- Ball Mill Ventilation

Содержание
- 2. General Objectives Gas flow is a thermal exchange support Heat removal in cement mills Heat support
- 3. Objectives: Removal of fine particles It is essential to remove the sufficiently fine particles, because They
- 4. Objectives: Cement cooling The purpose of cooling is even more important when the inlet clinker is
- 5. Why do we control cement temperature? Attention should be paid to the outlet cement temperature The
- 6. Objectives: Drying raw materials Moisture reduces efficiency of grinding as it produces coating and mud ?Maximum
- 7. Proper ventilation criteria How to express mill ventilation Ventilation is expressed in terms of gas flow
- 8. Compound mill ventilation High limit to prevent wear in the trunnion
- 9. 7 False air material outlet Major short-comings ... And corrective measures !
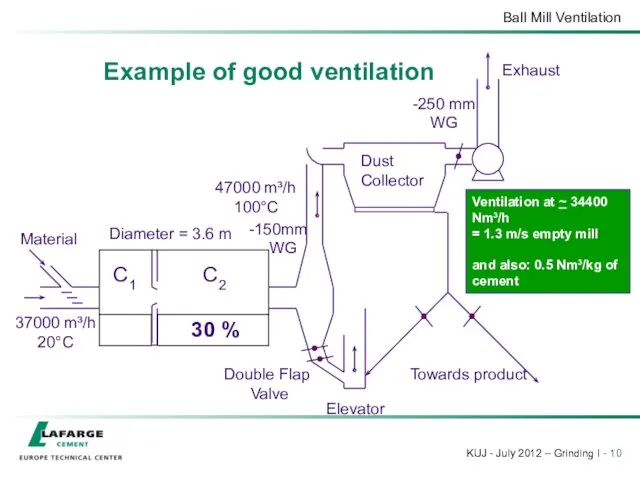
- 10. Dust Collector Exhaust -250 mm WG C2 C1 30 % -150mm WG 37000 m³/h 20°C Double
- 11. Material + ε (air) Towards dust collector 12000 m³/h 50°C -100 mm WG Probable actual ventilation
- 12. Current control on an existing workshop overload at mill inlet slot plugging by ball or nibs
- 13. Ways to improve mill ventilation Replace the mill inlet chute (step instead of ramp) Replace ventilation
- 14. A consequence of under-ventilation Under-ventilated mill air flow over the load: 0,8 m/s, hot clinker Consequences
- 15. A consequence of false air Example of Le Havre plant False air in an Aerofall drying
- 16. Water Injection The mill ventilation system should be optimised before considering water injection The water requirement
- 17. Water Injection Dehydration of gypsum Coating Low mill efficiency Slot blockage Inefficiency in dedusting equipment Temperature
- 18. Spray Locations 1 - Feed end Mechanically simple, process problems 2 - Partition Can be mechanically
- 19. Thermal Profile Note how much cooler the 1st compartment is Discharge end sprays tend to have
- 20. Finish Mill Water Sprays Poor atomization Loss on Ignition increases Exit air temp high Excess atomization
- 21. Water injection - Reminders Objective Decrease the temperature peak to avoid gypsum dehydration when all action
- 22. Coating and agglomeration Impact on separator efficiency Impact on ball charge efficiency
- 23. Agglomeration All fine particles tend to aggregate or agglomerate friction causes electrostatic forces Limestone and gypsum
- 24. Ball Coating Originally for pack set problems Ball coating softens impact: therefore, grinding efficiency is lost
- 25. Ball Coating Ball coating can be a result of the following conditions Too Much Moisture Input
- 27. Скачать презентацию
General Objectives
Gas flow is a thermal exchange support
Heat removal in
General Objectives
Gas flow is a thermal exchange support
Heat removal in
Objectives: Removal of fine particles
It is essential to remove the sufficiently
Objectives: Removal of fine particles
It is essential to remove the sufficiently
Objectives: Cement cooling
The purpose of cooling is even more important
when
Objectives: Cement cooling
The purpose of cooling is even more important
when
Why do we control cement temperature?
Attention should be paid to the
Why do we control cement temperature?
Attention should be paid to the
Objectives: Drying raw materials
Moisture reduces efficiency of grinding as it produces
Objectives: Drying raw materials
Moisture reduces efficiency of grinding as it produces
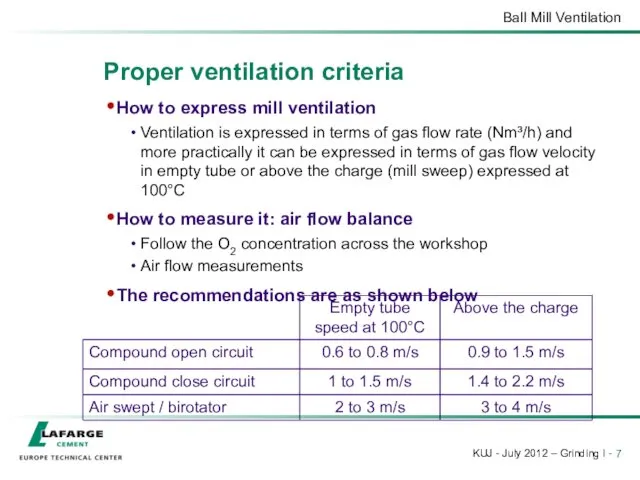
Proper ventilation criteria
How to express mill ventilation
Ventilation is expressed in terms
Proper ventilation criteria
How to express mill ventilation
Ventilation is expressed in terms
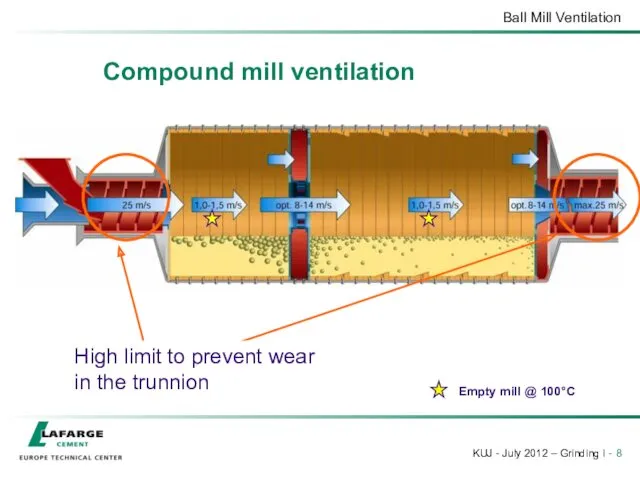
Compound mill ventilation
High limit to prevent wear in the trunnion
Compound mill ventilation
High limit to prevent wear in the trunnion
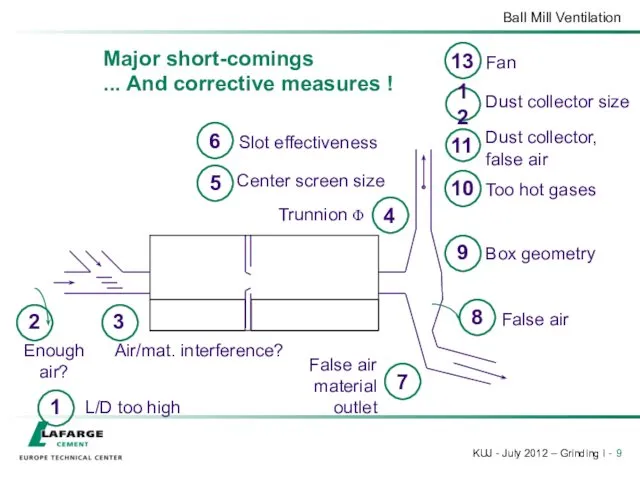
7
False air material outlet
Major short-comings
... And corrective measures !
7
False air material outlet
Major short-comings
... And corrective measures !
Dust
Collector
Exhaust
-250 mm
WG
C2
C1
30 %
-150mm
WG
37000 m³/h
20°C
Double Flap
Valve
Elevator
Towards product
Material
47000 m³/h
100°C
Ventilation at
Dust
Collector
Exhaust
-250 mm
WG
C2
C1
30 %
-150mm
WG
37000 m³/h
20°C
Double Flap
Valve
Elevator
Towards product
Material
47000 m³/h
100°C
Ventilation at
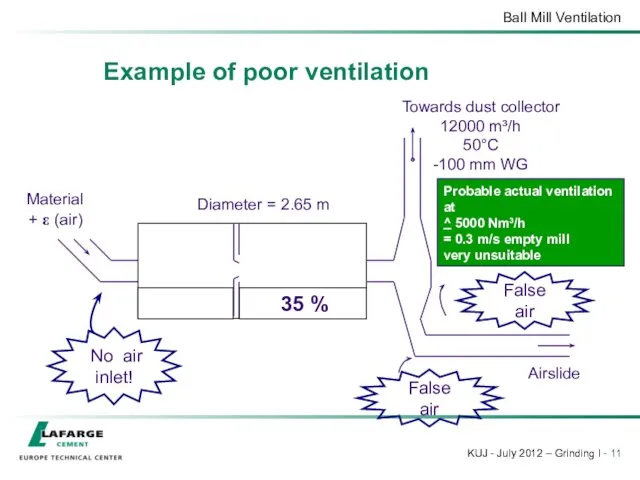
Material
+ ε (air)
Towards dust collector
12000 m³/h
50°C
-100 mm WG
Probable actual ventilation at
^
Material
+ ε (air)
Towards dust collector
12000 m³/h
50°C
-100 mm WG
Probable actual ventilation at ^
Current control on an existing workshop
overload at mill inlet
slot plugging by
Current control on an existing workshop
overload at mill inlet
slot plugging by
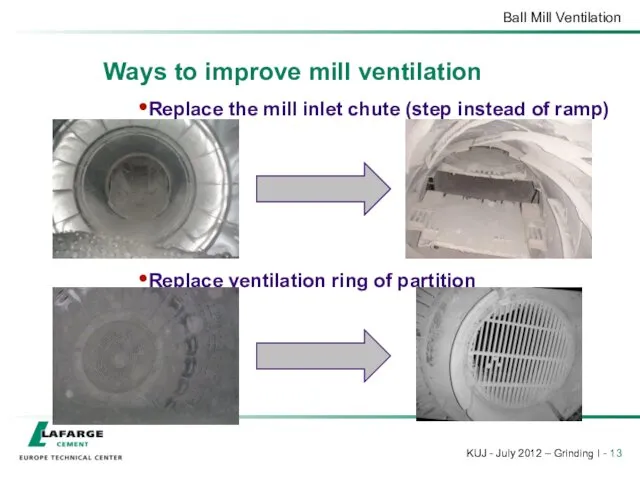
Ways to improve mill ventilation
Replace the mill inlet chute (step instead
Ways to improve mill ventilation
Replace the mill inlet chute (step instead
A consequence of under-ventilation
Under-ventilated mill
air flow over the load: 0,8 m/s,
A consequence of under-ventilation
Under-ventilated mill
air flow over the load: 0,8 m/s,
A consequence of false air
Example of Le Havre plant
False air in
A consequence of false air
Example of Le Havre plant
False air in
Water Injection
The mill ventilation system should be optimised before considering water
Water Injection
The mill ventilation system should be optimised before considering water
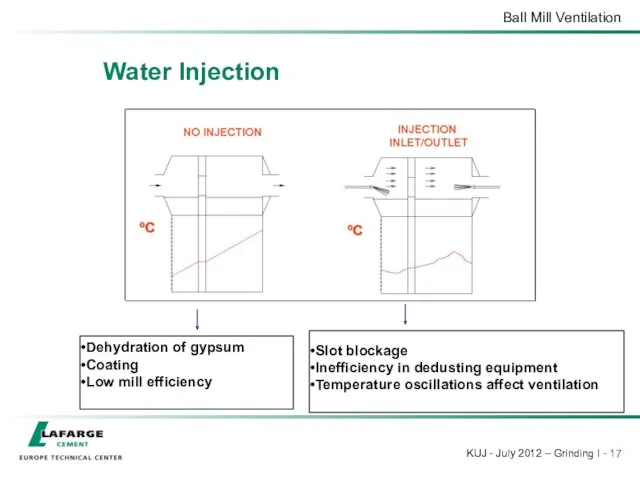
Water Injection
Dehydration of gypsum
Coating
Low mill efficiency
Slot blockage
Inefficiency in dedusting equipment
Temperature oscillations
Water Injection
Dehydration of gypsum
Coating
Low mill efficiency
Slot blockage
Inefficiency in dedusting equipment
Temperature oscillations
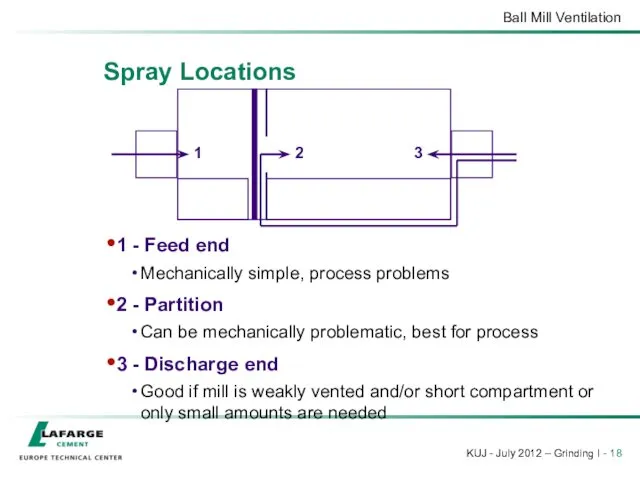
Spray Locations
1 - Feed end
Mechanically simple, process problems
2 - Partition
Can be
Spray Locations
1 - Feed end
Mechanically simple, process problems
2 - Partition
Can be
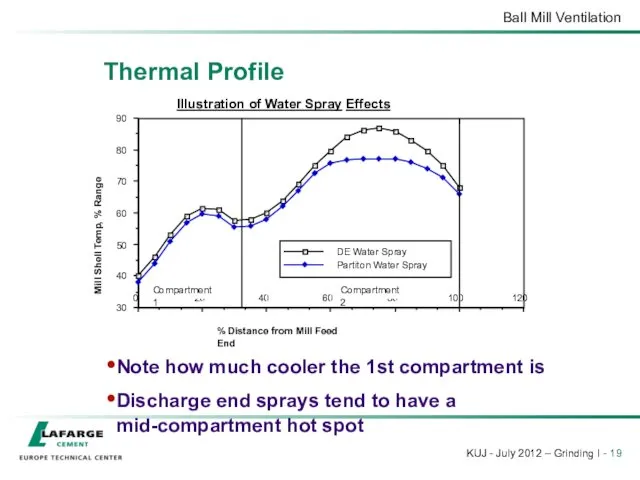
Thermal Profile
Note how much cooler the 1st compartment is
Discharge end sprays
Thermal Profile
Note how much cooler the 1st compartment is
Discharge end sprays
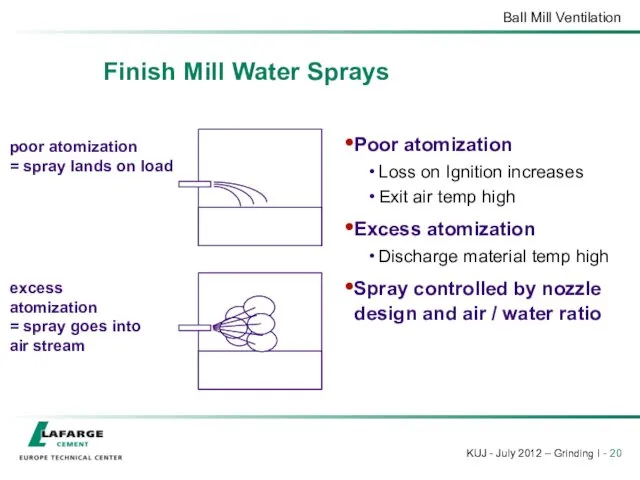
Finish Mill Water Sprays
Poor atomization
Loss on Ignition increases
Exit air temp high
Excess
Finish Mill Water Sprays
Poor atomization
Loss on Ignition increases
Exit air temp high
Excess
Water injection - Reminders
Objective
Decrease the temperature peak to avoid gypsum
Water injection - Reminders
Objective
Decrease the temperature peak to avoid gypsum
Coating and agglomeration
Impact on separator efficiency
Impact on ball charge efficiency
Coating and agglomeration
Impact on separator efficiency
Impact on ball charge efficiency
Agglomeration
All fine particles tend to aggregate or agglomerate
friction causes electrostatic forces
Limestone
Agglomeration
All fine particles tend to aggregate or agglomerate
friction causes electrostatic forces
Limestone
Ball Coating
Originally for pack set problems
Ball coating softens impact: therefore, grinding
Ball Coating
Originally for pack set problems
Ball coating softens impact: therefore, grinding
Ball Coating
Ball coating can be a result of the following conditions
Too
Ball Coating
Ball coating can be a result of the following conditions
Too
 Предмет, метод и место истории государства и права России в системе юридических наук. (Тема 1)
Предмет, метод и место истории государства и права России в системе юридических наук. (Тема 1) Население Африки
Население Африки Сексуалды мәдениет. Денсаулығында ақауы бар индивидтерді тұлға түрінде гигеналық және жыныстық тәрбиелеу әлеуметтік үрдіс
Сексуалды мәдениет. Денсаулығында ақауы бар индивидтерді тұлға түрінде гигеналық және жыныстық тәрбиелеу әлеуметтік үрдіс Методика обучения пространственно-объемным видам искусства
Методика обучения пространственно-объемным видам искусства Швейцарский лингвист Фердинанд де Соссюр ( 26 ноября 1857, Женева — 22 февраля 1913)
Швейцарский лингвист Фердинанд де Соссюр ( 26 ноября 1857, Женева — 22 февраля 1913) Показательные неравенства
Показательные неравенства Продукты, насыщенные жирами.
Продукты, насыщенные жирами. Презентация Грибы. Споровые растения
Презентация Грибы. Споровые растения Надзор за деятельностью саморегулируемых организаций оценщиков
Надзор за деятельностью саморегулируемых организаций оценщиков Перевод учета со стороны 6кВ на 150 кВ Подстанция М-14 на ПАО Запорожсталь в 2018 году
Перевод учета со стороны 6кВ на 150 кВ Подстанция М-14 на ПАО Запорожсталь в 2018 году Вектор. Понятие вектора, длина вектора, коллинеарные векторы, равные векторы, откладывание вектора
Вектор. Понятие вектора, длина вектора, коллинеарные векторы, равные векторы, откладывание вектора Утраченные храмы и монастыри Твери
Утраченные храмы и монастыри Твери Достопримечательности Санкт-Петербурга
Достопримечательности Санкт-Петербурга Мюзикл и его особенности
Мюзикл и его особенности Технологическая прочность сварных соединений и методы ее повышения
Технологическая прочность сварных соединений и методы ее повышения Доказательства и доказывание в уголовном процессе. (Тема 3)
Доказательства и доказывание в уголовном процессе. (Тема 3) Процессы адаптации. Регенерация. Заживление ран
Процессы адаптации. Регенерация. Заживление ран Культура России во второй половине 19 века
Культура России во второй половине 19 века тренажер по математике Порядок действий
тренажер по математике Порядок действий Ways of traveling to London
Ways of traveling to London презентация Нагайцева Петра к докладу
презентация Нагайцева Петра к докладу Подземные воды. 6 класс
Подземные воды. 6 класс Анализ содержания программ лагерей с дневным пребыванием детей, актуальные вопросы подготовки программ на летний период
Анализ содержания программ лагерей с дневным пребыванием детей, актуальные вопросы подготовки программ на летний период Формирование УУД на уроках химии
Формирование УУД на уроках химии Город Челябинск
Город Челябинск Я - избиратель, я - патриот
Я - избиратель, я - патриот родительское собрание совместно с детьми в 1 классе
родительское собрание совместно с детьми в 1 классе Жедел бүйрек жетіспеушілігі
Жедел бүйрек жетіспеушілігі