- Бережливое производство в производственной системе АО ВИС. Группа ОАТ

Содержание
- 2. Общая информация Местоположение 445015, Самарская обл., г.Тольятти, ул.Макарова, 23 Структура портфеля продаж, % Объем продаж, загрузка
- 3. ПРОБЛЕМЫ Проблемы предприятия Низкое качество продукции и при этом «армия» контролеров и дефектчиков Привлечение временного персонала
- 4. ЭТАПЫ ВНЕДРЕНИЯ ПРОИЗВОДСТВЕННОЙ СИСТЕМЫ Выход к поставщику Вверх по потоку, проекты межфункциональных команд по новым продуктам
- 5. ЦЕЛЕВЫЕ ПОКАЗАТЕЛИ И ИНСТРУМЕНТЫ ДЛЯ ИХ ДОСТИЖЕНИЯ
- 6. Управление качеством ШАГИ И ВИДЕНИЕ Увеличение прибыли Качественная продукция Низкая себестоимость Своевременные поставки Управление логистикой Всеобщее
- 7. ШАГИ И ВИДЕНИЕ - внедрение - контроль
- 8. ПРАКТИЧЕСКИЙ ПРИМЕР – УЧАСТОК СБОРКИ МОДУЛЯ ВПУСКА 1. Изменена тара и схема транспортировки полуфабрикатов для процесса
- 9. ПРАКТИЧЕСКИЙ ПРИМЕР - УЧАСТОК СБОРКИ ЗЕРКАЛ 1. Разработаны стеллажи для подачи комплектующих непосредственно в рабочую область
- 10. Благодарю за внимание !
- 12. Скачать презентацию
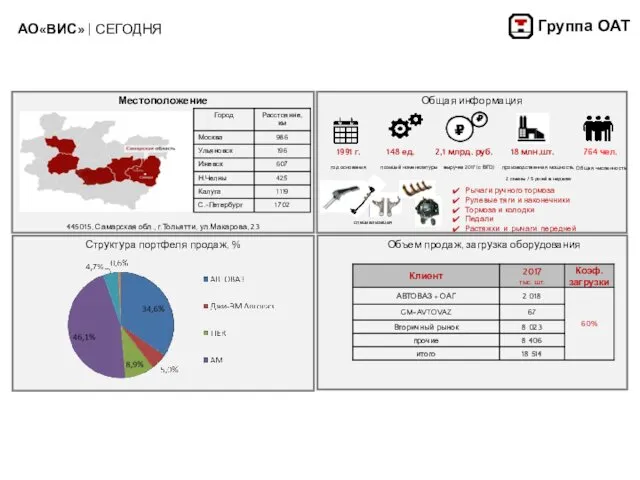
Общая информация
Местоположение
445015, Самарская обл., г.Тольятти, ул.Макарова, 23
Структура портфеля продаж, %
Общая информация
Местоположение
445015, Самарская обл., г.Тольятти, ул.Макарова, 23
Структура портфеля продаж, %

ПРОБЛЕМЫ
Проблемы предприятия
Низкое качество продукции
и при этом «армия» контролеров и дефектчиков
Привлечение временного
ПРОБЛЕМЫ
Проблемы предприятия
Низкое качество продукции
и при этом «армия» контролеров и дефектчиков
Привлечение временного
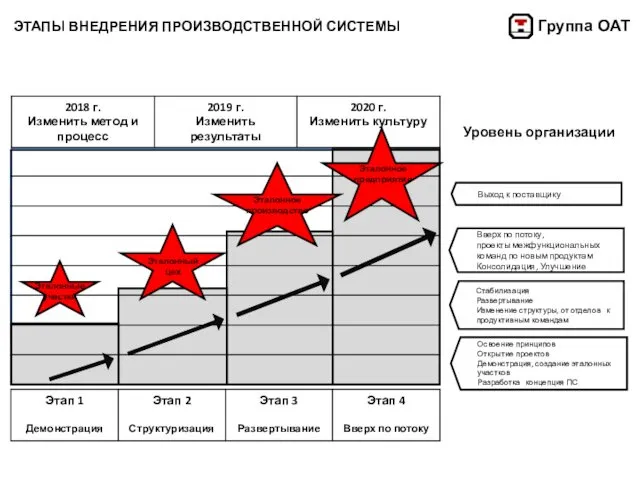
ЭТАПЫ ВНЕДРЕНИЯ ПРОИЗВОДСТВЕННОЙ СИСТЕМЫ
Выход к поставщику
Вверх по потоку,
проекты межфункциональных команд по
ЭТАПЫ ВНЕДРЕНИЯ ПРОИЗВОДСТВЕННОЙ СИСТЕМЫ
Выход к поставщику
Вверх по потоку,
проекты межфункциональных команд по

ЦЕЛЕВЫЕ ПОКАЗАТЕЛИ И ИНСТРУМЕНТЫ ДЛЯ ИХ ДОСТИЖЕНИЯ
ЦЕЛЕВЫЕ ПОКАЗАТЕЛИ И ИНСТРУМЕНТЫ ДЛЯ ИХ ДОСТИЖЕНИЯ
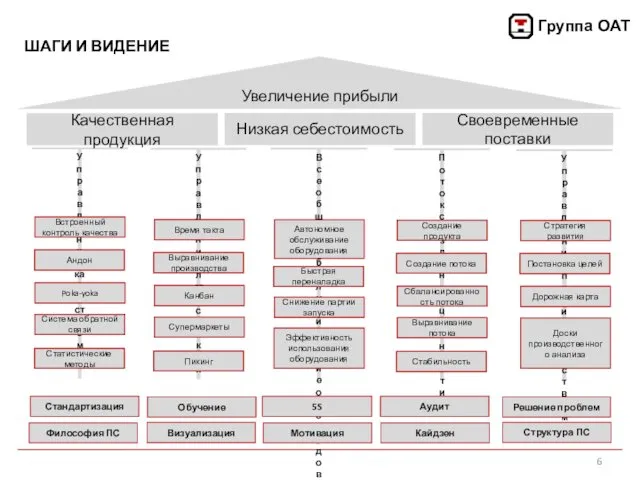
Управление качеством
ШАГИ И ВИДЕНИЕ
Увеличение прибыли
Качественная продукция
Низкая себестоимость
Своевременные поставки
Управление логистикой
Всеобщее обслуживание оборудования
Поток
Управление качеством
ШАГИ И ВИДЕНИЕ
Увеличение прибыли
Качественная продукция
Низкая себестоимость
Своевременные поставки
Управление логистикой
Всеобщее обслуживание оборудования
Поток
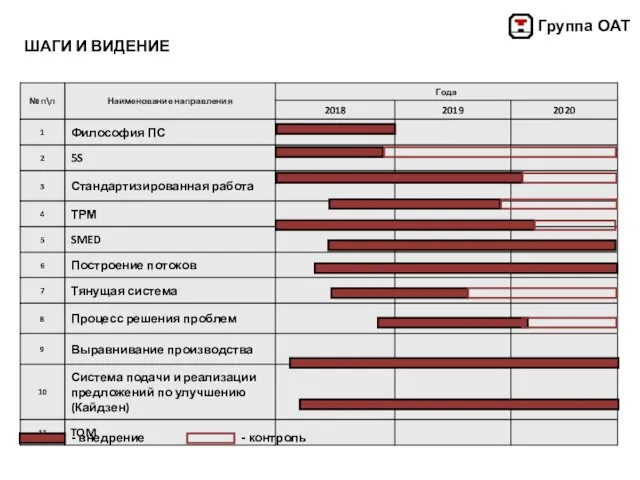
ШАГИ И ВИДЕНИЕ
- внедрение
- контроль
ШАГИ И ВИДЕНИЕ
- внедрение
- контроль

ПРАКТИЧЕСКИЙ ПРИМЕР – УЧАСТОК СБОРКИ МОДУЛЯ ВПУСКА
1. Изменена тара и схема
ПРАКТИЧЕСКИЙ ПРИМЕР – УЧАСТОК СБОРКИ МОДУЛЯ ВПУСКА
1. Изменена тара и схема

ПРАКТИЧЕСКИЙ ПРИМЕР - УЧАСТОК СБОРКИ ЗЕРКАЛ
1. Разработаны стеллажи для подачи комплектующих
ПРАКТИЧЕСКИЙ ПРИМЕР - УЧАСТОК СБОРКИ ЗЕРКАЛ
1. Разработаны стеллажи для подачи комплектующих
Благодарю за внимание !
Благодарю за внимание !
 Проводники и диэлектрики в электрическом поле
Проводники и диэлектрики в электрическом поле Организация праздника День логопеда
Организация праздника День логопеда Кулагина - (Ех) - лиц.102 - презентация
Кулагина - (Ех) - лиц.102 - презентация LEGO Mindstorms EV3
LEGO Mindstorms EV3 Безопасное колесо. Знатоки правил дорожного движения. Тренинг 1
Безопасное колесо. Знатоки правил дорожного движения. Тренинг 1 Зоны подготовки автомобилей к покраске на СТО
Зоны подготовки автомобилей к покраске на СТО High Sensitivity Camera. NEC Corporation
High Sensitivity Camera. NEC Corporation Окна. Оконные проёмы. Варианты оформления
Окна. Оконные проёмы. Варианты оформления Необслуживаемые аккумуляторные батареи
Необслуживаемые аккумуляторные батареи Удлинение геймплея в видеоиграх
Удлинение геймплея в видеоиграх Жевательная резинка польза или вред
Жевательная резинка польза или вред Исследовательская работа Опалённые войной
Исследовательская работа Опалённые войной Заболевания сердечно-сосудистой системы
Заболевания сердечно-сосудистой системы Разновидности планирования ГПД
Разновидности планирования ГПД Машины взбивальные
Машины взбивальные Презентация к уроку географии в 8 классе на темуКавказ.
Презентация к уроку географии в 8 классе на темуКавказ. Балаганная игрушка Петрушка из папье-маше (3 класс)
Балаганная игрушка Петрушка из папье-маше (3 класс) Операторы Insert, Update, Delete
Операторы Insert, Update, Delete ВКР: Организация ремонта электрооборудования в условиях ЗАО Белый Ручей
ВКР: Организация ремонта электрооборудования в условиях ЗАО Белый Ручей Проблемы психического здоровья детей
Проблемы психического здоровья детей Презентация. Игровая деятельность дошкольников в логике ФГОС
Презентация. Игровая деятельность дошкольников в логике ФГОС Ислам. Основные идеи ислама
Ислам. Основные идеи ислама Системы отопления
Системы отопления Геометрия в архитектуре
Геометрия в архитектуре Государство и экономика
Государство и экономика Практическая работа как форма учебной деятельности
Практическая работа как форма учебной деятельности Композиция с цветами и птицами
Композиция с цветами и птицами Семейство Псовые, или Собачьи
Семейство Псовые, или Собачьи