Дослідження впливу динамічних показників оброблювальної системи на якість обробки зовнішніх циліндричних поверхонь точінням презентация
- Дослідження впливу динамічних показників оброблювальної системи на якість обробки зовнішніх циліндричних поверхонь точінням

Содержание
- 2. Геометричні показники якості поверхні, як результат взаємодії оброблюваної поверхні та ріжучої частини інструмента Хвилястість поверхні, її
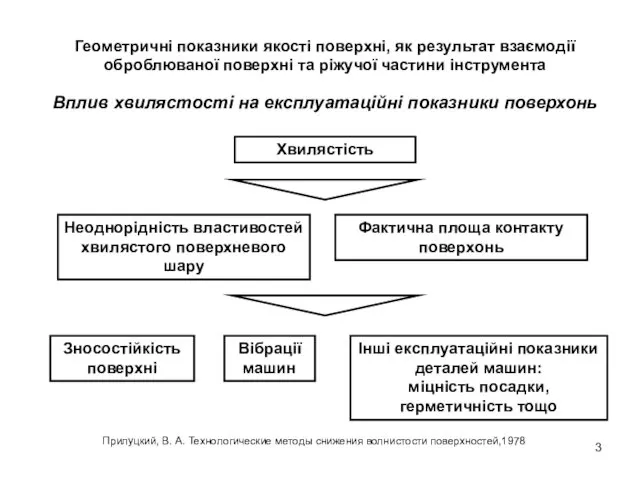
- 3. Геометричні показники якості поверхні, як результат взаємодії оброблюваної поверхні та ріжучої частини інструмента Вплив хвилястості на
- 4. Існуючі імітаційні моделі технологічних оброблювальних систем точіння Одномасова система Двомасова система Тримасова система Лисенко, О. В.
- 5. Мета роботи: підвищення точності форми зовнішніх циліндричних поверхонь оброблюваних точінням на основі вибору раціонального режиму обробки
- 6. Узагальнена динамічна модель токарного верстата mсуп – маса супорта, кг; λy, λz – коефіцієнти в'язкого тертя
- 7. Функціональна схема технологічної системи точіння δy, δz, δх – пружні деформації за відповідними осями координат; Нз,
- 8. Математичні моделі структурних елементів технологічної оброблювальної системи точіння Система рівнянь, що описують роботу еквівалентної пружної системи
- 9. Імітаційна модель технологічної оброблювальної системи точіння
- 10. Експериментальне визначення жорсткості елементів технологічної оброблювальної системи точіння Схема вимірювання жорсткості елементів токарного верстата в радіальному
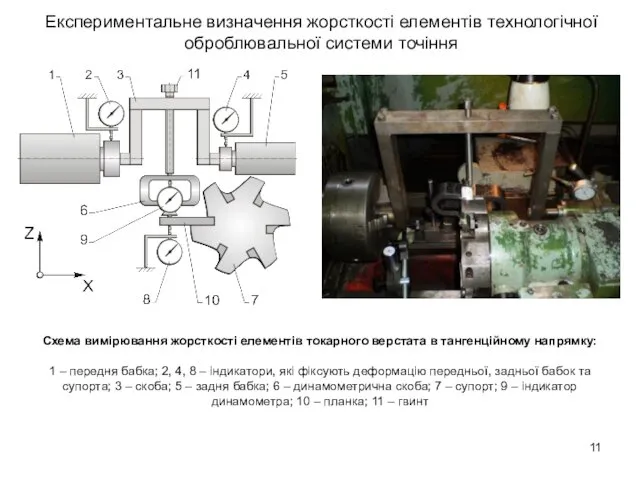
- 11. Експериментальне визначення жорсткості елементів технологічної оброблювальної системи точіння Схема вимірювання жорсткості елементів токарного верстата в тангенційному
- 12. Експериментальне визначення жорсткості елементів технологічної системи точіння Схема вимірювання жорсткості елементів токарного верстата в осьовому напрямку:
- 13. Експериментальне визначення коефіцієнтів в’язкого тертя елементів технологічної системи точіння Коливальна характеристика пружної системи верстата (загальний вигляд)
- 14. Експериментальне визначення коефіцієнтів в’язкого тертя елементів технологічної системи точіння Система датчиків-акселерометрів Вимірювальний комплекс National Instruments Ударний
- 15. Експериментальне визначення коефіцієнтів в’язкого тертя елементів технологічної системи точіння Експериментальні коливальні характеристики верстата Різцеутримувач, вісь Y
- 16. Зміна приведених жорсткостей у часі (по довжині деталі) Розрахунок приведеної жорсткості технологічної системи
- 17. Результати імітаційного моделювання (Simulink/Matlab) Результати розрахунку радіусу обробленої поверхні заготовки протягом першого оберту з початку процесу
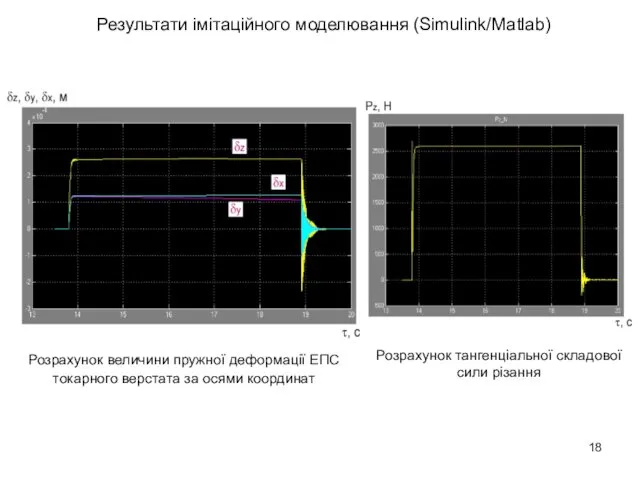
- 18. Результати імітаційного моделювання (Simulink/Matlab) Розрахунок тангенціальної складової сили різання Розрахунок величини пружної деформації ЕПС токарного верстата
- 20. Скачать презентацию
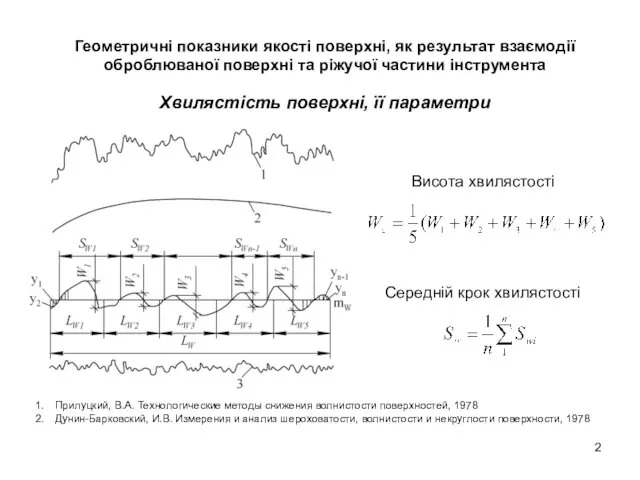
Геометричні показники якості поверхні, як результат взаємодії оброблюваної поверхні та ріжучої
Геометричні показники якості поверхні, як результат взаємодії оброблюваної поверхні та ріжучої
Геометричні показники якості поверхні, як результат взаємодії оброблюваної поверхні та ріжучої
Геометричні показники якості поверхні, як результат взаємодії оброблюваної поверхні та ріжучої
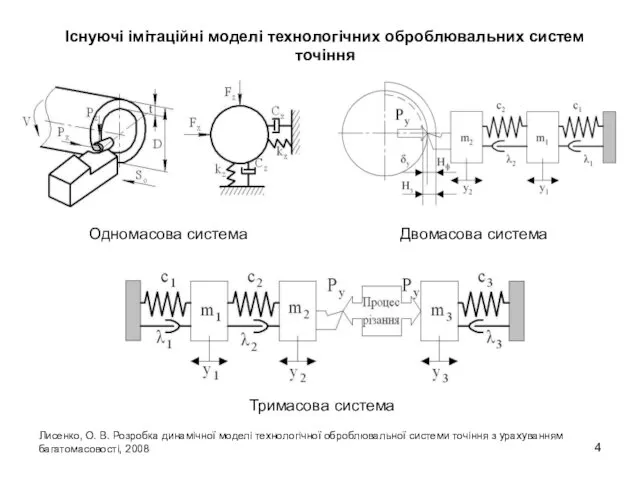
Існуючі імітаційні моделі технологічних оброблювальних систем точіння
Одномасова система
Двомасова система
Тримасова
Існуючі імітаційні моделі технологічних оброблювальних систем точіння
Одномасова система
Двомасова система
Тримасова
Мета роботи: підвищення точності форми зовнішніх циліндричних поверхонь оброблюваних точінням на
Мета роботи: підвищення точності форми зовнішніх циліндричних поверхонь оброблюваних точінням на
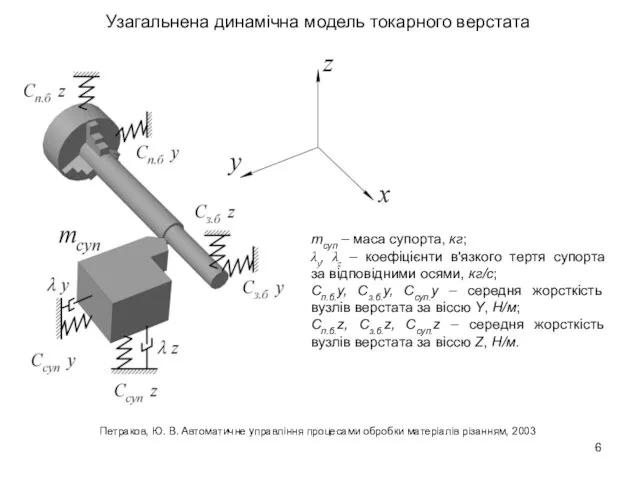
Узагальнена динамічна модель токарного верстата
mсуп – маса супорта, кг;
λy, λz –
Узагальнена динамічна модель токарного верстата
mсуп – маса супорта, кг;
λy, λz –
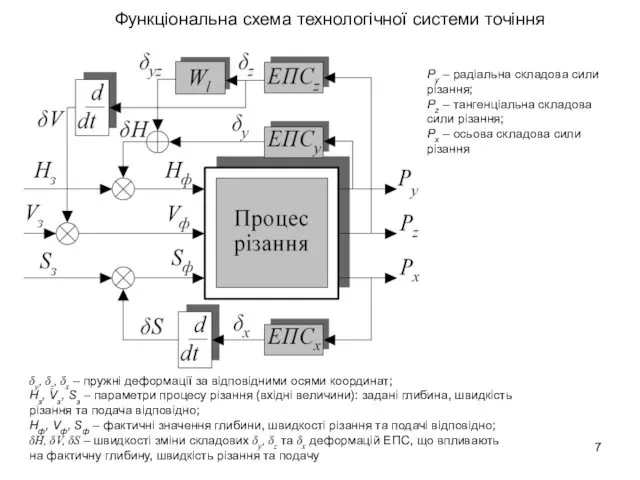
Функціональна схема технологічної системи точіння
δy, δz, δх – пружні деформації за
Функціональна схема технологічної системи точіння
δy, δz, δх – пружні деформації за

Математичні моделі структурних елементів технологічної оброблювальної системи точіння
Система рівнянь, що описують
Математичні моделі структурних елементів технологічної оброблювальної системи точіння
Система рівнянь, що описують
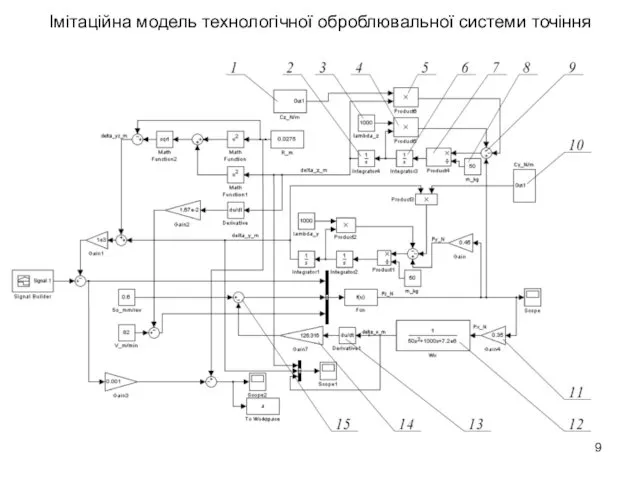
Імітаційна модель технологічної оброблювальної системи точіння
Імітаційна модель технологічної оброблювальної системи точіння

Експериментальне визначення жорсткості елементів технологічної
оброблювальної системи точіння
Схема вимірювання жорсткості елементів
Експериментальне визначення жорсткості елементів технологічної
оброблювальної системи точіння
Схема вимірювання жорсткості елементів
Експериментальне визначення жорсткості елементів технологічної
оброблювальної системи точіння
Схема вимірювання жорсткості елементів
Експериментальне визначення жорсткості елементів технологічної
оброблювальної системи точіння
Схема вимірювання жорсткості елементів

Експериментальне визначення жорсткості елементів технологічної
системи точіння
Схема вимірювання жорсткості елементів
токарного верстата
Експериментальне визначення жорсткості елементів технологічної
системи точіння
Схема вимірювання жорсткості елементів
токарного верстата
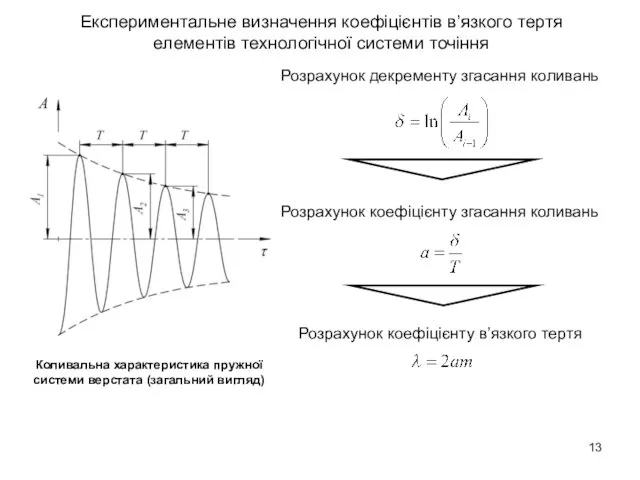
Експериментальне визначення коефіцієнтів в’язкого тертя
елементів технологічної системи точіння
Коливальна характеристика пружної
системи
Експериментальне визначення коефіцієнтів в’язкого тертя
елементів технологічної системи точіння
Коливальна характеристика пружної
системи

Експериментальне визначення коефіцієнтів в’язкого тертя
елементів технологічної системи точіння
Система
датчиків-акселерометрів
Вимірювальний комплекс National
Експериментальне визначення коефіцієнтів в’язкого тертя
елементів технологічної системи точіння
Система
датчиків-акселерометрів
Вимірювальний комплекс National
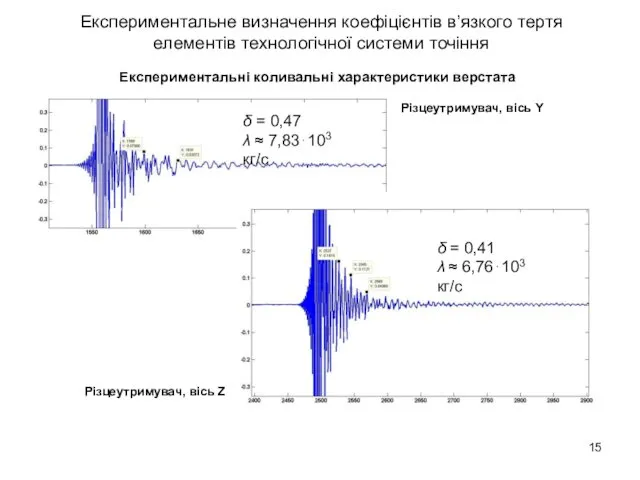
Експериментальне визначення коефіцієнтів в’язкого тертя
елементів технологічної системи точіння
Експериментальні коливальні характеристики
Експериментальне визначення коефіцієнтів в’язкого тертя
елементів технологічної системи точіння
Експериментальні коливальні характеристики
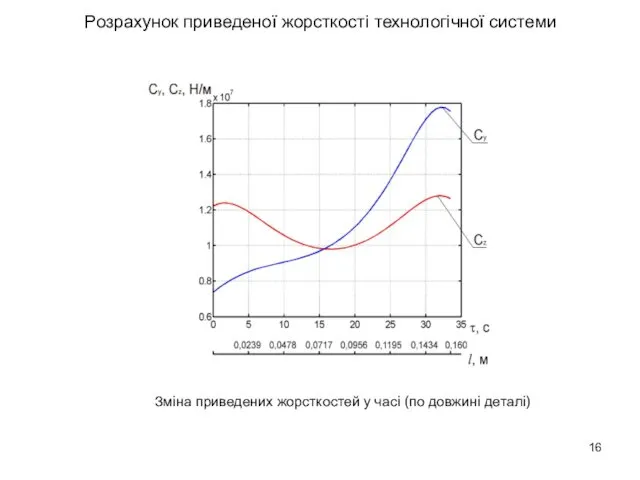
Зміна приведених жорсткостей у часі (по довжині деталі)
Розрахунок приведеної жорсткості технологічної
Зміна приведених жорсткостей у часі (по довжині деталі)
Розрахунок приведеної жорсткості технологічної
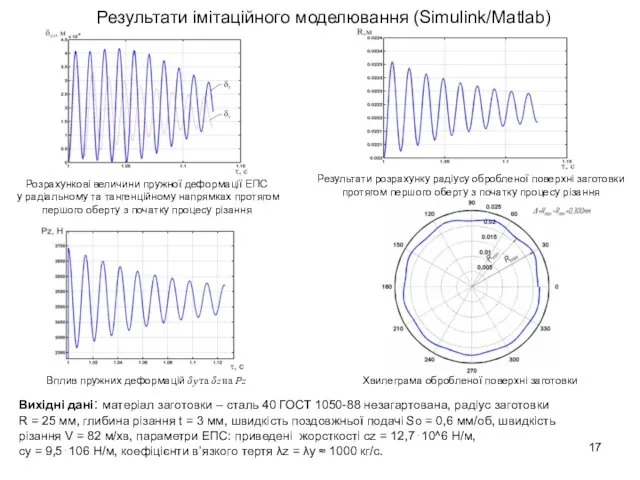
Результати імітаційного моделювання (Simulink/Matlab)
Результати розрахунку радіусу обробленої поверхні заготовки
протягом першого оберту
Результати імітаційного моделювання (Simulink/Matlab)
Результати розрахунку радіусу обробленої поверхні заготовки
протягом першого оберту
Результати імітаційного моделювання (Simulink/Matlab)
Розрахунок тангенціальної складової
сили різання
Розрахунок величини пружної деформації
Результати імітаційного моделювання (Simulink/Matlab)
Розрахунок тангенціальної складової
сили різання
Розрахунок величини пружної деформації
 Расчеты при исполнении договора страхования
Расчеты при исполнении договора страхования Конструкции многоэтажных зданий. Здания со стенами из крупных панелей
Конструкции многоэтажных зданий. Здания со стенами из крупных панелей О раннем обучении английскому языку через интеграцию образовательных областей Физкультура и Коммуникация
О раннем обучении английскому языку через интеграцию образовательных областей Физкультура и Коммуникация Отладка программных продуктов. Ручное и автоматизированное тестирование
Отладка программных продуктов. Ручное и автоматизированное тестирование Функциональные основы проектирования общественных зданий и сооружений
Функциональные основы проектирования общественных зданий и сооружений Объем пирамиды
Объем пирамиды Базовые понятия абдоминальной хирургии
Базовые понятия абдоминальной хирургии Презентация Фролкова
Презентация Фролкова Безопасное колесо. Знатоки правил дорожного движения. Тренинг 5
Безопасное колесо. Знатоки правил дорожного движения. Тренинг 5 Презентация к мероприятию День Матери
Презентация к мероприятию День Матери Математика
Математика Рынок ценных бумаг как неотъемлемая часть рынка капиталов
Рынок ценных бумаг как неотъемлемая часть рынка капиталов Классный час Птицы нашего леса 3 класс
Классный час Птицы нашего леса 3 класс Каждой пичужке кормушка. Краевая Акция Экологический марафон
Каждой пичужке кормушка. Краевая Акция Экологический марафон Патентные работники. Covid-19. Действия работодателя
Патентные работники. Covid-19. Действия работодателя Бизнес-планирование
Бизнес-планирование Субкультура JDM
Субкультура JDM Социально-экономическое развитие России в первой половине XIX века
Социально-экономическое развитие России в первой половине XIX века Социальное и психическое здоровье
Социальное и психическое здоровье Садово-парковое искусство Японии
Садово-парковое искусство Японии Інформаційні системи. Інтелектуальна власність та авторське право
Інформаційні системи. Інтелектуальна власність та авторське право Сортировка строкового массива на Delphi
Сортировка строкового массива на Delphi Углеродистые стали
Углеродистые стали Псориаз. Красный плоский лишай
Псориаз. Красный плоский лишай Любовь и уважение к Отечеству
Любовь и уважение к Отечеству Кормление спортивных собак
Кормление спортивных собак Модель IS-LM в макроэкономике
Модель IS-LM в макроэкономике Лесная промышленность России
Лесная промышленность России