- Электрический паяльник

Содержание
- 2. Паяльник - это инструмент, который применяется при пайке для нагрева соединяемых деталей , расплавления и покрытия
- 3. Устройство электрического паяльника
- 4. Принцип работы электрического паяльника При включении паяльника в электрическую сеть, ток проходит через нихромовую спираль и
- 5. Виды электрических паяльников Электрические паяльники различаются по мощности и типу нагревательного элемента. Для пайки и лужения
- 6. Как правильно паять
- 7. В бытовых электроприборах имеются различные электрические цепи. В этих электрических цепях существует масса электрических контактов. Обеспечить
- 8. Припой может быть изготовлен в виде прутка диаметром 0,8-1,0 см или проволоки диаметром 2-2,5 мм.
- 9. Спаиваемые детали Перед пайкой их необходимо очистить от грязи и оксидной плёнки. Во время пайки, на
- 10. Процесс пайки Перед началом пайки электропаяльник необходимо подготовить к работе. Жало нужно сначала очистить, а затем
- 12. Скачать презентацию
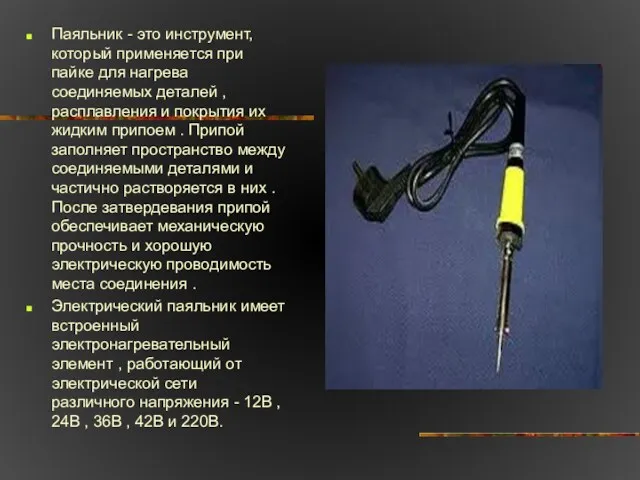
Паяльник - это инструмент, который применяется при пайке для нагрева соединяемых
Паяльник - это инструмент, который применяется при пайке для нагрева соединяемых

Устройство электрического паяльника
Устройство электрического паяльника
Принцип работы электрического паяльника
При включении паяльника в электрическую сеть, ток проходит
Принцип работы электрического паяльника
При включении паяльника в электрическую сеть, ток проходит
Виды электрических паяльников
Электрические паяльники различаются по мощности и типу нагревательного элемента.
Виды электрических паяльников
Электрические паяльники различаются по мощности и типу нагревательного элемента.
Как правильно паять
Как правильно паять
В бытовых электроприборах имеются различные электрические цепи. В этих электрических цепях
В бытовых электроприборах имеются различные электрические цепи. В этих электрических цепях

Припой может быть изготовлен в виде прутка диаметром 0,8-1,0 см или
Припой может быть изготовлен в виде прутка диаметром 0,8-1,0 см или
Спаиваемые детали
Перед пайкой их необходимо очистить от грязи и оксидной
Спаиваемые детали
Перед пайкой их необходимо очистить от грязи и оксидной
Процесс пайки
Перед началом пайки электропаяльник необходимо подготовить к работе. Жало нужно
Процесс пайки
Перед началом пайки электропаяльник необходимо подготовить к работе. Жало нужно
 Рациональное питание
Рациональное питание Презентация История жеательной резинки
Презентация История жеательной резинки Правление Ивана IV Грозного (1533-1584)
Правление Ивана IV Грозного (1533-1584) Визитная карточка Д/С № 207
Визитная карточка Д/С № 207 Arduino. Проект: Beyond reason
Arduino. Проект: Beyond reason Спирты
Спирты Родительское собрание
Родительское собрание Большие социальные группы (Тема 4)
Большие социальные группы (Тема 4) Обобщенная структурная схема системы передачи дискретных сообщений (передачи данных)
Обобщенная структурная схема системы передачи дискретных сообщений (передачи данных) Мы делили апельсин. Пальчиковая гимнастика.
Мы делили апельсин. Пальчиковая гимнастика. Опыт проведения православного фестиваля детского художественного творчества Светлая Пасха
Опыт проведения православного фестиваля детского художественного творчества Светлая Пасха Эволюция звезд
Эволюция звезд Дүниежүзі елдерін даму деңгейі бойынша жіктеу
Дүниежүзі елдерін даму деңгейі бойынша жіктеу Правила школьной жизни
Правила школьной жизни Учет денежных средств в иностранной валюте
Учет денежных средств в иностранной валюте Возбуждение уголовного дела
Возбуждение уголовного дела О молитве
О молитве Улицы города Владимир, названные в честь владимирцев - героев Великой Отечественной Войны
Улицы города Владимир, названные в честь владимирцев - героев Великой Отечественной Войны Материал по краеведению Республики Адыгея
Материал по краеведению Республики Адыгея Теория и история потребительской кооперации
Теория и история потребительской кооперации Adding forces
Adding forces проект по теме: Дидактическая игра как средство развития словаря у детей младшего дошкольного возраста
проект по теме: Дидактическая игра как средство развития словаря у детей младшего дошкольного возраста Презентация к занятию Вежливость и доброта
Презентация к занятию Вежливость и доброта Общие положения об обязательствах
Общие положения об обязательствах СССР в годы перестройки
СССР в годы перестройки восприятие мира
восприятие мира Визитная карточка проекта НАШИ ПРЕЗЕНТАЦИИ.
Визитная карточка проекта НАШИ ПРЕЗЕНТАЦИИ. Опасности в Интернете
Опасности в Интернете