- Деревообрабатывающее оборудование с ЧПУ

Содержание
- 2. Введение Изобретателем станка с ЧПУ считается Джон Пэрсонс (John T. Parsons, США). Первый работоспособный станок был
- 3. Введение По назначению различают следующие типы станков: – для форматной обработки, раскроя плитных и листовых материалов,
- 4. Введение
- 5. Фрезерный станка с ЧПУ ФС-3Ш
- 6. Угловой обрабатывающий центр с ЧПУ Wizard 4l
- 7. WEINIG Powermat 3000
- 8. Сверлильно-присадочный станок с ЧПУ CNC 1000
- 9. Обрабатывающий центр с ЧПУ EASY W
- 10. Обрабатывающий центр с ЧПУ SCM PRATIX N
- 11. Введение Работа оператора на станках с ЧПУ заключается в смене управляющих программ, подналадке и смене инструментов,
- 12. Введение В жилищном строительстве станки с ЧПУ используются для оформление каминов, арок, панелей и различных элементов
- 13. Введение
- 14. Конструкция фрезерных станков с ЧПУ 1. Общие сведения о станках Станок с ЧПУ – это рабочая
- 15. Конструкция фрезерных станков с ЧПУ Обрабатывающий центр – распространенное название многооперационного станка с ЧПУ. Это более
- 16. Конструкция фрезерных станков с ЧПУ Станки с ЧПУ отличаются универсальностью. Один и тот же станок при
- 17. Конструкция фрезерных станков с ЧПУ 2. Классификация станков с ЧПУ Станки с ЧПУ классифицируют по следующим
- 18. Конструкция фрезерных станков с ЧПУ Деление по конструктивным признакам. Станки могут различаться по расположению шпинделя на
- 19. Конструкция фрезерных станков с ЧПУ Деление по принципу управления. Различают следующие системы ЧПУ станков: – NC
- 20. Конструкция фрезерных станков с ЧПУ Позиционные системы ЧПУ обеспечивают высокоточное перемещение исполнительного органа станка в заданную
- 21. Конструкция фрезерных станков с ЧПУ Деление по числу потоков информации. Системы ЧПУ делятся на разомкнутые, замкнутые
- 22. Конструкция фрезерных станков с ЧПУ Деление по принципу задания программ. Программы пишут в абсолютных или относительных
- 23. Конструкция фрезерных станков с ЧПУ По числу одновременно управляемых координат различают следующие формообразующие системы: 2,5D; 3D;
- 24. Конструкция фрезерных станков с ЧПУ Деление по способу подготовки и ввода управляющей программы. Используется три способа
- 25. Конструкция фрезерных станков с ЧПУ 3. Конструкция станка с ЧПУ Для решения практических задач используются разнообразные
- 26. Конструкция фрезерных станков с ЧПУ 1 – рама; 2 – блок управления; 3 – продольные направляющие;
- 27. Конструкция фрезерных станков с ЧПУ Станок предназначен для фрезерования и гравирования поверхностей мебельных фасадов, дверных полотен,
- 28. Конструкция фрезерных станков с ЧПУ Рис. 2. Схема фрезерного станка: 1 – продольные направляющие; 2 –
- 29. Конструкция фрезерных станков с ЧПУ Основные технические характеристики Размеры стола, мм ………………………………………900×900 Перемещения суппортов, мм: –
- 30. Конструкция фрезерных станков с ЧПУ 4. Функциональные механизмы станков Станина Современные станки с ЧПУ имеют различное
- 31. Конструкция фрезерных станков с ЧПУ Механизм базирования заготовки Механизм базирования станка состоит из одного или нескольких
- 32. Конструкция фрезерных станков с ЧПУ Направляющие оси В качестве направляющих для перемещения суппортов по осям координат
- 33. Конструкция фрезерных станков с ЧПУ Ходовые винты Ходовые винты обеспечивают перемещение суппортов по направлению осей координат.
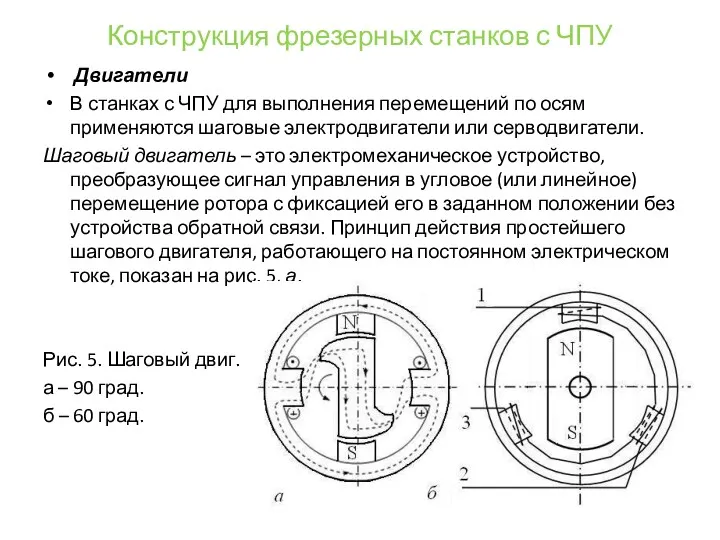
- 34. Конструкция фрезерных станков с ЧПУ Двигатели В станках с ЧПУ для выполнения перемещений по осям применяются
- 35. Конструкция фрезерных станков с ЧПУ Одна пара полюсов выполнена из постоянных магнитов, на другой – находится
- 36. Конструкция фрезерных станков с ЧПУ На рис. 5, б показан реверсивный шаговый двигатель с шагом 60°.
- 37. Конструкция фрезерных станков с ЧПУ Серводвигатели. Современные высокоточные станки с ЧПУ оснащаются для привода ходовых винтов
- 38. Конструкция фрезерных станков с ЧПУ Опоры шпинделя должны обеспечить точность шпинделя в течение длительного времени в
- 39. Конструкция фрезерных станков с ЧПУ Магазин инструментов Сменный режущий инструмент и агрегатные головки хранятся в тарельчатом
- 40. Конструкция фрезерных станков с ЧПУ 5. Система ЧПУ Общие сведения Станки с ЧПУ в своем развитии
- 41. Конструкция фрезерных станков с ЧПУ В современных станках с ЧПУ типа CNC управляющее устройство содержит программируемую
- 42. Конструкция фрезерных станков с ЧПУ Системы числового программного управления (СЧПУ) - это совокупность функционально взаимосвязанных и
- 43. Конструкция фрезерных станков с ЧПУ Подсистема управления Подсистема управления является центральной частью всей системы управления станка.
- 44. Конструкция фрезерных станков с ЧПУ Контроллер – это электронное устройство управления электроавтоматикой станка, получающее сигналы от
- 45. Конструкция фрезерных станков с ЧПУ Таким образом, программа в компьютере должна знать – сколько шагов должен
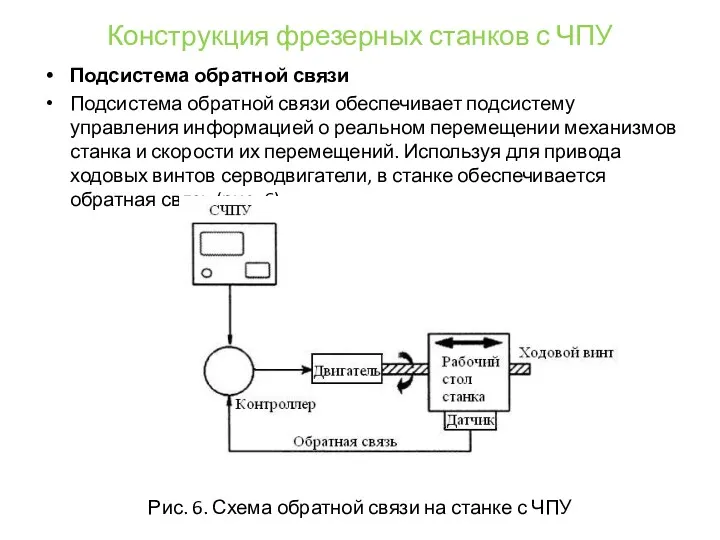
- 46. Конструкция фрезерных станков с ЧПУ Подсистема обратной связи Подсистема обратной связи обеспечивает подсистему управления информацией о
- 47. Конструкция фрезерных станков с ЧПУ Известно много устройств обратной связи. Одно из них выполнено так: на
- 48. Конструкция фрезерных станков с ЧПУ Управление станком Управление открытыми подсистемами станка осуществляется с компьютера. Для этого
- 49. Конструкция фрезерных станков с ЧПУ Программа обеспечивает следующие режимы работы и состояния. Автоматический режим работы –
- 50. Конструкция фрезерных станков с ЧПУ Окно программы VicStudioTM Включение и выключение станка выполняется с помощью пульта
- 51. Конструкция фрезерных станков с ЧПУ
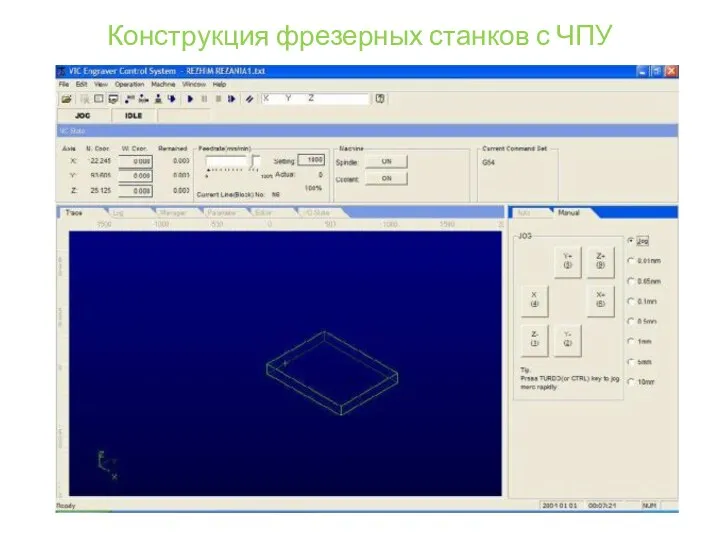
- 52. Конструкция фрезерных станков с ЧПУ На панели инструментов расположены кнопки: – – прямоугольник с треугольником –
- 53. Конструкция фрезерных станков с ЧПУ Ручное управление Справа внизу окна VicStudioTM расположено окно автоматического или ручного
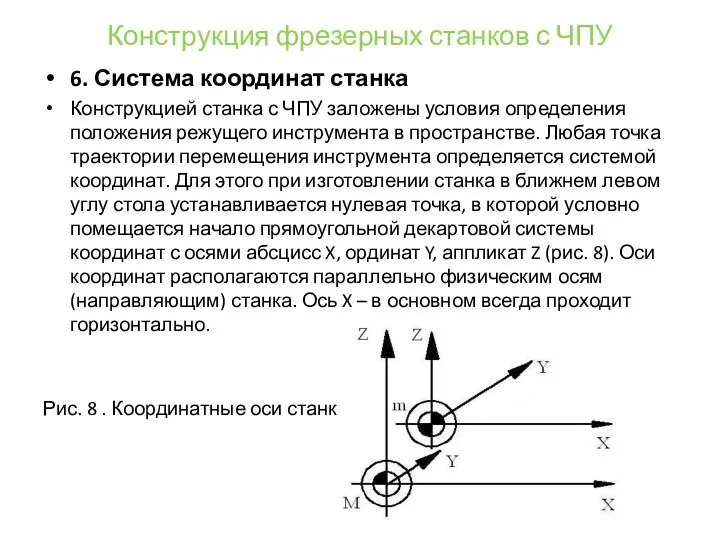
- 54. Конструкция фрезерных станков с ЧПУ 6. Система координат станка Конструкцией станка с ЧПУ заложены условия определения
- 55. Конструкция фрезерных станков с ЧПУ Действительное перемещение по координатным осям ограничено конечными переключателями, установленными в крайних
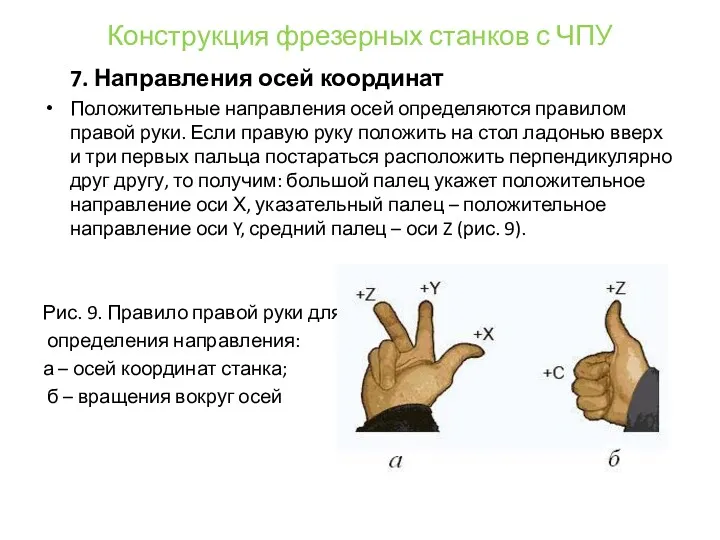
- 56. Конструкция фрезерных станков с ЧПУ 7. Направления осей координат Положительные направления осей определяются правилом правой руки.
- 57. Конструкция фрезерных станков с ЧПУ Направление осей координат определяется правилом правой руки: большой палец указывает положительное
- 58. Конструкция фрезерных станков с ЧПУ Взаимосвязь систем координат Для обработки детали на станке заготовку кладут на
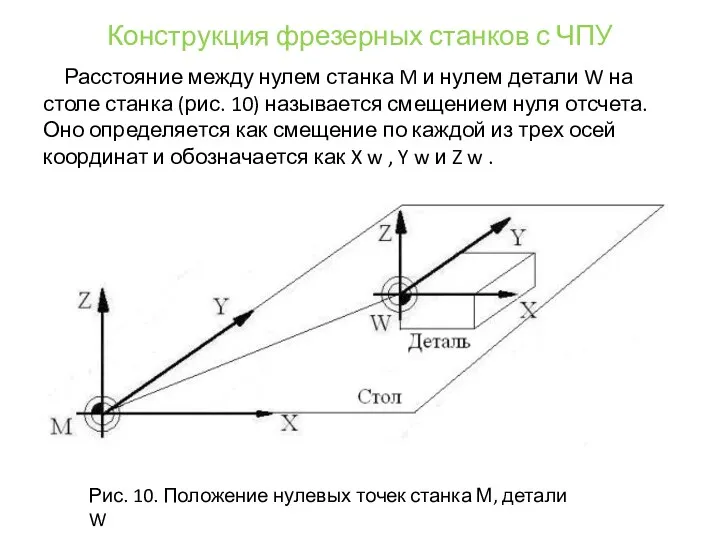
- 59. Конструкция фрезерных станков с ЧПУ Расстояние между нулем станка M и нулем детали W на столе
- 60. Основы программирования станков с ЧПУ Основы программирования станков с ЧПУ 1. Управляющая программа На каждую деталь,
- 61. Основы программирования станков с ЧПУ В практической работе технолога программиста используется три способа создания управляющих программ:
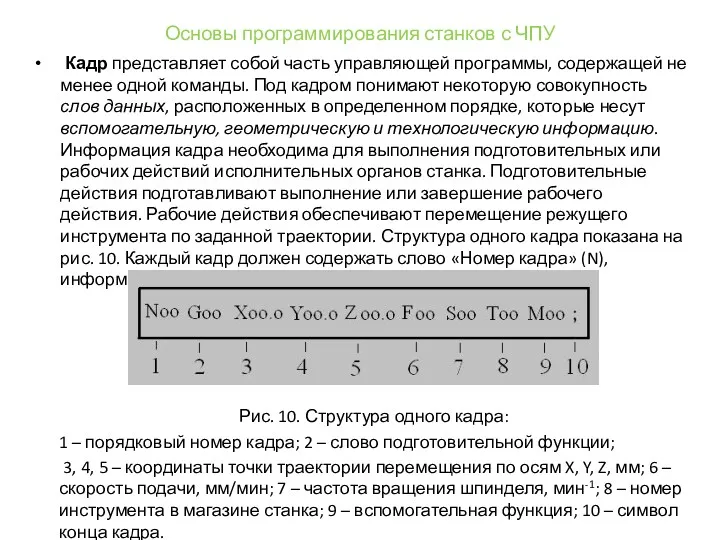
- 62. Основы программирования станков с ЧПУ Кадр представляет собой часть управляющей программы, содержащей не менее одной команды.
- 63. Основы программирования станков с ЧПУ Синтаксис кадра, т.е. порядок, способ соединения слов строго предопределен. Информационные слова
- 64. Основы программирования станков с ЧПУ Слово данных состоит из адреса (прописной буквы латинского алфавита) и цифры,
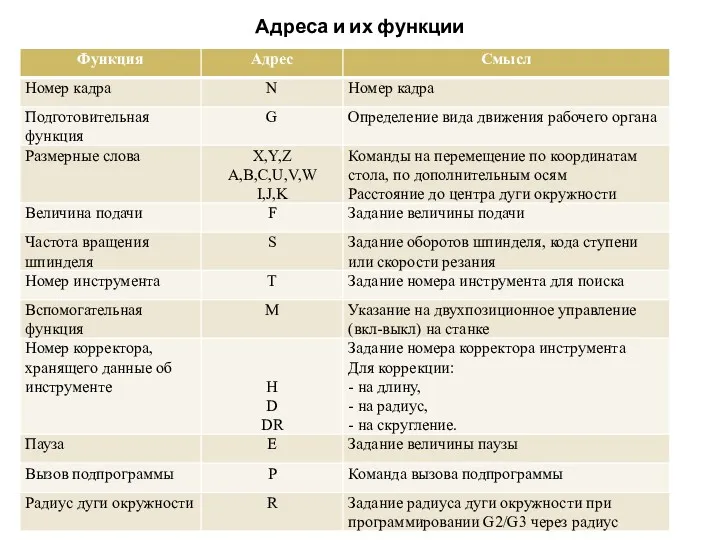
- 65. Адреса и их функции Адреса и их функции
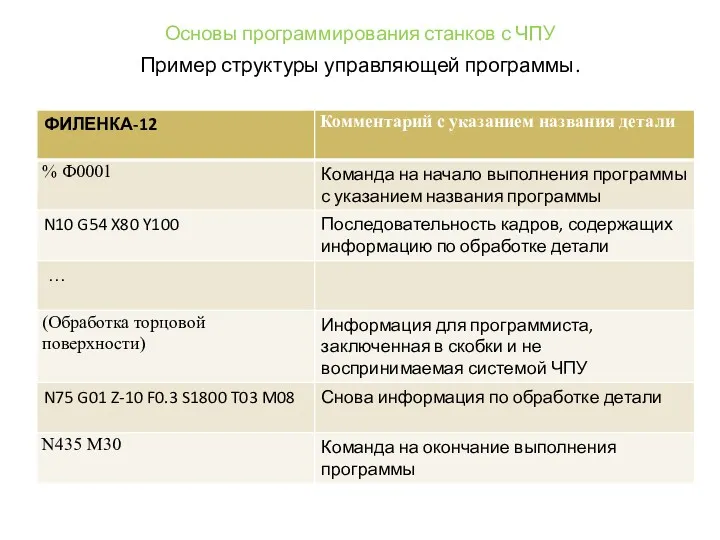
- 66. Основы программирования станков с ЧПУ Пример структуры управляющей программы.
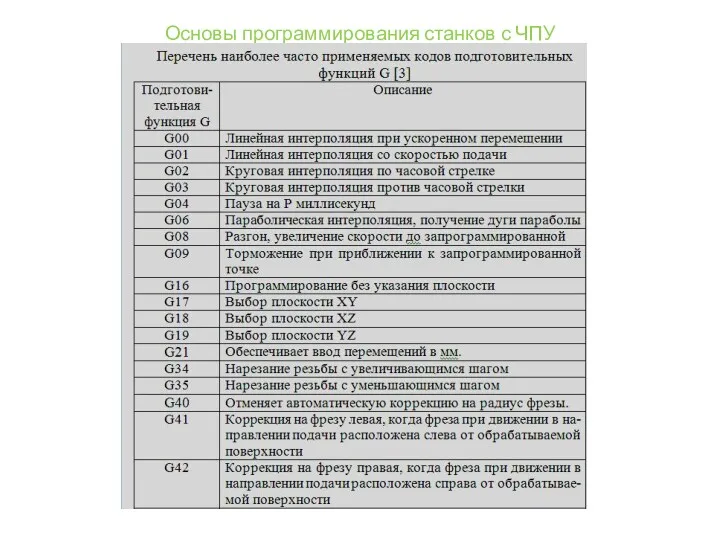
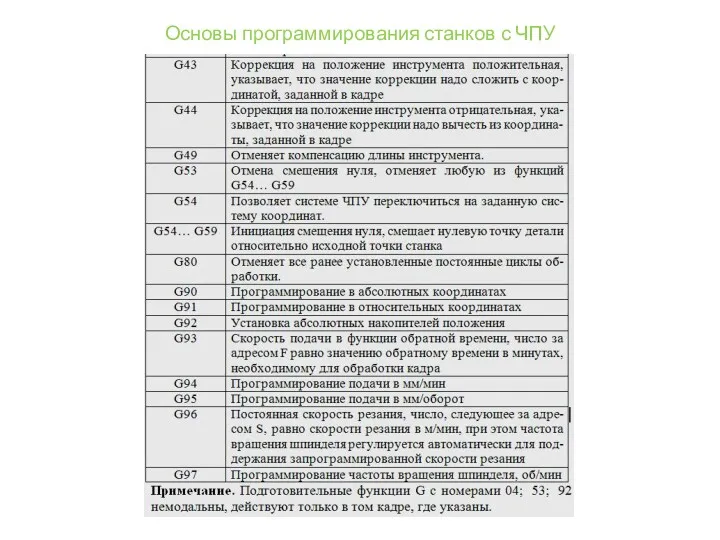
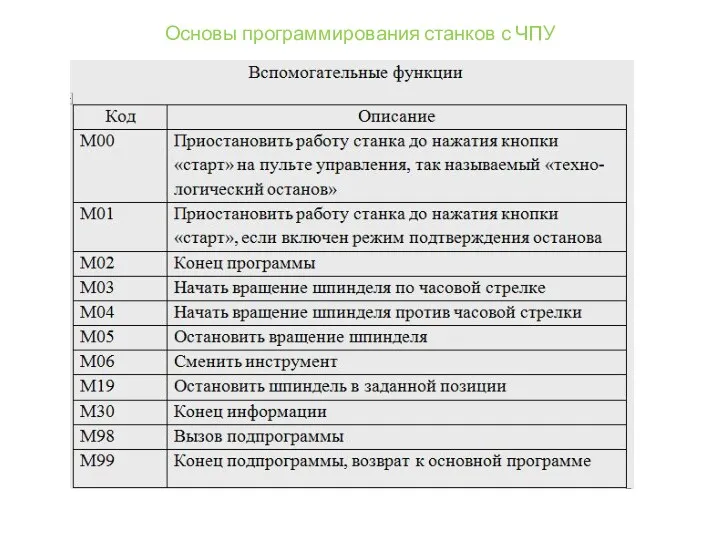
- 67. Основы программирования станков с ЧПУ Подготовительные функции На международном рынке станков с ЧПУ известно более 100
- 68. Основы программирования станков с ЧПУ
- 69. Основы программирования станков с ЧПУ
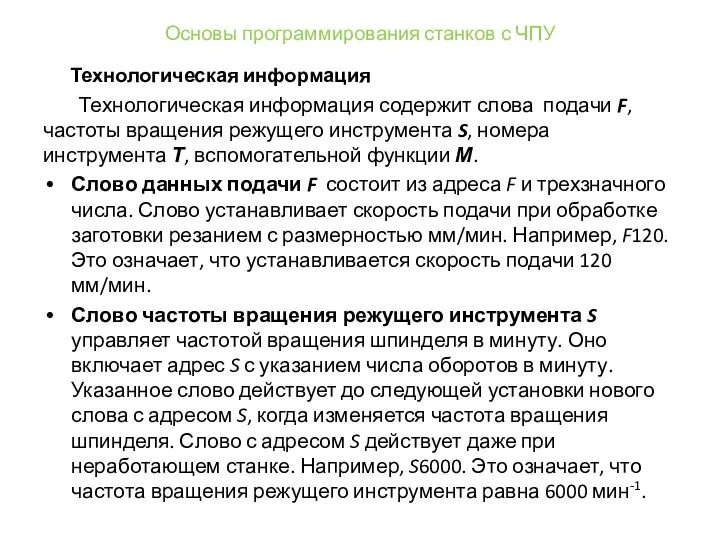
- 70. Основы программирования станков с ЧПУ Технологическая информация Технологическая информация содержит слова подачи F, частоты вращения режущего
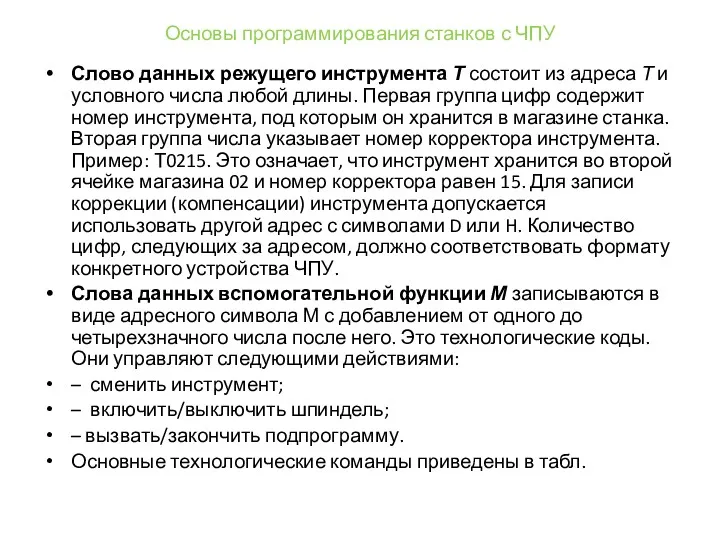
- 71. Основы программирования станков с ЧПУ Слово данных режущего инструмента Т состоит из адреса Т и условного
- 72. Основы программирования станков с ЧПУ
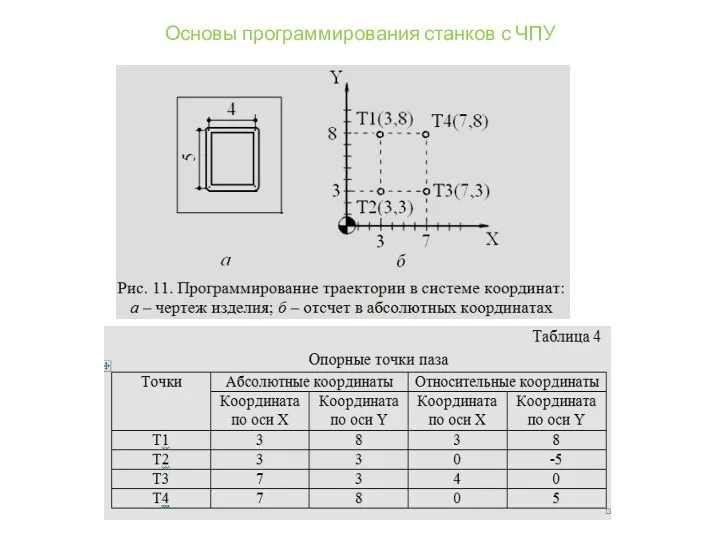
- 73. Основы программирования станков с ЧПУ 2. Контрольные точки траектории движения Каждое изделие в конструкторской документации изображается
- 74. Основы программирования станков с ЧПУ
- 75. Основы программирования станков с ЧПУ
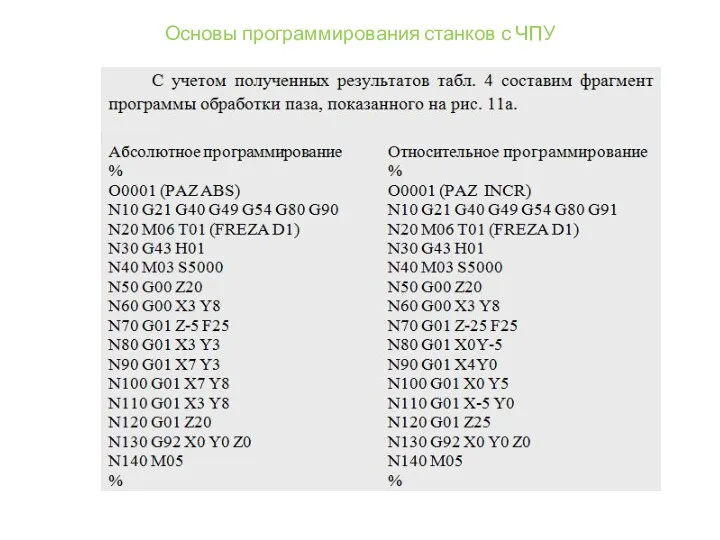
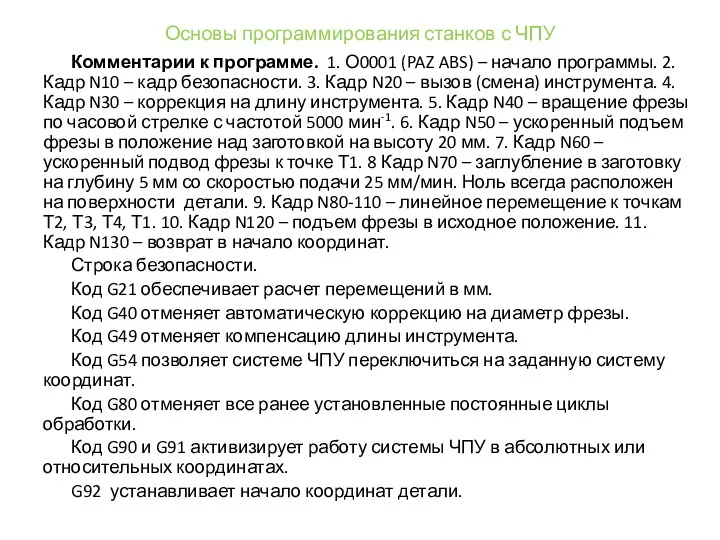
- 76. Основы программирования станков с ЧПУ Комментарии к программе. 1. О0001 (PAZ ABS) – начало программы. 2.
- 77. Основы программирования станков с ЧПУ 3. Интерполяция Линейная интерполяция Прямолинейную траекторию перемещения режущего инструмента можно разложить
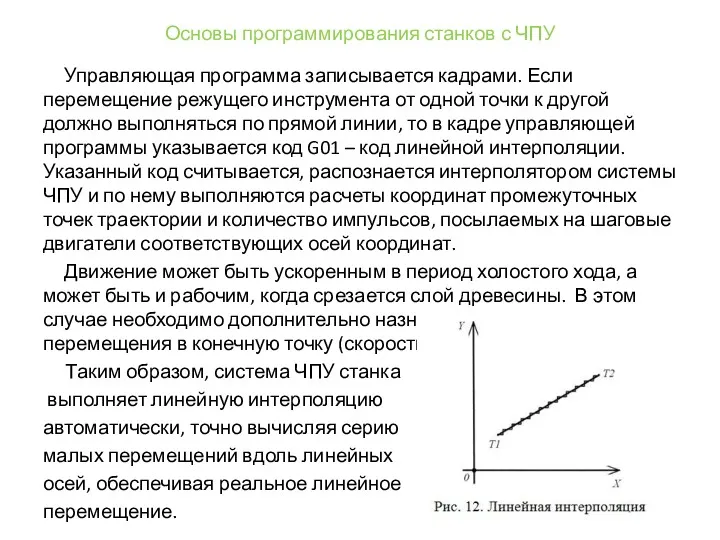
- 78. Основы программирования станков с ЧПУ Управляющая программа записывается кадрами. Если перемещение режущего инструмента от одной точки
- 79. Пример
- 80. Основы программирования станков с ЧПУ Круговая интерполяция При обработке деталей из древесины часто приходится выполнять элементы
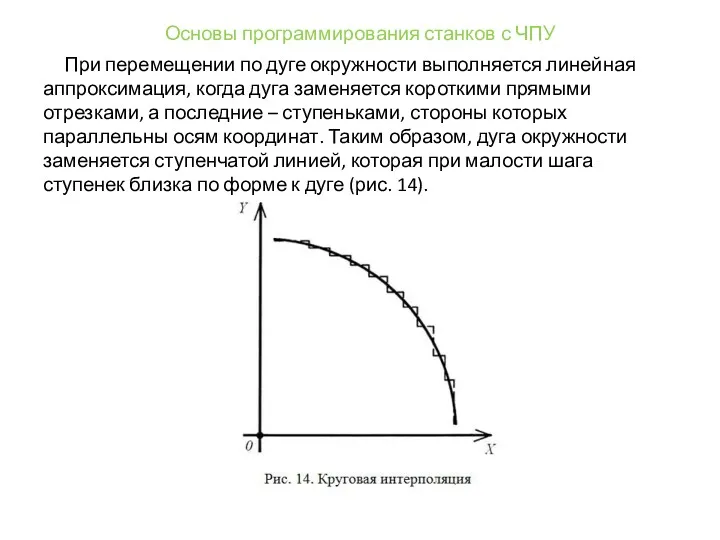
- 81. Основы программирования станков с ЧПУ При перемещении по дуге окружности выполняется линейная аппроксимация, когда дуга заменяется
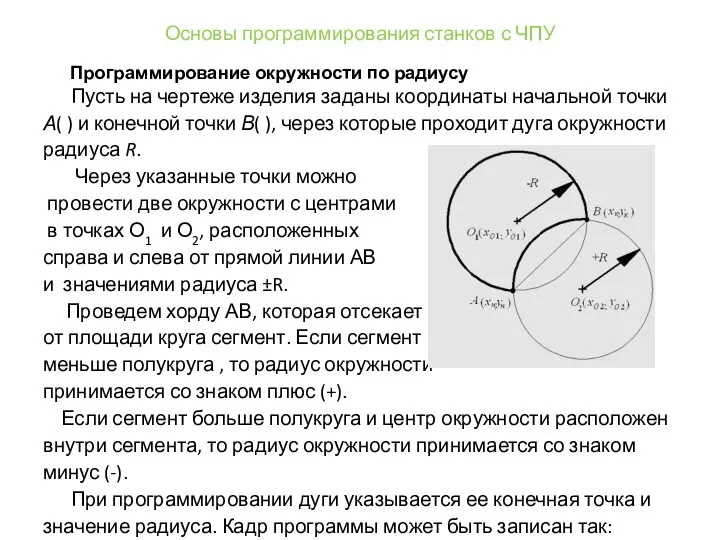
- 82. Основы программирования станков с ЧПУ Программирование окружности по радиусу Пусть на чертеже изделия заданы координаты начальной
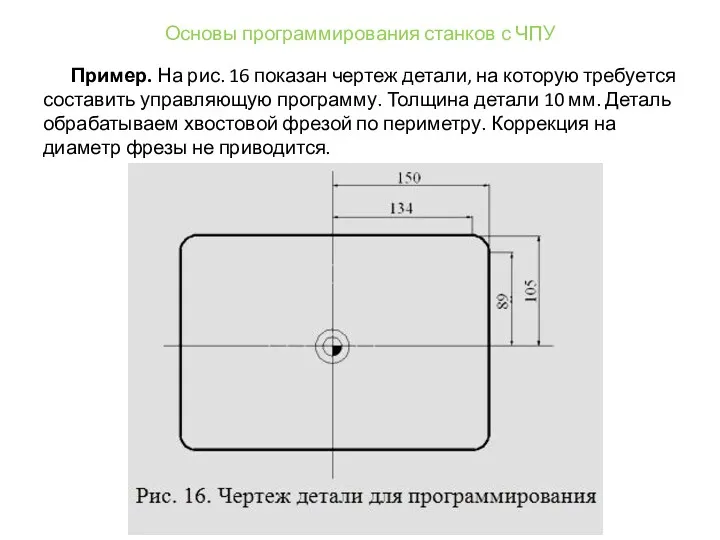
- 83. Основы программирования станков с ЧПУ Пример. На рис. 16 показан чертеж детали, на которую требуется составить
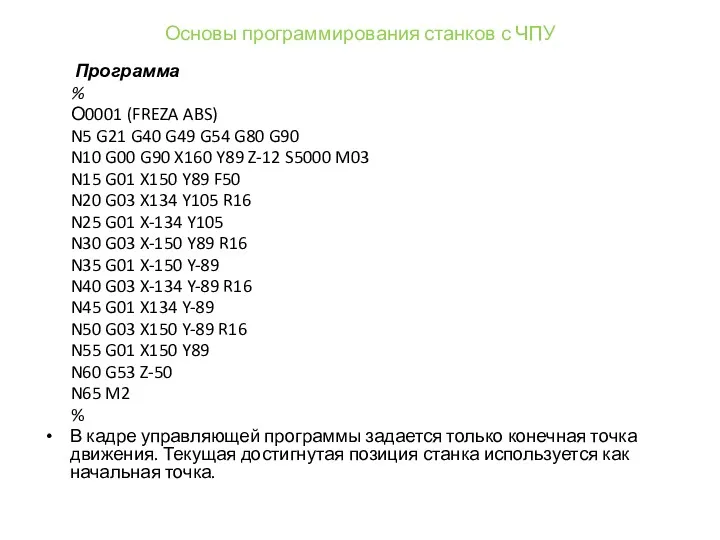
- 84. Основы программирования станков с ЧПУ Программа % О0001 (FREZA ABS) N5 G21 G40 G49 G54 G80
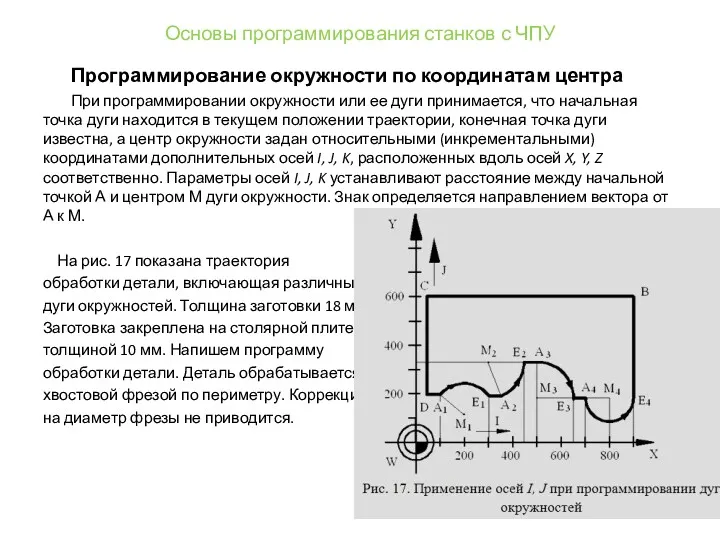
- 85. Основы программирования станков с ЧПУ Программирование окружности по координатам центра При программировании окружности или ее дуги
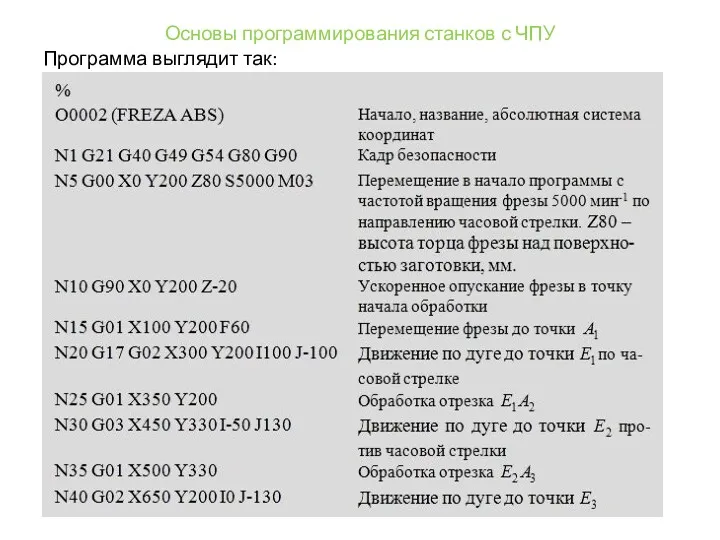
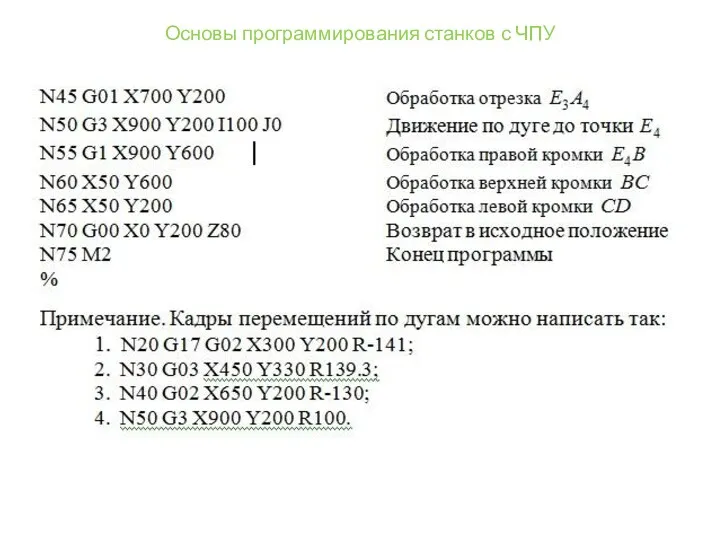
- 86. Основы программирования станков с ЧПУ Программа выглядит так:
- 87. Основы программирования станков с ЧПУ
- 88. Основы программирования станков с ЧПУ Можно составить программу для изготовления фасада для кухни с любым рисунком
- 89. Основы программирования станков с ЧПУ
- 90. Основы программирования станков с ЧПУ 4. Система координат детали Выбор системы координат детали Система координат детали
- 91. Основы программирования станков с ЧПУ Взаимосвязь систем координат Для обработки детали на станке заготовку кладут на
- 92. Основы программирования станков с ЧПУ 5. Система координат режущего инструмента Система координат режущего инструмента предназначена для
- 93. Основы программирования станков с ЧПУ При смене режущего инструмента, длина которого изменилась, производят определение его длины
- 94. Основы программирования станков с ЧПУ 6. Нулевая точка программы За нулевую точку РО программы принимают точку,
- 95. Основы программирования станков с ЧПУ 7. Коррекция размеров фрезы Коррекция диаметра фрезы Современные станки с ЧПУ
- 96. Основы программирования станков с ЧПУ Рис. 21. Схема эквидистантной коррекции на радиус фрезы Автоматическая коррекция радиуса
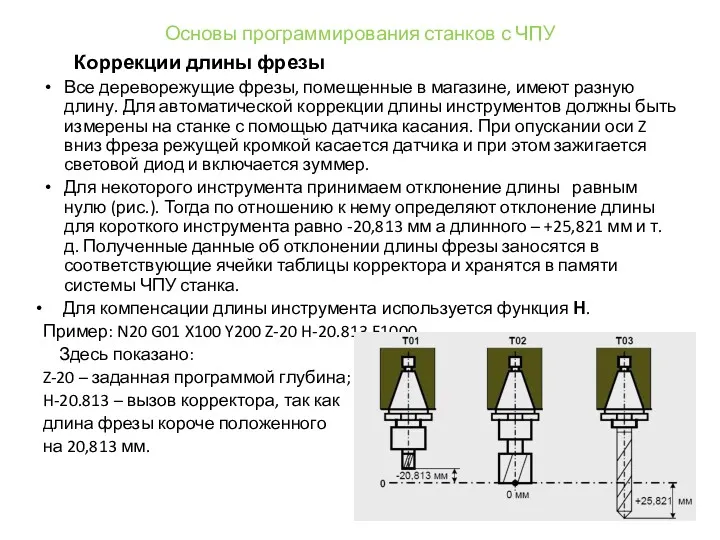
- 97. Основы программирования станков с ЧПУ Коррекции длины фрезы Все дереворежущие фрезы, помещенные в магазине, имеют разную
- 98. Основы программирования станков с ЧПУ Порядок ручного программирования Сбор информации Ручное программирование – трудоемкий процесс, его
- 99. Основы программирования станков с ЧПУ Этапы программирования 1. Определение координат точек контура детали 2. Выбор режущего
- 101. Скачать презентацию
Введение
Изобретателем станка с ЧПУ считается Джон Пэрсонс (John T. Parsons, США).
Введение
Изобретателем станка с ЧПУ считается Джон Пэрсонс (John T. Parsons, США).
Введение
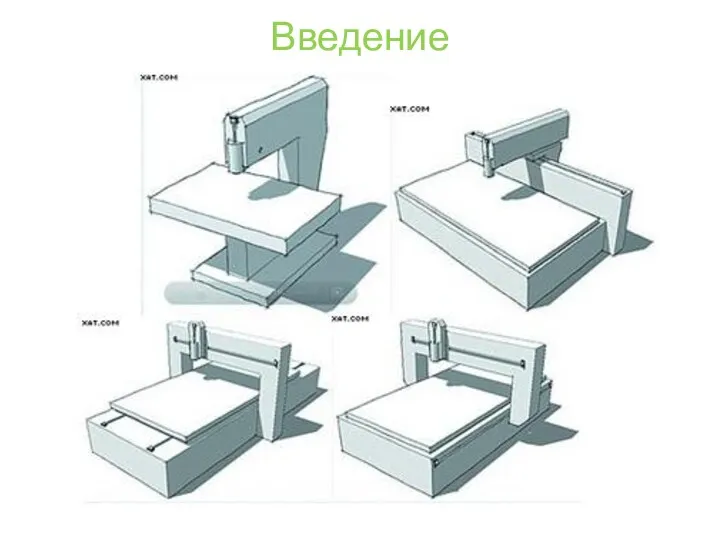
По назначению различают следующие типы станков:
– для форматной обработки, раскроя плитных
Введение
По назначению различают следующие типы станков:
– для форматной обработки, раскроя плитных
Введение
Введение

Фрезерный станка с ЧПУ ФС-3Ш
Фрезерный станка с ЧПУ ФС-3Ш

Угловой обрабатывающий центр с ЧПУ Wizard 4l
Угловой обрабатывающий центр с ЧПУ Wizard 4l

WEINIG Powermat 3000
WEINIG Powermat 3000

Сверлильно-присадочный станок с ЧПУ CNC 1000
Сверлильно-присадочный станок с ЧПУ CNC 1000

Обрабатывающий центр с ЧПУ EASY W
Обрабатывающий центр с ЧПУ EASY W

Обрабатывающий центр с ЧПУ SCM PRATIX N
Обрабатывающий центр с ЧПУ SCM PRATIX N
Введение
Работа оператора на станках с ЧПУ заключается в смене управляющих программ,
Введение
Работа оператора на станках с ЧПУ заключается в смене управляющих программ,
Введение
В жилищном строительстве станки с ЧПУ используются для оформление каминов, арок,
Введение
В жилищном строительстве станки с ЧПУ используются для оформление каминов, арок,

Введение
Введение
Конструкция фрезерных станков с ЧПУ
1. Общие сведения о станках
Станок с
Конструкция фрезерных станков с ЧПУ
1. Общие сведения о станках
Станок с
Конструкция фрезерных станков с ЧПУ
Обрабатывающий центр – распространенное название многооперационного станка
Конструкция фрезерных станков с ЧПУ
Обрабатывающий центр – распространенное название многооперационного станка
Конструкция фрезерных станков с ЧПУ
Станки с ЧПУ отличаются универсальностью. Один и
Конструкция фрезерных станков с ЧПУ
Станки с ЧПУ отличаются универсальностью. Один и
Конструкция фрезерных станков с ЧПУ
2. Классификация станков с ЧПУ
Станки с
Конструкция фрезерных станков с ЧПУ
2. Классификация станков с ЧПУ
Станки с
Конструкция фрезерных станков с ЧПУ
Деление по конструктивным признакам. Станки могут различаться
Конструкция фрезерных станков с ЧПУ
Деление по конструктивным признакам. Станки могут различаться
Конструкция фрезерных станков с ЧПУ
Деление по принципу управления. Различают следующие системы
Конструкция фрезерных станков с ЧПУ
Деление по принципу управления. Различают следующие системы
Конструкция фрезерных станков с ЧПУ
Позиционные системы ЧПУ обеспечивают высокоточное перемещение исполнительного
Конструкция фрезерных станков с ЧПУ
Позиционные системы ЧПУ обеспечивают высокоточное перемещение исполнительного
Конструкция фрезерных станков с ЧПУ
Деление по числу потоков информации. Системы ЧПУ
Конструкция фрезерных станков с ЧПУ
Деление по числу потоков информации. Системы ЧПУ
Конструкция фрезерных станков с ЧПУ
Деление по принципу задания программ. Программы пишут
Конструкция фрезерных станков с ЧПУ
Деление по принципу задания программ. Программы пишут
Конструкция фрезерных станков с ЧПУ
По числу одновременно управляемых координат различают следующие
Конструкция фрезерных станков с ЧПУ
По числу одновременно управляемых координат различают следующие
Конструкция фрезерных станков с ЧПУ
Деление по способу подготовки и ввода управляющей
Конструкция фрезерных станков с ЧПУ
Деление по способу подготовки и ввода управляющей
Конструкция фрезерных станков с ЧПУ
3. Конструкция станка с ЧПУ
Для решения практических
Конструкция фрезерных станков с ЧПУ
3. Конструкция станка с ЧПУ
Для решения практических

Конструкция фрезерных станков с ЧПУ
1 – рама;
2 – блок управления;
3
Конструкция фрезерных станков с ЧПУ
1 – рама;
2 – блок управления;
3
Конструкция фрезерных станков с ЧПУ
Станок предназначен для фрезерования и гравирования поверхностей
Конструкция фрезерных станков с ЧПУ
Станок предназначен для фрезерования и гравирования поверхностей

Конструкция фрезерных станков с ЧПУ
Рис. 2. Схема фрезерного станка:
1 – продольные
Конструкция фрезерных станков с ЧПУ
Рис. 2. Схема фрезерного станка:
1 – продольные
Конструкция фрезерных станков с ЧПУ
Основные технические характеристики
Размеры стола, мм ………………………………………900×900
Перемещения суппортов,
Конструкция фрезерных станков с ЧПУ
Основные технические характеристики
Размеры стола, мм ………………………………………900×900
Перемещения суппортов,
Конструкция фрезерных станков с ЧПУ
4. Функциональные механизмы станков
Станина
Современные станки
Конструкция фрезерных станков с ЧПУ
4. Функциональные механизмы станков
Станина
Современные станки
Конструкция фрезерных станков с ЧПУ
Механизм базирования заготовки
Механизм базирования станка состоит
Конструкция фрезерных станков с ЧПУ
Механизм базирования заготовки
Механизм базирования станка состоит

Конструкция фрезерных станков с ЧПУ
Направляющие оси
В качестве направляющих для перемещения
Конструкция фрезерных станков с ЧПУ
Направляющие оси
В качестве направляющих для перемещения

Конструкция фрезерных станков с ЧПУ
Ходовые винты
Ходовые винты обеспечивают перемещение суппортов по
Конструкция фрезерных станков с ЧПУ
Ходовые винты
Ходовые винты обеспечивают перемещение суппортов по
Конструкция фрезерных станков с ЧПУ
Двигатели
В станках с ЧПУ для выполнения
Конструкция фрезерных станков с ЧПУ
Двигатели
В станках с ЧПУ для выполнения
Конструкция фрезерных станков с ЧПУ
Одна пара полюсов выполнена из постоянных магнитов,
Конструкция фрезерных станков с ЧПУ
Одна пара полюсов выполнена из постоянных магнитов,
Конструкция фрезерных станков с ЧПУ
На рис. 5, б показан реверсивный шаговый
Конструкция фрезерных станков с ЧПУ
На рис. 5, б показан реверсивный шаговый
Конструкция фрезерных станков с ЧПУ
Серводвигатели. Современные высокоточные станки с ЧПУ оснащаются
Конструкция фрезерных станков с ЧПУ
Серводвигатели. Современные высокоточные станки с ЧПУ оснащаются
Конструкция фрезерных станков с ЧПУ
Опоры шпинделя должны обеспечить точность шпинделя в
Конструкция фрезерных станков с ЧПУ
Опоры шпинделя должны обеспечить точность шпинделя в
Конструкция фрезерных станков с ЧПУ
Магазин инструментов
Сменный режущий инструмент и
Конструкция фрезерных станков с ЧПУ
Магазин инструментов
Сменный режущий инструмент и
Конструкция фрезерных станков с ЧПУ
5. Система ЧПУ
Общие сведения
Станки с ЧПУ в
Конструкция фрезерных станков с ЧПУ
5. Система ЧПУ
Общие сведения
Станки с ЧПУ в
Конструкция фрезерных станков с ЧПУ
В современных станках с ЧПУ типа CNC
Конструкция фрезерных станков с ЧПУ
В современных станках с ЧПУ типа CNC
Конструкция фрезерных станков с ЧПУ
Системы числового программного управления (СЧПУ) - это
Конструкция фрезерных станков с ЧПУ
Системы числового программного управления (СЧПУ) - это
Конструкция фрезерных станков с ЧПУ
Подсистема управления
Подсистема управления является центральной частью
Конструкция фрезерных станков с ЧПУ
Подсистема управления
Подсистема управления является центральной частью
Конструкция фрезерных станков с ЧПУ
Контроллер – это электронное устройство управления электроавтоматикой
Конструкция фрезерных станков с ЧПУ
Контроллер – это электронное устройство управления электроавтоматикой
Конструкция фрезерных станков с ЧПУ
Таким образом, программа в компьютере должна знать
Конструкция фрезерных станков с ЧПУ
Таким образом, программа в компьютере должна знать
Конструкция фрезерных станков с ЧПУ
Подсистема обратной связи
Подсистема обратной связи обеспечивает подсистему
Конструкция фрезерных станков с ЧПУ
Подсистема обратной связи
Подсистема обратной связи обеспечивает подсистему

Конструкция фрезерных станков с ЧПУ
Известно много устройств обратной связи. Одно из
Конструкция фрезерных станков с ЧПУ
Известно много устройств обратной связи. Одно из
Конструкция фрезерных станков с ЧПУ
Управление станком
Управление открытыми подсистемами станка осуществляется с
Конструкция фрезерных станков с ЧПУ
Управление станком
Управление открытыми подсистемами станка осуществляется с
Конструкция фрезерных станков с ЧПУ
Программа обеспечивает следующие режимы работы и состояния.
Автоматический
Конструкция фрезерных станков с ЧПУ
Программа обеспечивает следующие режимы работы и состояния.
Автоматический
Конструкция фрезерных станков с ЧПУ
Окно программы VicStudioTM
Включение и выключение станка выполняется
Конструкция фрезерных станков с ЧПУ
Окно программы VicStudioTM
Включение и выключение станка выполняется
Конструкция фрезерных станков с ЧПУ
Конструкция фрезерных станков с ЧПУ
Конструкция фрезерных станков с ЧПУ
На панели инструментов расположены кнопки:
– –
Конструкция фрезерных станков с ЧПУ
На панели инструментов расположены кнопки:
– –
Конструкция фрезерных станков с ЧПУ
Ручное управление
Справа внизу окна VicStudioTM расположено окно
Конструкция фрезерных станков с ЧПУ
Ручное управление
Справа внизу окна VicStudioTM расположено окно
Конструкция фрезерных станков с ЧПУ
6. Система координат станка
Конструкцией станка с
Конструкция фрезерных станков с ЧПУ
6. Система координат станка
Конструкцией станка с
Конструкция фрезерных станков с ЧПУ
Действительное перемещение по координатным осям ограничено конечными
Конструкция фрезерных станков с ЧПУ
Действительное перемещение по координатным осям ограничено конечными
Конструкция фрезерных станков с ЧПУ
7. Направления осей координат
Положительные направления осей
Конструкция фрезерных станков с ЧПУ
7. Направления осей координат
Положительные направления осей
Конструкция фрезерных станков с ЧПУ
Направление осей координат определяется правилом правой руки:
Конструкция фрезерных станков с ЧПУ
Направление осей координат определяется правилом правой руки:
Конструкция фрезерных станков с ЧПУ
Взаимосвязь систем координат
Для обработки детали на станке
Конструкция фрезерных станков с ЧПУ
Взаимосвязь систем координат
Для обработки детали на станке
Конструкция фрезерных станков с ЧПУ
Расстояние между нулем станка M и нулем
Конструкция фрезерных станков с ЧПУ
Расстояние между нулем станка M и нулем
Основы программирования станков с ЧПУ
Основы программирования станков с ЧПУ
1. Управляющая программа
На
Основы программирования станков с ЧПУ
Основы программирования станков с ЧПУ
1. Управляющая программа
На
Основы программирования станков с ЧПУ
В практической работе технолога программиста используется три
Основы программирования станков с ЧПУ
В практической работе технолога программиста используется три
Основы программирования станков с ЧПУ
Кадр представляет собой часть управляющей программы,
Основы программирования станков с ЧПУ
Кадр представляет собой часть управляющей программы,
Основы программирования станков с ЧПУ
Синтаксис кадра, т.е. порядок, способ соединения слов
Основы программирования станков с ЧПУ
Синтаксис кадра, т.е. порядок, способ соединения слов
Основы программирования станков с ЧПУ
Слово данных состоит из адреса (прописной буквы
Основы программирования станков с ЧПУ
Слово данных состоит из адреса (прописной буквы
Адреса и их функции
Адреса и их функции
Адреса и их функции
Адреса и их функции
Основы программирования станков с ЧПУ
Пример структуры управляющей программы.
Основы программирования станков с ЧПУ
Пример структуры управляющей программы.
Основы программирования станков с ЧПУ
Подготовительные функции
На международном рынке станков с ЧПУ
Основы программирования станков с ЧПУ
Подготовительные функции
На международном рынке станков с ЧПУ
Основы программирования станков с ЧПУ
Основы программирования станков с ЧПУ
Основы программирования станков с ЧПУ
Основы программирования станков с ЧПУ
Основы программирования станков с ЧПУ
Технологическая информация
Технологическая информация содержит слова подачи F,
Основы программирования станков с ЧПУ
Технологическая информация
Технологическая информация содержит слова подачи F,
Основы программирования станков с ЧПУ
Слово данных режущего инструмента Т состоит из
Основы программирования станков с ЧПУ
Слово данных режущего инструмента Т состоит из
Основы программирования станков с ЧПУ
Основы программирования станков с ЧПУ
Основы программирования станков с ЧПУ
2. Контрольные точки траектории движения
Каждое изделие в
Основы программирования станков с ЧПУ
2. Контрольные точки траектории движения
Каждое изделие в
Основы программирования станков с ЧПУ
Основы программирования станков с ЧПУ
Основы программирования станков с ЧПУ
Основы программирования станков с ЧПУ
Основы программирования станков с ЧПУ
Комментарии к программе. 1. О0001 (PAZ ABS)
Основы программирования станков с ЧПУ
Комментарии к программе. 1. О0001 (PAZ ABS)
Основы программирования станков с ЧПУ
3. Интерполяция
Линейная интерполяция
Прямолинейную траекторию перемещения режущего инструмента
Основы программирования станков с ЧПУ
3. Интерполяция
Линейная интерполяция
Прямолинейную траекторию перемещения режущего инструмента
Основы программирования станков с ЧПУ
Управляющая программа записывается кадрами. Если перемещение режущего
Основы программирования станков с ЧПУ
Управляющая программа записывается кадрами. Если перемещение режущего
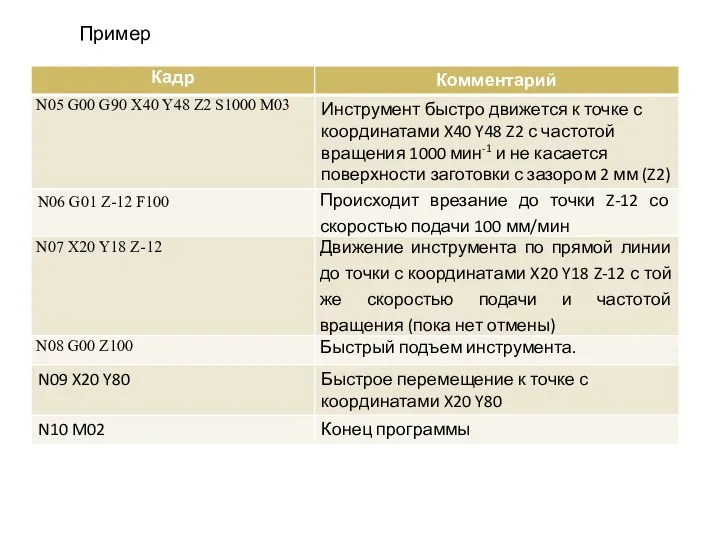
Пример
Пример
Основы программирования станков с ЧПУ
Круговая интерполяция
При обработке деталей из древесины часто
Основы программирования станков с ЧПУ
Круговая интерполяция
При обработке деталей из древесины часто
Основы программирования станков с ЧПУ
При перемещении по дуге окружности выполняется линейная
Основы программирования станков с ЧПУ
При перемещении по дуге окружности выполняется линейная
Основы программирования станков с ЧПУ
Программирование окружности по радиусу
Пусть на чертеже изделия
Основы программирования станков с ЧПУ
Программирование окружности по радиусу
Пусть на чертеже изделия
Основы программирования станков с ЧПУ
Пример. На рис. 16 показан чертеж детали,
Основы программирования станков с ЧПУ
Пример. На рис. 16 показан чертеж детали,
Основы программирования станков с ЧПУ
Программа
%
О0001 (FREZA ABS)
N5 G21 G40 G49
Основы программирования станков с ЧПУ
Программа
%
О0001 (FREZA ABS)
N5 G21 G40 G49
Основы программирования станков с ЧПУ
Программирование окружности по координатам центра
При программировании окружности
Основы программирования станков с ЧПУ
Программирование окружности по координатам центра
При программировании окружности
Основы программирования станков с ЧПУ
Программа выглядит так:
Основы программирования станков с ЧПУ
Программа выглядит так:
Основы программирования станков с ЧПУ
Основы программирования станков с ЧПУ

Основы программирования станков с ЧПУ
Можно составить программу для изготовления фасада для
Основы программирования станков с ЧПУ
Можно составить программу для изготовления фасада для

Основы программирования станков с ЧПУ
Основы программирования станков с ЧПУ
Основы программирования станков с ЧПУ
4. Система координат детали
Выбор системы координат
Основы программирования станков с ЧПУ
4. Система координат детали
Выбор системы координат
Основы программирования станков с ЧПУ
Взаимосвязь систем координат
Для обработки детали на станке
Основы программирования станков с ЧПУ
Взаимосвязь систем координат
Для обработки детали на станке

Основы программирования станков с ЧПУ
5. Система координат режущего инструмента
Система координат режущего
Основы программирования станков с ЧПУ
5. Система координат режущего инструмента
Система координат режущего
Основы программирования станков с ЧПУ
При смене режущего инструмента, длина которого изменилась,
Основы программирования станков с ЧПУ
При смене режущего инструмента, длина которого изменилась,
Основы программирования станков с ЧПУ
6. Нулевая точка программы
За нулевую точку РО
Основы программирования станков с ЧПУ
6. Нулевая точка программы
За нулевую точку РО
Основы программирования станков с ЧПУ
7. Коррекция размеров фрезы
Коррекция диаметра фрезы
Современные
Основы программирования станков с ЧПУ
7. Коррекция размеров фрезы
Коррекция диаметра фрезы
Современные

Основы программирования станков с ЧПУ
Рис. 21. Схема эквидистантной коррекции на радиус
Основы программирования станков с ЧПУ
Рис. 21. Схема эквидистантной коррекции на радиус
Основы программирования станков с ЧПУ
Коррекции длины фрезы
Все дереворежущие фрезы, помещенные
Основы программирования станков с ЧПУ
Коррекции длины фрезы
Все дереворежущие фрезы, помещенные
Основы программирования станков с ЧПУ
Порядок ручного программирования
Сбор информации
Ручное программирование –
Основы программирования станков с ЧПУ
Порядок ручного программирования
Сбор информации
Ручное программирование –
Основы программирования станков с ЧПУ
Этапы программирования
1. Определение координат точек контура детали
2.
Основы программирования станков с ЧПУ
Этапы программирования
1. Определение координат точек контура детали
2.
 Развитие системы образования в России в XVIII в.
Развитие системы образования в России в XVIII в. электронное портфолио
электронное портфолио Презентация Города - герои
Презентация Города - герои Механические колебания и волны
Механические колебания и волны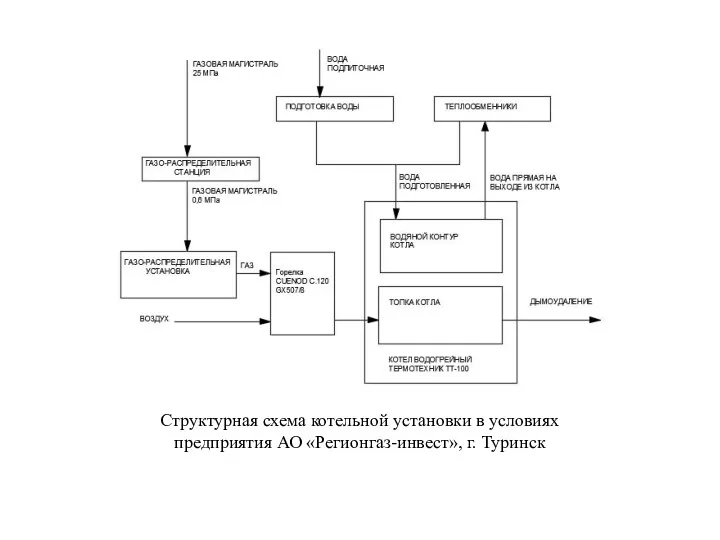 Структурная схема котельной установки в условиях предприятия АО Регионгаз-инвест, г. Туринск
Структурная схема котельной установки в условиях предприятия АО Регионгаз-инвест, г. Туринск Отчетно-выборная конференция совета обучающихся землеустроительного факультета
Отчетно-выборная конференция совета обучающихся землеустроительного факультета Технология монтажа установок электрического освещения
Технология монтажа установок электрического освещения Экзогенная серия Осадочная группа
Экзогенная серия Осадочная группа Практика Левченко
Практика Левченко Математика. Задачи. Лекция 12
Математика. Задачи. Лекция 12 Памятники, памятные места и памятные знаки Отечественной войны 1812 года.
Памятники, памятные места и памятные знаки Отечественной войны 1812 года. Классный час в 1 классе Блокада Ленинграда
Классный час в 1 классе Блокада Ленинграда Гигиеническая оценка зерновых и бобовых продуктов. Санитарная экспертиза хлеба
Гигиеническая оценка зерновых и бобовых продуктов. Санитарная экспертиза хлеба Типы, переменные, управляющие инструкции. Обёртки примитивных типов. (Тема 2.4)
Типы, переменные, управляющие инструкции. Обёртки примитивных типов. (Тема 2.4) Серебро. Соединения серебра
Серебро. Соединения серебра Самоуправление в начальной школе
Самоуправление в начальной школе ууд классификация
ууд классификация Презентация первые в космосе
Презентация первые в космосе Рак ободочной кишки
Рак ободочной кишки Право в системе социальных норм. 10 класс
Право в системе социальных норм. 10 класс Муляр. Найдревніша професія людства
Муляр. Найдревніша професія людства Цивилизации Древнего Востока. Античная цивилизация. Введение в дисциплину. Лекция 1
Цивилизации Древнего Востока. Античная цивилизация. Введение в дисциплину. Лекция 1 Бизнес-план создания предприятия специализирующего на предоставлении услуг гостиничного сервиса
Бизнес-план создания предприятия специализирующего на предоставлении услуг гостиничного сервиса 710ec32c3e470474
710ec32c3e470474 Классификация дефектов трубопровода
Классификация дефектов трубопровода Индивидуальные средства защиты кожи
Индивидуальные средства защиты кожи История Московского Кремля
История Московского Кремля Нравственно-патриотическое воспитание
Нравственно-патриотическое воспитание