- Дослідження ультразвукового методу контролю дефектів металевих виробів

Содержание
- 2. Актуальність теми В теперішній час найбільш розповсюдженим методом виявлення внутрішніх дефектів металевих виробів є ультразвуковий контроль,
- 3. Мета і задачі дослідження Мета дипломної магістерської роботи – дослідження методів підвищення чутливості та інформативності ультразвукового
- 4. Об’єкт дослідження Процес контролю технічного стану металевих виробів. Предмет дослідження Удосконалені методи та засоби ультразвукового контролю
- 5. Наукова новизна отриманих результатів удосконалено ультразвуковий безконтактний метод , застосування якого дозволяє розширити діапазон вимірювання та
- 6. РОЗДІЛ 1 АНАЛІЗ СУЧАСНИХ МЕТОДІВ ТА ЗАСОБІВ КОНТРОЛЮ ДЕФЕКТІВ Схема визначення технічного стану металевих виробів та
- 7. Причини відмов трубопроводів
- 8. Методи відбиття: а - луна-метод; б - луна-дзеркальний; в - дельта метод; г - ревербераційний метод;
- 9. Схема ультразвукового контролю RATT методом Контроль за методом ААТТ з одним кутом вводу Контроль методом ААТТ
- 10. РОЗДІЛ 2 ДОСЛІДЖЕННЯ УЛЬТРАЗВУКОВИХ СКЛАДЕНИХ П’ЄЗОЕЛЕКТРИЧНИХ ПЕРЕТВОРЮВАЧІВ Формування ультразвукового поля за допомогою часових затримок: 1 -
- 11. Спрямованості ультразвукового поля при зміні кількості п’єзоелементів: а) N=4, б) N=8, в) N=16
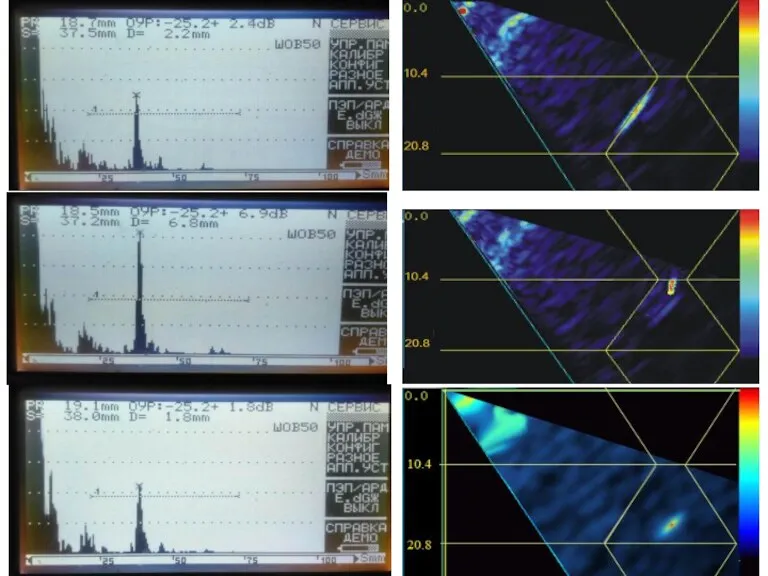
- 12. Акустичне зображення, отримане на екрані дефектоскопа за допомогою СПЕП
- 13. РОЗДІЛ 3 ЕКСПЕРИМЕНТАЛЬНІ ДОСЛІДЖЕННЯ УЛЬТРАЗВУКОВИХ СКЛАДЕНИХ П’ЄЗОЕЛЕКТРИЧНИХ ПЕРЕТВОРЮВАЧІВ ДЛЯ КОНТРОЛЮ ДЕФЕКТІВ Дослідні зразки для визначення чутливості
- 14. Представлення усереднених результатів опрацювання знімка ультразвукового контролю в межах виділеної області програмним продуктом Image J
- 15. Проведення експериментальних досліджень контролю дефектів зварного з’єднання
- 17. РОЗДІЛ 4 ДОСЛІДЖЕННЯ УЛЬТРАЗВУКОВОГО МЕТОДУ КОНТРОЛЮ ДЕФЕКТІВ
- 18. Результати для визначення критерію W Значення критерію W розраховуємо за наступним виразом
- 19. Значення абсолютної та відносної випадкової похибки вимірювань геометричних розмірів дефектів металевих виробів та конструкцій
- 21. Скачать презентацию
Актуальність теми
В теперішній час найбільш розповсюдженим методом виявлення внутрішніх дефектів металевих
Актуальність теми
В теперішній час найбільш розповсюдженим методом виявлення внутрішніх дефектів металевих
Мета і задачі дослідження
Мета дипломної магістерської роботи – дослідження методів підвищення
Мета і задачі дослідження
Мета дипломної магістерської роботи – дослідження методів підвищення
Об’єкт дослідження
Процес контролю технічного стану металевих виробів.
Предмет дослідження
Удосконалені методи та засоби
Об’єкт дослідження
Процес контролю технічного стану металевих виробів.
Предмет дослідження
Удосконалені методи та засоби
Наукова новизна отриманих результатів
удосконалено ультразвуковий безконтактний метод , застосування якого
Наукова новизна отриманих результатів
удосконалено ультразвуковий безконтактний метод , застосування якого
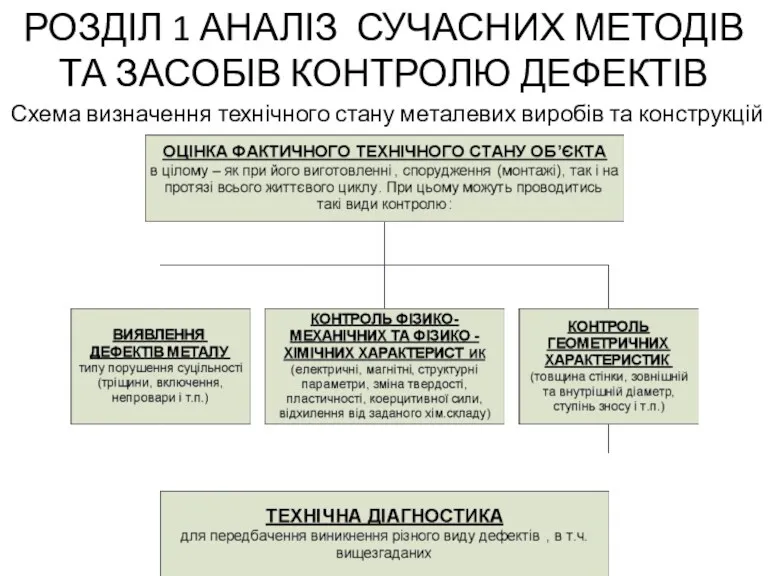
РОЗДІЛ 1 АНАЛІЗ СУЧАСНИХ МЕТОДІВ ТА ЗАСОБІВ КОНТРОЛЮ ДЕФЕКТІВ
Схема визначення
РОЗДІЛ 1 АНАЛІЗ СУЧАСНИХ МЕТОДІВ ТА ЗАСОБІВ КОНТРОЛЮ ДЕФЕКТІВ
Схема визначення
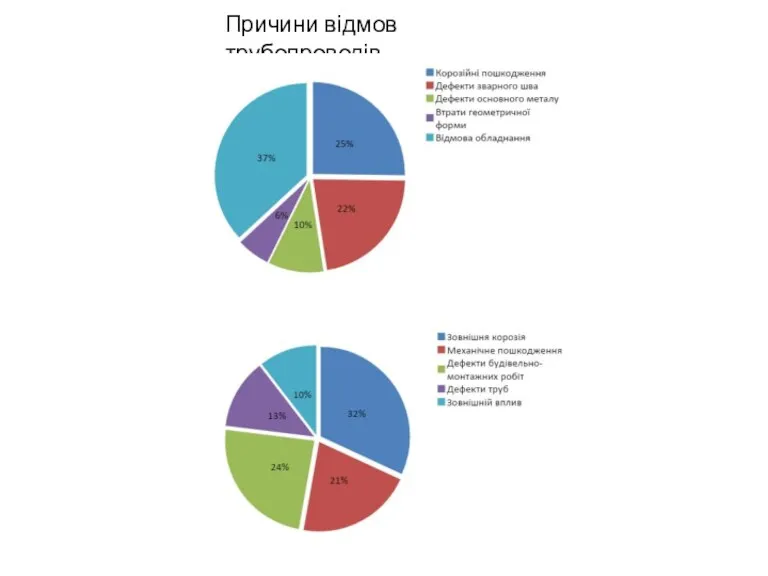
Причини відмов трубопроводів
Причини відмов трубопроводів

Методи відбиття: а - луна-метод; б - луна-дзеркальний; в - дельта
Методи відбиття: а - луна-метод; б - луна-дзеркальний; в - дельта
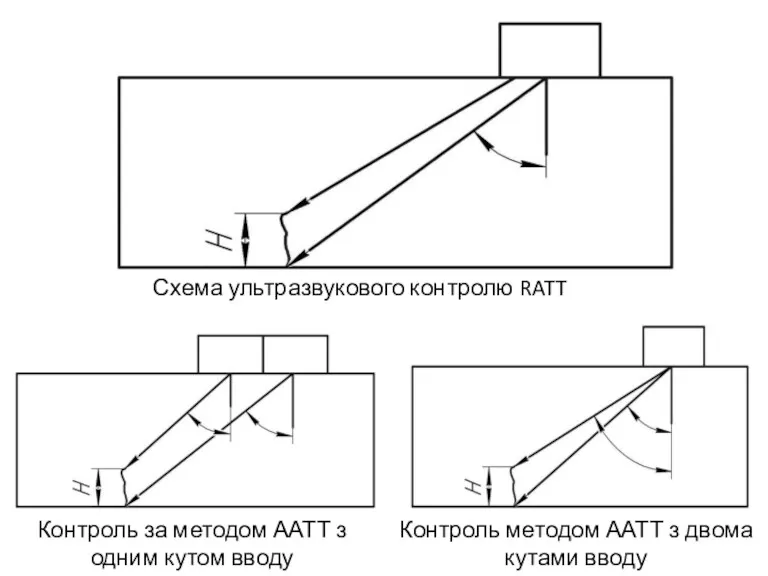
Схема ультразвукового контролю RATT методом
Контроль за методом ААТТ з одним кутом
Схема ультразвукового контролю RATT методом
Контроль за методом ААТТ з одним кутом
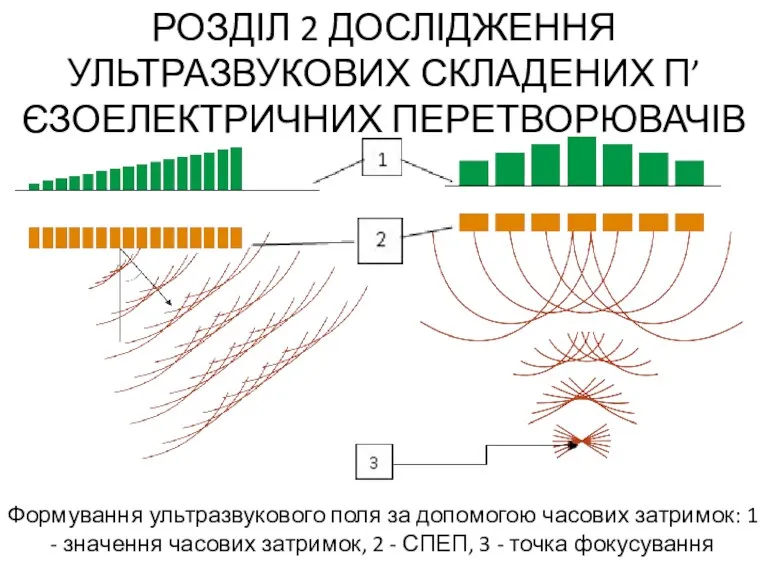
РОЗДІЛ 2 ДОСЛІДЖЕННЯ УЛЬТРАЗВУКОВИХ СКЛАДЕНИХ П’ЄЗОЕЛЕКТРИЧНИХ ПЕРЕТВОРЮВАЧІВ
Формування ультразвукового поля за допомогою
РОЗДІЛ 2 ДОСЛІДЖЕННЯ УЛЬТРАЗВУКОВИХ СКЛАДЕНИХ П’ЄЗОЕЛЕКТРИЧНИХ ПЕРЕТВОРЮВАЧІВ
Формування ультразвукового поля за допомогою
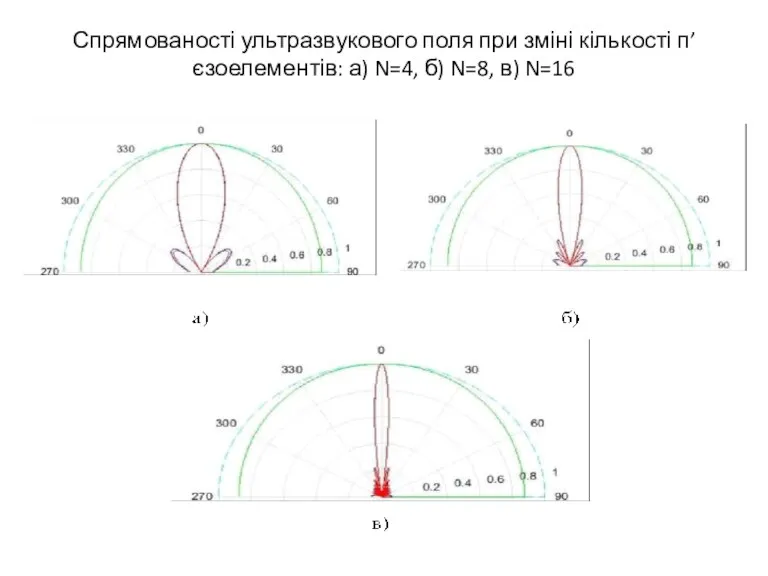
Спрямованості ультразвукового поля при зміні кількості п’єзоелементів: а) N=4, б) N=8,
Спрямованості ультразвукового поля при зміні кількості п’єзоелементів: а) N=4, б) N=8,
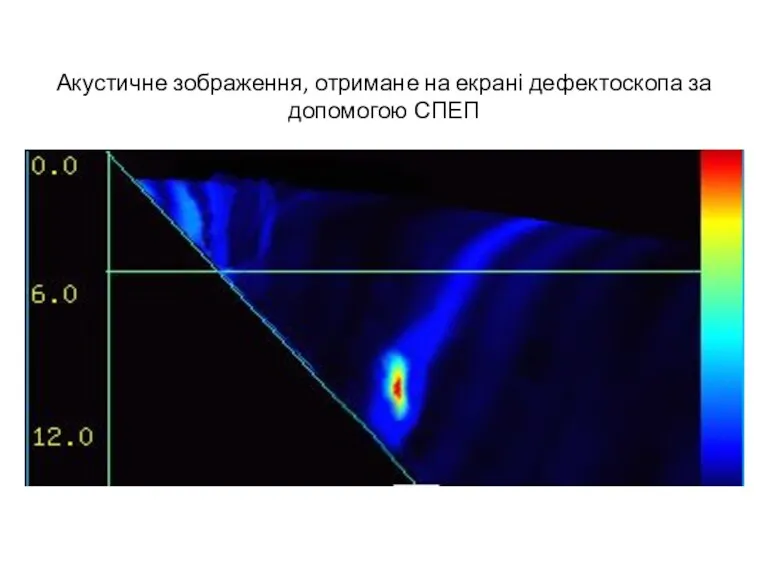
Акустичне зображення, отримане на екрані дефектоскопа за допомогою СПЕП
Акустичне зображення, отримане на екрані дефектоскопа за допомогою СПЕП
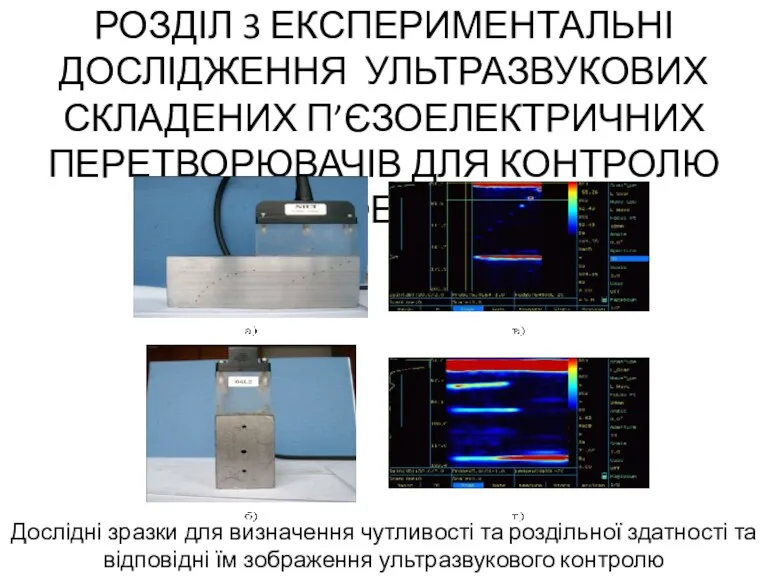
РОЗДІЛ 3 ЕКСПЕРИМЕНТАЛЬНІ ДОСЛІДЖЕННЯ УЛЬТРАЗВУКОВИХ СКЛАДЕНИХ П’ЄЗОЕЛЕКТРИЧНИХ ПЕРЕТВОРЮВАЧІВ ДЛЯ КОНТРОЛЮ ДЕФЕКТІВ
Дослідні
РОЗДІЛ 3 ЕКСПЕРИМЕНТАЛЬНІ ДОСЛІДЖЕННЯ УЛЬТРАЗВУКОВИХ СКЛАДЕНИХ П’ЄЗОЕЛЕКТРИЧНИХ ПЕРЕТВОРЮВАЧІВ ДЛЯ КОНТРОЛЮ ДЕФЕКТІВ
Дослідні
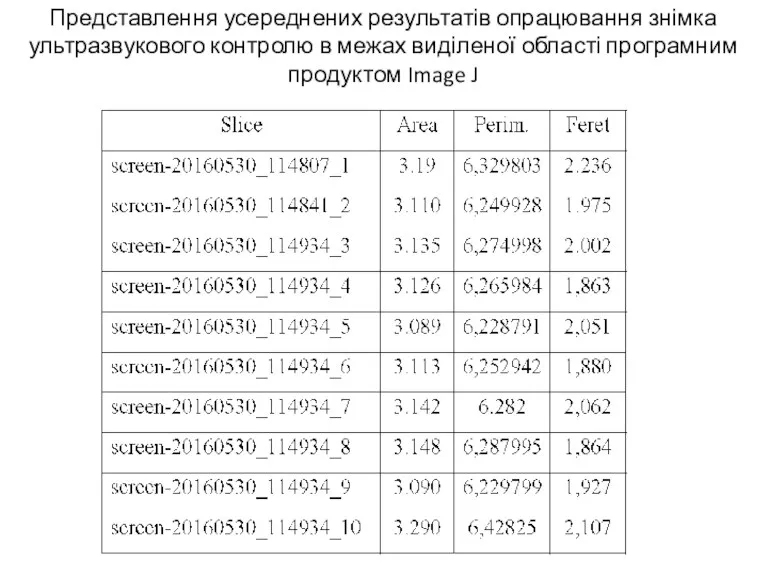
Представлення усереднених результатів опрацювання знімка ультразвукового контролю в межах виділеної області
Представлення усереднених результатів опрацювання знімка ультразвукового контролю в межах виділеної області
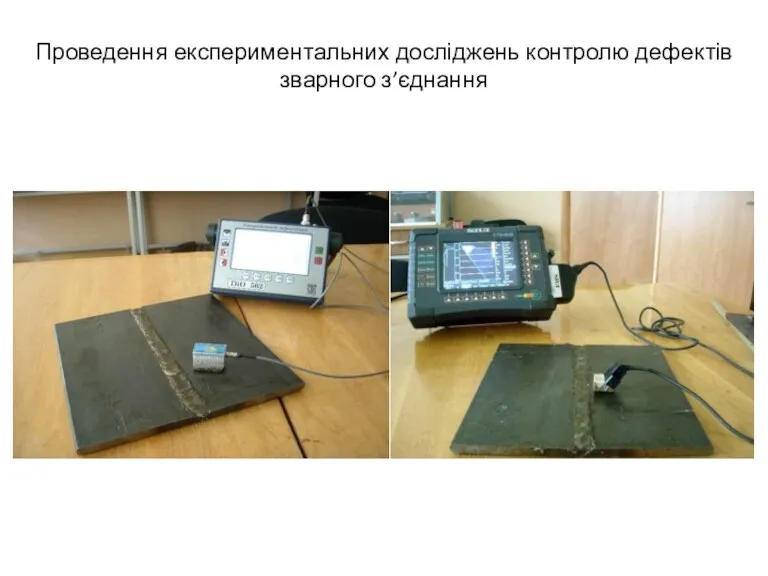
Проведення експериментальних досліджень контролю дефектів зварного з’єднання
Проведення експериментальних досліджень контролю дефектів зварного з’єднання
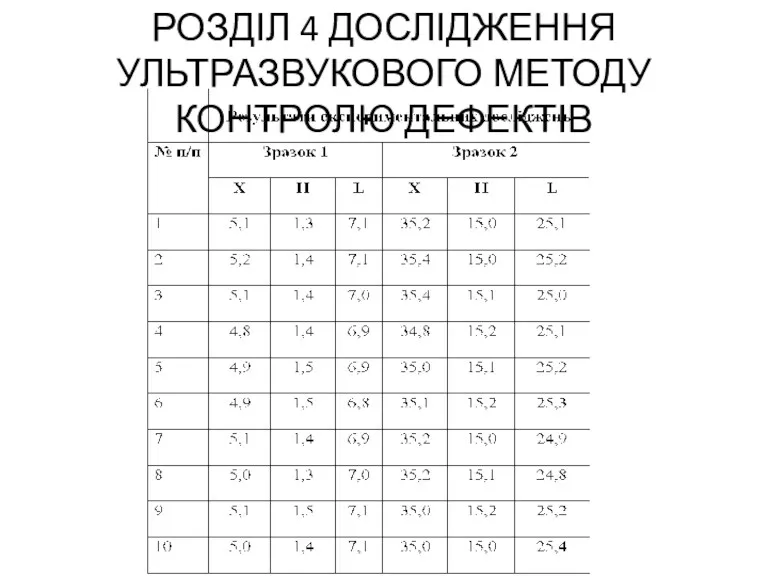
РОЗДІЛ 4 ДОСЛІДЖЕННЯ УЛЬТРАЗВУКОВОГО МЕТОДУ КОНТРОЛЮ ДЕФЕКТІВ
РОЗДІЛ 4 ДОСЛІДЖЕННЯ УЛЬТРАЗВУКОВОГО МЕТОДУ КОНТРОЛЮ ДЕФЕКТІВ
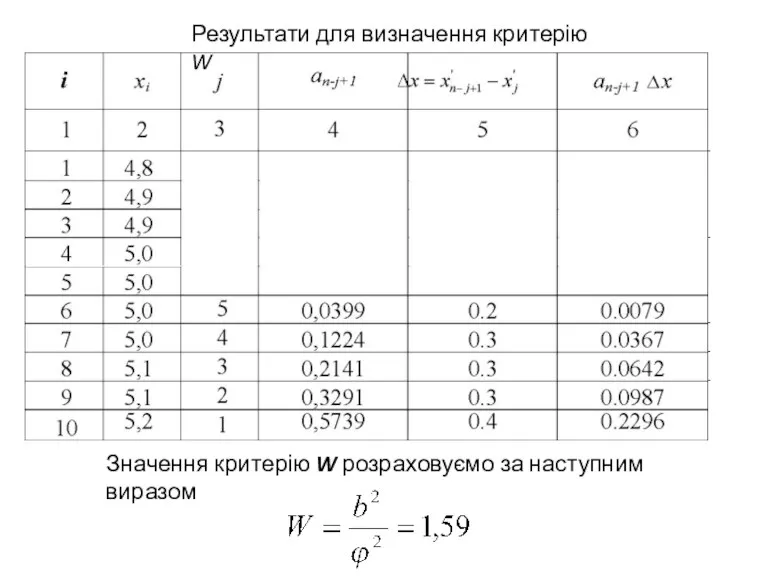
Результати для визначення критерію W
Значення критерію W розраховуємо за наступним виразом
Результати для визначення критерію W
Значення критерію W розраховуємо за наступним виразом
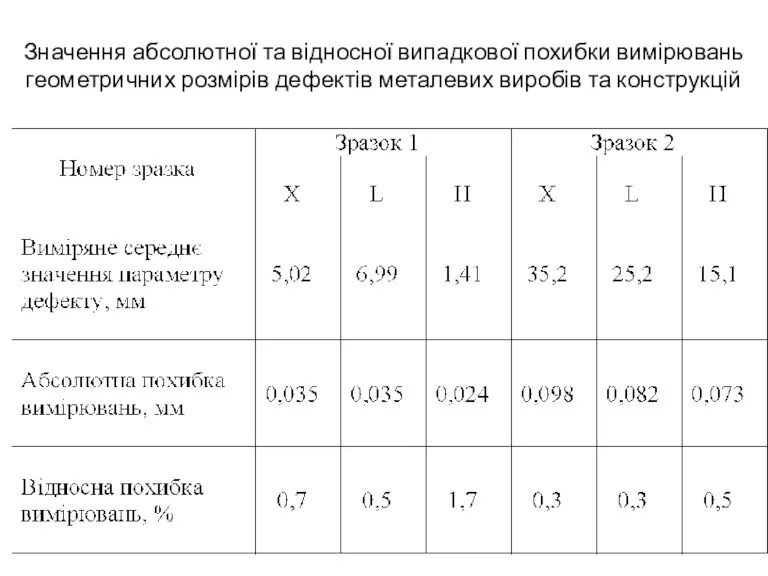
Значення абсолютної та відносної випадкової похибки вимірювань геометричних розмірів дефектів металевих
Значення абсолютної та відносної випадкової похибки вимірювань геометричних розмірів дефектів металевих
 Англия в раннее Средневековье
Англия в раннее Средневековье Загальні положення досудового розслідування. Слідчі (розшукові) дії
Загальні положення досудового розслідування. Слідчі (розшукові) дії Электроснабжение потребителей карьеров
Электроснабжение потребителей карьеров Эффективность метода кинезиологии в работе учителя-логопеда с детьми старшего дошкольного возраста
Эффективность метода кинезиологии в работе учителя-логопеда с детьми старшего дошкольного возраста Классный час Делу - время, потехе - час для 3 класса.
Классный час Делу - время, потехе - час для 3 класса. Душа ль ты моя, Масленица
Душа ль ты моя, Масленица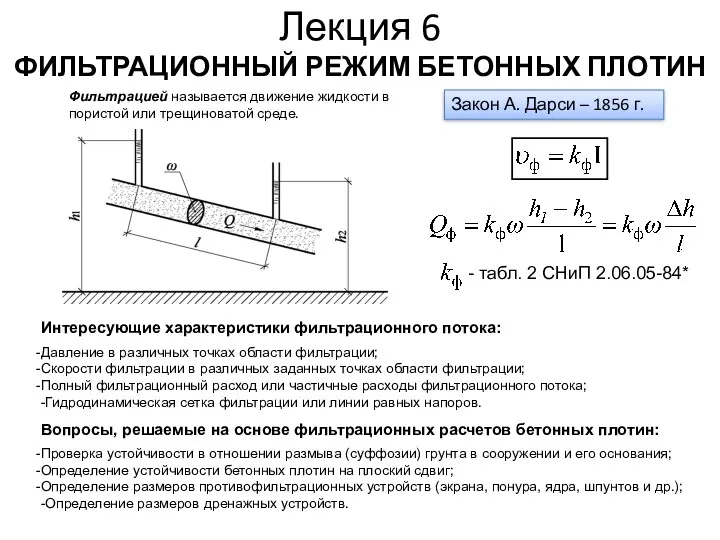 Фильтрационный режим бетонных плотин (Лекция 6)
Фильтрационный режим бетонных плотин (Лекция 6) Клеточный цикл
Клеточный цикл Отправка заказа Avon
Отправка заказа Avon Олимпийские игры 2014
Олимпийские игры 2014 Сущность, особенности и принципы создания ролевой игры
Сущность, особенности и принципы создания ролевой игры Тема 1. Объект, предмет и метод экономической теории
Тема 1. Объект, предмет и метод экономической теории Александр Васильевич Суворов
Александр Васильевич Суворов Маршалы победы Великой Отечественной войны
Маршалы победы Великой Отечественной войны Интерактивный тренажёр. Буквы потерялись. Русский язык, 4 класс
Интерактивный тренажёр. Буквы потерялись. Русский язык, 4 класс Фильтрование. Общие сведения
Фильтрование. Общие сведения Операциялық жүйе
Операциялық жүйе Бизнес-инкубаторы и инновация
Бизнес-инкубаторы и инновация Общая характеристика младшего школьного возраста
Общая характеристика младшего школьного возраста Жири, їхній склад, хімічна будова.Гідроліз, гідрування жирів.Біологічна роль жирів
Жири, їхній склад, хімічна будова.Гідроліз, гідрування жирів.Біологічна роль жирів Приготовление теста на диспергированной фазе
Приготовление теста на диспергированной фазе Майло и его друзья. Совместная работа. Конструктор
Майло и его друзья. Совместная работа. Конструктор Эктопротезер
Эктопротезер Подпорные стены как инженерный элемент городской застройки на сложном рельефе
Подпорные стены как инженерный элемент городской застройки на сложном рельефе Примеры автономного существования человека в природной среде
Примеры автономного существования человека в природной среде Мое портфолио
Мое портфолио Одарённые дети. Материал выбран из презентации Республиканского олимпиадного цента (РТ).
Одарённые дети. Материал выбран из презентации Республиканского олимпиадного цента (РТ). 3D-моделирование
3D-моделирование