- Дефектация сварных швов и контроль качества сварных соединений

Содержание
- 2. 1 билет Задание 1 В сварном шве при проведении рентгеновских испытаний были обнаружены дефекты. Назовите, перечислите
- 3. Основано на способности рентгеновских или гамма-лучей; проникать через толщу металла, действуя на чувствительную фотопленку, фотобумагу, или
- 4. Внутренние дефекты сварочных швов Трещины бывают холодные и горячие (рис. 2). Трещины могут быть как наружными,
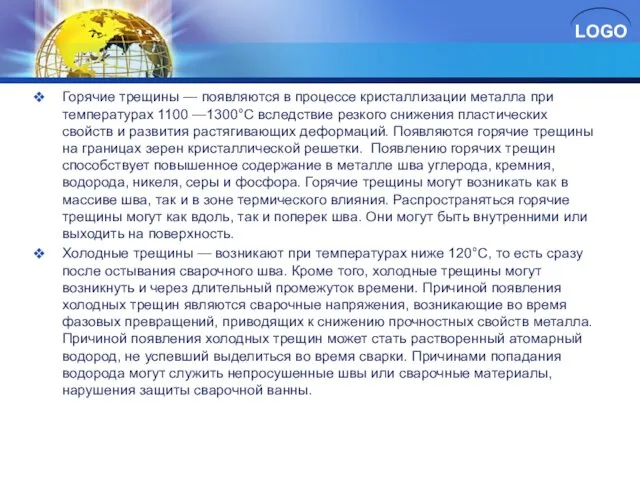
- 5. Холодные трещины — возникают при температурах ниже 120°С, то есть сразу после остывания сварочного шва. Кроме
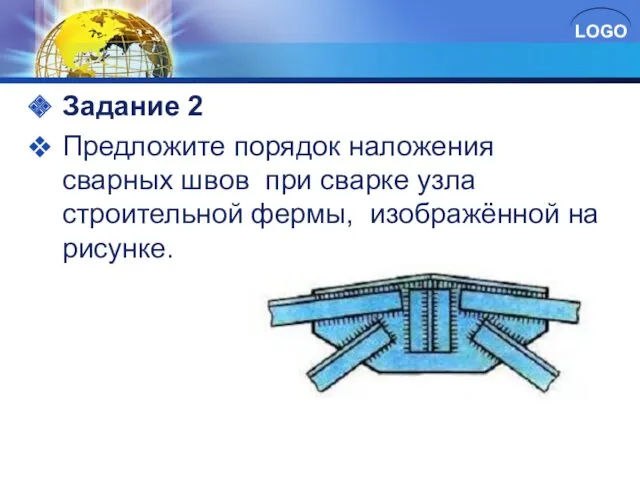
- 6. Задание 2 Предложите порядок наложения сварных швов при сварке узла строительной фермы, изображённой на рисунке.
- 7. Сталь 09Г2С Электроды ЛЭЗ УОНИ-13/55, АНО6, Оборудование выпрямитель, инвертор преобразователь, агрегат, Свариваемость 1 группа, хорошая Сила
- 9. Секции фермы собирают на кондукторе, состоящем из жесткой опорной рамы 1 и двух строго выверенных под
- 10. Дугу необходимо поддерживать возможно более короткой. При длинной дуге глубина проплавления основного металла уменьшается, а электрод
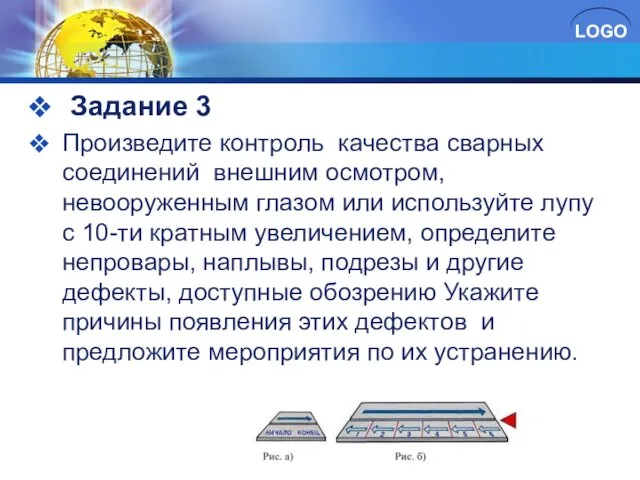
- 11. Задание 3 Произведите контроль качества сварных соединений на плотность керосином (керосиновая проба). Укажите причины появления этих
- 12. Керосиновая проба Применяют Выявляют Металл
- 13. Служит для определения плотности сварных швов на металле толщиной до 10 мм. Керосиновой пробой обнаруживают дефекты
- 14. Продолжительность испытания составляет не менее 4 ч при положительной температуре и не менее 8 - при
- 15. Поры — представляют собой полости внутри шва, заполненные не успевшим выделиться газом (в первую очередь водородом).
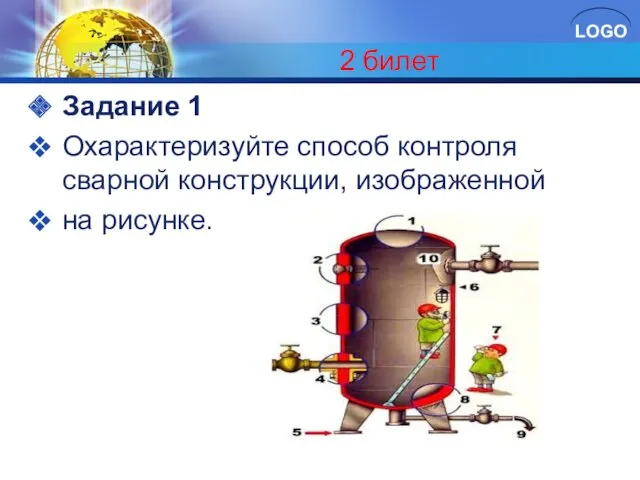
- 16. 2 билет Задание 1 Охарактеризуйте способ контроля сварной конструкции, изображенной на рисунке.
- 17. способ контроля Дефекты Исправления
- 18. Гидравлическое испытание (ГОСТ 3242-79, ГОСТ 3285-77). Налив воды применяют для испытания на прочность и плотность вертикальных
- 19. Метод основан на создании с одной стороны шва избыточного давления воздуха и промазывании другой стороны мыльной
- 20. Небольшие сосуды под давлением опускают в воду и следят за появлением пузырьков выходящего воздуха. Обдувают швы
- 21. Свищ — воронкообразное углубление в сварочном шве, развивающееся из раковины или большой поры. Причиной развития свища
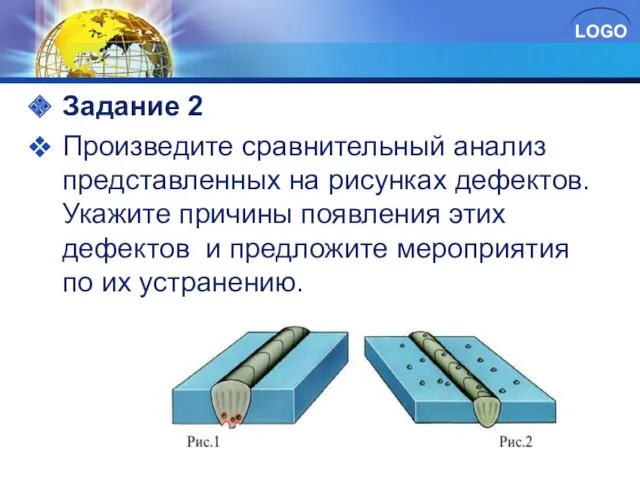
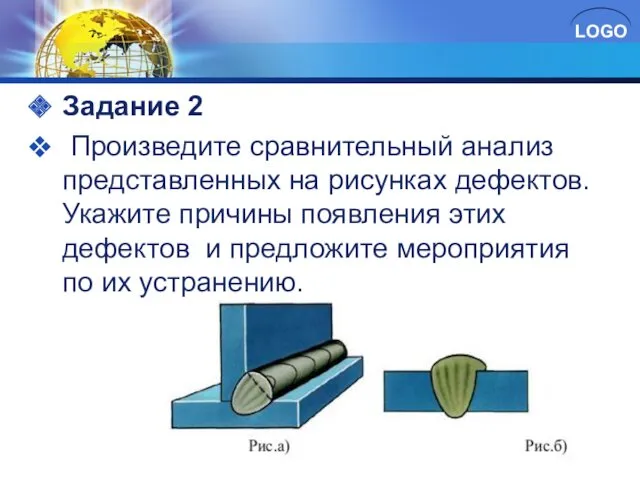
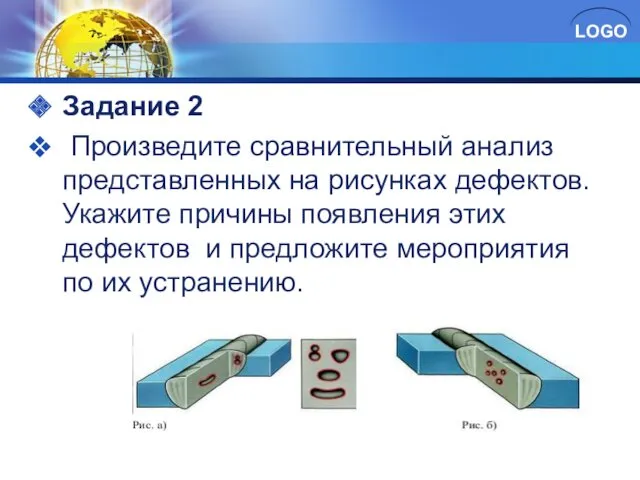
- 22. Задание 2 Произведите сравнительный анализ представленных на рисунках дефектов. Укажите причины появления этих дефектов и предложите
- 23. Сравнительной анализ дефектов Рис 1 Рис2 Причина Устранение
- 24. Поры — представляют собой полости внутри шва, заполненные не успевшим выделиться газом (в первую очередь водородом).
- 25. Что такое сварочные брызги –Расплавленные капли, вылетающие из дуги или сварочной ванны и прилипающие к поверхности
- 26. Разбрызгивание •Предотвращение разбрызгивания –Используйте правильные параметры сварки в каждом случае –Используйте правильную мощность сварки –Держите постоянный
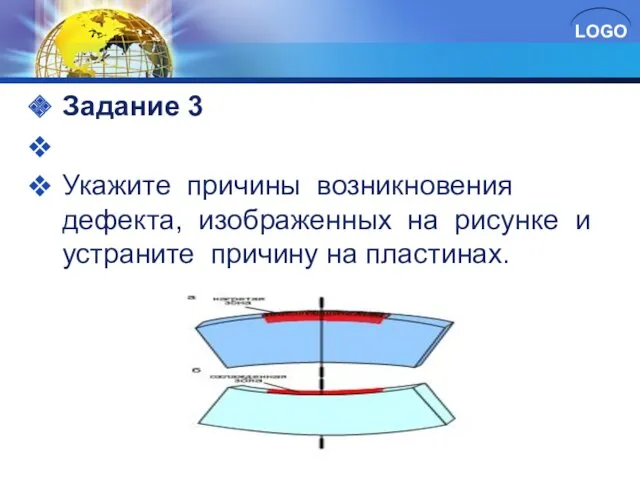
- 27. Задание 3 Укажите причины возникновения дефекта, изображенных на рисунке и устраните причину на пластинах.
- 28. СПОСОБЫ БОРЬБЫ С ДЕФОРМАЦИЯМИ В производстве сварных изделий вследствие неправильного процесса сварки деформации достигают таких размеров,
- 29. К наиболее действенным способам борьбы с внутренними напряжениями относятся: подогрев конструкции перед сваркой и отжиг после
- 30. Вторым наиболее существенным средством уменьшения внутренних напряжений является отжиг сварных конструкций после окончания сварки. Отжигом устраняются
- 31. Сваривая конструкцию из отдельных частей, всегда следует избегать получения швов, которые будут завариваться при жестком закреплении.
- 32. При выполнении сварки сверху вниз зазор в конце шва не может изменяться из-за наличия плиты, поэтому
- 33. Билет 3 Задание 1 1.Проведите сравнительный анализ использования инструментов, показанных на рисунках а и в
- 34. Предназначение мет. щеток Предназначение мет дисков для зачистки
- 35. Бывают двух типов: обычные (для ручной обработки) и роторные (для механической обработки с помощью электродрели). Для
- 36. МЕТАЛЛИЧЕСКИЕ ЩЕТКИ (кроме стальной) используются для обновления поверхности (снятия оксидированного поверхностного слоя пластика, основательной очистки от
- 37. Используются для обработки металла, бетона, камня, и керамики, зачистки сварных швов и удаления коррозии. Дисками этих
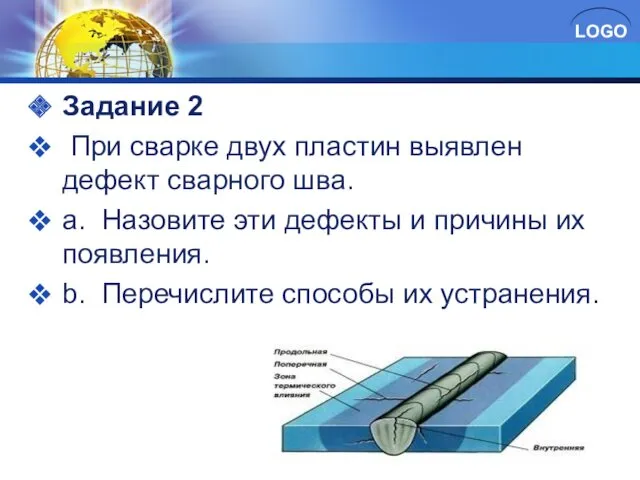
- 38. Задание 2 При сварке двух пластин выявлен дефект сварного шва. a. Назовите эти дефекты и причины
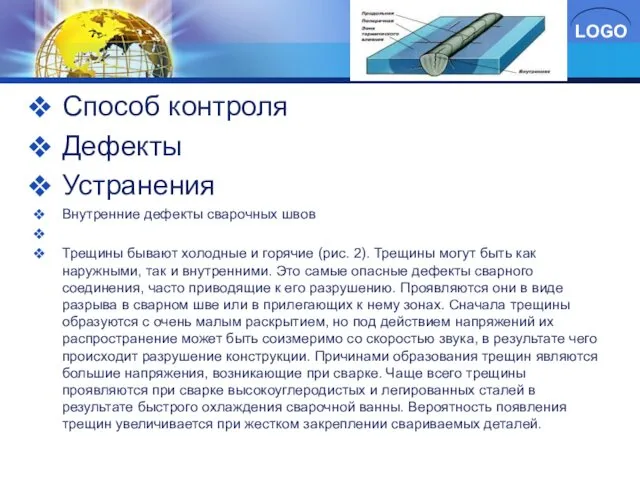
- 39. Способ контроля Дефекты Устранения Внутренние дефекты сварочных швов Трещины бывают холодные и горячие (рис. 2). Трещины
- 40. Горячие трещины — появляются в процессе кристаллизации металла при температурах 1100 —1300°С вследствие резкого снижения пластических
- 41. Трещины — дефекты сварного соединения в виде разрыва в сварном шве и (или) прилегающих к нему
- 42. Задание 3 Произведите контроль качества сварных соединений на плотность керосином (керосиновая проба). Укажите причины появления этих
- 43. Керосиновая проба (ГОСТ 3242-79). Способ контроля Дефекты Устранения Служит для определения плотности сварных швов на металле
- 44. Продолжительность испытания составляет не менее 4 ч при положительной температуре и не менее 8 - при
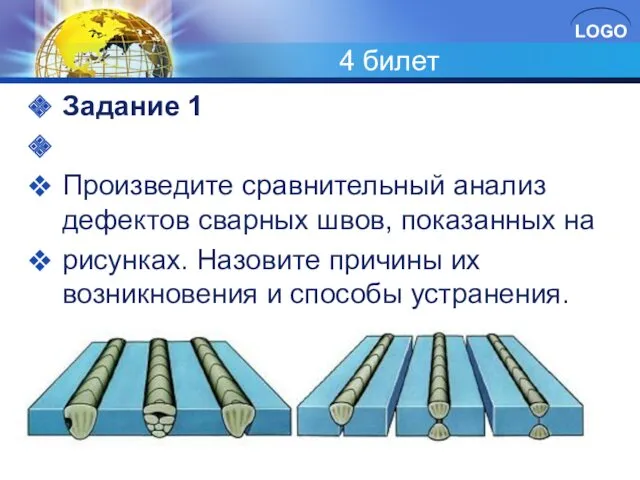
- 46. 4 билет Задание 1 Произведите сравнительный анализ дефектов сварных швов, показанных на рисунках. Назовите причины их
- 48. Магнитографический контроль (ГОСТ 3242-79). Основан на обнаружении полей рассеивания, образующихся в местах дефектов при намагничивании контролируемых
- 49. Выявляют поверхностные и подповерхностные макротрещины, непровары, поры и шлаковые включения глубиной 2-7% на металле толщиной 4-12
- 50. Способ контроля Устранения Дефекты рис1 рис2 вывод
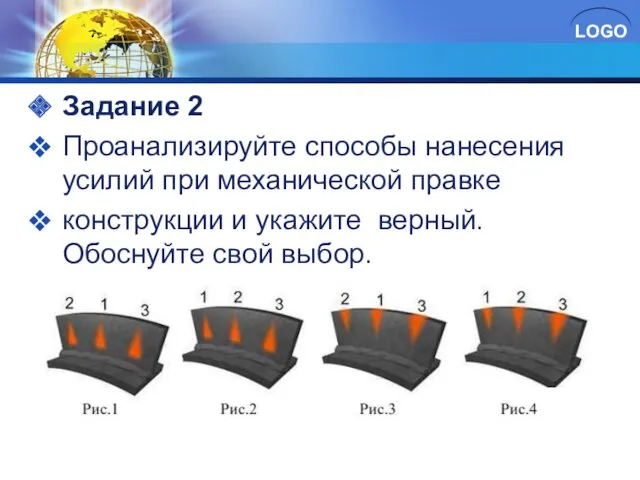
- 51. Задание 2 Проанализируйте способы нанесения усилий при механической правке конструкции и укажите верный. Обоснуйте свой выбор.
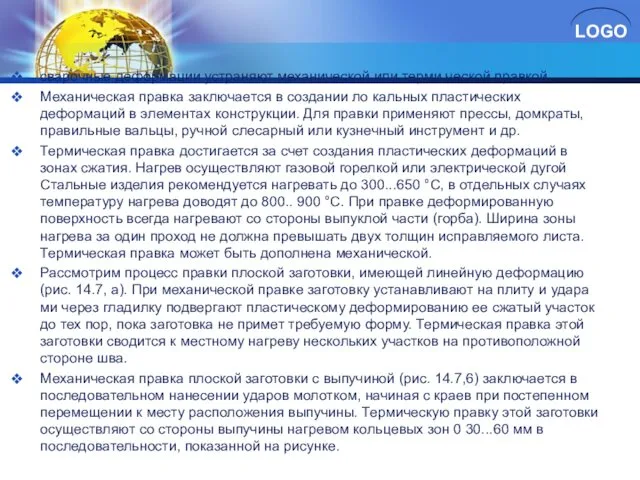
- 52. Температура нагрева поверхности стальных изделий составляет в °С: При толщине металла до 6 мм: 300-500 То
- 53. Термомеханическая правка сочетает местный нагрев с приложением статической нагрузки, изгибающей деформированный элемент (в нужном направлении. Данный
- 54. Уменьшение величины напряжений Внутренние напряжения в сварных швах снижают послойной шроковкой швов, предварительным или сопутствующим подогревом
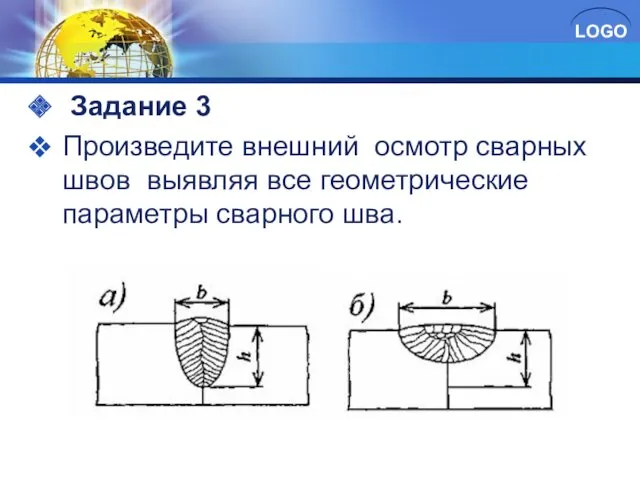
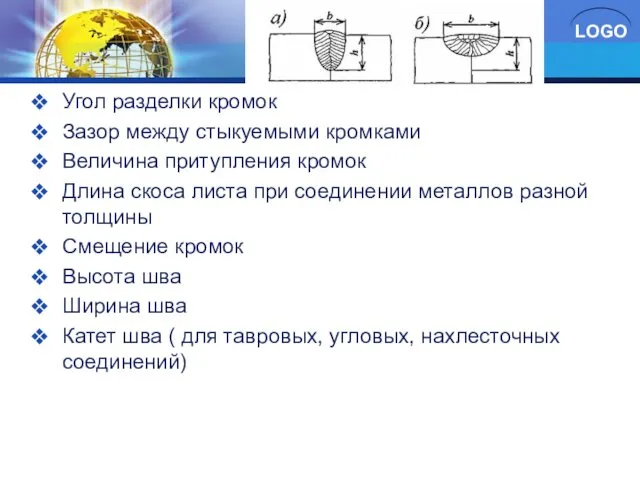
- 55. Задание 3 Произведите внешний осмотр сварных швов выявляя все геометрические параметры сварного шва.
- 56. Угол разделки кромок Зазор между стыкуемыми кромками Величина притупления кромок Длина скоса листа при соединении металлов
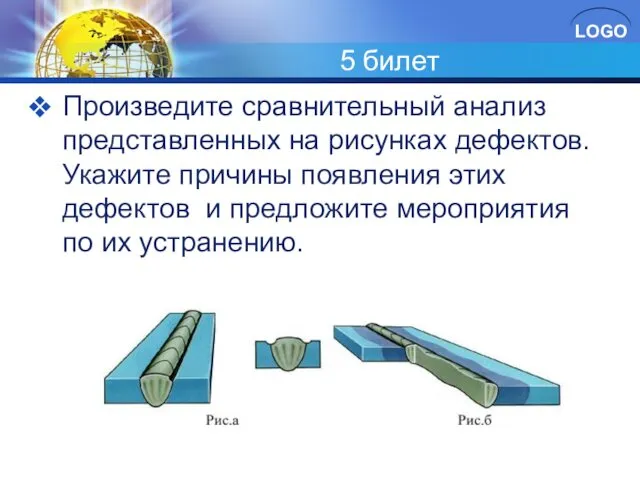
- 57. 5 билет Произведите сравнительный анализ представленных на рисунках дефектов. Укажите причины появления этих дефектов и предложите
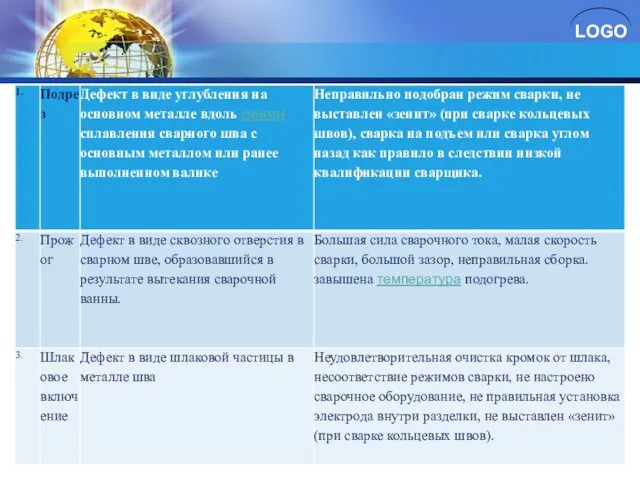
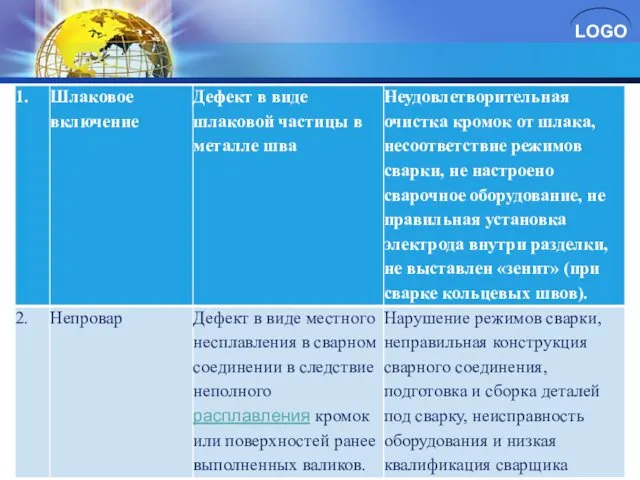
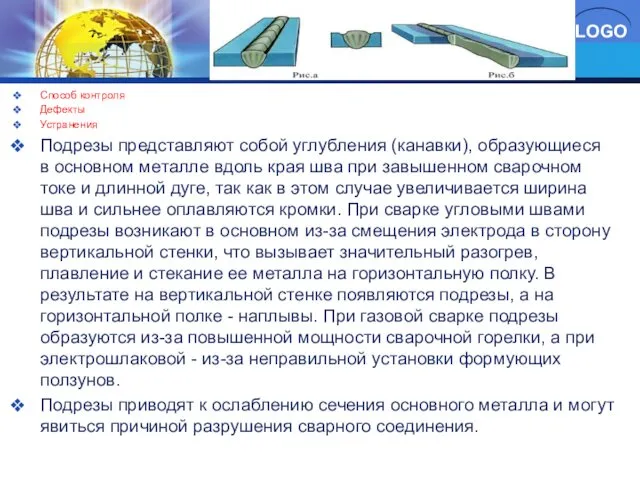
- 58. Способ контроля Дефекты Устранения Подрезы представляют собой углубления (канавки), образующиеся в основном металле вдоль края шва
- 59. Все недопустимые дефекты сварного шва подлежат обязательному устранению, а если это невозможно, сварное изделие бракуется. В
- 60. При заварке дефектного участка должно быть обеспечено перекрытие прилегающих участков основного металла. После заварки участок необходимо
- 61. Прожоги в швах наблюдаются редко, их зачищают и заваривают. Заварку дефектного участка производят одним из способов
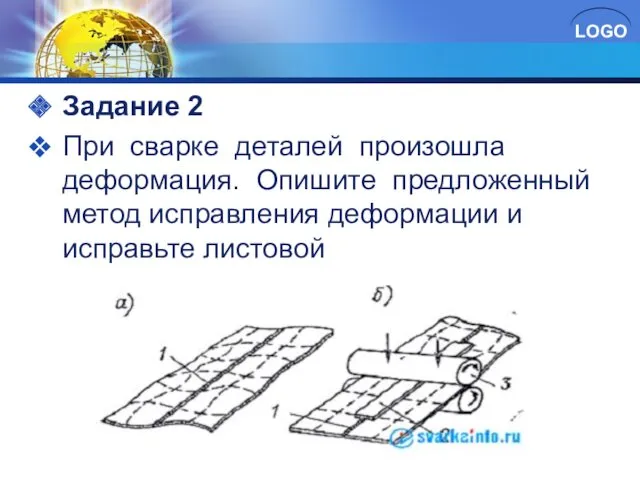
- 62. Задание 2 При сварке деталей произошла деформация. Опишите предложенный метод исправления деформации и исправьте листовой
- 63. сварочные деформации устраняют механической или терми ческой правкой. Механическая правка заключается в создании ло кальных пластических
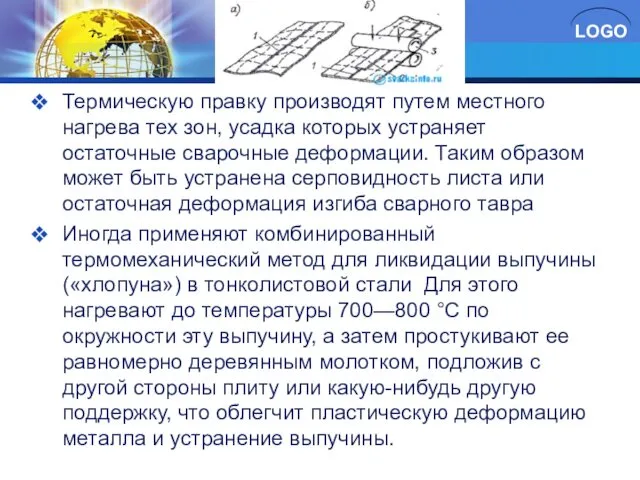
- 64. Термическую правку производят путем местного нагрева тех зон, усадка которых устраняет остаточные сварочные деформации. Таким образом
- 65. Задание 3 Определите область применения инструментов, изображенных на рисунке.
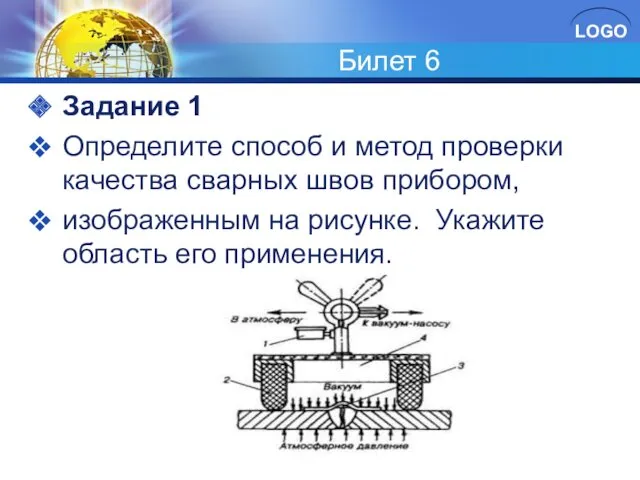
- 67. Билет 6 Задание 1 Определите способ и метод проверки качества сварных швов прибором, изображенным на рисунке.
- 68. Определите способ и метод проверки Вакуумный контроль течеисканием - один из методов неразрушающего контроля, позволяющий обнаруживать
- 69. Вакуумный контроль течеисканием дает возможность: * Проверять соединения конструкций, имеющих односторонний доступ; * производить контроль непосредственно
- 70. Задание 2 Произведите сравнительный анализ представленных на рисунках дефектов. Укажите причины появления этих дефектов и предложите
- 71. Усиленный шов Усиление сварного шва оказывает наиболее сильное влияние на выявляемость дефектов сварного соединения. Причем уменьшить
- 72. Усиление сварного шва снимается; грани образца на его среднем участке /, равном / з длины, спиливаются
- 73. Задание 3 Произведите контроль качества сварных соединений если пластины 300мм на плотность керосином (керосиновая проба). Укажите
- 74. Способ контроля Дефекты (трещины продольные, усадочная раковина, пористость металла) Устранения
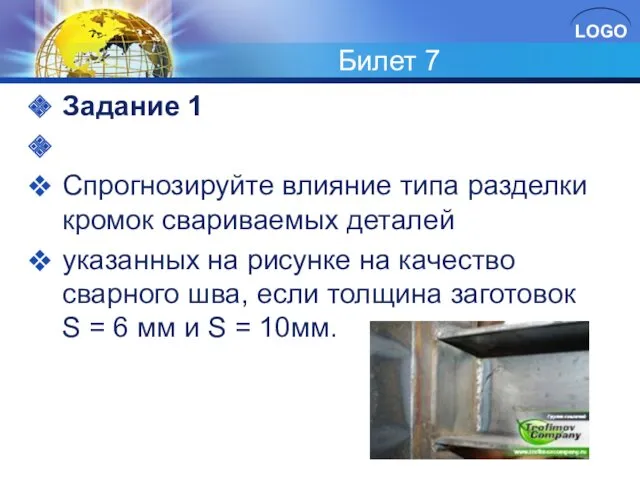
- 75. Билет 7 Задание 1 Спрогнозируйте влияние типа разделки кромок свариваемых деталей указанных на рисунке на качество
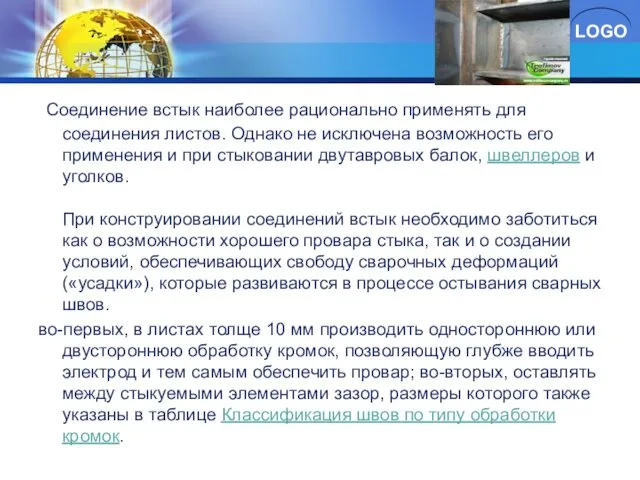
- 76. Соединение встык наиболее рационально применять для соединения листов. Однако не исключена возможность его применения и при
- 77. зазор в процессе сварки исчезает совсем, что указывает на значительную поперечную усадку. Отсутствие зазора ведет к
- 78. Автоматическую сварку ведут на временных (медных) или постоянных (стальных) подкладках, на флюсовой подушке или с предвари
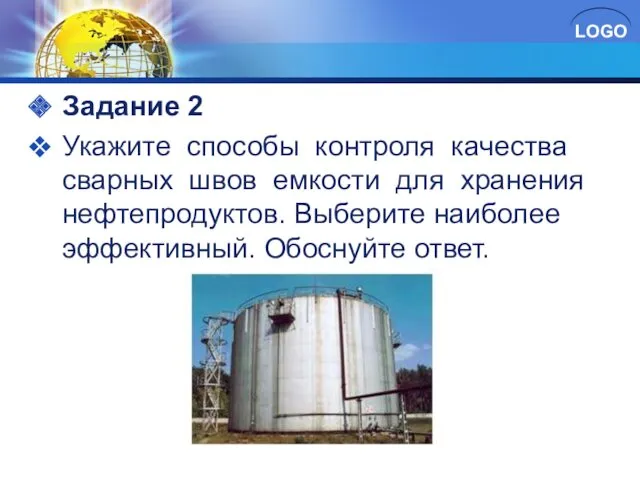
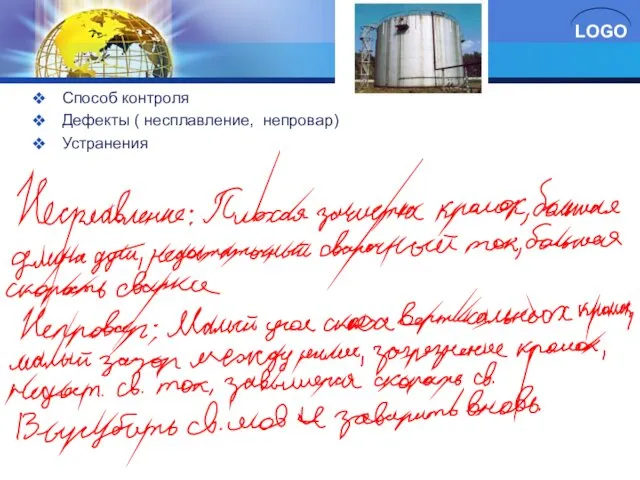
- 79. Задание 2 Укажите способы контроля качества сварных швов емкости для хранения нефтепродуктов. Выберите наиболее эффективный. Обоснуйте
- 80. Способ контроля Дефекты ( несплавление, непровар) Устранения
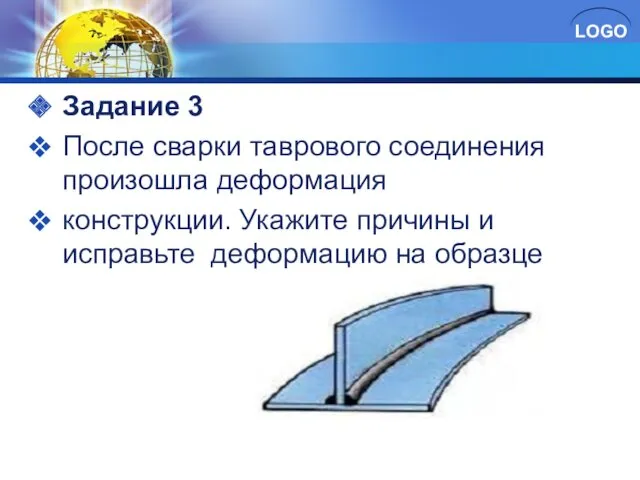
- 81. Задание 3 После сварки таврового соединения произошла деформация конструкции. Укажите причины и исправьте деформацию на образце
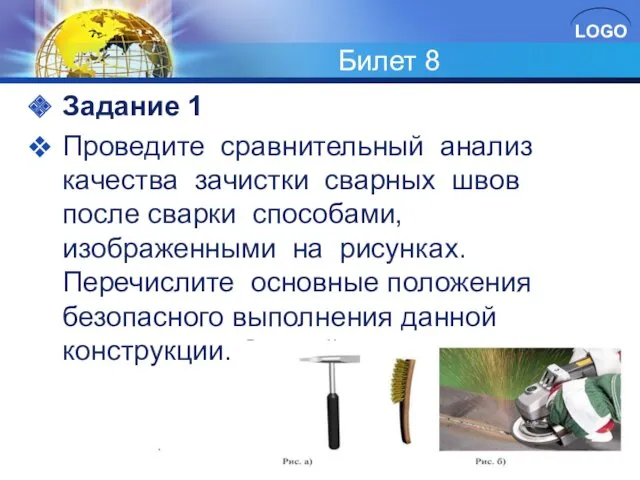
- 82. Билет 8 Задание 1 Проведите сравнительный анализ качества зачистки сварных швов после сварки способами, изображенными на
- 84. Задание 2 Произведите сравнительный анализ представленных на рисунках дефектов. Укажите причины появления этих дефектов и предложите
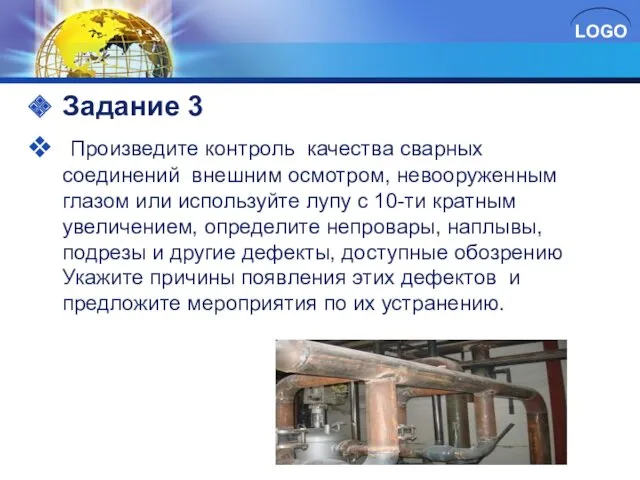
- 85. Задание 3 Произведите контроль качества сварных соединений внешним осмотром, невооруженным глазом или используйте лупу с 10-ти
- 86. Внешний осмотр - наиболее распространенный и доступный вид контроля, не требующий материальных затрат. Данному контролю подвергают
- 87. Набор шаблонов ШС-2 представляет собой комплект стальных пластинок одинаковой толщины, расположенных на осях между двумя щеками.
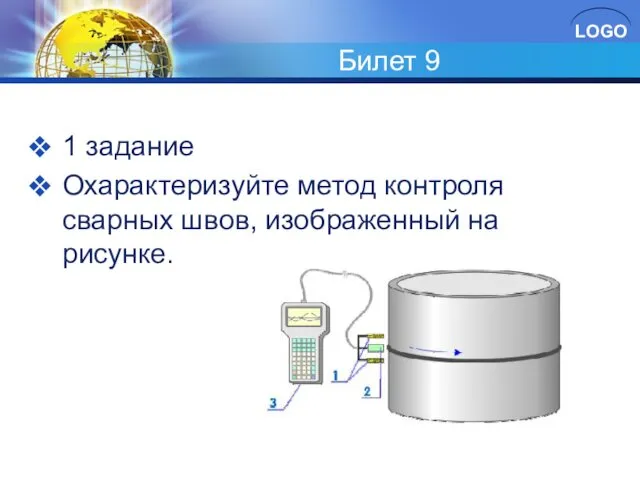
- 88. Билет 9 1 задание Охарактеризуйте метод контроля сварных швов, изображенный на рисунке.
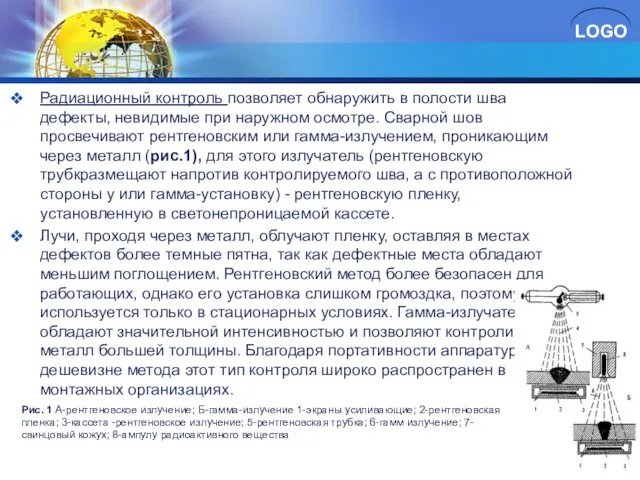
- 89. Радиационный контроль позволяет обнаружить в полости шва дефекты, невидимые при наружном осмотре. Сварной шов просвечивают рентгеновским
- 90. Но гамма-излучение представляет большую опасность при неосторожном обращении, поэтому пользоваться этим методом можно только после соответствующего
- 91. Задание 2 После сварки таврового соединения произошла деформация. а. Назовите причины возникновения этой деформации. b. Укажите
- 92. Задание 3 Произведите контроль качества сварных соединений внешним осмотром, невооруженным глазом или используйте лупу с 10-ти
- 93. Билет 10 Задание 1 Произведите замер сварного соединения листового металла вогнутости углового шва - выпуклости шва
- 94. Задание 2 После сварки стыкового соединения произошла деформация. а. Назовите причины возникновения этой деформации. b. Укажите
- 95. Задание 3 Произведите контроль качества сварных соединений если пластины 300мм на плотность керосином (керосиновая проба). Укажите
- 97. Скачать презентацию
1 билет
Задание 1
В сварном шве при проведении рентгеновских испытаний были
1 билет
Задание 1
В сварном шве при проведении рентгеновских испытаний были
Основано на способности рентгеновских или гамма-лучей; проникать через толщу металла, действуя
Основано на способности рентгеновских или гамма-лучей; проникать через толщу металла, действуя
Внутренние дефекты сварочных швов
Трещины бывают холодные и горячие (рис. 2).
Трещины бывают холодные и горячие (рис. 2).
Холодные трещины — возникают при температурах ниже 120°С, то есть сразу
Холодные трещины — возникают при температурах ниже 120°С, то есть сразу
Задание 2
Предложите порядок наложения сварных швов при сварке узла строительной фермы,
Задание 2
Предложите порядок наложения сварных швов при сварке узла строительной фермы,
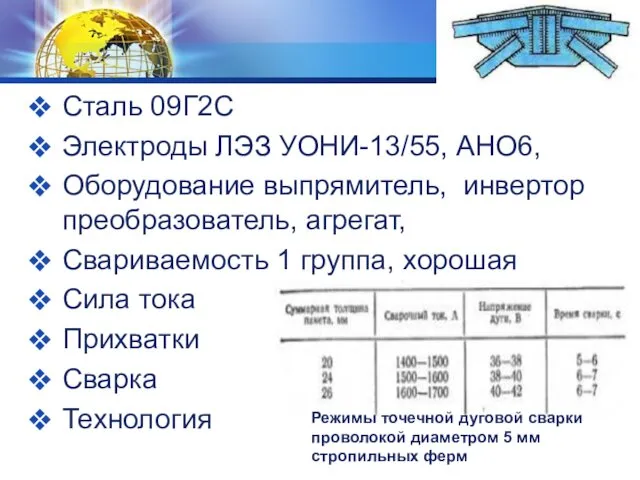
Сталь 09Г2С
Электроды ЛЭЗ УОНИ-13/55, АНО6,
Оборудование выпрямитель, инвертор преобразователь, агрегат,
Свариваемость 1 группа,
Сталь 09Г2С
Электроды ЛЭЗ УОНИ-13/55, АНО6,
Оборудование выпрямитель, инвертор преобразователь, агрегат,
Свариваемость 1 группа,

Секции фермы собирают на кондукторе, состоящем из жесткой опорной рамы 1
Секции фермы собирают на кондукторе, состоящем из жесткой опорной рамы 1
Дугу необходимо поддерживать возможно более короткой. При длинной дуге глубина проплавления
Дугу необходимо поддерживать возможно более короткой. При длинной дуге глубина проплавления
Задание 3
Произведите контроль качества сварных соединений на плотность керосином (керосиновая проба).
Задание 3
Произведите контроль качества сварных соединений на плотность керосином (керосиновая проба).
Керосиновая проба
Применяют
Выявляют
Металл
Керосиновая проба
Применяют
Выявляют
Металл
Служит для определения плотности сварных швов на металле толщиной до 10
Служит для определения плотности сварных швов на металле толщиной до 10
Продолжительность испытания составляет не менее 4 ч при положительной температуре и
Продолжительность испытания составляет не менее 4 ч при положительной температуре и
Поры — представляют собой полости внутри шва, заполненные не успевшим выделиться
Поры — представляют собой полости внутри шва, заполненные не успевшим выделиться
2 билет
Задание 1
Охарактеризуйте способ контроля сварной конструкции, изображенной
на рисунке.
2 билет
Задание 1
Охарактеризуйте способ контроля сварной конструкции, изображенной
на рисунке.
способ контроля
Дефекты
Исправления
способ контроля
Дефекты
Исправления
Гидравлическое испытание (ГОСТ 3242-79, ГОСТ 3285-77).
Налив воды применяют для испытания на
Гидравлическое испытание (ГОСТ 3242-79, ГОСТ 3285-77).
Налив воды применяют для испытания на
Метод основан на создании с одной стороны шва избыточного давления воздуха
Метод основан на создании с одной стороны шва избыточного давления воздуха
Небольшие сосуды под давлением опускают в воду и следят за появлением
Небольшие сосуды под давлением опускают в воду и следят за появлением
Свищ — воронкообразное углубление в сварочном шве, развивающееся из раковины или
Свищ — воронкообразное углубление в сварочном шве, развивающееся из раковины или
Задание 2
Произведите сравнительный анализ представленных на рисунках дефектов. Укажите причины появления
Задание 2
Произведите сравнительный анализ представленных на рисунках дефектов. Укажите причины появления
Сравнительной анализ дефектов
Рис 1
Рис2
Причина
Устранение
Сравнительной анализ дефектов
Рис 1
Рис2
Причина
Устранение
Поры — представляют собой полости внутри шва, заполненные не успевшим выделиться
Поры — представляют собой полости внутри шва, заполненные не успевшим выделиться
Что такое сварочные брызги
–Расплавленные капли, вылетающие из дуги или сварочной ванны
Что такое сварочные брызги
–Расплавленные капли, вылетающие из дуги или сварочной ванны
Разбрызгивание
•Предотвращение разбрызгивания
–Используйте правильные параметры сварки в каждом случае
–Используйте правильную мощность сварки
–Держите
Разбрызгивание
•Предотвращение разбрызгивания
–Используйте правильные параметры сварки в каждом случае
–Используйте правильную мощность сварки
–Держите
Задание 3
Укажите причины возникновения дефекта, изображенных на рисунке и устраните причину
Задание 3
Укажите причины возникновения дефекта, изображенных на рисунке и устраните причину
СПОСОБЫ БОРЬБЫ С ДЕФОРМАЦИЯМИ
В производстве сварных изделий вследствие неправильного процесса сварки
СПОСОБЫ БОРЬБЫ С ДЕФОРМАЦИЯМИ
В производстве сварных изделий вследствие неправильного процесса сварки
К наиболее действенным способам борьбы с внутренними напряжениями относятся: подогрев конструкции
К наиболее действенным способам борьбы с внутренними напряжениями относятся: подогрев конструкции
Вторым наиболее существенным средством уменьшения внутренних напряжений является отжиг сварных конструкций
Вторым наиболее существенным средством уменьшения внутренних напряжений является отжиг сварных конструкций
Сваривая конструкцию из отдельных частей, всегда следует избегать получения швов, которые
Сваривая конструкцию из отдельных частей, всегда следует избегать получения швов, которые
При выполнении сварки сверху вниз зазор в конце шва не может
При выполнении сварки сверху вниз зазор в конце шва не может

Билет 3
Задание 1
1.Проведите сравнительный анализ использования инструментов, показанных на рисунках а
Билет 3
Задание 1
1.Проведите сравнительный анализ использования инструментов, показанных на рисунках а

Предназначение мет. щеток
Предназначение мет дисков для зачистки
Предназначение мет. щеток
Предназначение мет дисков для зачистки
Бывают двух типов: обычные (для ручной обработки) и роторные (для механической
Бывают двух типов: обычные (для ручной обработки) и роторные (для механической
МЕТАЛЛИЧЕСКИЕ ЩЕТКИ (кроме стальной) используются для обновления поверхности (снятия оксидированного поверхностного слоя
МЕТАЛЛИЧЕСКИЕ ЩЕТКИ (кроме стальной) используются для обновления поверхности (снятия оксидированного поверхностного слоя
Используются для обработки металла, бетона, камня, и керамики, зачистки сварных швов
Используются для обработки металла, бетона, камня, и керамики, зачистки сварных швов
Задание 2
При сварке двух пластин выявлен дефект сварного шва.
a. Назовите
Задание 2
При сварке двух пластин выявлен дефект сварного шва.
a. Назовите
Способ контроля
Дефекты
Устранения
Внутренние дефекты сварочных швов
Трещины бывают холодные и горячие
Способ контроля
Дефекты
Устранения
Внутренние дефекты сварочных швов
Трещины бывают холодные и горячие
Горячие трещины — появляются в процессе кристаллизации металла при температурах 1100
Горячие трещины — появляются в процессе кристаллизации металла при температурах 1100
Трещины — дефекты сварного соединения в виде разрыва в сварном шве
Трещины — дефекты сварного соединения в виде разрыва в сварном шве
Задание 3
Произведите контроль качества сварных соединений на плотность керосином (керосиновая проба).
Задание 3
Произведите контроль качества сварных соединений на плотность керосином (керосиновая проба).
Керосиновая проба (ГОСТ 3242-79).
Способ контроля
Дефекты
Устранения
Служит для определения плотности сварных швов
Керосиновая проба (ГОСТ 3242-79).
Способ контроля
Дефекты
Устранения
Служит для определения плотности сварных швов
Продолжительность испытания составляет не менее 4 ч при положительной температуре и
Продолжительность испытания составляет не менее 4 ч при положительной температуре и
4 билет
Задание 1
Произведите сравнительный анализ дефектов сварных швов, показанных на
рисунках.
4 билет
Задание 1
Произведите сравнительный анализ дефектов сварных швов, показанных на
рисунках.
Магнитографический контроль (ГОСТ 3242-79).
Основан на обнаружении полей рассеивания, образующихся в местах
Магнитографический контроль (ГОСТ 3242-79).
Основан на обнаружении полей рассеивания, образующихся в местах
Выявляют поверхностные и подповерхностные макротрещины, непровары, поры и шлаковые включения глубиной
Выявляют поверхностные и подповерхностные макротрещины, непровары, поры и шлаковые включения глубиной

Способ контроля Устранения Дефекты
рис1
рис2
вывод
Способ контроля Устранения Дефекты
рис1
рис2
вывод
Задание 2
Проанализируйте способы нанесения усилий при механической правке
конструкции и укажите верный.
Задание 2
Проанализируйте способы нанесения усилий при механической правке
конструкции и укажите верный.

Температура нагрева поверхности стальных изделий составляет в °С:
При толщине металла до
Температура нагрева поверхности стальных изделий составляет в °С:
При толщине металла до
Термомеханическая правка сочетает местный нагрев с приложением статической нагрузки, изгибающей деформированный
Термомеханическая правка сочетает местный нагрев с приложением статической нагрузки, изгибающей деформированный
Уменьшение величины напряжений
Внутренние напряжения в сварных швах снижают послойной шроковкой швов,
Уменьшение величины напряжений
Внутренние напряжения в сварных швах снижают послойной шроковкой швов,
Задание 3
Произведите внешний осмотр сварных швов выявляя все геометрические параметры
Задание 3
Произведите внешний осмотр сварных швов выявляя все геометрические параметры
Угол разделки кромок
Зазор между стыкуемыми кромками
Величина притупления кромок
Длина скоса листа при
Угол разделки кромок
Зазор между стыкуемыми кромками
Величина притупления кромок
Длина скоса листа при
5 билет
Произведите сравнительный анализ представленных на рисунках дефектов. Укажите причины
5 билет
Произведите сравнительный анализ представленных на рисунках дефектов. Укажите причины
Способ контроля
Дефекты
Устранения
Подрезы представляют собой углубления (канавки), образующиеся в основном металле
Способ контроля
Дефекты
Устранения
Подрезы представляют собой углубления (канавки), образующиеся в основном металле
Все недопустимые дефекты сварного шва подлежат обязательному устранению, а если это
Все недопустимые дефекты сварного шва подлежат обязательному устранению, а если это
При заварке дефектного участка должно быть обеспечено перекрытие прилегающих участков основного
При заварке дефектного участка должно быть обеспечено перекрытие прилегающих участков основного
Прожоги в швах наблюдаются редко, их зачищают и заваривают. Заварку дефектного
Прожоги в швах наблюдаются редко, их зачищают и заваривают. Заварку дефектного
Задание 2
При сварке деталей произошла деформация. Опишите предложенный метод исправления деформации
Задание 2
При сварке деталей произошла деформация. Опишите предложенный метод исправления деформации
сварочные деформации устраняют механической или терми ческой правкой.
Механическая правка заключается в
сварочные деформации устраняют механической или терми ческой правкой.
Механическая правка заключается в
Термическую правку производят путем местного нагрева тех зон, усадка которых устраняет
Термическую правку производят путем местного нагрева тех зон, усадка которых устраняет

Задание 3
Определите область применения инструментов, изображенных на рисунке.
Определите область применения инструментов, изображенных на рисунке.
Билет 6
Задание 1
Определите способ и метод проверки качества сварных швов прибором,
Билет 6
Задание 1
Определите способ и метод проверки качества сварных швов прибором,

Определите способ и метод проверки
Вакуумный контроль течеисканием - один из методов неразрушающего
Определите способ и метод проверки
Вакуумный контроль течеисканием - один из методов неразрушающего
Вакуумный контроль течеисканием дает возможность:
* Проверять соединения конструкций, имеющих односторонний доступ;
*
Вакуумный контроль течеисканием дает возможность:
* Проверять соединения конструкций, имеющих односторонний доступ;
*
Задание 2
Произведите сравнительный анализ представленных на рисунках дефектов. Укажите причины появления
Задание 2
Произведите сравнительный анализ представленных на рисунках дефектов. Укажите причины появления
Усиленный шов
Усиление сварного шва оказывает наиболее сильное влияние на выявляемость дефектов сварного
Усиленный шов
Усиление сварного шва оказывает наиболее сильное влияние на выявляемость дефектов сварного
Усиление сварного шва снимается; грани образца на его среднем участке /, равном
Усиление сварного шва снимается; грани образца на его среднем участке /, равном
Задание 3
Произведите контроль качества сварных соединений если пластины 300мм на плотность
Задание 3
Произведите контроль качества сварных соединений если пластины 300мм на плотность
Способ контроля
Дефекты (трещины продольные, усадочная раковина, пористость металла)
Устранения
Способ контроля
Дефекты (трещины продольные, усадочная раковина, пористость металла)
Устранения
Билет 7
Задание 1
Спрогнозируйте влияние типа разделки кромок свариваемых деталей
указанных на рисунке
Билет 7
Задание 1
Спрогнозируйте влияние типа разделки кромок свариваемых деталей
указанных на рисунке
Соединение встык наиболее рационально применять для соединения листов. Однако не
Соединение встык наиболее рационально применять для соединения листов. Однако не
зазор в процессе сварки исчезает совсем, что указывает на значительную поперечную
зазор в процессе сварки исчезает совсем, что указывает на значительную поперечную
Автоматическую сварку ведут на временных (медных) или постоянных (стальных) подкладках, на
Автоматическую сварку ведут на временных (медных) или постоянных (стальных) подкладках, на
Задание 2
Укажите способы контроля качества сварных швов емкости для хранения нефтепродуктов.
Задание 2
Укажите способы контроля качества сварных швов емкости для хранения нефтепродуктов.
Способ контроля
Дефекты ( несплавление, непровар)
Устранения
Способ контроля
Дефекты ( несплавление, непровар)
Устранения
Задание 3
После сварки таврового соединения произошла деформация
конструкции. Укажите причины и исправьте
Задание 3
После сварки таврового соединения произошла деформация
конструкции. Укажите причины и исправьте
Билет 8
Задание 1
Проведите сравнительный анализ качества зачистки сварных швов после сварки
Билет 8
Задание 1
Проведите сравнительный анализ качества зачистки сварных швов после сварки
Задание 2
Произведите сравнительный анализ представленных на рисунках дефектов. Укажите причины появления
Задание 2
Произведите сравнительный анализ представленных на рисунках дефектов. Укажите причины появления
Задание 3
Произведите контроль качества сварных соединений внешним осмотром, невооруженным глазом или
Задание 3
Произведите контроль качества сварных соединений внешним осмотром, невооруженным глазом или
Внешний осмотр - наиболее распространенный и доступный вид контроля, не требующий материальных
Внешний осмотр - наиболее распространенный и доступный вид контроля, не требующий материальных
Набор шаблонов ШС-2 представляет собой комплект стальных пластинок одинаковой толщины, расположенных
Набор шаблонов ШС-2 представляет собой комплект стальных пластинок одинаковой толщины, расположенных
Билет 9
1 задание
Охарактеризуйте метод контроля сварных швов, изображенный на рисунке.
Билет 9
1 задание
Охарактеризуйте метод контроля сварных швов, изображенный на рисунке.
Радиационный контроль позволяет обнаружить в полости шва дефекты, невидимые при наружном осмотре.
Радиационный контроль позволяет обнаружить в полости шва дефекты, невидимые при наружном осмотре.
Но гамма-излучение представляет большую опасность при неосторожном обращении, поэтому пользоваться этим
Но гамма-излучение представляет большую опасность при неосторожном обращении, поэтому пользоваться этим
Задание 2
После сварки таврового соединения произошла деформация.
а. Назовите причины возникновения
Задание 2
После сварки таврового соединения произошла деформация.
а. Назовите причины возникновения
Задание 3
Произведите контроль качества сварных соединений внешним осмотром, невооруженным глазом или
Задание 3
Произведите контроль качества сварных соединений внешним осмотром, невооруженным глазом или
Билет 10
Задание 1
Произведите замер сварного соединения листового металла вогнутости углового шва
Билет 10
Задание 1
Произведите замер сварного соединения листового металла вогнутости углового шва
Задание 2
После сварки стыкового соединения произошла деформация.
а. Назовите причины возникновения
Задание 2
После сварки стыкового соединения произошла деформация.
а. Назовите причины возникновения
Задание 3
Произведите контроль качества сварных соединений если пластины 300мм на плотность
Задание 3
Произведите контроль качества сварных соединений если пластины 300мм на плотность
 Титульные листы
Титульные листы Модель Окамура-Хата
Модель Окамура-Хата Кто нас защищает. МЧС России
Кто нас защищает. МЧС России Мешочек для новогоднего подарка
Мешочек для новогоднего подарка Итоговое родительское собрание в 4Б классе.2012 -2013 уч.год.Презентация.
Итоговое родительское собрание в 4Б классе.2012 -2013 уч.год.Презентация. Схемы электровоза 2ЭС4К
Схемы электровоза 2ЭС4К Лучшие фотографии вторая половина 20 века
Лучшие фотографии вторая половина 20 века Применение распределительного свойства умножения
Применение распределительного свойства умножения Презентация к уроку труда Сердце, полное роз
Презентация к уроку труда Сердце, полное роз Наказание и поощрение в воспитании ребёнка
Наказание и поощрение в воспитании ребёнка Карен Хорни: социокультурная теория личности
Карен Хорни: социокультурная теория личности Где живут слоны?
Где живут слоны? Зеленый уголок. Ландшафтный дизайн
Зеленый уголок. Ландшафтный дизайн Использование дождевых и талых вод в водоснабжении промышленных объектов
Использование дождевых и талых вод в водоснабжении промышленных объектов 20231031_problema_antigeroya_v_literature._urok_-lektsiya
20231031_problema_antigeroya_v_literature._urok_-lektsiya Бартоломео Франческо Растрелли (Варфоломей Варфоломеевич Растрелли) 1700 - 1771
Бартоломео Франческо Растрелли (Варфоломей Варфоломеевич Растрелли) 1700 - 1771 Заболевания носа и придаточных пазух. Методы исследования. Ожоги наружного носа
Заболевания носа и придаточных пазух. Методы исследования. Ожоги наружного носа Правительство Самарской области
Правительство Самарской области Цифровая схемотехника. Цифровые сигналы. 1
Цифровая схемотехника. Цифровые сигналы. 1 Дворцовые перевороты
Дворцовые перевороты Социальные гарантии для сотрудников уголовно-исполнительной системы
Социальные гарантии для сотрудников уголовно-исполнительной системы Постоянные магниты. Магнитное поле Земли
Постоянные магниты. Магнитное поле Земли Терроризм. Основные типы терроризма
Терроризм. Основные типы терроризма Абсолютизм в Западной Европе. Тридцатилетняя война 1618-1648года
Абсолютизм в Западной Европе. Тридцатилетняя война 1618-1648года День Земли
День Земли Анатомия и физиология мужской репродуктивной системы
Анатомия и физиология мужской репродуктивной системы Снятие мерок
Снятие мерок В мире книг Альберта Лиханова
В мире книг Альберта Лиханова