- Электронно-лучевая сварка

Содержание
- 2. ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА сварка, источником энергии при которой являются кинетическая энергия электронов в электронном пучке, сформированном электронной
- 3. ИСТОРИЯ Первая установка для электронно-лучевая сварка сварки была создана в МЭИ в 1958 году. В настоящее
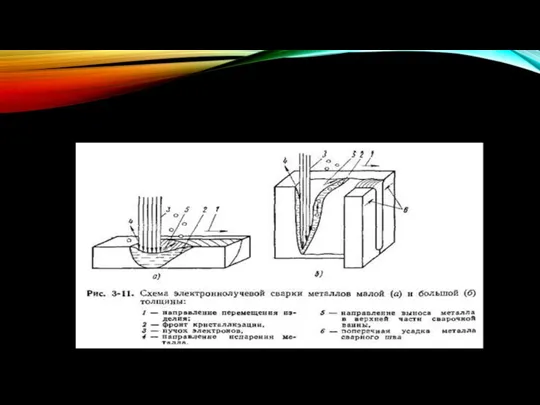
- 4. СХЕМА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ
- 5. СУЩНОСТЬ Электронно-лучевая сварка проводится электронным лучом в вакуумных камерах. Размеры камер зависят от размеров свариваемых деталей
- 7. ПРИЕМЫ СВАРКИ ЭЛЕКТРОННЫМИ ЛУЧАМИ В электронно-лучевая сварке применяют следующие технологические приемы для улучшения качества шва: сварку
- 8. ПРЕИМУЩЕСТВА Электронно-лучевая сварка имеет следующие преимущества: Высокая концентрация теплоты позволяет за один проход сваривать металлы толщиной
- 9. НЕДОСТАТКИ Образование непроваров и полостей в корне шва; Необходимость создания вакуума в рабочей камере.
- 10. ОБОРУДОВАНИЕ Электронно-лучевые установки подразделяются на универсальные и специализированные, высоковакуумные (давление менее В состав установок для электронно-лучевой
- 11. УСТАНОВКА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КРУПНОГАБАРИТНЫХ УЗЛОВ.
- 13. Скачать презентацию
ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА
сварка, источником энергии при которой являются кинетическая энергия электронов в
ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА
сварка, источником энергии при которой являются кинетическая энергия электронов в
ИСТОРИЯ
Первая установка для электронно-лучевая сварка сварки была создана в МЭИ в 1958 году.
ИСТОРИЯ
Первая установка для электронно-лучевая сварка сварки была создана в МЭИ в 1958 году.

СХЕМА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ
СХЕМА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ
СУЩНОСТЬ
Электронно-лучевая сварка проводится электронным лучом в вакуумных камерах. Размеры камер зависят
СУЩНОСТЬ
Электронно-лучевая сварка проводится электронным лучом в вакуумных камерах. Размеры камер зависят
ПРИЕМЫ СВАРКИ ЭЛЕКТРОННЫМИ ЛУЧАМИ
В электронно-лучевая сварке применяют следующие технологические приемы для
ПРИЕМЫ СВАРКИ ЭЛЕКТРОННЫМИ ЛУЧАМИ
В электронно-лучевая сварке применяют следующие технологические приемы для
ПРЕИМУЩЕСТВА
Электронно-лучевая сварка имеет следующие преимущества:
Высокая концентрация теплоты позволяет за один проход
ПРЕИМУЩЕСТВА
Электронно-лучевая сварка имеет следующие преимущества:
Высокая концентрация теплоты позволяет за один проход
НЕДОСТАТКИ
Образование непроваров и полостей в корне шва;
Необходимость создания вакуума в рабочей
НЕДОСТАТКИ
Образование непроваров и полостей в корне шва;
Необходимость создания вакуума в рабочей

ОБОРУДОВАНИЕ
Электронно-лучевые установки подразделяются на универсальные и специализированные, высоковакуумные (давление менее <10-1
ОБОРУДОВАНИЕ
Электронно-лучевые установки подразделяются на универсальные и специализированные, высоковакуумные (давление менее <10-1

УСТАНОВКА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КРУПНОГАБАРИТНЫХ УЗЛОВ.
УСТАНОВКА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КРУПНОГАБАРИТНЫХ УЗЛОВ.
 Психопатии. Типы личностных расстройств
Психопатии. Типы личностных расстройств Русская Классическая Школа педагогическая стратегия будущего, проверенная великим образовательным прошлым
Русская Классическая Школа педагогическая стратегия будущего, проверенная великим образовательным прошлым Технологія жирів і жирозамінників
Технологія жирів і жирозамінників Кроссворд по теме: “Революция в Англии”
Кроссворд по теме: “Революция в Англии” Монтаж дифференцированного автоматического выключателя АВВ 40 А
Монтаж дифференцированного автоматического выключателя АВВ 40 А Патофизиология сосудистого тонуса
Патофизиология сосудистого тонуса Циклы. Цикл с фиксированным числом операций for
Циклы. Цикл с фиксированным числом операций for Внеурочное занятие в 5 Б классе. Доброта спасет мир!
Внеурочное занятие в 5 Б классе. Доброта спасет мир! Разработанные самостоятельно ЭОР Загадки о домашних животных
Разработанные самостоятельно ЭОР Загадки о домашних животных Защитник - односельчанин.
Защитник - односельчанин. Презентация по сенсорике на 1 категорию
Презентация по сенсорике на 1 категорию Социальное партнёрство с родителями, как условие развития творческих способностей обучающихся
Социальное партнёрство с родителями, как условие развития творческих способностей обучающихся  Автоматизация бизнеса и онлайн продажи
Автоматизация бизнеса и онлайн продажи Цветик-семицветик
Цветик-семицветик Здоровьесберегающие технологии в работе музыкального руководителя (из опыта работы).
Здоровьесберегающие технологии в работе музыкального руководителя (из опыта работы). Приключенческий туризм
Приключенческий туризм Российский стандарт профессиональной деятельности архитектора. (Лекция 9)
Российский стандарт профессиональной деятельности архитектора. (Лекция 9) приложение к мониторингу
приложение к мониторингу Структура производственного процесса
Структура производственного процесса Nothing is forever
Nothing is forever Творческий проект в школе
Творческий проект в школе Презентация КРУГ для 9А
Презентация КРУГ для 9А Крытая спортивная площадка с модульным пневматическим тиром для жителей Московского района Санкт-Петербурга
Крытая спортивная площадка с модульным пневматическим тиром для жителей Московского района Санкт-Петербурга Искусство периода Великой Отечественной Войны
Искусство периода Великой Отечественной Войны Что такое текст?
Что такое текст? Николай Николаевич Носов
Николай Николаевич Носов Интерактивная игра Живая и неживая природа
Интерактивная игра Живая и неживая природа Тест в программе Power Point - Классы неорганических соединений
Тест в программе Power Point - Классы неорганических соединений