- Дуговая сварка углеродистых сталей

Содержание
- 2. 07/24/2022 Классификация углеродистых сталей По содержанию углерода: Низкоуглеродистые С≤0,25% Среднеуглеродистые С=0,46-0,76% Высокоуглеродистые С≥0,76% По качественному признаку:
- 3. 07/24/2022 Классификация углеродистых сталей По степени раскисления: Спокойные – сп Полуспокойные – пс Кипящие – кп
- 4. 07/24/2022 Область применения углеродистых сталей в сварных конструкциях: В сварных конструкциях обычно применяют-ся малоуглеродистые стали, обладающие
- 5. 07/24/2022 Область применения углеродистых сталей в сварных конструкциях: Или стали качественные: Сталь 20 с содержанием углерода
- 6. 07/24/2022 Область применения углеродистых сталей в сварных конструкциях: Сварка вышеупомянутых сталей обычно не вызывает затруднений и
- 7. 07/24/2022 Основные требования по сварке низкоуглеродистых сталей: Получение равнопрочности сварного соеди-нения Отсутствие дефектов Требуемая форма сварного
- 8. 07/24/2022 Выбор сварочных материалов: При ручной дуговой сварке применяются: Покрытые электроды типов Э-38, Э-42, Э-46 со
- 9. 07/24/2022 Выбор сварочных материалов: При механизированной дуговой сварке в защитных газах применяются сварочные проволоки следующих типов:
- 10. 07/24/2022 Выбор сварочных материалов: При автоматической сварке под флюсом: Проволоки сплошного сечения марок – Cв-08, Cв-08А,
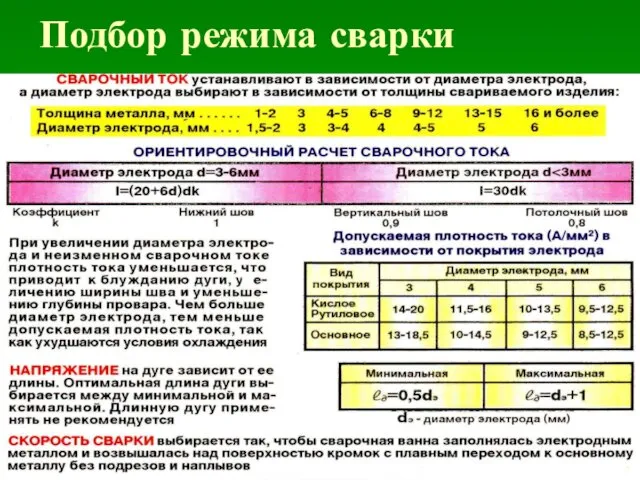
- 11. 07/24/2022 Подбор режима сварки
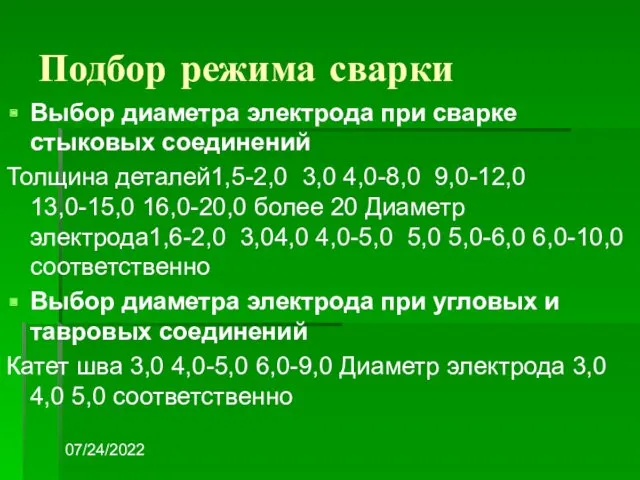
- 12. 07/24/2022 Подбор режима сварки Выбор диаметра электрода при сварке стыковых соединений Толщина деталей1,5-2,0 3,0 4,0-8,0 9,0-12,0
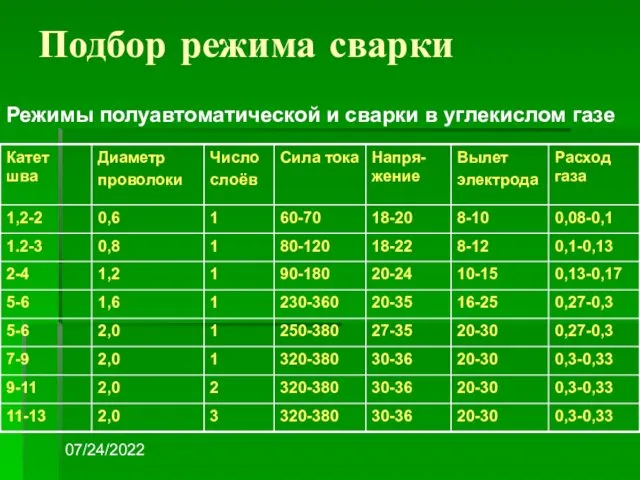
- 13. 07/24/2022 Подбор режима сварки Режимы полуавтоматической и сварки в углекислом газе
- 14. 07/24/2022 Подбор режима сварки Режимы автоматической и сварки под флюсом
- 15. 07/24/2022 При сварке рассматриваемых сталей обеспечиваются высо-кие механические свойства сварного соединения и поэто-му в большинстве случаев
- 16. 07/24/2022 Подготовка металла перед сваркой Подготовку кромок и сборку соединения под сварку производят в зависимости от
- 17. 07/24/2022 Предварительная сборка Прихватки выполняют покрытыми электродами или на полуавтоматах в углекислом газе. При сварке прихватки
- 18. 07/24/2022 Сварочные работы Сварка стыковых швов вручную или полуавтоматами в защитных газах и порошковыми проволоками выполняется
- 19. 07/24/2022 Мероприятия по качеству Для предупреждения образования в швах пор, трещин, непроваров и других дефектов свариваемые
- 20. 07/24/2022 Технология сварки Выбор способа заполнения разделки при многослойной сварке зависит от толщины металла и термической
- 21. 07/24/2022 Свойства металла шва При сварке низкоуглеродистых сталей от выбора техники и режима сварки (при изменении
- 22. 07/24/2022 Заключение Оптимальная технология сварки конкретной марки низкоуглеродистой стали апроби-руется и уточняется путём проведения опытно-экспериментальных работ
- 24. Скачать презентацию
07/24/2022
Классификация углеродистых сталей
По содержанию углерода:
Низкоуглеродистые С≤0,25%
Среднеуглеродистые С=0,46-0,76%
Высокоуглеродистые С≥0,76%
По качественному признаку:
Обыкновенного качества
Качественные
07/24/2022
Классификация углеродистых сталей
По содержанию углерода:
Низкоуглеродистые С≤0,25%
Среднеуглеродистые С=0,46-0,76%
Высокоуглеродистые С≥0,76%
По качественному признаку:
Обыкновенного качества
Качественные
07/24/2022
Классификация углеродистых сталей
По степени раскисления:
Спокойные – сп
Полуспокойные – пс
Кипящие – кп
07/24/2022
Классификация углеродистых сталей
По степени раскисления:
Спокойные – сп
Полуспокойные – пс
Кипящие – кп
07/24/2022
Область применения углеродистых сталей в сварных конструкциях:
В сварных конструкциях обычно применяют-ся
07/24/2022
Область применения углеродистых сталей в сварных конструкциях:
В сварных конструкциях обычно применяют-ся
07/24/2022
Область применения углеродистых сталей в сварных конструкциях:
Или стали качественные:
Сталь 20 с
07/24/2022
Область применения углеродистых сталей в сварных конструкциях:
Или стали качественные:
Сталь 20 с
07/24/2022
Область применения углеродистых сталей в сварных конструкциях:
Сварка вышеупомянутых сталей обычно не
07/24/2022
Область применения углеродистых сталей в сварных конструкциях:
Сварка вышеупомянутых сталей обычно не
07/24/2022
Основные требования по сварке низкоуглеродистых сталей:
Получение равнопрочности сварного соеди-нения
Отсутствие дефектов
Требуемая форма
07/24/2022
Основные требования по сварке низкоуглеродистых сталей:
Получение равнопрочности сварного соеди-нения
Отсутствие дефектов
Требуемая форма
07/24/2022
Выбор сварочных материалов:
При ручной дуговой сварке применяются:
Покрытые электроды типов Э-38, Э-42,
07/24/2022
Выбор сварочных материалов:
При ручной дуговой сварке применяются:
Покрытые электроды типов Э-38, Э-42,
07/24/2022
Выбор сварочных материалов:
При механизированной дуговой сварке в защитных газах применяются сварочные
07/24/2022
Выбор сварочных материалов:
При механизированной дуговой сварке в защитных газах применяются сварочные
07/24/2022
Выбор сварочных материалов:
При автоматической сварке под флюсом:
Проволоки сплошного сечения марок –
07/24/2022
Выбор сварочных материалов:
При автоматической сварке под флюсом:
Проволоки сплошного сечения марок –
07/24/2022
Подбор режима сварки
07/24/2022
Подбор режима сварки
07/24/2022
Подбор режима сварки
Выбор диаметра электрода при сварке стыковых соединений
Толщина деталей1,5-2,0 3,0
07/24/2022
Подбор режима сварки
Выбор диаметра электрода при сварке стыковых соединений
Толщина деталей1,5-2,0 3,0
07/24/2022
Подбор режима сварки
Режимы полуавтоматической и сварки в углекислом газе
07/24/2022
Подбор режима сварки
Режимы полуавтоматической и сварки в углекислом газе

07/24/2022
Подбор режима сварки
Режимы автоматической и сварки под флюсом
07/24/2022
Подбор режима сварки
Режимы автоматической и сварки под флюсом
07/24/2022
При сварке рассматриваемых сталей обеспечиваются высо-кие механические свойства сварного соединения и
07/24/2022
При сварке рассматриваемых сталей обеспечиваются высо-кие механические свойства сварного соединения и
07/24/2022
Подготовка металла перед сваркой
Подготовку кромок и сборку соединения под сварку производят
07/24/2022
Подготовка металла перед сваркой
Подготовку кромок и сборку соединения под сварку производят
07/24/2022
Предварительная сборка
Прихватки выполняют покрытыми электродами или на полуавтоматах в углекислом газе.
07/24/2022
Предварительная сборка
Прихватки выполняют покрытыми электродами или на полуавтоматах в углекислом газе.
07/24/2022
Сварочные работы
Сварка стыковых швов вручную или полуавтоматами в защитных газах и
07/24/2022
Сварочные работы
Сварка стыковых швов вручную или полуавтоматами в защитных газах и
07/24/2022
Мероприятия по качеству
Для предупреждения образования в швах пор, трещин, непроваров и
07/24/2022
Мероприятия по качеству
Для предупреждения образования в швах пор, трещин, непроваров и
07/24/2022
Технология сварки
Выбор способа заполнения разделки при многослойной сварке зависит от толщины
07/24/2022
Технология сварки
Выбор способа заполнения разделки при многослойной сварке зависит от толщины
07/24/2022
Свойства металла шва
При сварке низкоуглеродистых сталей от выбора техники и режима
07/24/2022
Свойства металла шва
При сварке низкоуглеродистых сталей от выбора техники и режима
07/24/2022
Заключение
Оптимальная технология сварки конкретной марки низкоуглеродистой стали апроби-руется и уточняется путём
07/24/2022
Заключение
Оптимальная технология сварки конкретной марки низкоуглеродистой стали апроби-руется и уточняется путём
 Выступление по теме: Организация метапредметного урока в начальной школе в условиях технологии проблемно-диалогического обучения
Выступление по теме: Организация метапредметного урока в начальной школе в условиях технологии проблемно-диалогического обучения Урок в 8 классе Реки России
Урок в 8 классе Реки России Технологии производства стали. Лекция №5-7
Технологии производства стали. Лекция №5-7 Презентация к уроку Галогены в организме человека
Презентация к уроку Галогены в организме человека Проведение промежуточной аттестации по предмету изобразительное искусство в начальных классах
Проведение промежуточной аттестации по предмету изобразительное искусство в начальных классах Особенности консультирования одаренных детей и подростков
Особенности консультирования одаренных детей и подростков Первичный туберкулез
Первичный туберкулез Димоходи та вентиляційні канали
Димоходи та вентиляційні канали Презентация по сказке В. Сутеева Петух и краски
Презентация по сказке В. Сутеева Петух и краски Тиск газів і рідин
Тиск газів і рідин Часовые пояса
Часовые пояса Обучение письму в 1 классе
Обучение письму в 1 классе Острый аппендицит и инвагинация кишечника
Острый аппендицит и инвагинация кишечника Ray the Firefly FOT Craftsmanship Report
Ray the Firefly FOT Craftsmanship Report Театральный Омск
Театральный Омск презентация учащегося по результатам проведённого исследования по теме: Метеостанция в городе Павловский Посад Московской области.
презентация учащегося по результатам проведённого исследования по теме: Метеостанция в городе Павловский Посад Московской области. Центр молодых специалистов 1С - от стажера до сотрудника фирмы
Центр молодых специалистов 1С - от стажера до сотрудника фирмы Шедеври північного Відродження
Шедеври північного Відродження Климатические пояса мира.
Климатические пояса мира. Презентация 5 класс ФГОС Планеты Солнечной системы
Презентация 5 класс ФГОС Планеты Солнечной системы Типы девиантного поведения и их особенности
Типы девиантного поведения и их особенности Основы религиозных культур и светской этики
Основы религиозных культур и светской этики Отчет о прохождении рассредоточенной практики на базе Международного союза детских общественных объединений
Отчет о прохождении рассредоточенной практики на базе Международного союза детских общественных объединений Презентация Правила пожарной безопасности в лесу
Презентация Правила пожарной безопасности в лесу Великое Княжество Тверское. 15 - 16 век
Великое Княжество Тверское. 15 - 16 век Лекция 7. Балки покрытия
Лекция 7. Балки покрытия Основи нормованої годівлі тварин
Основи нормованої годівлі тварин Эпидемии современного мира
Эпидемии современного мира