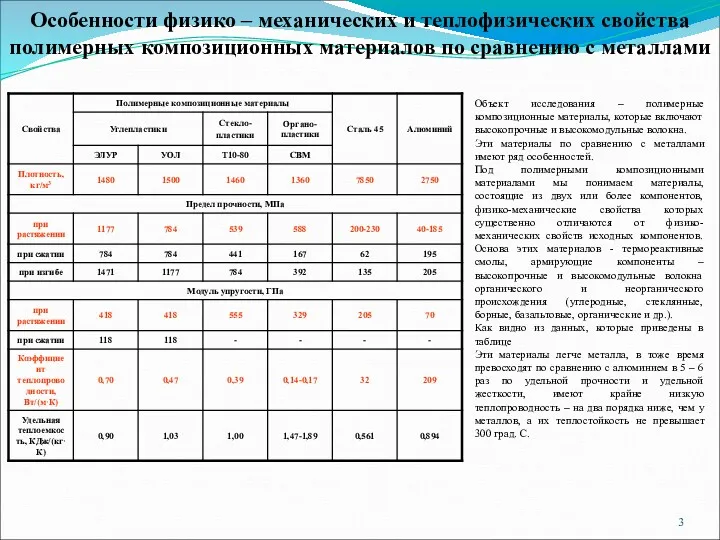
Особенности физико – механических и теплофизических свойства полимерных композиционных материалов по
Особенности физико – механических и теплофизических свойства полимерных композиционных материалов по
Обоснование выбора инструментального материала для обработки полимерных композиционных материалов
В связи с
Обоснование выбора инструментального материала для обработки полимерных композиционных материалов
В связи с
Имитационная модель однослойного алмазно – абразивного инструмента
Разработана и научно обоснована имитационная
Имитационная модель однослойного алмазно – абразивного инструмента
Разработана и научно обоснована имитационная
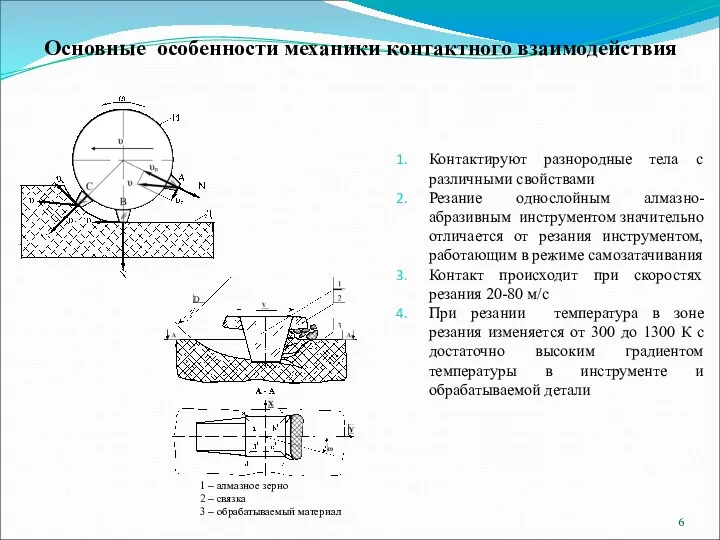
Основные особенности механики контактного взаимодействия
Контактируют разнородные тела с различными свойствами
Резание однослойным
Основные особенности механики контактного взаимодействия
Контактируют разнородные тела с различными свойствами
Резание однослойным
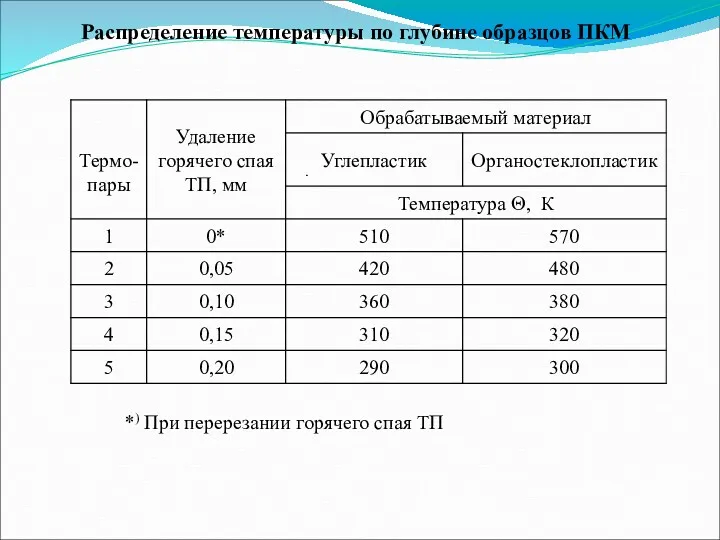
*) При перерезании горячего спая ТП
Распределение температуры по глубине образцов ПКМ
*) При перерезании горячего спая ТП
Распределение температуры по глубине образцов ПКМ
Моделирование температурных полей в технологической системе «инструмент – деталь»
Начальные и граничные
Моделирование температурных полей в технологической системе «инструмент – деталь»
Начальные и граничные
Моделирование температурных полей в технологической системе «инструмент – деталь»
F1 и F2
Моделирование температурных полей в технологической системе «инструмент – деталь»
F1 и F2
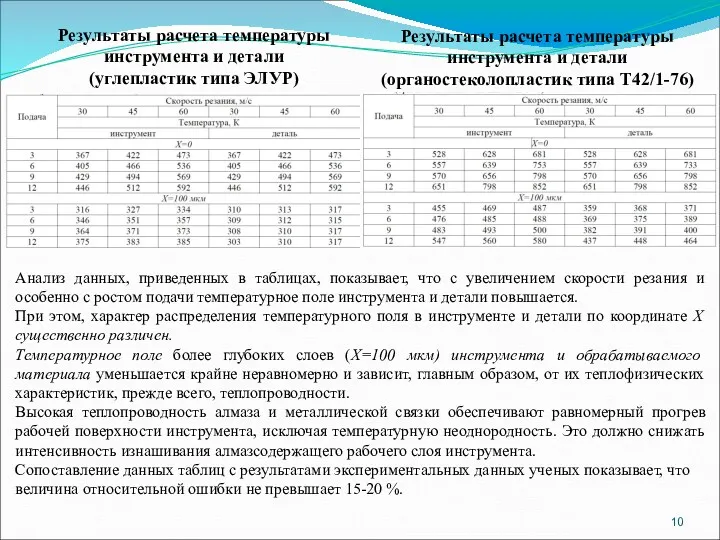
Анализ данных, приведенных в таблицах, показывает, что с увеличением скорости резания
Анализ данных, приведенных в таблицах, показывает, что с увеличением скорости резания
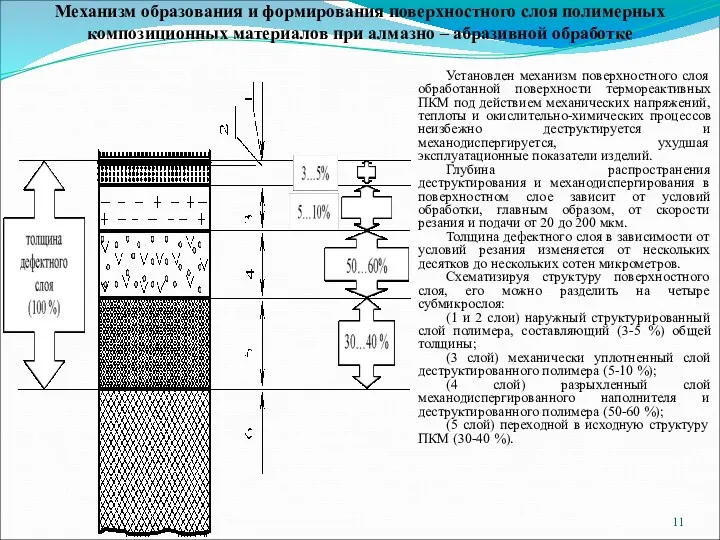
Механизм образования и формирования поверхностного слоя полимерных композиционных материалов при алмазно
Механизм образования и формирования поверхностного слоя полимерных композиционных материалов при алмазно
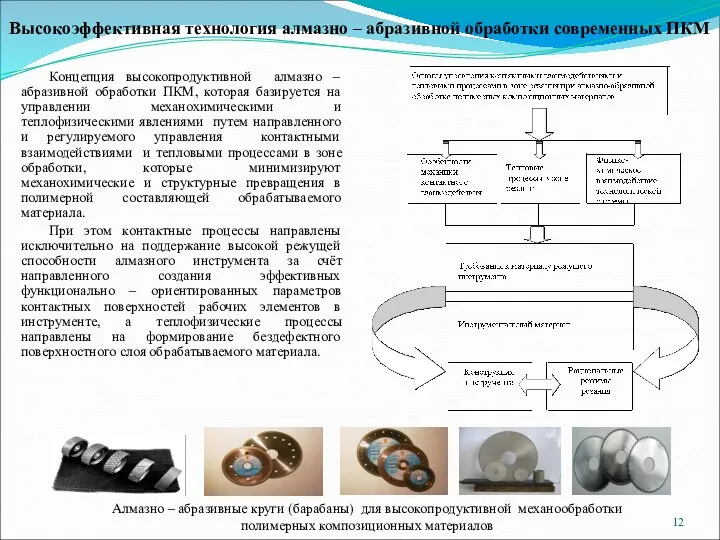
Концепция высокопродуктивной алмазно – абразивной обработки ПКМ, которая базируется на управлении
Концепция высокопродуктивной алмазно – абразивной обработки ПКМ, которая базируется на управлении

Однослойные алмазно – абразивные круги и ножовочные полотна
1. Повышение
Однослойные алмазно – абразивные круги и ножовочные полотна
1. Повышение

Однослойные алмазно – абразивные круги (барабаны) и шлифовальные головки для шлифования
Однослойные алмазно – абразивные круги (барабаны) и шлифовальные головки для шлифования
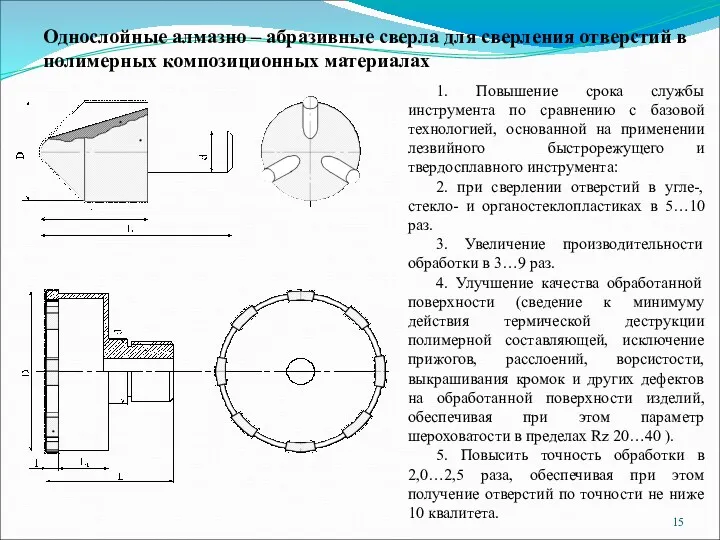
Однослойные алмазно – абразивные сверла для сверления отверстий в полимерных композиционных
Однослойные алмазно – абразивные сверла для сверления отверстий в полимерных композиционных
 vyezdnaya_prezentatsia_AP
vyezdnaya_prezentatsia_AP Письмо
Письмо Фонетика
Фонетика Подорож містом Львів
Подорож містом Львів Презентация к внеклассному мероприятию Что значит быть хорошим сыном или дочерью.
Презентация к внеклассному мероприятию Что значит быть хорошим сыном или дочерью. Ассирийская держава
Ассирийская держава Хочу всё знать. Интеллектуальная игра для дошкольников
Хочу всё знать. Интеллектуальная игра для дошкольников Удельная теплота плавления
Удельная теплота плавления Выбор индивида. Основы теории потребления
Выбор индивида. Основы теории потребления Социокультурный потенциал развития учреждения дополнительного образования
Социокультурный потенциал развития учреждения дополнительного образования Арматурные изделия
Арматурные изделия Роль родителей в воспитании детей
Роль родителей в воспитании детей Физиология послеродового периода. Лактация. Грудное вскармливание. Контрацепция
Физиология послеродового периода. Лактация. Грудное вскармливание. Контрацепция Утилизация мусора
Утилизация мусора Педагогическая академия последипломного образования
Педагогическая академия последипломного образования Внедрение инновационных проектов – это реально (ТПП РФ)
Внедрение инновационных проектов – это реально (ТПП РФ) Презентация по теме Самый, самый ....
Презентация по теме Самый, самый .... Развитие зрительного восприятия
Развитие зрительного восприятия Клеточные и гуморальные механизмы иммунного ответа
Клеточные и гуморальные механизмы иммунного ответа Маркетинговые исследования
Маркетинговые исследования Прямая и обратная пропорциональные зависимости
Прямая и обратная пропорциональные зависимости Как происходило объединение Франции
Как происходило объединение Франции Компьютерные вирусы и антивирусные программы Типы компьютерных вирусов
Компьютерные вирусы и антивирусные программы Типы компьютерных вирусов Презентация Рождество
Презентация Рождество Особенности речевого развития у детей с перинатальным поражением ЦНС
Особенности речевого развития у детей с перинатальным поражением ЦНС Определение и понятия биографического метода
Определение и понятия биографического метода Энергетика – тарихи, әлеуметтік және экологиялык аспектілері. Казахстан республика энергетикасынын замануй тенденциялары
Энергетика – тарихи, әлеуметтік және экологиялык аспектілері. Казахстан республика энергетикасынын замануй тенденциялары Дидактическая игра Кто, где живет?
Дидактическая игра Кто, где живет?