- Державки для внутреннего точения. Выбор и особенности применения

Содержание
- 2. Факторы выбора инструмента при расточке Геометрия Угол в плане Форма пластины, негат./позит. Геометрия Радиус при вершине
- 3. Влияние сил резания Радиальная и тангенциальная силы Тангенциальная составляющая Отгибает инструмент вниз, от линии центров Уменьшает
- 4. Выбор угла в плане Необходимо выбирать инструменты с углом в плане близком 90° Если возможно не
- 5. Расточка/подрезка торца Профильное точение Расточка Профильное точение Обратная расточка Внутреннее точение Четыре основных области применения
- 6. Внутреннее точение Рекомендации по выбору пластин в зависимости от типа обработки
- 7. Выбор формы пластины Позитивное исполнение обеспечивает меньший отжим и силы резания Позитивное исполнение позволяет снизить силы
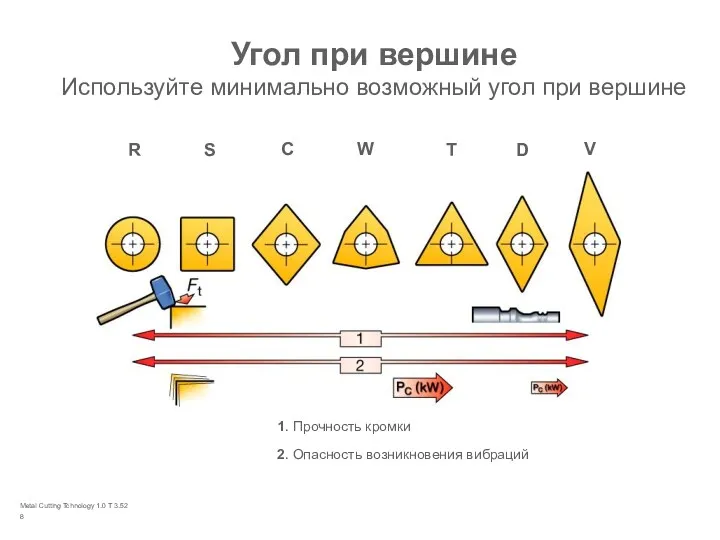
- 8. Metal Cutting Tchnology 1.0 T 3.52 Угол при вершине Используйте минимально возможный угол при вершине 1.
- 9. Глубина резания и радиус при вершине Как маленькая так и большая глубина резания и подача могут
- 10. Закрепление расточных оправок Жесткость закрепления обеспечивает работу без вибраций Необходимо, чтобы площадь контакта между державкой и
- 11. Эвакуация стружки Для успешной расточки Центробежная сила прижимает стружку к стенкам отверстия Стружка может повредить инструмент
- 12. Рекомендуемый вылет инструмента Максимальный вылет для различных типов резцов 1. Стальная оправка (до 4 x D
- 14. Скачать презентацию

Факторы выбора инструмента при расточке
Геометрия
Угол в плане
Форма пластины, негат./позит.
Геометрия
Радиус при вершине
Эвакуация
Факторы выбора инструмента при расточке
Геометрия
Угол в плане
Форма пластины, негат./позит.
Геометрия
Радиус при вершине
Эвакуация

Влияние сил резания
Радиальная и тангенциальная силы
Тангенциальная составляющая
Отгибает инструмент вниз, от
Влияние сил резания
Радиальная и тангенциальная силы
Тангенциальная составляющая
Отгибает инструмент вниз, от
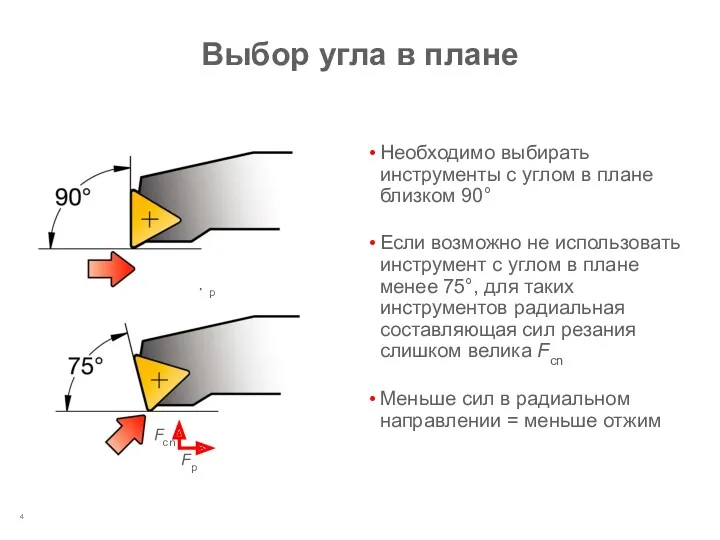
Выбор угла в плане
Необходимо выбирать инструменты с углом в плане близком
Выбор угла в плане
Необходимо выбирать инструменты с углом в плане близком
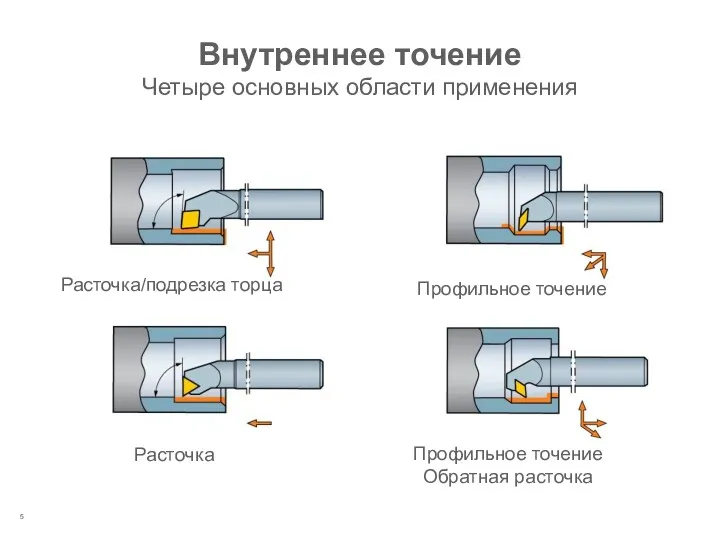
Расточка/подрезка торца
Профильное точение
Расточка
Профильное точение
Обратная расточка
Внутреннее точение
Четыре основных области применения
Расточка/подрезка торца
Профильное точение
Расточка
Профильное точение
Обратная расточка
Внутреннее точение
Четыре основных области применения
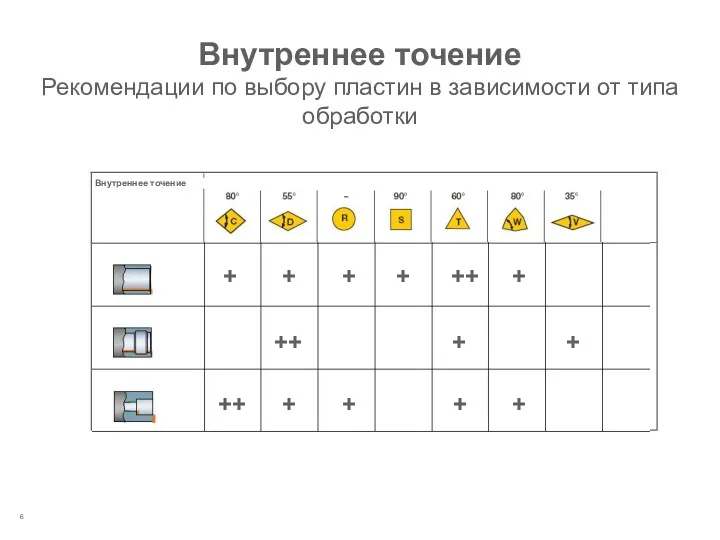
Внутреннее точение
Рекомендации по выбору пластин в зависимости от типа обработки
Внутреннее точение
Рекомендации по выбору пластин в зависимости от типа обработки

Выбор формы пластины
Позитивное исполнение обеспечивает меньший отжим и силы резания
Позитивное исполнение
Выбор формы пластины
Позитивное исполнение обеспечивает меньший отжим и силы резания
Позитивное исполнение
Metal Cutting Tchnology 1.0 T 3.52
Угол при вершине
Используйте минимально возможный угол
Metal Cutting Tchnology 1.0 T 3.52
Угол при вершине Используйте минимально возможный угол
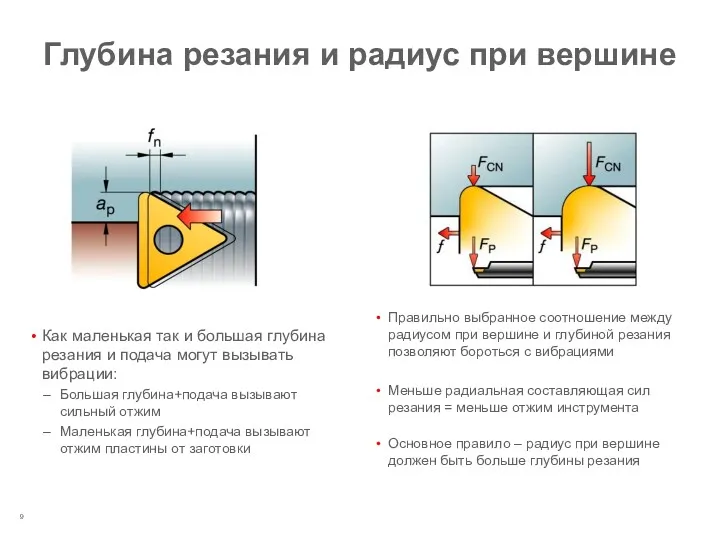
Глубина резания и радиус при вершине
Как маленькая так и большая глубина
Глубина резания и радиус при вершине
Как маленькая так и большая глубина
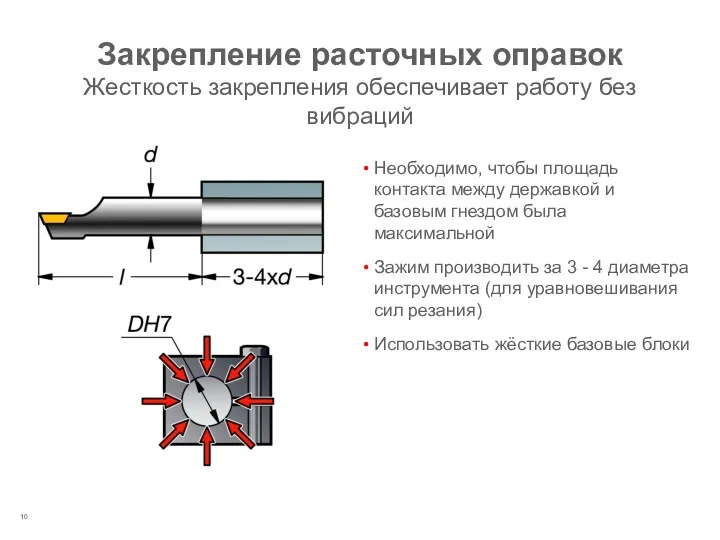
Закрепление расточных оправок
Жесткость закрепления обеспечивает работу без вибраций
Необходимо, чтобы площадь
Закрепление расточных оправок
Жесткость закрепления обеспечивает работу без вибраций
Необходимо, чтобы площадь

Эвакуация стружки
Для успешной расточки
Центробежная сила прижимает стружку к стенкам отверстия
Стружка
Эвакуация стружки
Для успешной расточки
Центробежная сила прижимает стружку к стенкам отверстия
Стружка
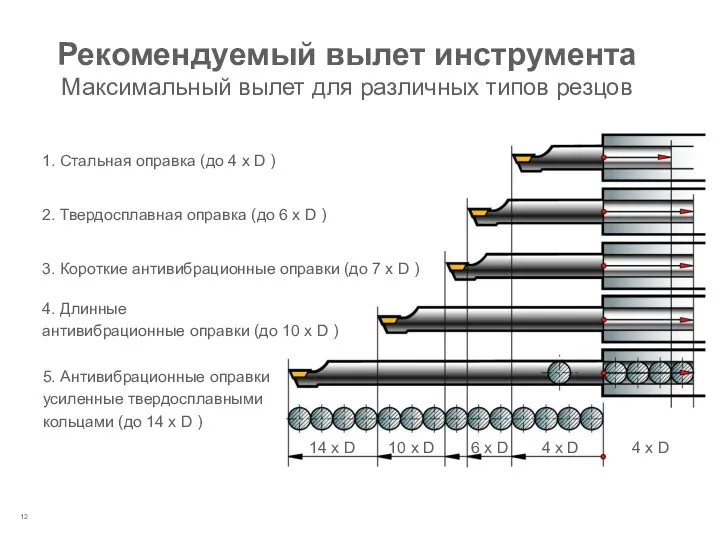
Рекомендуемый вылет инструмента
Максимальный вылет для различных типов резцов
1. Стальная оправка (до
Рекомендуемый вылет инструмента
Максимальный вылет для различных типов резцов
1. Стальная оправка (до
 Антимикробная пленка для любых поверхностей
Антимикробная пленка для любых поверхностей Коробочный страховой продукт Привет, сосед
Коробочный страховой продукт Привет, сосед Виды стоматологических имплантов
Виды стоматологических имплантов Происшествия со смертельным исходом в подрядных организациях ОГ блока РиД
Происшествия со смертельным исходом в подрядных организациях ОГ блока РиД Просто замовити тюк
Просто замовити тюк Имя прилагательное. Изменение по родам и числам
Имя прилагательное. Изменение по родам и числам Символика России
Символика России Металлические контейнеры Гудпак MB5 для синтетического каучука
Металлические контейнеры Гудпак MB5 для синтетического каучука Прототипирование ЧПУ станка с возможностью замены рабочих органов
Прототипирование ЧПУ станка с возможностью замены рабочих органов Цветы своими руками из бумаги
Цветы своими руками из бумаги ЛРД
ЛРД Вимикачі високої напруги
Вимикачі високої напруги Неалкогольная жировая болезнь печени
Неалкогольная жировая болезнь печени Дидактическая игра Овощи.
Дидактическая игра Овощи.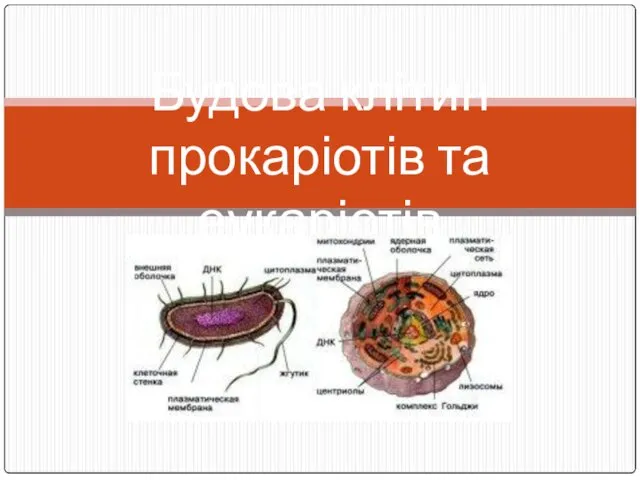 Будова клітин прокаріотів та еукаріотів
Будова клітин прокаріотів та еукаріотів Аналого-цифровые и цифроаналоговые преобразователи
Аналого-цифровые и цифроаналоговые преобразователи Мастер-класс Культурное наследие
Мастер-класс Культурное наследие Город - место жительства горожан
Город - место жительства горожан Увлекательная викторина для начальной школы В царстве растений.
Увлекательная викторина для начальной школы В царстве растений. Угадай страну
Угадай страну Презентация к уроку технологии Цветок из салфеток 3 класс.
Презентация к уроку технологии Цветок из салфеток 3 класс. Види світлофорів на залізниці
Види світлофорів на залізниці Позитивное мышление
Позитивное мышление Круговорот воды в природе
Круговорот воды в природе Родительское собрание. Готовность ребенка к школе
Родительское собрание. Готовность ребенка к школе О компании История UZTEX Group
О компании История UZTEX Group Написание сочинения-рассуждения
Написание сочинения-рассуждения Классификация гидротурбин
Классификация гидротурбин