- Структура производственного процесса

Содержание
- 2. Производственная система организации состоит из объективно существующих комплексов материальных объектов, коллектива людей, производственных, научно-технических и информационных
- 3. Производственный процесс - определенным образом упорядоченный в пространстве и во времени комплекс трудовых и естественных процессов,
- 4. По функциональному признаку
- 5. Основные ПП : процессы обработки, штамповки, резки, сборки, окраски, сушки, монтажа, т. е. все операции, в
- 6. Вспомогательные процессы предназначены обеспечивать нормальное протекание основных. Эти процессы непосредственно не связаны с предметом труда, к
- 7. Обслуживающие процессы включают контроль качества продукции, хода производственного процесса, транспортные и складские операции.
- 8. В зависимости от характера операций над предметом труда производственный процесс состоит также из простых и сложных
- 9. Производственный цикл Tц - период пребывания предметов труда в производственном процессе с начала изготовления до выпуска
- 10. Технологический цикл Tт - время выполнения совокупности технологических операций в производственном цикле. Операционный цикл Tоп включает
- 11. Структура производственного цикла
- 12. Время выполнения операций время, в течение которого осуществляется прямое или косвенное воздействие работника на предмет труда.
- 13. Структура производственного процесса Норма времени на операцию
- 14. Структура полной нормы времени на операцию
- 15. Структура полной нормы времени на операцию tшк = tш + tпз / n = (tо +
- 16. Подготовительно-заключительное время — время на подготовку и завершение обработки партии продукции или смены. Оперативное время —
- 17. Классификация затрат рабочего времени
- 18. Классификация затрат рабочего времени tшк = tш + tпз / n; tш = tоп + tобсл
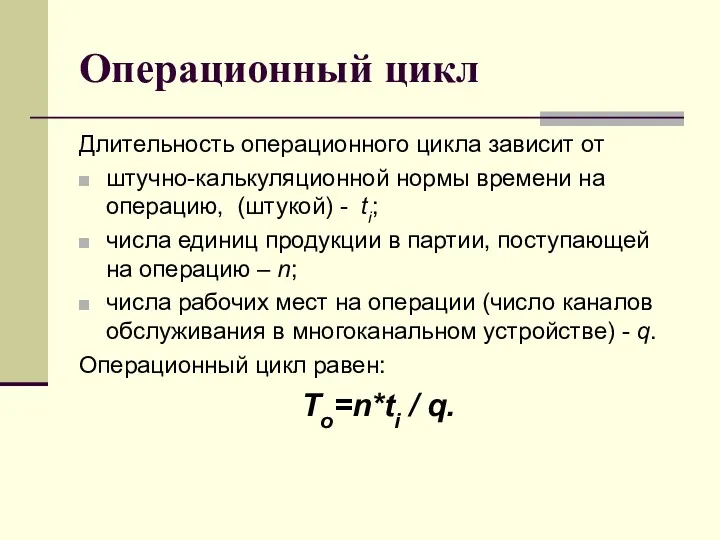
- 19. Операционный цикл Операционный цикл – это суммарное время на обработку партии продукции на операции процесса. Технологический
- 20. Операционный цикл Длительность операционного цикла зависит от штучно-калькуляционной нормы времени на операцию, (штукой) - ti; числа
- 21. Переход часть операции, выполняемая над одной или несколькими поверхностями детали одним или несколькими инструментами одновременно при
- 22. попереходное прохождение - все количество предметов труда проходит сначала через первый переход, затем через второй переход,
- 23. Виды прохождения партии продукции в операции : а) попереходное б) пооперационное
- 24. Разница в длительности операционного цикла где n — размер партии продукции; Р — число переходов в
- 25. Виды движения материальных ресурсов в производстве Обработку деталей можно осуществлять тремя способами или видами движения МР:
- 26. Последовательный способ обработки партии деталей
- 27. Последовательный способ обработки партии деталей Технологический цикл где ti – норма времени на i-ю операцию; m
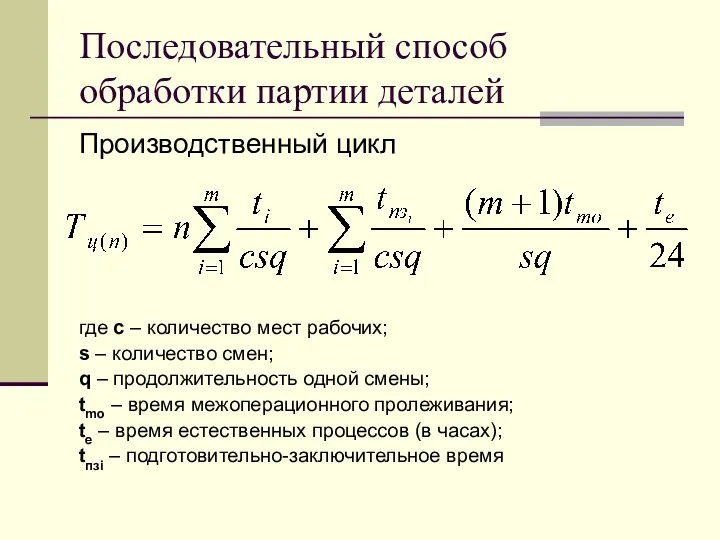
- 28. Последовательный способ обработки партии деталей Производственный цикл где с – количество мест рабочих; s – количество
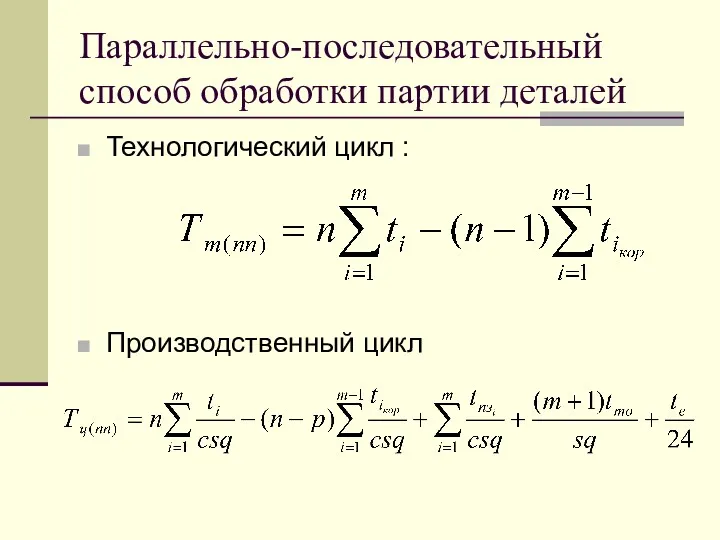
- 29. Параллельно-последовательный способ обработки партии деталей Его сущность заключается в разделении всей обрабатываемой партии на транспортные (передаточные)
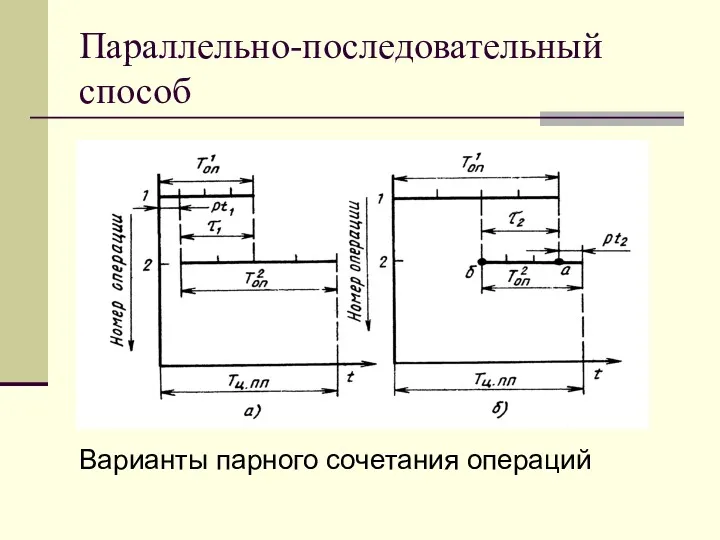
- 30. Параллельно-последовательный способ Варианты парного сочетания операций
- 31. Параллельно-последовательный способ обработки партии деталей
- 32. Параллельно-последовательный способ обработки партии деталей Технологический цикл : Производственный цикл
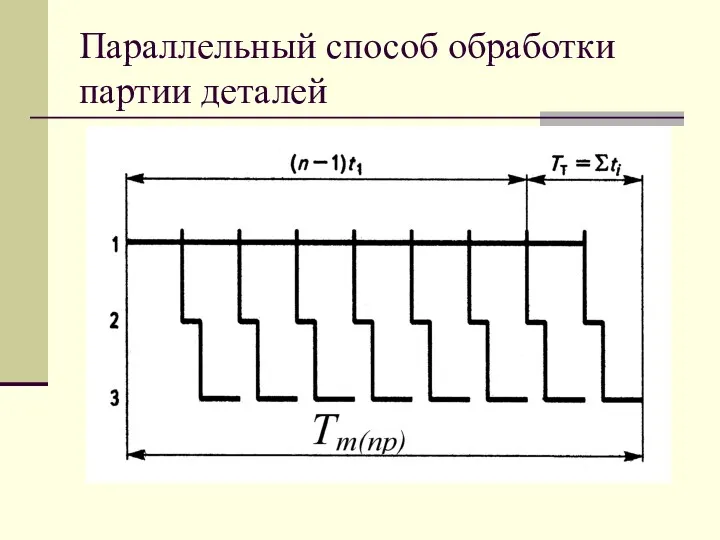
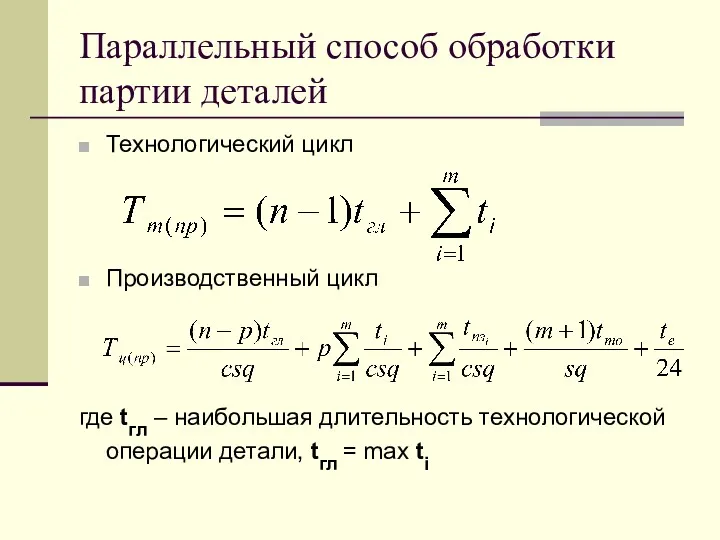
- 33. Параллельный способ обработки партии деталей
- 34. Параллельный способ обработки партии деталей Технологический цикл Производственный цикл где tгл – наибольшая длительность технологической операции
- 36. Скачать презентацию
Производственная система организации
состоит из объективно существующих комплексов материальных объектов, коллектива
Производственная система организации
состоит из объективно существующих комплексов материальных объектов, коллектива
Производственный процесс -
определенным образом упорядоченный в пространстве и во времени комплекс
Производственный процесс -
определенным образом упорядоченный в пространстве и во времени комплекс
По функциональному признаку
По функциональному признаку
Основные ПП :
процессы обработки, штамповки, резки, сборки, окраски, сушки, монтажа, т.
Основные ПП :
процессы обработки, штамповки, резки, сборки, окраски, сушки, монтажа, т.
Вспомогательные процессы
предназначены обеспечивать нормальное протекание основных.
Эти процессы непосредственно не связаны с
Вспомогательные процессы
предназначены обеспечивать нормальное протекание основных.
Эти процессы непосредственно не связаны с
Обслуживающие процессы
включают контроль качества продукции, хода производственного процесса, транспортные и складские
Обслуживающие процессы
включают контроль качества продукции, хода производственного процесса, транспортные и складские
В зависимости от характера операций над предметом труда производственный процесс состоит
В зависимости от характера операций над предметом труда производственный процесс состоит
Производственный цикл Tц
- период пребывания предметов труда в производственном процессе с
Производственный цикл Tц
- период пребывания предметов труда в производственном процессе с
Технологический цикл Tт - время выполнения совокупности технологических операций в производственном
Технологический цикл Tт - время выполнения совокупности технологических операций в производственном

Структура производственного цикла
Структура производственного цикла
Время выполнения операций
время, в течение которого осуществляется прямое или косвенное воздействие
Время выполнения операций
время, в течение которого осуществляется прямое или косвенное воздействие
Структура производственного процесса
Норма времени на операцию
Структура производственного процесса
Норма времени на операцию
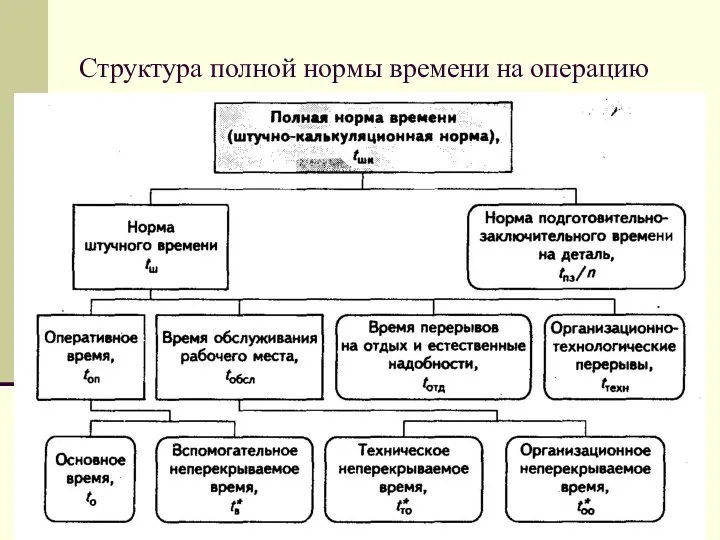
Структура полной нормы времени на операцию
Структура полной нормы времени на операцию
Структура полной нормы времени на операцию
tшк = tш + tпз /
Структура полной нормы времени на операцию
tшк = tш + tпз /
Подготовительно-заключительное время — время на подготовку и завершение обработки партии продукции
Подготовительно-заключительное время — время на подготовку и завершение обработки партии продукции

Классификация затрат рабочего времени
Классификация затрат рабочего времени
Классификация затрат рабочего времени
tшк = tш + tпз / n;
tш
Классификация затрат рабочего времени
tшк = tш + tпз / n;
tш
Операционный цикл
Операционный цикл – это суммарное время на обработку партии продукции
Операционный цикл
Операционный цикл – это суммарное время на обработку партии продукции
Операционный цикл
Длительность операционного цикла зависит от
штучно-калькуляционной нормы времени на операцию,
Операционный цикл
Длительность операционного цикла зависит от
штучно-калькуляционной нормы времени на операцию,
Переход
часть операции, выполняемая над одной или несколькими поверхностями детали одним
Переход
часть операции, выполняемая над одной или несколькими поверхностями детали одним
попереходное прохождение - все количество предметов труда проходит сначала через первый
попереходное прохождение - все количество предметов труда проходит сначала через первый
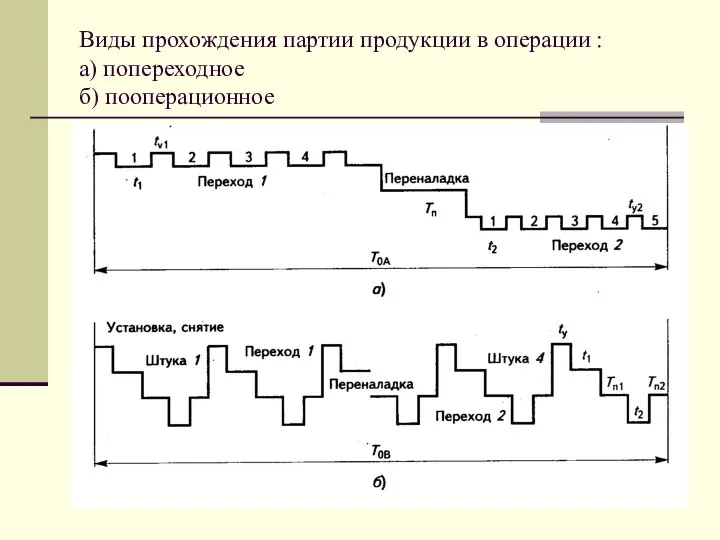
Виды прохождения партии продукции в операции :
а) попереходное
б) пооперационное
Виды прохождения партии продукции в операции :
а) попереходное
б) пооперационное
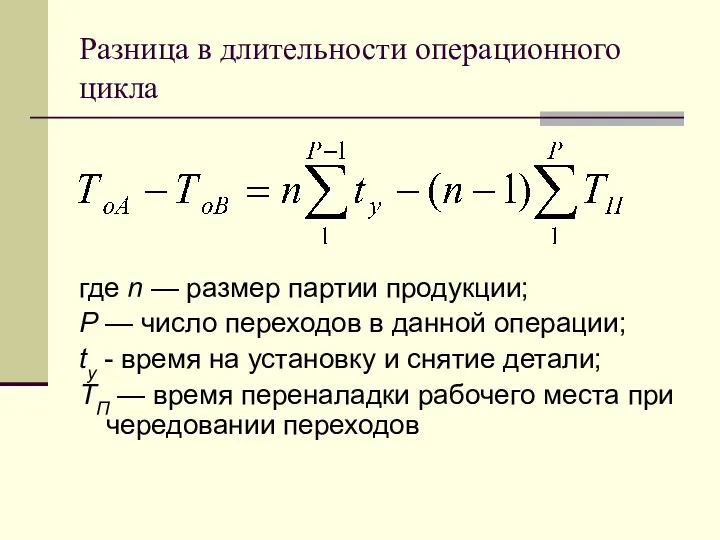
Разница в длительности операционного цикла
где n — размер партии продукции;
Р
Разница в длительности операционного цикла
где n — размер партии продукции;
Р
Виды движения материальных ресурсов в производстве
Обработку деталей можно осуществлять тремя способами
Виды движения материальных ресурсов в производстве
Обработку деталей можно осуществлять тремя способами
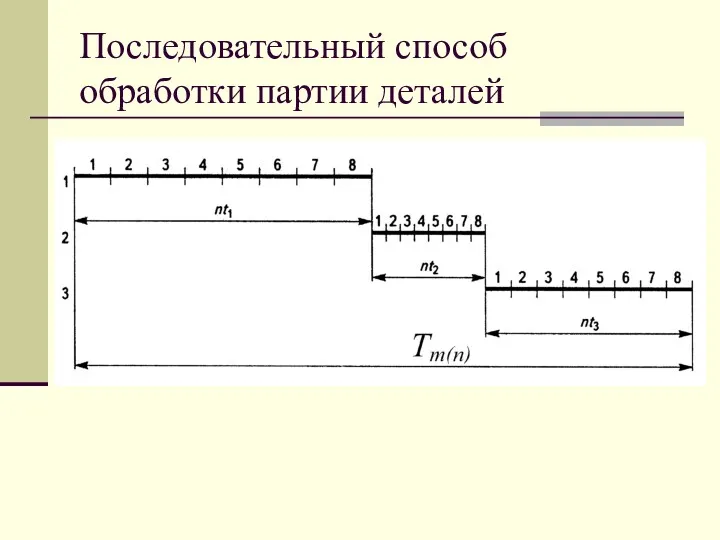
Последовательный способ обработки партии деталей
Последовательный способ обработки партии деталей
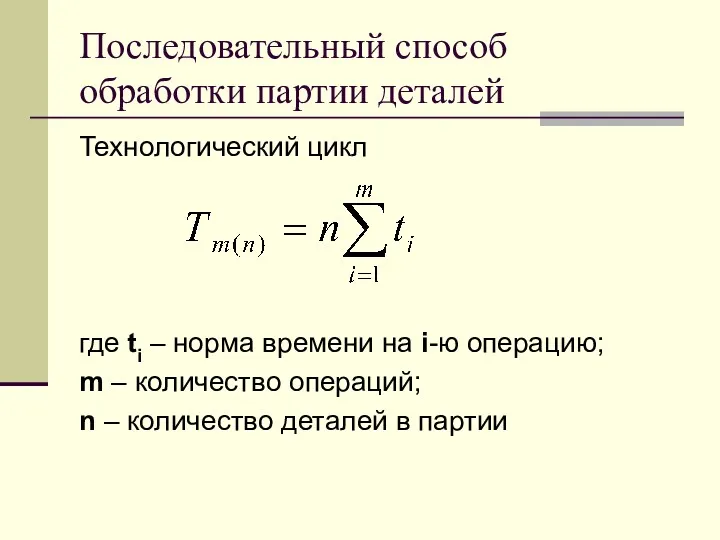
Последовательный способ обработки партии деталей
Технологический цикл
где ti – норма времени на
Последовательный способ обработки партии деталей
Технологический цикл
где ti – норма времени на
Последовательный способ обработки партии деталей
Производственный цикл
где с – количество мест рабочих;
Последовательный способ обработки партии деталей
Производственный цикл
где с – количество мест рабочих;
Параллельно-последовательный способ обработки партии деталей
Его сущность заключается в разделении всей
Параллельно-последовательный способ обработки партии деталей
Его сущность заключается в разделении всей
Параллельно-последовательный способ
Варианты парного сочетания операций
Параллельно-последовательный способ
Варианты парного сочетания операций
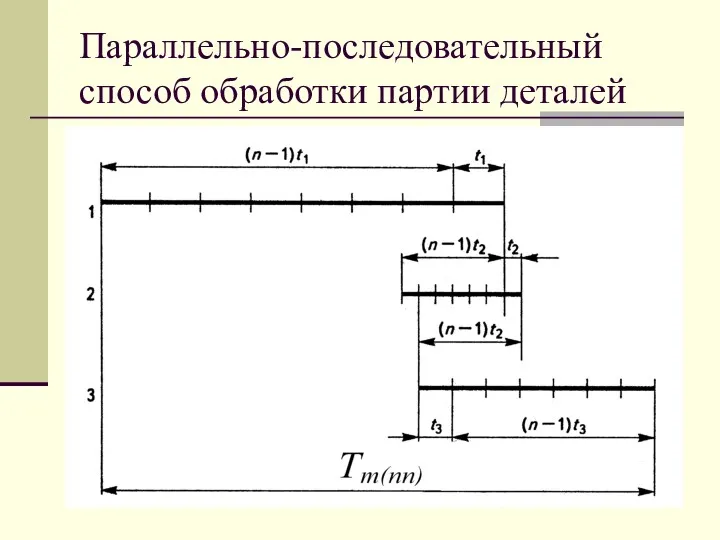
Параллельно-последовательный способ обработки партии деталей
Параллельно-последовательный способ обработки партии деталей
Параллельно-последовательный способ обработки партии деталей
Технологический цикл :
Производственный цикл
Параллельно-последовательный способ обработки партии деталей
Технологический цикл :
Производственный цикл
Параллельный способ обработки партии деталей
Параллельный способ обработки партии деталей
Параллельный способ обработки партии деталей
Технологический цикл
Производственный цикл
где tгл – наибольшая длительность
Параллельный способ обработки партии деталей
Технологический цикл
Производственный цикл
где tгл – наибольшая длительность
 Презентация Сюжетно-ролевая игра в развитии старших дошкольников
Презентация Сюжетно-ролевая игра в развитии старших дошкольников Теория строение органических соединений
Теория строение органических соединений Приложение 1 к уроку по теме Озёра. Презентация. часть1
Приложение 1 к уроку по теме Озёра. Презентация. часть1 Древние образы в народном искусстве. 5 класс
Древние образы в народном искусстве. 5 класс Сталинградская битва.
Сталинградская битва. Материки и океаны
Материки и океаны Черная металлургия. Производство чугуна и стали. 9 класс
Черная металлургия. Производство чугуна и стали. 9 класс Қатты отындарды газдендіру
Қатты отындарды газдендіру Выявлекние и устранение типовых неисправностей блоков питания
Выявлекние и устранение типовых неисправностей блоков питания Теория к заданию № 16 (ЕГЭ по русскому языку. Версия 2019 года)
Теория к заданию № 16 (ЕГЭ по русскому языку. Версия 2019 года) Самостоятельная двигательная активность детей на прогулке, руководство ею
Самостоятельная двигательная активность детей на прогулке, руководство ею Презентация выступления на педсовете по теме Выявление трудных детей
Презентация выступления на педсовете по теме Выявление трудных детей Родительское собрание Роль книги в развитии интеллектуальных умений ребёнка (Конспект с презентацией)
Родительское собрание Роль книги в развитии интеллектуальных умений ребёнка (Конспект с презентацией) Классный час Я и другие люди. Вежливость.
Классный час Я и другие люди. Вежливость. класс
класс Развертка пирамиды
Развертка пирамиды Общие пути катаболизма. Энергетический обмен
Общие пути катаболизма. Энергетический обмен Презентация к уроку библиотечно-информационной грамотности по теме Структура книги
Презентация к уроку библиотечно-информационной грамотности по теме Структура книги Внеурочная деятельность (кружки)
Внеурочная деятельность (кружки) Деловая игра, как способ развития социальной компетентности у учащихся на уроках географии
Деловая игра, как способ развития социальной компетентности у учащихся на уроках географии Артикуляционная гимнастика для малышей
Артикуляционная гимнастика для малышей Раннее Новое время: от средневекового общества к обществу индустриальному
Раннее Новое время: от средневекового общества к обществу индустриальному Получение негативного изображения
Получение негативного изображения Пеларгония зональная красная
Пеларгония зональная красная Здоровьесберегающие технологии в начальной школе.
Здоровьесберегающие технологии в начальной школе. Презентация Природные зоны Северной Америки
Презентация Природные зоны Северной Америки Органы цветковых растений. Корень
Органы цветковых растений. Корень Система ЦТ SECAM
Система ЦТ SECAM