- Автоматическая сварка под флюсом

Содержание
- 2. Из истории сварки под флюсом Идея этого способа сварки появилась не на пустом месте. Еще Н.Г.
- 3. Из истории сварки под флюсом В 1939–1940 гг. коллективом Института электросварки под руководством и при непосредственном
- 4. Сущность процесса Сварочная дуга горит между изделием и торцом сварочной проволоки. По мере расплавления проволока автоматически
- 5. Схема сварки под флюсом
- 6. 1. Высокая производительность 2. Высокое качество сварки 3. Надежная защита сварочной ванны 4. Улучшаются условия работы
- 7. Недостаток сварки под флюсом Возможность сварки только в нижнем положении ввиду возможного стекания расплавленных флюса и
- 8. Классификация автоматов для сварки под флюсом по способу перемещения вдоль шва
- 9. Классификация автоматов для сварки под флюсом по типу плавящегося электрода
- 10. Классификация автоматов для сварки под флюсом по количеству электродов
- 11. Классификация автоматов для сварки под флюсом по роду тока
- 12. Автоматическая сварка При автоматической сварке механизированы и автоматизированы следующие операции: - подача проволоки, - подача и
- 13. Автомат для сварки под флюсом включает следующие основные узлы: Источник питания; Сварочную головку; Механизмы настроечных или
- 14. Основные технические характеристики несамоходных автоматов
- 15. Технические данные сварочных автоматов тракторного типа
- 16. Основные параметры режима дуговой сварки под флюсом 1. Сила сварочного тока, его род и полярность 2.
- 18. Скачать презентацию
Из истории сварки под флюсом
Идея этого способа сварки появилась не на
Из истории сварки под флюсом
Идея этого способа сварки появилась не на
Из истории сварки под флюсом
В 1939–1940 гг. коллективом Института электросварки под
Из истории сварки под флюсом
В 1939–1940 гг. коллективом Института электросварки под
Сущность процесса
Сварочная дуга горит между изделием и торцом сварочной проволоки.
Сущность процесса
Сварочная дуга горит между изделием и торцом сварочной проволоки.
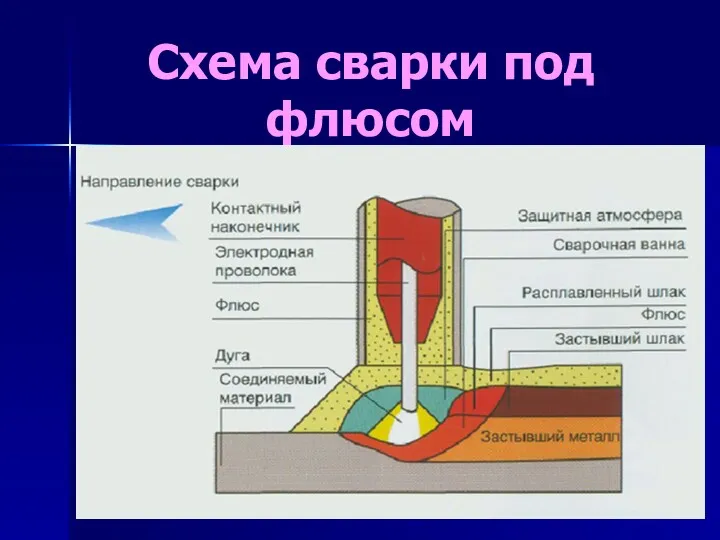
Схема сварки под флюсом
Схема сварки под флюсом
1. Высокая производительность
2. Высокое качество сварки
3. Надежная защита сварочной ванны
4. Улучшаются
1. Высокая производительность 2. Высокое качество сварки 3. Надежная защита сварочной ванны 4. Улучшаются
Недостаток сварки под флюсом
Возможность сварки только в нижнем положении ввиду возможного
Недостаток сварки под флюсом
Возможность сварки только в нижнем положении ввиду возможного
Классификация автоматов для сварки под флюсом по способу перемещения вдоль шва
Классификация автоматов для сварки под флюсом по способу перемещения вдоль шва

Классификация автоматов для сварки под флюсом по типу плавящегося электрода
Классификация автоматов для сварки под флюсом по типу плавящегося электрода
Классификация автоматов для сварки под флюсом по количеству электродов
Классификация автоматов для сварки под флюсом по количеству электродов
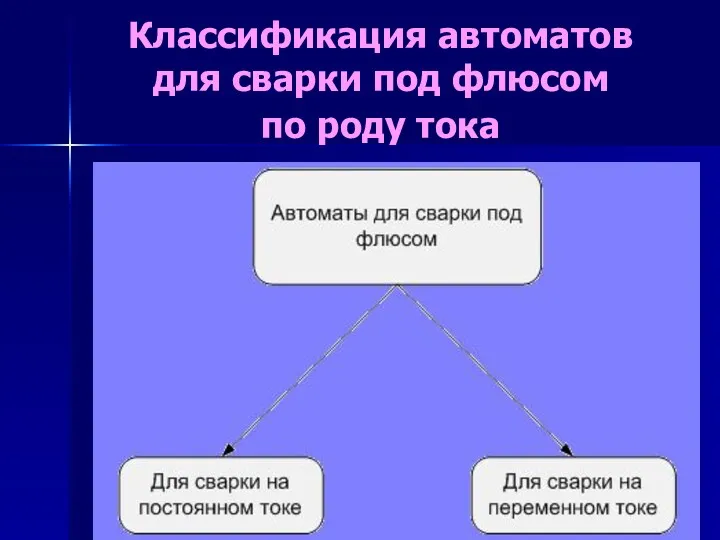
Классификация автоматов для сварки под флюсом
по роду тока
Классификация автоматов для сварки под флюсом
по роду тока
Автоматическая сварка
При автоматической сварке механизированы и автоматизированы следующие операции:
- подача проволоки,
-
Автоматическая сварка
При автоматической сварке механизированы и автоматизированы следующие операции:
- подача проволоки,
-
Автомат для сварки под флюсом включает следующие
основные узлы:
Источник питания;
Сварочную головку;
Механизмы
Автомат для сварки под флюсом включает следующие
основные узлы:
Источник питания;
Сварочную головку;
Механизмы
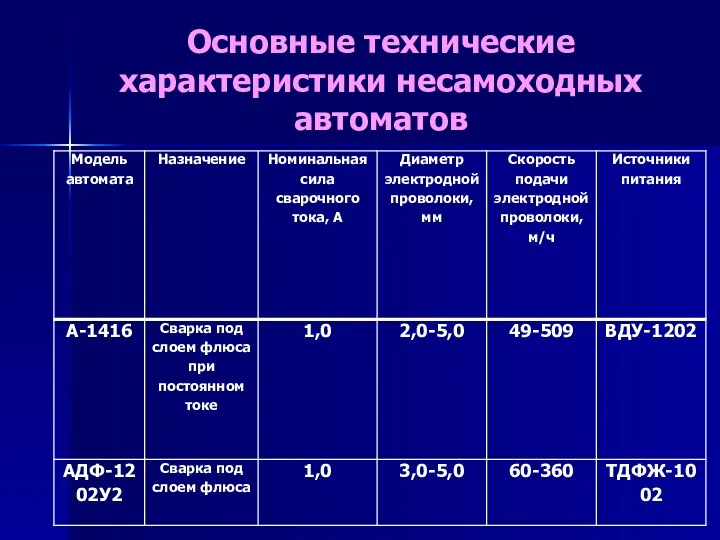
Основные технические характеристики несамоходных автоматов
Основные технические характеристики несамоходных автоматов
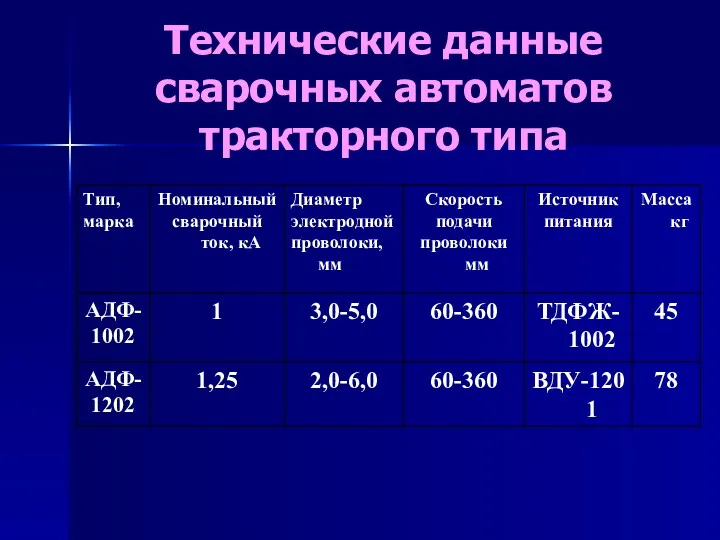
Технические данные сварочных автоматов тракторного типа
Технические данные сварочных автоматов тракторного типа
Основные параметры режима дуговой сварки под флюсом
1. Сила сварочного тока, его
Основные параметры режима дуговой сварки под флюсом
1. Сила сварочного тока, его
 Мышечные релаксанты
Мышечные релаксанты Презентация к проекту Музыкально-эстетическое воспитание детей с ОВЗ
Презентация к проекту Музыкально-эстетическое воспитание детей с ОВЗ КОНСУЛЬТАЦИЯ ДЛЯ ВОСПИТАТЕЛЕЙ Блог в педагогической деятельности воспитателя
КОНСУЛЬТАЦИЯ ДЛЯ ВОСПИТАТЕЛЕЙ Блог в педагогической деятельности воспитателя Судебно-медицинская экспертиза отравлений
Судебно-медицинская экспертиза отравлений Морские контейнерные перевозки
Морские контейнерные перевозки Презентация по проекту на тему:Технологии, повышающие качество жизни школьников.
Презентация по проекту на тему:Технологии, повышающие качество жизни школьников. Музейная педагогика в ДОУ (презентация)
Музейная педагогика в ДОУ (презентация) Объемы тел вращения
Объемы тел вращения Презентация Новогодняя. Звуко-буквенный анализ и синтез слов.
Презентация Новогодняя. Звуко-буквенный анализ и синтез слов. Русская литература первой половины XIX века
Русская литература первой половины XIX века Ведущая и организатор. Собственные проекты
Ведущая и организатор. Собственные проекты День космонавтики
День космонавтики Перпендикулярные прямые
Перпендикулярные прямые Вн. Политика. Ипполитова, Храмова
Вн. Политика. Ипполитова, Храмова Моделирование системы профориентационной работы
Моделирование системы профориентационной работы Флаг Краснодарского края
Флаг Краснодарского края Verbos espa
Verbos espa Коррозия металлов
Коррозия металлов Общее равновесие в международной торговле. Стандартная модель международной торговли (СММТ)
Общее равновесие в международной торговле. Стандартная модель международной торговли (СММТ) Нетрадиционные методы в логопедии - биоэнергопластика
Нетрадиционные методы в логопедии - биоэнергопластика Закаливание организма
Закаливание организма Азбука театра. Театр видимый и невидимый
Азбука театра. Театр видимый и невидимый Великие географические открытия.
Великие географические открытия. Динамические структуры данных. Графы
Динамические структуры данных. Графы Презентация Условия сохранения психического здоровья воспитанников в детском саду и в семье
Презентация Условия сохранения психического здоровья воспитанников в детском саду и в семье Презентация Белки – основа органической жизни
Презентация Белки – основа органической жизни Особенности организации досуговых мероприятий
Особенности организации досуговых мероприятий Художник Алексей Virus
Художник Алексей Virus