- Электрообработка деталей машины

Содержание
- 2. Рисунок 1 – Классификация методов электрообработки
- 3. 2. Характеристика технологичности методов обработки Электрофизическая обработка – это изменение формы, размеров и шероховатости заготовки с
- 4. 3) электроконтактная – основана на разрушении металла вследствие электрохимических процессов, сочетающихся с механическим удалением образующихся продуктов
- 5. Ультразвуковая – для формообразования сложных поверхностей в заготовках из твердых и крупных материалов. Она проводится направленным
- 6. При ультразвуковой обработке используется магнитострикционный вибратор, работающий на основе магнитострикции никеля и нержавеющей стали. Магнитострикция –
- 7. Плазменная обработка – обработка материалов низкотемпературной плазмой. При этом изменяется форма, размеры, структура обрабатываемого материала или
- 8. Электронно-лучевая обработка – метод основан на использовании тепловой энергии, выделяющейся при столкновении быстродвижущихся электронов с обрабатываемым
- 10. Скачать презентацию
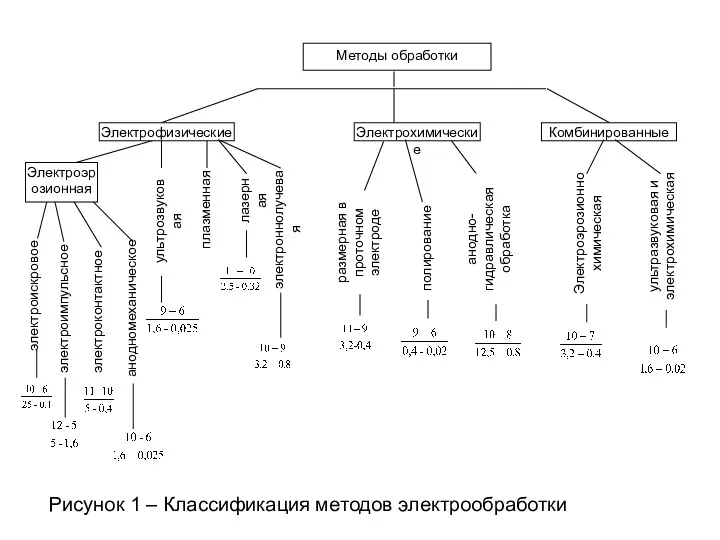
Рисунок 1 – Классификация методов электрообработки
Рисунок 1 – Классификация методов электрообработки
2. Характеристика технологичности методов обработки
Электрофизическая обработка – это изменение формы, размеров
2. Характеристика технологичности методов обработки
Электрофизическая обработка – это изменение формы, размеров
3) электроконтактная – основана на разрушении металла вследствие электрохимических процессов, сочетающихся
3) электроконтактная – основана на разрушении металла вследствие электрохимических процессов, сочетающихся

Ультразвуковая – для формообразования сложных поверхностей в заготовках из твердых и
Ультразвуковая – для формообразования сложных поверхностей в заготовках из твердых и
При ультразвуковой обработке используется магнитострикционный вибратор, работающий на основе магнитострикции никеля
При ультразвуковой обработке используется магнитострикционный вибратор, работающий на основе магнитострикции никеля
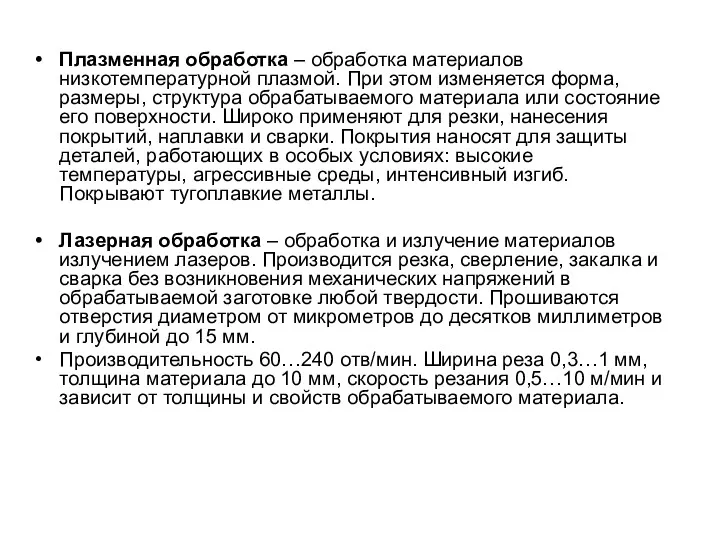
Плазменная обработка – обработка материалов низкотемпературной плазмой. При этом изменяется форма,
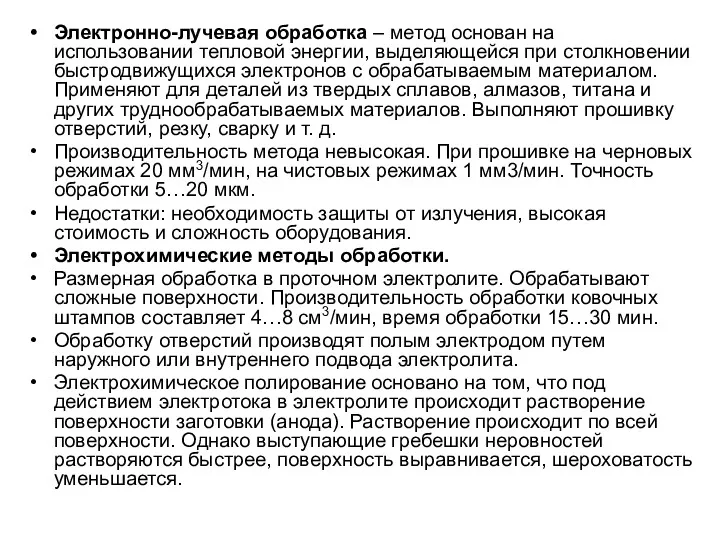
Электронно-лучевая обработка – метод основан на использовании тепловой энергии, выделяющейся при
Электронно-лучевая обработка – метод основан на использовании тепловой энергии, выделяющейся при
 Иван Грозный – первый русский царь
Иван Грозный – первый русский царь Гидравлика в Бурении
Гидравлика в Бурении Фундаменты под колонны
Фундаменты под колонны Научно-исследовательские работы обучающихся в магистратуре
Научно-исследовательские работы обучающихся в магистратуре Творческий проект Скоро, скоро Новый год!
Творческий проект Скоро, скоро Новый год! Путешествия морских народов
Путешествия морских народов Портфолио
Портфолио Конспирологические концепции социологии международных отношений. Теория заговора
Конспирологические концепции социологии международных отношений. Теория заговора Экологические проблемы Севастополя
Экологические проблемы Севастополя Мифические существа и животные в скульптуре Петербурга
Мифические существа и животные в скульптуре Петербурга Изобретение микроскопа
Изобретение микроскопа Экономическая теория, как наука. (Тема 1)
Экономическая теория, как наука. (Тема 1) Дай лапу, друг!
Дай лапу, друг! Знаки препинания в бессоюзном сложном предложении
Знаки препинания в бессоюзном сложном предложении Презентация рабочей программы по музыкальному образованию дошкольников
Презентация рабочей программы по музыкальному образованию дошкольников Методы анализа переходных процессов. Классический метод
Методы анализа переходных процессов. Классический метод Агитбригада по пожарной безопасности
Агитбригада по пожарной безопасности Город Владимир
Город Владимир Прямоугольные треугольники
Прямоугольные треугольники Водные богатства
Водные богатства Презентация для воспитателей:Адаптация детей к детскому саду( к выступлению на пед. совете)
Презентация для воспитателей:Адаптация детей к детскому саду( к выступлению на пед. совете) Феодальная раздробленность Западной Европы в IX-XI веках
Феодальная раздробленность Западной Европы в IX-XI веках Скандинавская правовая семья
Скандинавская правовая семья Электрическое поле
Электрическое поле Шаблон презентации С днем Защитника Отечества - парадный
Шаблон презентации С днем Защитника Отечества - парадный Закон Мура
Закон Мура Слайд-фильм по охране труда
Слайд-фильм по охране труда Презентация Домашняя экология
Презентация Домашняя экология