- Анализ технологичности изделия и деталей. Основные показатели. Лекция 9

Содержание
- 2. Под технологичностью конструкции изделия понимается совокупность свойств конструкции, которые обеспечивают изготовление, ремонт и техническое обслуживание изделия
- 3. При отработке конструкции на технологичность каждое изделие должно рассматриваться: 1) как объект проектирования; 2) как объект
- 4. объект эксплуатации
- 5. объект проектирования
- 6. Различают производственную, эксплуатационную и ремонтную технологичность конструкции изделия. Производственная технологичность конструкции изделия , если она оптимальна,
- 7. Существует два вида оценки технологичности конструкции изделия: качественная и количественная. Качественная оценка характеризует технологичность конструкции на
- 8. Анализ конструкции изделия на технологичность При отработке на технологичность КИ (конструкции изделия) являющегося объектом производства необходимо
- 9. Показатели технологичности 1. Трудоемкость изготовления изделия характеризует количество труда на его производство и эксплуатацию, определяемого в
- 10. 2. Материалоемкость изделий характеризует количество затраченного материала на производство изделия и его эксплуатацию, определяемое в единицах
- 11. 3. Унификация материалов оценивается коэффициентом применяемости материала: где Ni – норма расхода (i – ого) материала
- 12. 4. Энергоемкость изделия характеризует количество затрачиваемых топливо энергетических ресурсов на изготовление, монтаж, ремонт или утилизацию. где
- 13. 5. Себестоимость изделия отражает количество затрат труда, материалов, топливо – энергетических ресурсов на производство и реализацию
- 14. 6. Коэффициент унификации конструктивных элементов Ку.э. где Qу.э. – число унифицированных типоразмеров конструктивных элементов; Qэ. -
- 15. 7. Коэффициент использования материала где Gд. - масса детали по чертежу, кг; Gзп - масса материала
- 16. 8. Средняя точность и среднее качество поверхностей деталей Тср = Σ (IT×n)/N Шср = Σ (Ra×n)/N
- 17. Общие требования к деталям машины Требования к технологичности конструкции детали согласно ГОСТ 14.204 следующие: - конструкция
- 18. физико-химические и механические свойства материала, жесткость детали, ее форма и размеры должны соответствовать требованиям технологии изготовления;
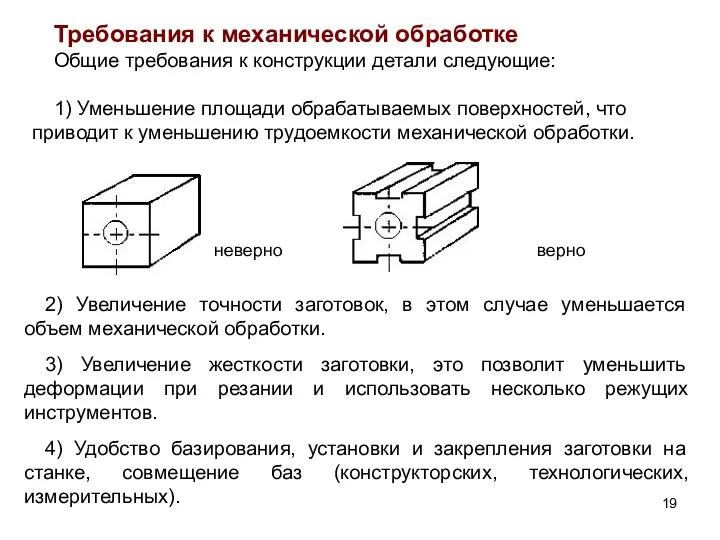
- 19. Требования к механической обработке Общие требования к конструкции детали следующие: 1) Уменьшение площади обрабатываемых поверхностей, что
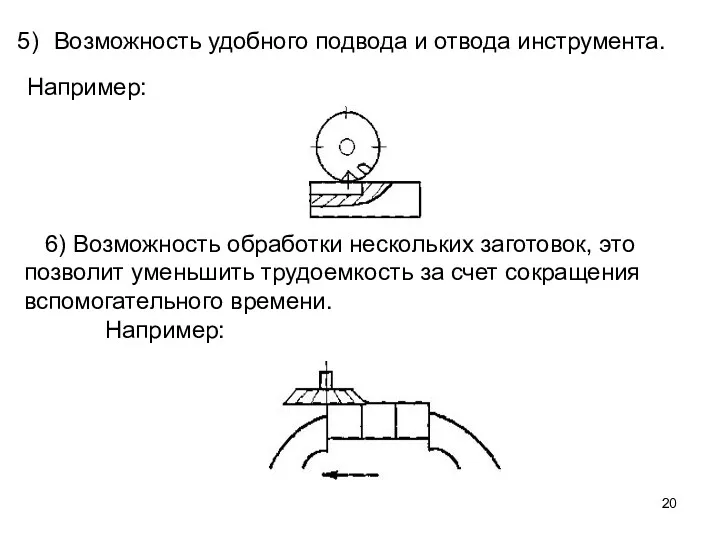
- 20. Возможность удобного подвода и отвода инструмента. Например: 6) Возможность обработки нескольких заготовок, это позволит уменьшить трудоемкость
- 21. 8) Рекомендуется применять в местах сопряжения точных поверхностей поверхности для выхода инструмента, иначе возможность повреждения поверхностей.
- 22. Мероприятия по повышению технологичности конструкций Конструкция изделия может быть признана технологичной, если она обеспечивает простое и
- 23. 1. Уменьшение общего количества звеньев в кинематической схеме изделия
- 24. 2. Создание конфигурации деталей и подбор их материалов, позволяющие применение наиболее совершенных исходных заготовок, что сокращает
- 25. 3. Простановка размеров на чертежах с учетом требований их механической обработки и сборки.
- 26. 4. Упрощение конфигурации отдельных деталей, предельно возможное расширение допусков на изготовление и снижение требований к шероховатости
- 27. 5. Создание конфигурации деталей, позволяющей применение наиболее совершенных и производительных методов механической обработки
- 28. 6. Проведение типизации и унификации деталей и сборочных единиц выпускаемых изделий и создание конструкции изделия, позволяющей
- 29. РЕКОМЕНДАЦИИ Наружные поверхности вращения Ступенчатые поверхности должны иметь наименьший перепад диаметров. Рекомендуется заменять переходные поверхности фасками.
- 30. Рис.12.1.Пример технологичности наружных поверхностей вращения.
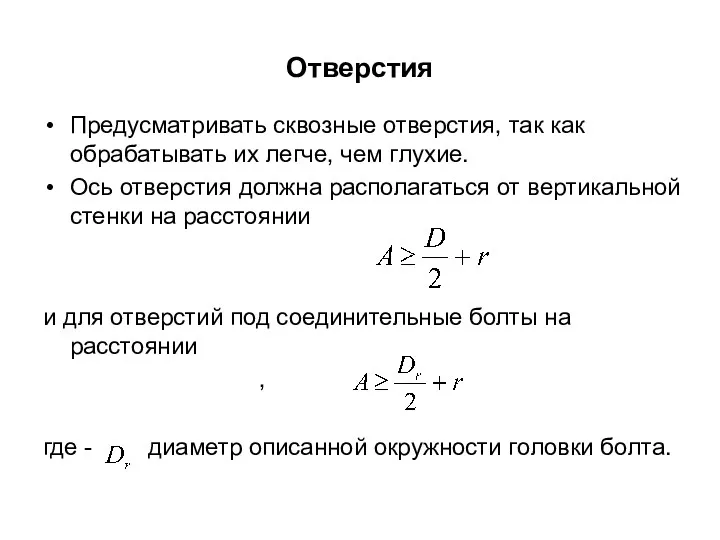
- 31. Отверстия Предусматривать сквозные отверстия, так как обрабатывать их легче, чем глухие. Ось отверстия должна располагаться от
- 32. Рис.12.2.Пример технологичности отверстий
- 33. Расстояние между отверстиями назначают с учетом возможности применения многошпиндельных сверлильных головок. Во избежание поломки сверл при
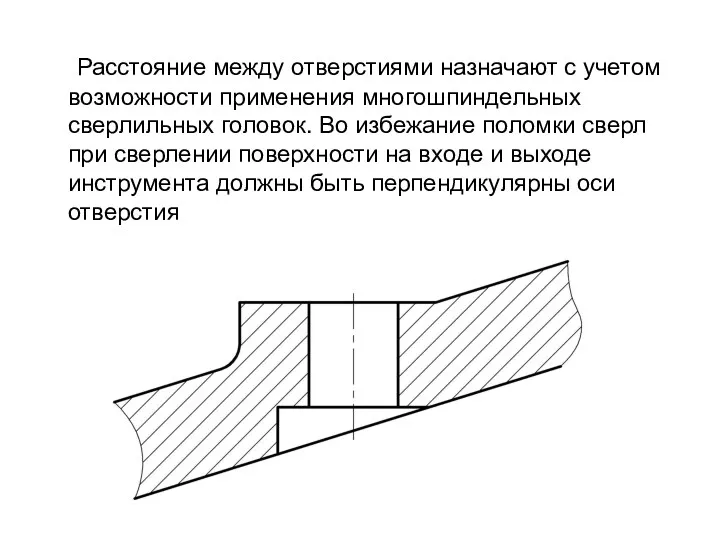
- 34. Для одновременной обработки нескольких отверстий, расположенных на одной оси, рекомендуется последовательно уменьшать размеры отверстий на величину,
- 35. У дна точных глухих отверстий необходимо предусматривать канавку для выхода инструмента. Нужно избегать отверстий с непараллельными
- 36. Цекование торцов отверстий лучше заменять точением или фрезерованием Рис.12.6.Пример нетехнологичных (а) и технологичных (б) торцов отверстий
- 37. Рекомендуется избегать растачивания канавок в отверстиях на сверлильных и агрегатных станках; вместо выточек рекомендуют литые выемки
- 38. Резьба В резьбовом отверстии рекомендуется делать заходную фаску. При сквозных резьбовых отверстиях улучшаются условия работы режущего
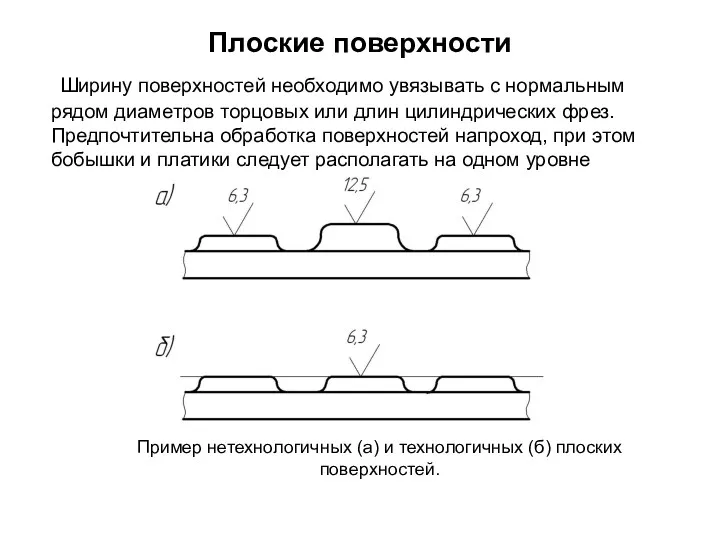
- 39. Плоские поверхности Ширину поверхностей необходимо увязывать с нормальным рядом диаметров торцовых или длин цилиндрических фрез. Предпочтительна
- 40. Пазы и уступы Пазы и уступы должны по возможности допускать обработку на проход; переходная часть паза
- 41. Рис.12.9.Пример нетехнологичных (а) и технологичных (б) плоских поверхностей.
- 42. Требования к анализу технологичности конструкции детали В процессе конструирования деталей может быть предложен ряд равнозначных решений
- 43. Перед проектированием технологического процесса первоначально проводится только качественный анализ, включающий технологический контроль чертежа и технологический анализ
- 44. Анализируя правильность простановки размеров, необходимо учитывать размерные связи между конструкторскими и измерительными базами и требования по
- 45. Анализ целесообразно проводить в следующей последовательности. Оценить возможные виды и методы получения заготовки, материал детали с
- 46. 4. Выявить возможные комплекты технологических баз, которые позволят при минимуме затрат обеспечить требуемую точность линейных размеров,
- 48. Скачать презентацию
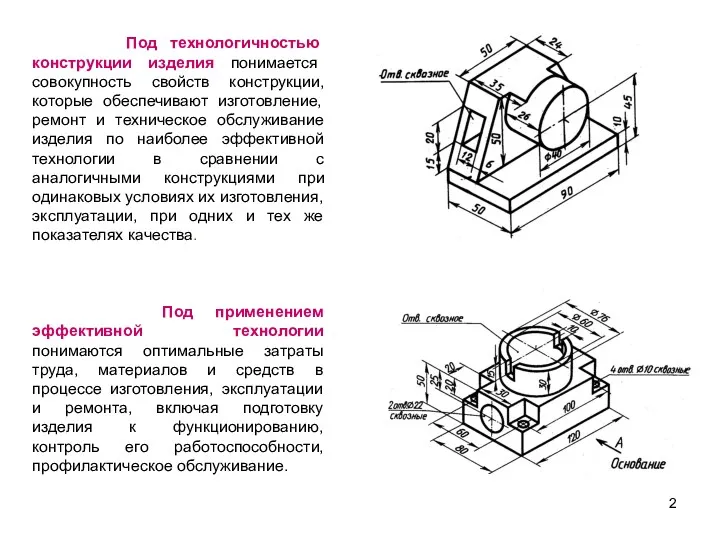
Под технологичностью конструкции изделия понимается совокупность свойств конструкции, которые обеспечивают изготовление,

При отработке конструкции на технологичность каждое изделие должно рассматриваться:
При отработке конструкции на технологичность каждое изделие должно рассматриваться:

объект эксплуатации
объект эксплуатации
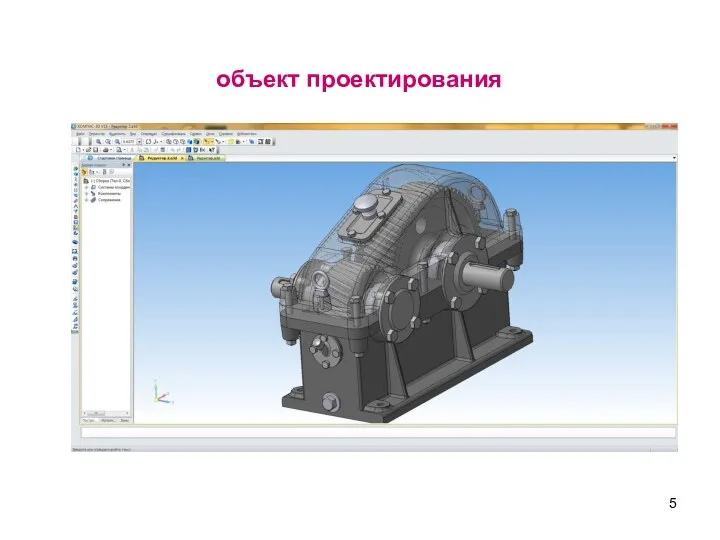
объект проектирования
объект проектирования
Различают производственную, эксплуатационную и ремонтную технологичность конструкции изделия.
Производственная технологичность конструкции изделия
Различают производственную, эксплуатационную и ремонтную технологичность конструкции изделия.
Производственная технологичность конструкции изделия
Существует два вида оценки технологичности конструкции изделия: качественная и количественная.
Существует два вида оценки технологичности конструкции изделия: качественная и количественная.

Анализ конструкции изделия на технологичность
При отработке на технологичность КИ (конструкции
Анализ конструкции изделия на технологичность
При отработке на технологичность КИ (конструкции
Показатели технологичности
1. Трудоемкость изготовления изделия характеризует количество труда на его производство
Показатели технологичности
1. Трудоемкость изготовления изделия характеризует количество труда на его производство
2. Материалоемкость изделий характеризует количество затраченного материала на производство изделия и
2. Материалоемкость изделий характеризует количество затраченного материала на производство изделия и
3. Унификация материалов оценивается коэффициентом применяемости материала:
где Ni – норма расхода
3. Унификация материалов оценивается коэффициентом применяемости материала:
где Ni – норма расхода
4. Энергоемкость изделия характеризует количество затрачиваемых топливо энергетических ресурсов на изготовление,
4. Энергоемкость изделия характеризует количество затрачиваемых топливо энергетических ресурсов на изготовление,
5. Себестоимость изделия отражает количество затрат труда, материалов, топливо – энергетических
5. Себестоимость изделия отражает количество затрат труда, материалов, топливо – энергетических
6. Коэффициент унификации конструктивных
элементов Ку.э.
где Qу.э. – число унифицированных
6. Коэффициент унификации конструктивных
элементов Ку.э.
где Qу.э. – число унифицированных
7. Коэффициент использования материала
где Gд. - масса детали по чертежу,
7. Коэффициент использования материала
где Gд. - масса детали по чертежу,
8. Средняя точность и среднее качество поверхностей деталей
Тср = Σ (IT×n)/N
Шср
8. Средняя точность и среднее качество поверхностей деталей
Тср = Σ (IT×n)/N
Шср
Общие требования к деталям машины
Требования к технологичности конструкции детали согласно ГОСТ
Общие требования к деталям машины
Требования к технологичности конструкции детали согласно ГОСТ
физико-химические и механические свойства материала, жесткость детали, ее форма и
физико-химические и механические свойства материала, жесткость детали, ее форма и
Требования к механической обработке
Общие требования к конструкции детали следующие:
1) Уменьшение площади
Требования к механической обработке
Общие требования к конструкции детали следующие:
1) Уменьшение площади
Возможность удобного подвода и отвода инструмента.
Например:
6) Возможность обработки нескольких заготовок, это
Например:
6) Возможность обработки нескольких заготовок, это
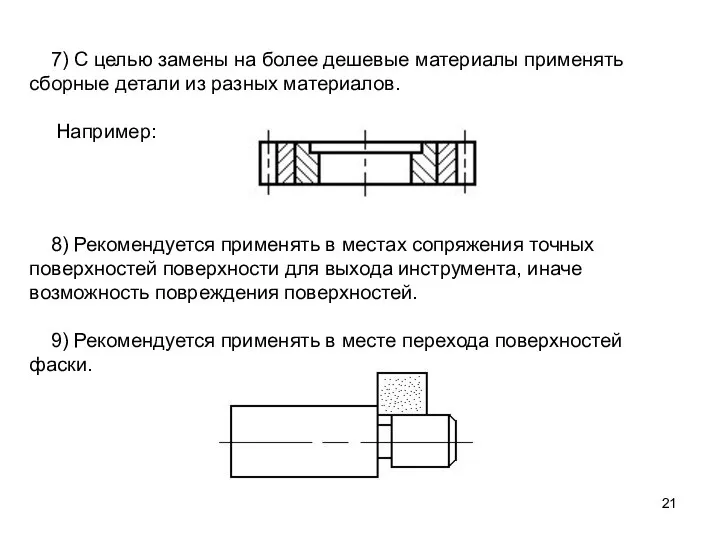
8) Рекомендуется применять в местах сопряжения точных поверхностей поверхности для выхода
8) Рекомендуется применять в местах сопряжения точных поверхностей поверхности для выхода
Мероприятия по повышению технологичности конструкций
Конструкция изделия может быть признана технологичной, если
Мероприятия по повышению технологичности конструкций
Конструкция изделия может быть признана технологичной, если
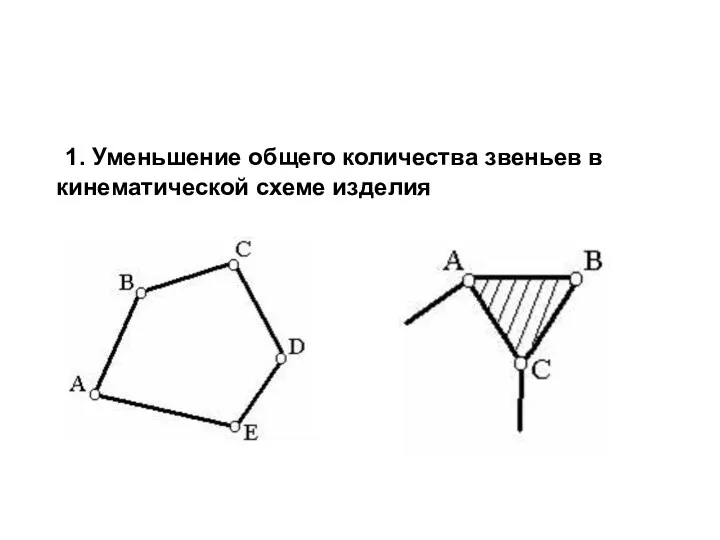
1. Уменьшение общего количества звеньев в кинематической схеме изделия
1. Уменьшение общего количества звеньев в кинематической схеме изделия

2. Создание конфигурации деталей и подбор их материалов, позволяющие применение наиболее
2. Создание конфигурации деталей и подбор их материалов, позволяющие применение наиболее
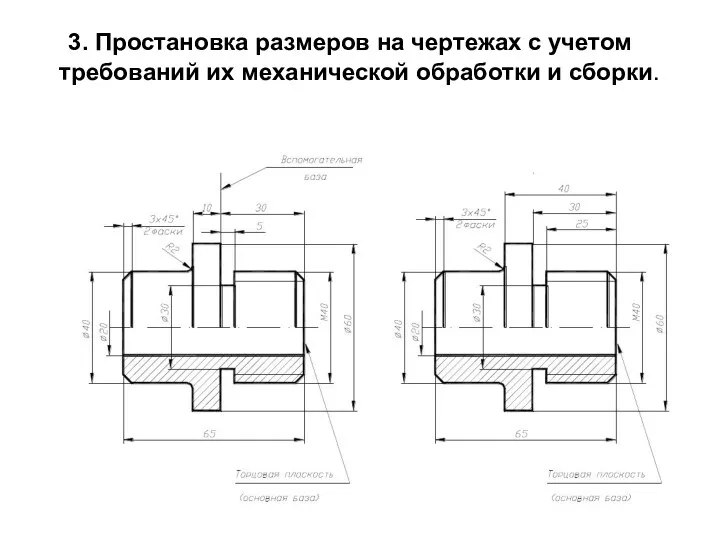
3. Простановка размеров на чертежах с учетом требований их механической обработки
3. Простановка размеров на чертежах с учетом требований их механической обработки
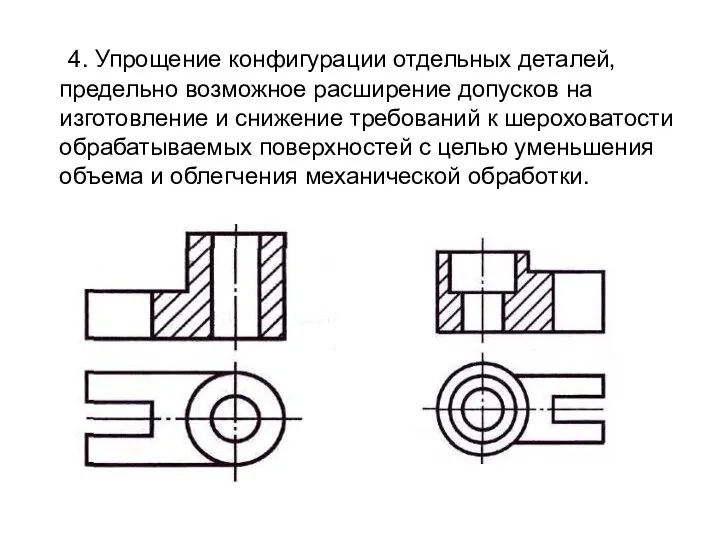
4. Упрощение конфигурации отдельных деталей, предельно возможное расширение допусков на изготовление
4. Упрощение конфигурации отдельных деталей, предельно возможное расширение допусков на изготовление
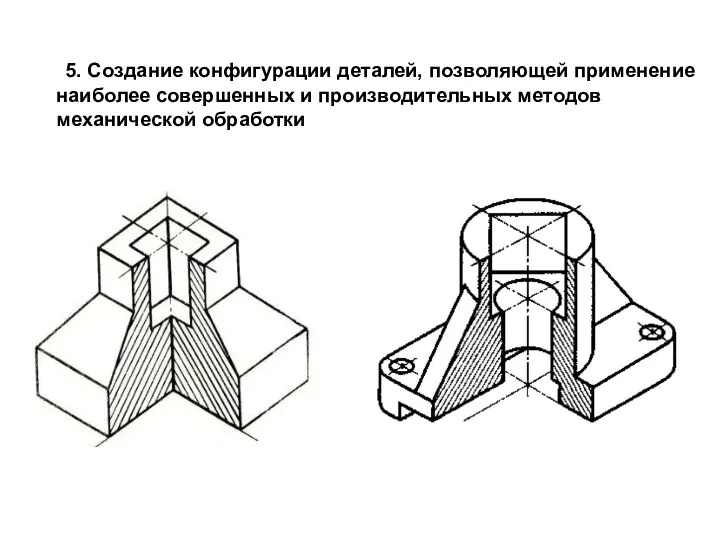
5. Создание конфигурации деталей, позволяющей применение наиболее совершенных и производительных методов
5. Создание конфигурации деталей, позволяющей применение наиболее совершенных и производительных методов

6. Проведение типизации и унификации деталей и сборочных единиц выпускаемых изделий
6. Проведение типизации и унификации деталей и сборочных единиц выпускаемых изделий
РЕКОМЕНДАЦИИ
Наружные поверхности вращения
Ступенчатые поверхности должны иметь наименьший перепад диаметров.
Рекомендуется заменять
РЕКОМЕНДАЦИИ
Наружные поверхности вращения
Ступенчатые поверхности должны иметь наименьший перепад диаметров.
Рекомендуется заменять
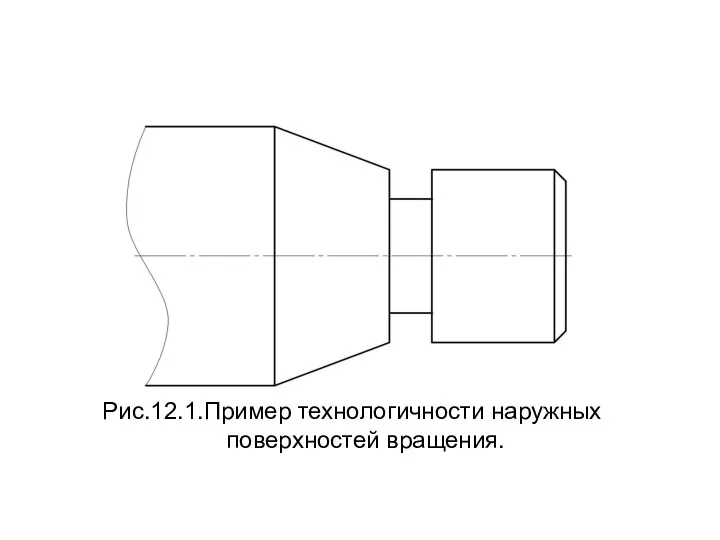
Рис.12.1.Пример технологичности наружных поверхностей вращения.
Рис.12.1.Пример технологичности наружных поверхностей вращения.
Отверстия
Предусматривать сквозные отверстия, так как обрабатывать их легче, чем глухие.
Ось
Отверстия
Предусматривать сквозные отверстия, так как обрабатывать их легче, чем глухие.
Ось
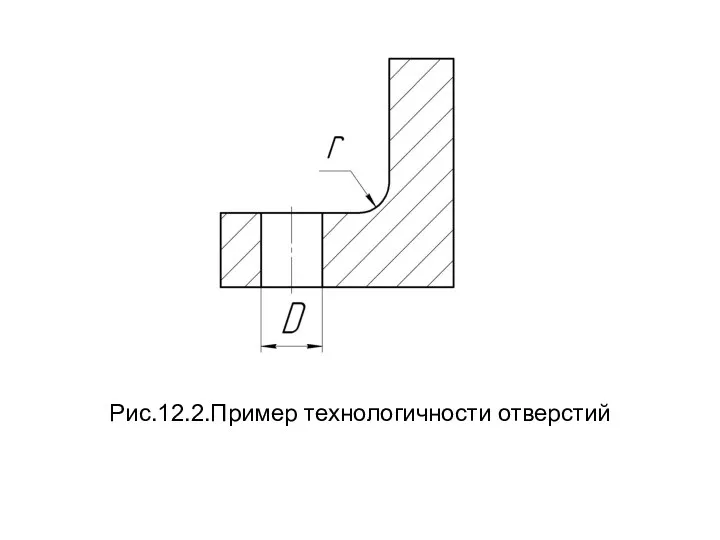
Рис.12.2.Пример технологичности отверстий
Рис.12.2.Пример технологичности отверстий
Расстояние между отверстиями назначают с учетом возможности применения многошпиндельных сверлильных головок.
Расстояние между отверстиями назначают с учетом возможности применения многошпиндельных сверлильных головок.
Для одновременной обработки нескольких отверстий, расположенных на одной оси, рекомендуется последовательно
Для одновременной обработки нескольких отверстий, расположенных на одной оси, рекомендуется последовательно
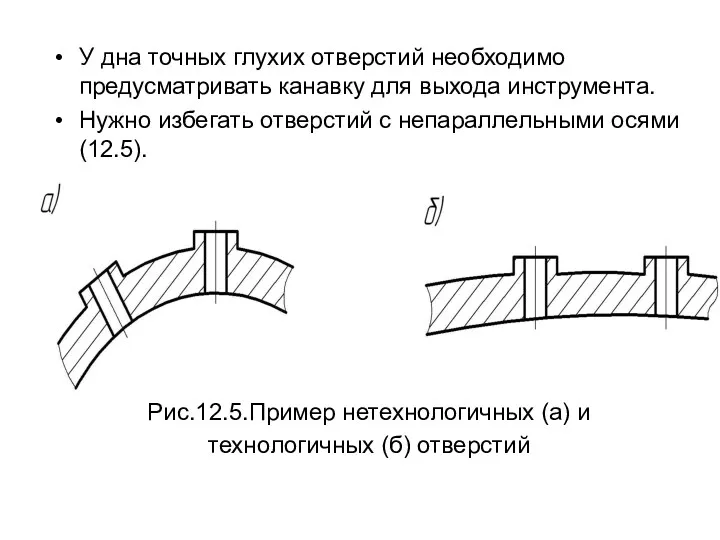
У дна точных глухих отверстий необходимо предусматривать канавку для выхода инструмента.
У дна точных глухих отверстий необходимо предусматривать канавку для выхода инструмента.
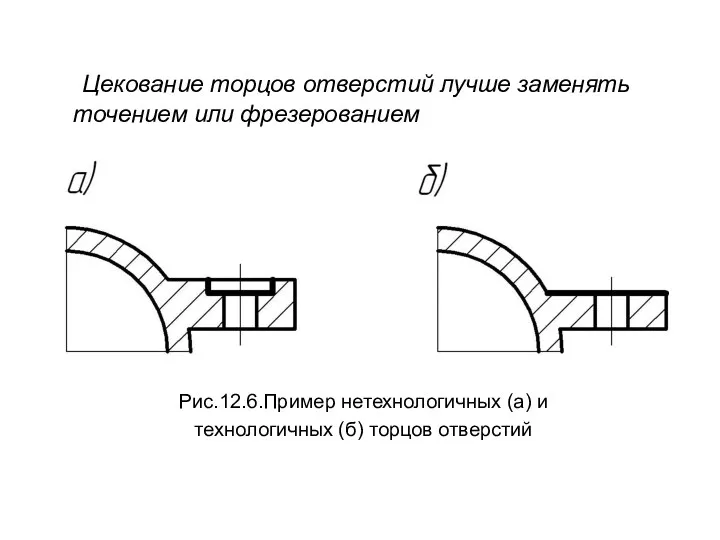
Цекование торцов отверстий лучше заменять точением или фрезерованием
Рис.12.6.Пример нетехнологичных (а) и
Цекование торцов отверстий лучше заменять точением или фрезерованием
Рис.12.6.Пример нетехнологичных (а) и
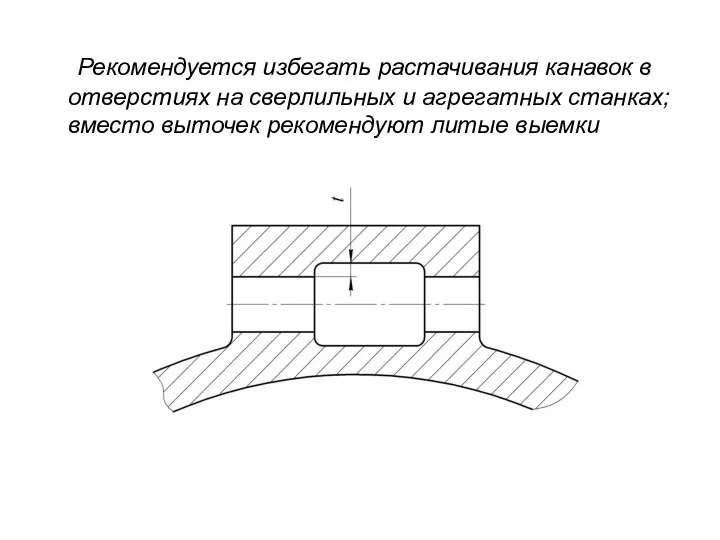
Рекомендуется избегать растачивания канавок в отверстиях на сверлильных и агрегатных станках;
Рекомендуется избегать растачивания канавок в отверстиях на сверлильных и агрегатных станках;
Резьба
В резьбовом отверстии рекомендуется делать заходную фаску.
При сквозных резьбовых отверстиях
Резьба
В резьбовом отверстии рекомендуется делать заходную фаску.
При сквозных резьбовых отверстиях
Плоские поверхности
Ширину поверхностей необходимо увязывать с нормальным рядом диаметров торцовых или
Плоские поверхности
Ширину поверхностей необходимо увязывать с нормальным рядом диаметров торцовых или
Пазы и уступы
Пазы и уступы должны по возможности допускать обработку на
Пазы и уступы
Пазы и уступы должны по возможности допускать обработку на
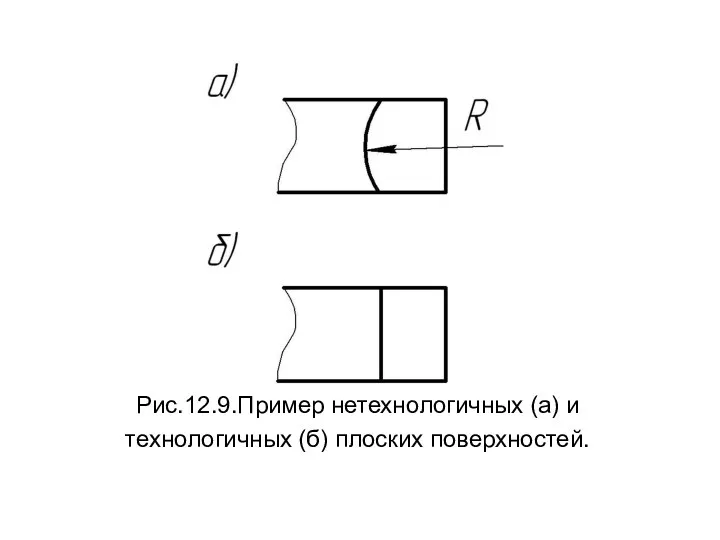
Рис.12.9.Пример нетехнологичных (а) и
технологичных (б) плоских поверхностей.
Рис.12.9.Пример нетехнологичных (а) и
технологичных (б) плоских поверхностей.
Требования к анализу технологичности конструкции детали
В процессе конструирования деталей может быть
Требования к анализу технологичности конструкции детали
В процессе конструирования деталей может быть
Перед проектированием технологического процесса первоначально проводится только качественный анализ, включающий технологический
Перед проектированием технологического процесса первоначально проводится только качественный анализ, включающий технологический
Анализируя правильность простановки размеров, необходимо учитывать размерные связи между конструкторскими и
Анализируя правильность простановки размеров, необходимо учитывать размерные связи между конструкторскими и
Анализ целесообразно проводить в следующей последовательности.
Оценить возможные виды и методы получения
Анализ целесообразно проводить в следующей последовательности.
Оценить возможные виды и методы получения
4. Выявить возможные комплекты технологических баз, которые позволят при минимуме затрат
4. Выявить возможные комплекты технологических баз, которые позволят при минимуме затрат
 ekonomika_1
ekonomika_1 Для защиты (1)
Для защиты (1) f-6a699244
f-6a699244 Скульптура – гімн людині
Скульптура – гімн людині Spor Yönetimi
Spor Yönetimi Игра. Знатоки Илиады и Одиссеи
Игра. Знатоки Илиады и Одиссеи Проблемы субъектов Международного права
Проблемы субъектов Международного права Принципы фармакокоррекции инфекционных и инвазионных болезней
Принципы фармакокоррекции инфекционных и инвазионных болезней Ассирийская держава
Ассирийская держава Кружок Речевичок.Групповое занятие Крапивные истории
Кружок Речевичок.Групповое занятие Крапивные истории Идейно – политические учения
Идейно – политические учения Test result from Aquarius's solenoid lock sample
Test result from Aquarius's solenoid lock sample ВЛИЯНИЕ УСТНОГО НАРОДНОГО ТВОРЧЕСТВА НА РАЗВИТИЕ РЕЧИ ДЕТЕЙ 3 – 4 ЛЕТ.
ВЛИЯНИЕ УСТНОГО НАРОДНОГО ТВОРЧЕСТВА НА РАЗВИТИЕ РЕЧИ ДЕТЕЙ 3 – 4 ЛЕТ. Compare photos
Compare photos Запрещение химического и биологического оружия. Проблемы соблюдения договора о ликвидации ракет средней и меньшей дальности
Запрещение химического и биологического оружия. Проблемы соблюдения договора о ликвидации ракет средней и меньшей дальности Прокуратура Российской Федерации. Организационно-правовые основы деятельности прокуратуры
Прокуратура Российской Федерации. Организационно-правовые основы деятельности прокуратуры Нервная система. Рефлексы
Нервная система. Рефлексы afrika8 slon
afrika8 slon Триз Мир фантазии Урок № 8
Триз Мир фантазии Урок № 8 Числовые и буквенные выражения и их значения
Числовые и буквенные выражения и их значения Общее знакомство с растениями
Общее знакомство с растениями презентация для игры по станциям.
презентация для игры по станциям. Бронхиальная астма у детей
Бронхиальная астма у детей Строгание. Виды рубанков
Строгание. Виды рубанков Дерево тематик. Пассажиры
Дерево тематик. Пассажиры Презентация Брянские поэты
Презентация Брянские поэты Игра РЕГУЛИРОВЩИК
Игра РЕГУЛИРОВЩИК Подбор скважинного оборудования
Подбор скважинного оборудования