- Экономическая точность обработки. Методология разработки технологических процессов

Содержание
- 2. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ При составлении технологического маршрута обработки на металлорежущих станках следует руководствоваться экономической точностью обработки
- 3. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
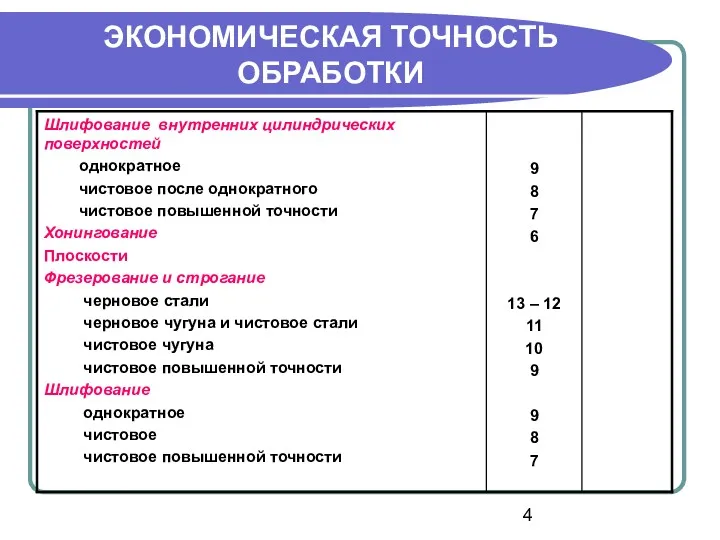
- 4. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
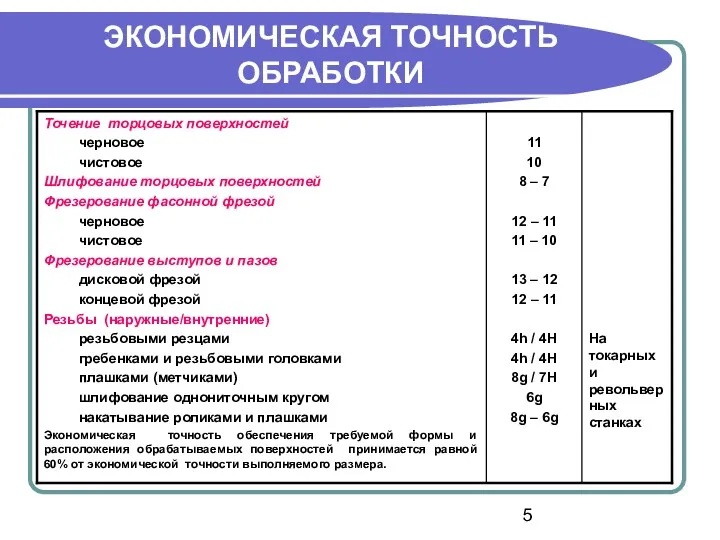
- 5. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 6. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 7. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
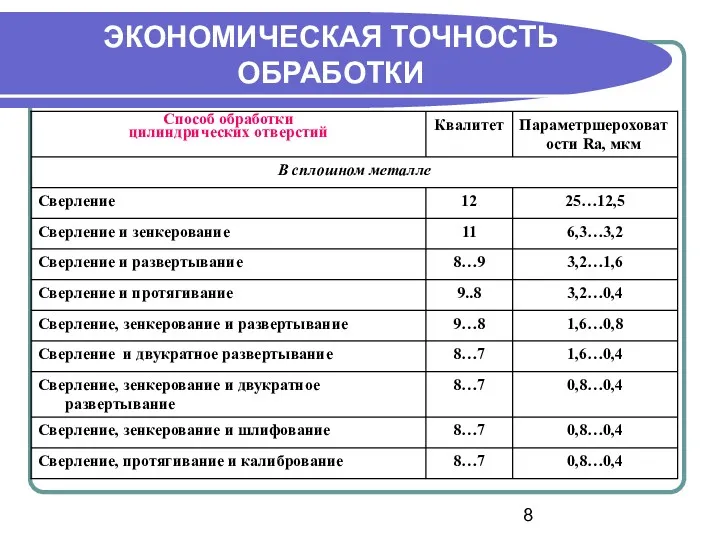
- 8. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
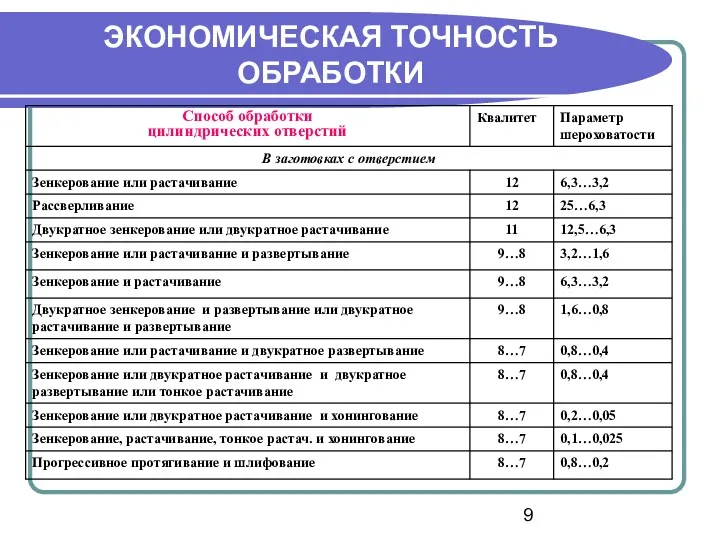
- 9. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
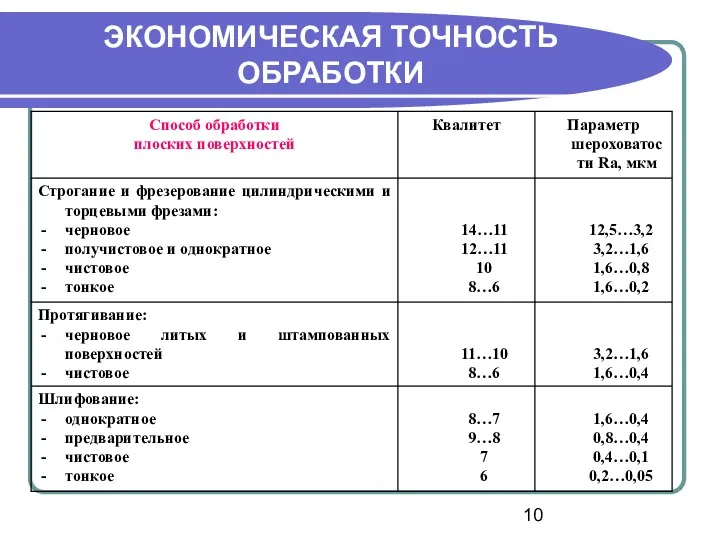
- 10. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
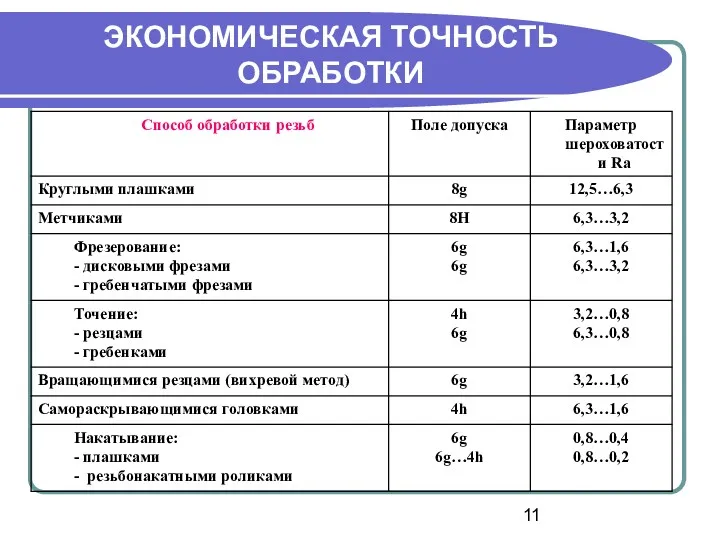
- 11. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
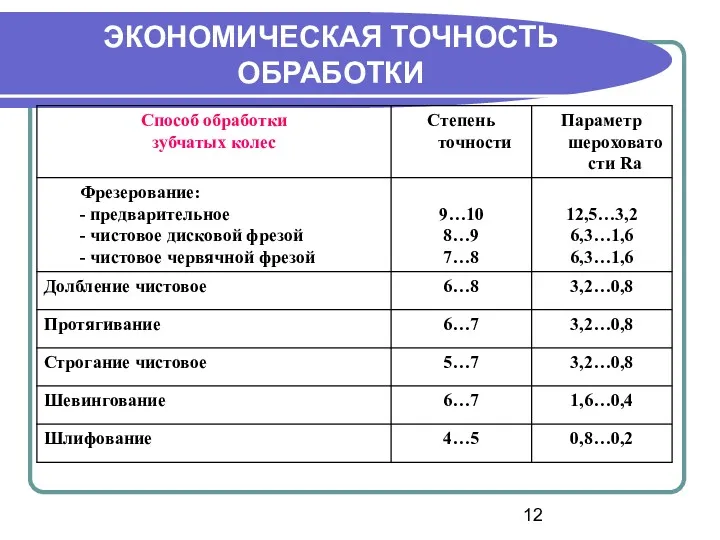
- 12. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 13. Методология разработки технологических процессов
- 14. ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ Чаще всего (в курсовом и дипломном проектах) мы будем иметь дело с разработкой
- 15. ВИДЫ ОПИСАНИЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА По степени детализации описания разрабатываемые в курсовом и дипломном проектах ТП будут
- 16. СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ Работа по созданию ТП механической обработки включает следующие этапы:
- 17. СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ 7. выбор средств технологического оснащения (ТО) операций; 8. определение
- 18. ПРИМЕР ИСХОДНОГО ОФОРМЛЕНИЯ МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
- 19. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ ГОСТ 3.1102-81 подразделяет основные технологические документы на документы общего и специального назначения Документы общего
- 20. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ Документы специального назначения : Маршрутная карта содержит полное описание ТП, включая все технологические операции,
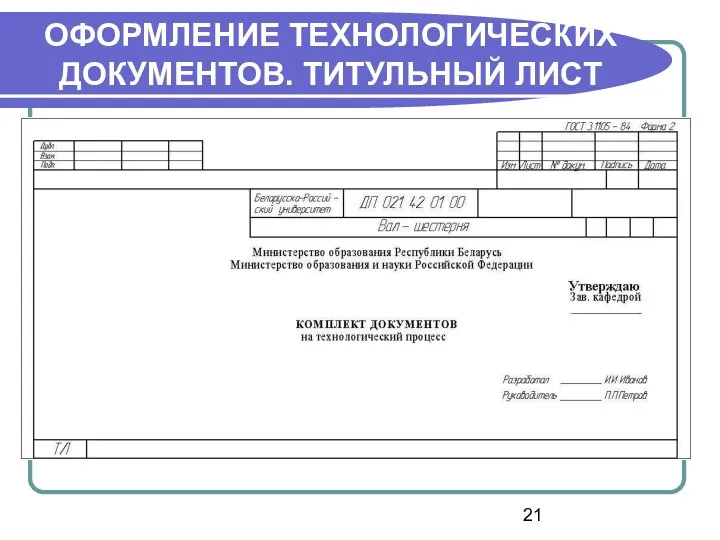
- 21. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ТИТУЛЬНЫЙ ЛИСТ
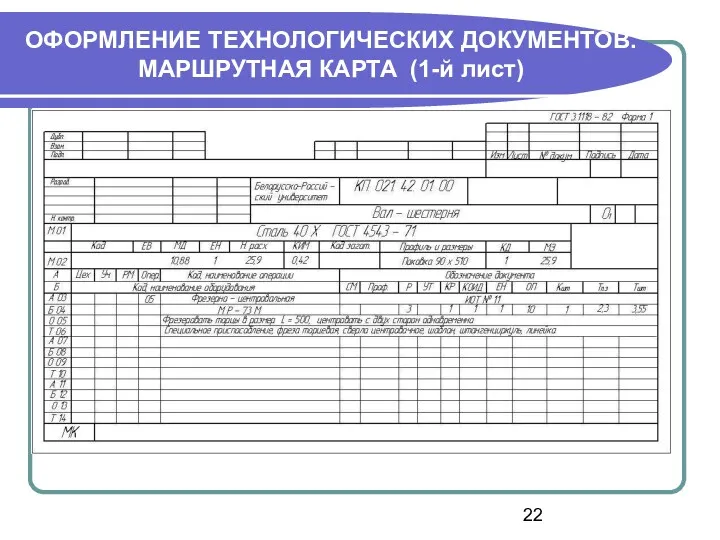
- 22. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (1-й лист)
- 23. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (2-й лист)
- 24. СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ Маршрутная карта единичного технологического процесса обработки резанием оформляется в соответствии с формами, которые
- 25. СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ - Профиль и размеры исходной заготовки (габаритные размеры); - КД – количество деталей,
- 26. СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ - КР – к-во рабочих, занятых при выполнении операции; - КОИД – к-во
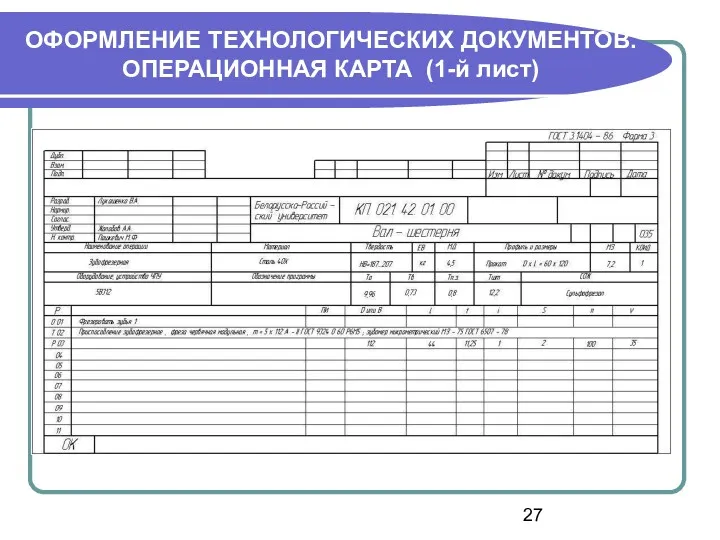
- 27. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (1-й лист)
- 28. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (2-й лист)
- 29. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ Операционная карта является описанием технологической операции с указанием переходов, режимов обработки и данных
- 30. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ В операционной карте под символом О записывается содержание операции (перехода). Запись выполняется по
- 31. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ В содержание операции (перехода) должно быть включено: ключевое слово, характеризующее метод обработки, выраженное
- 32. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ Допускается обозначение каждой составной части технологической оснастки приводить на одной строке. При этом
- 33. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ В строку с символом Р записывают обозначения размеров детали и режимов резания (графы
- 34. ПРИМЕРЫ ФОРМ ЗАПИСИ СОДЕРЖАНИЯ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
- 35. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. КАРТА ЭСКИЗОВ
- 36. ЧЕРТЕЖИ ОПЕРАЦИОННЫХ ЭСКИЗОВ
- 37. ТАБЛИЦЫ ДЛЯ ОПЕРАЦИОННОГО ЭСКИЗА
- 38. ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
- 39. ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
- 40. ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
- 42. Скачать презентацию

ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
При составлении технологического маршрута обработки на металлорежущих станках следует
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
При составлении технологического маршрута обработки на металлорежущих станках следует
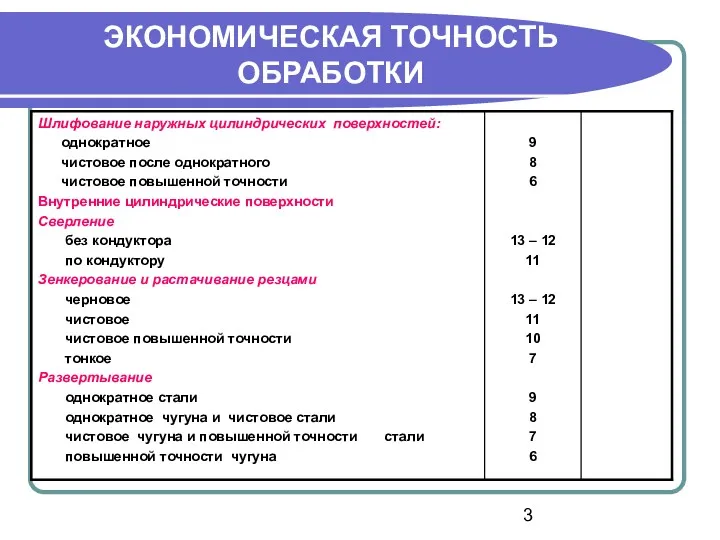
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ

ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ

ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
Методология разработки технологических процессов
Методология разработки технологических процессов
ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Чаще всего (в курсовом и дипломном проектах) мы будем
ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Чаще всего (в курсовом и дипломном проектах) мы будем
ВИДЫ ОПИСАНИЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
По степени детализации описания разрабатываемые в курсовом и
ВИДЫ ОПИСАНИЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
По степени детализации описания разрабатываемые в курсовом и
СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Работа по созданию
СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Работа по созданию
СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ
7. выбор средств технологического оснащения
СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ
7. выбор средств технологического оснащения

ПРИМЕР ИСХОДНОГО ОФОРМЛЕНИЯ МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ПРИМЕР ИСХОДНОГО ОФОРМЛЕНИЯ МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА

ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
ГОСТ 3.1102-81 подразделяет основные технологические документы на документы общего
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
ГОСТ 3.1102-81 подразделяет основные технологические документы на документы общего
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Документы специального назначения :
Маршрутная карта содержит полное описание ТП, включая
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Документы специального назначения :
Маршрутная карта содержит полное описание ТП, включая
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ТИТУЛЬНЫЙ ЛИСТ
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ТИТУЛЬНЫЙ ЛИСТ
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (1-й лист)
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (1-й лист)

ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (2-й лист)
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (2-й лист)
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
Маршрутная карта единичного технологического процесса обработки резанием оформляется
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
Маршрутная карта единичного технологического процесса обработки резанием оформляется
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
- Профиль и размеры исходной заготовки (габаритные размеры);
- КД
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
- Профиль и размеры исходной заготовки (габаритные размеры);
- КД
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
- КР – к-во рабочих, занятых при выполнении операции;
-
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
- КР – к-во рабочих, занятых при выполнении операции;
-
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (1-й лист)
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (1-й лист)

ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (2-й лист)
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (2-й лист)
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
Операционная карта является описанием технологической операции с указанием переходов,
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
Операционная карта является описанием технологической операции с указанием переходов,
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В операционной карте под символом О записывается содержание операции
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В операционной карте под символом О записывается содержание операции
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В содержание операции (перехода) должно быть включено:
ключевое слово, характеризующее
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В содержание операции (перехода) должно быть включено:
ключевое слово, характеризующее
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
Допускается обозначение каждой составной части технологической оснастки приводить на
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
Допускается обозначение каждой составной части технологической оснастки приводить на

СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В строку с символом Р записывают обозначения размеров детали
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В строку с символом Р записывают обозначения размеров детали

ПРИМЕРЫ ФОРМ ЗАПИСИ СОДЕРЖАНИЯ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
ПРИМЕРЫ ФОРМ ЗАПИСИ СОДЕРЖАНИЯ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
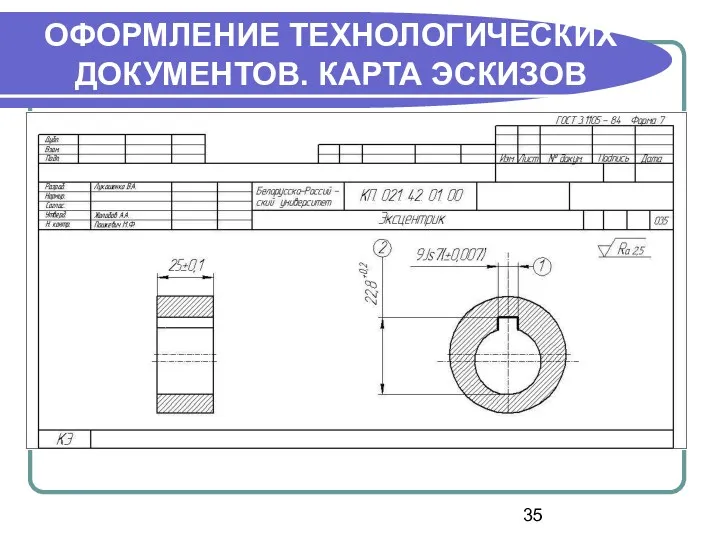
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. КАРТА ЭСКИЗОВ
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. КАРТА ЭСКИЗОВ
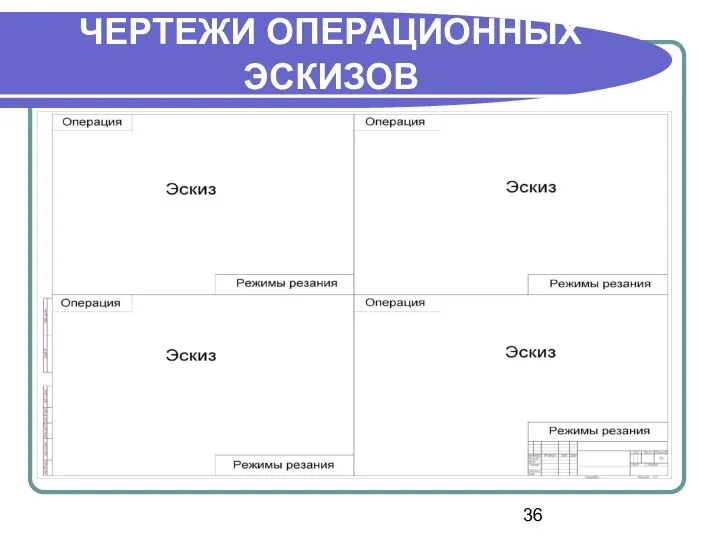
ЧЕРТЕЖИ ОПЕРАЦИОННЫХ ЭСКИЗОВ
ЧЕРТЕЖИ ОПЕРАЦИОННЫХ ЭСКИЗОВ

ТАБЛИЦЫ ДЛЯ ОПЕРАЦИОННОГО ЭСКИЗА
ТАБЛИЦЫ ДЛЯ ОПЕРАЦИОННОГО ЭСКИЗА

ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
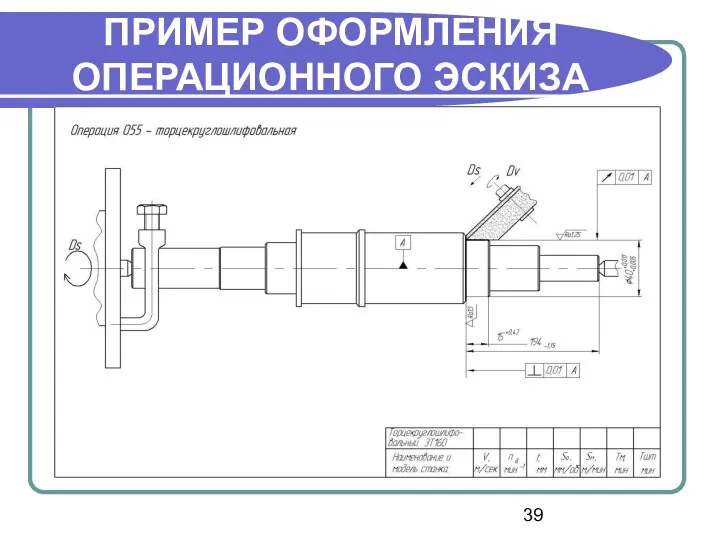
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА

ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
 День смеха
День смеха C_003_hello_world
C_003_hello_world Порядок проведения и организация работ зоны ТР на базе ремонтного предприятия
Порядок проведения и организация работ зоны ТР на базе ремонтного предприятия Тест № 1 Предложение. Русский язык 3 класс
Тест № 1 Предложение. Русский язык 3 класс Врангель Пётр Николаевич
Врангель Пётр Николаевич Пластиковая ферма
Пластиковая ферма Компьютерные игровые комплексы
Компьютерные игровые комплексы Автоматты басқару жүйелері туралы негізгі түсініктер және оларды құру принциптері
Автоматты басқару жүйелері туралы негізгі түсініктер және оларды құру принциптері Россия при первых Романовых. Укрепление самодержавия
Россия при первых Романовых. Укрепление самодержавия Проект к 105-летию со дня рождения русского писателя Н.НосоваНезнайка и его друзья.
Проект к 105-летию со дня рождения русского писателя Н.НосоваНезнайка и его друзья. Члены предложения как структурно-семантические компоненты предложения
Члены предложения как структурно-семантические компоненты предложения Презентация к классному часу, посвященному 70-летию Блокады Ленинграда Классный час: Блокада Ленинграда в Великой Отечественной войне
Презентация к классному часу, посвященному 70-летию Блокады Ленинграда Классный час: Блокада Ленинграда в Великой Отечественной войне Хлебобулочные изделия повышенной пищевой ценности
Хлебобулочные изделия повышенной пищевой ценности Психология младшего школьного возраста
Психология младшего школьного возраста Психологические механизмы профессиональных кризисов
Психологические механизмы профессиональных кризисов Первичный туберкулез
Первичный туберкулез Материалы для подготовки к ЕГЭ по биологии, схемы и таблицы
Материалы для подготовки к ЕГЭ по биологии, схемы и таблицы Общешкольное родительское собрание Права детей - ответственность родителей
Общешкольное родительское собрание Права детей - ответственность родителей Презентация Китайская роза
Презентация Китайская роза Логопедическое занятие (учитель-логопед Е.М. Попова) Дифференциация г-гь, к-кь
Логопедическое занятие (учитель-логопед Е.М. Попова) Дифференциация г-гь, к-кь Теплопотери через ограждающие конструкции
Теплопотери через ограждающие конструкции Горьковское отделение Российских железных дорог
Горьковское отделение Российских железных дорог презентация Домашние животные
презентация Домашние животные Автоматизированные Информационные Системы для государственных, муниципальных заказчиков и бизнеса
Автоматизированные Информационные Системы для государственных, муниципальных заказчиков и бизнеса Электроэнергетика
Электроэнергетика Выбор профессии, связанной с физикой
Выбор профессии, связанной с физикой ПРЕЗЕНТАЦИЯ ЗДРАВСТВУЙ, ПТИЧЬЯ СТРАНА!
ПРЕЗЕНТАЦИЯ ЗДРАВСТВУЙ, ПТИЧЬЯ СТРАНА! Обґрунтування проекту реконструкції водопровідних мереж села Абрикосівка Великокопанівської сільської ради
Обґрунтування проекту реконструкції водопровідних мереж села Абрикосівка Великокопанівської сільської ради