- Фрезерование. Отрезка и обработка канавок

Содержание
- 2. Отрезка и обработка канавок Отрезка и обработка канавок это токарные операции. В этой области разнообразные операции
- 3. Отвод стружки черезвычайно важен Критичным для отрезки является обеспечение надёжного отвода стружки При прорезке канавок стружкодробление
- 4. Отрезка и прорезка глубоких канавок vc = скорость резания (м/мин) fnx = радиальная подача (мм/об) ar
- 5. Обработка широких канавок vc = скорость резания (м/мин) fnz = осевая подача (мм/об) fnx = радиальная
- 6. vc = скорость резания (м/мин) fnz = осевая подача (мм/об) fnx = радиальная подача (мм/об) ar
- 7. Значение скорости резания Скорость резания уменьшается до нулевого значения при подходе к центру 100 - 0%
- 8. Снижение подачи при подходе к центру Уменьшайте подачу на 75% при подходе к центру, приблизительно за
- 9. 4 Режимы резания, стратегия обработки Процедура выбора инструмента Планирование процесса производства 3 Выбор типа инструмента: -
- 10. Metal Cutting Technology 1.0 P&G 4.2 1. Деталь и материал заготовки Параметры, которые необходимо учесть Деталь:
- 11. Metal Cutting Technology 1.0 P&G 4.2 2. Анализ оборудования Параметры, которые необходимо учесть Жесткость, мощность и
- 12. Metal Cutting Technology 1.0 P&G 4.2 3. Выбор инструмента Различные методы оптимизации Многократное врезание Точение со
- 13. Metal Cutting Technology 1.0 P&G 4.2 4. Способ применения Параметры, которые необходимо учесть Высота центров не
- 14. Канавочные резцы применяются при » Отрезке » Обработке канавок » Обработке торцевых канавок » Профильной обработке
- 15. Metal Cutting Technology 1.0 P&G 4.32 Отрезка Критерии выбора державок Глубокая отрезка Первый выбор – лезвия
- 16. Metal Cutting Technology 1.0 P&G 4.32 Критерии выбора державок Особенности систем Минимальный вылет, ar мм Максимальный
- 17. Metal Cutting Technology 1.0 P&G 4.32 Пружинное закрепление режущей пластины Особенности/преимущества: Быстая замена пластины Отрезка большого
- 18. Metal Cutting Technology 1.0 P&G 4.32 Механическое закрепление режущей пластины Особенности/преимущества: Небольшие диаметры Широкие канавки Радиальные
- 19. Metal Cutting Technology 1.0 P&G 4.32 Отрезка прутков Особенности применения Вылет не более 8 x la
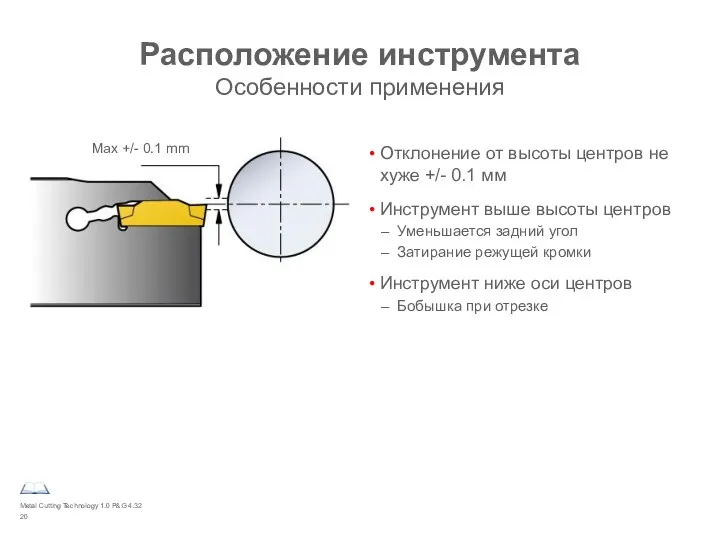
- 20. Metal Cutting Technology 1.0 P&G 4.32 Расположение инструмента Особенности применения Отклонение от высоты центров не хуже
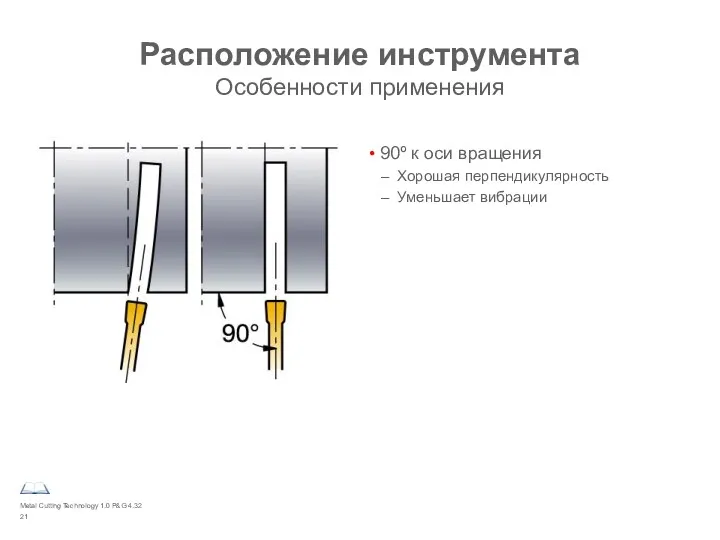
- 21. Metal Cutting Technology 1.0 P&G 4.32 Расположение инструмента Особенности применения 90º к оси вращения Хорошая перпендикулярность
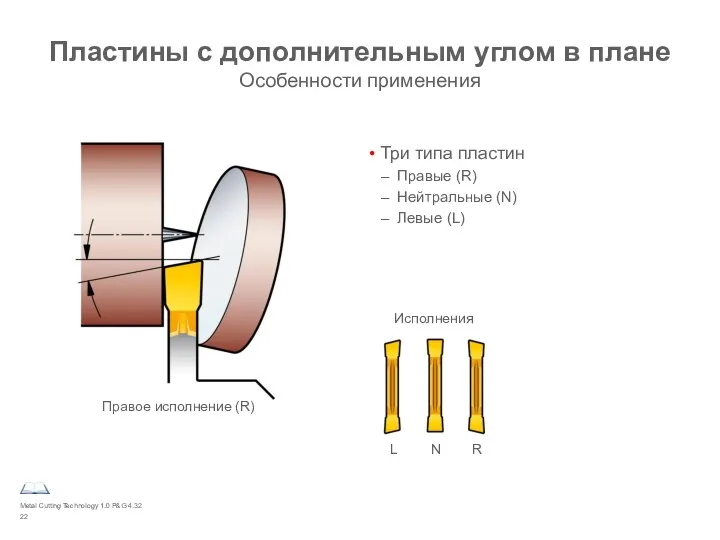
- 22. Metal Cutting Technology 1.0 P&G 4.32 Пластины с дополнительным углом в плане Особенности применения Три типа
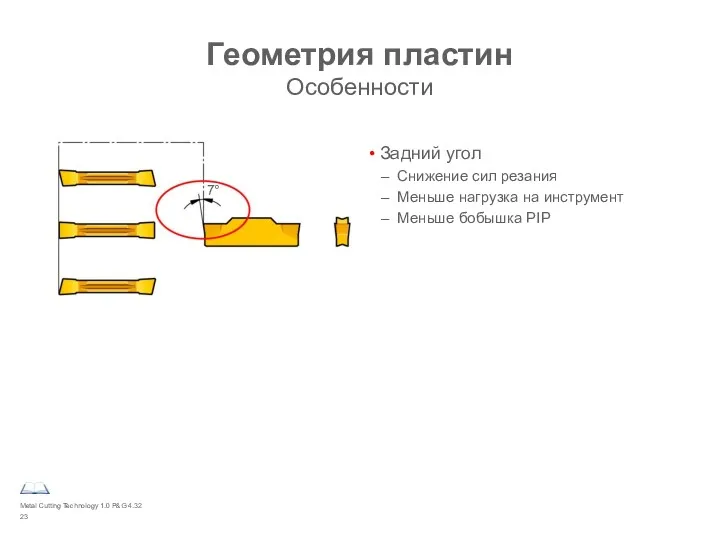
- 23. Metal Cutting Technology 1.0 P&G 4.32 Геометрия пластин Особенности Задний угол Снижение сил резания Меньше нагрузка
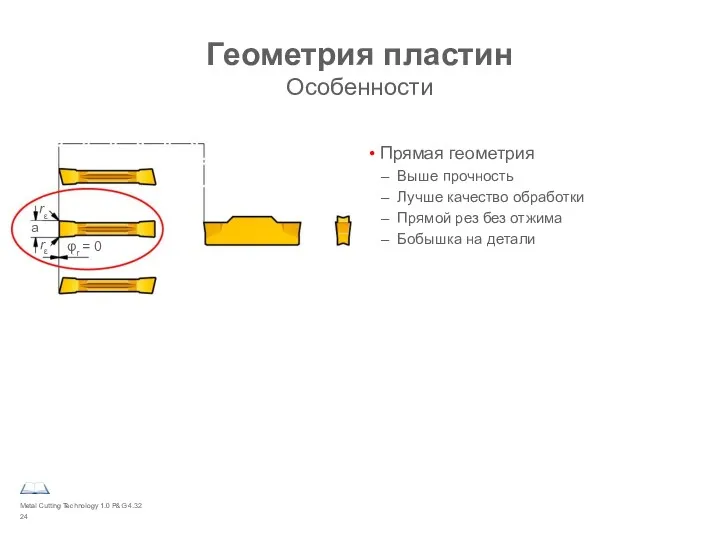
- 24. Metal Cutting Technology 1.0 P&G 4.32 Геометрия пластин Особенности Прямая геометрия Выше прочность Лучше качество обработки
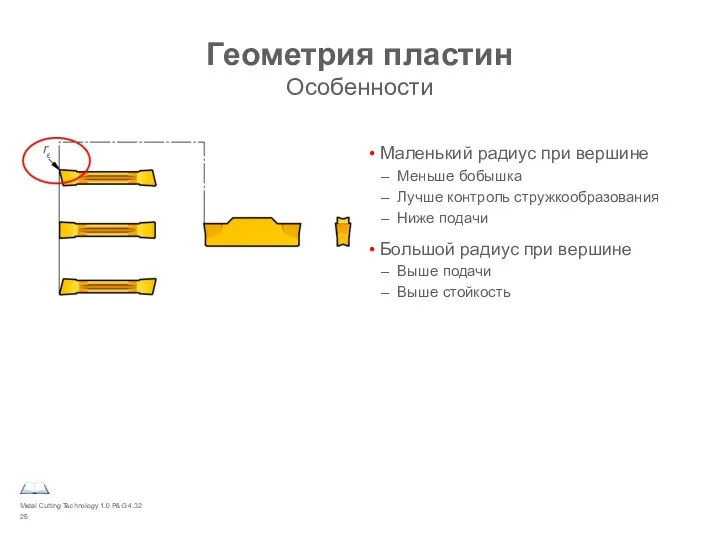
- 25. Metal Cutting Technology 1.0 P&G 4.32 Геометрия пластин Особенности Маленький радиус при вершине Меньше бобышка Лучше
- 26. Metal Cutting Technology 1.0 P&G 4.32 Отрезка труб Особенности Отрезка труб Используйте минимальную ширину пластины для
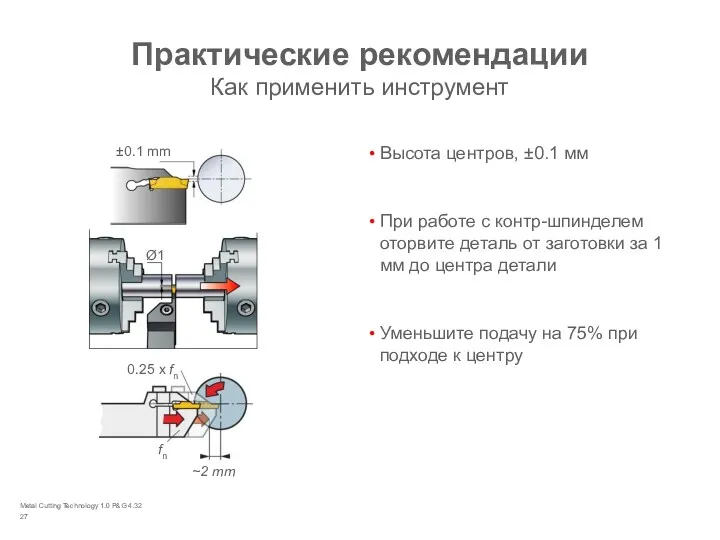
- 27. Metal Cutting Technology 1.0 P&G 4.32 Практические рекомендации Как применить инструмент Высота центров, ±0.1 мм При
- 28. Metal Cutting Technology 1.0 P&G 4.32 Использование СОЖ Особенности Применяйте обильный полив Отрегулируйте подачу на режущую
- 29. Metal Cutting Technology 1.0 P&G 4.33 Обработка канавок Обработка канавки за один проход наиболее экономичный и
- 30. Metal Cutting Technology 1.0 P&G 4.33 Обработка канавок Одиночным врезанием Экономичный и производительный метод обработки канавок
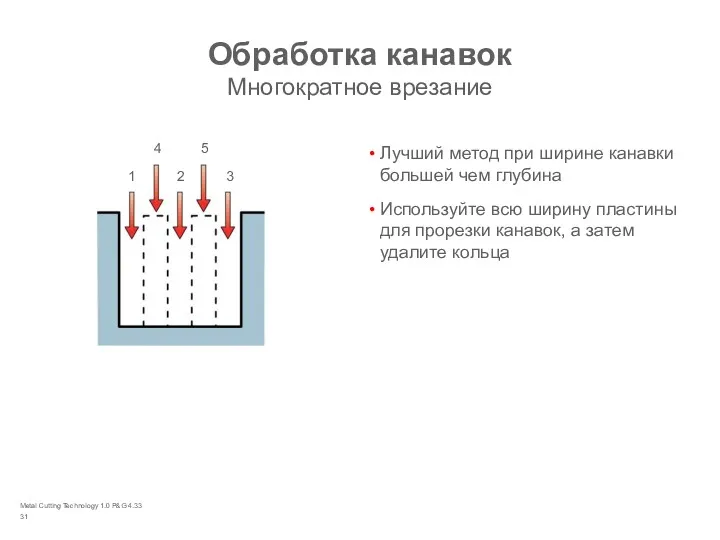
- 31. Metal Cutting Technology 1.0 P&G 4.33 Обработка канавок Многократное врезание Лучший метод при ширине канавки большей
- 32. Metal Cutting Technology 1.0 P&G 4.35 Обработка торцевых канавок Обработка канавок на торце инструмента требует специального
- 33. Metal Cutting Technology 1.0 P&G 4.35 Выбор инструмента для обработки торцевых канавок Инструмент для обработки торцевых
- 34. Инструменты для торцевых канавок Правые и левые инструменты в зависимости от направления вращения Инструмент работает с
- 35. Профильная обработка Современные системы для отрезки и обработки канавок также позволяют выполнять операции точения Необходимо применять
- 36. Metal Cutting Technology 1.0 P&G 4.37 Точение Выбор инструмента Используйте минимальный вылет, механическое крепление пластины Используйте
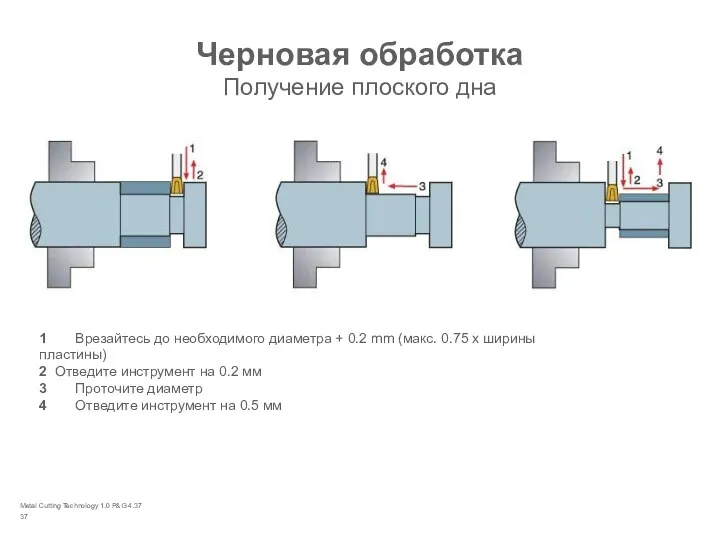
- 37. Metal Cutting Technology 1.0 P&G 4.37 Черновая обработка Получение плоского дна 1 Врезайтесь до необходимого диаметра
- 39. Скачать презентацию

Отрезка и обработка канавок
Отрезка и обработка канавок это токарные операции.
В
Отрезка и обработка канавок
Отрезка и обработка канавок это токарные операции.
В

Отвод стружки черезвычайно важен
Критичным для отрезки является обеспечение надёжного отвода стружки
При
Отвод стружки черезвычайно важен
Критичным для отрезки является обеспечение надёжного отвода стружки
При

Отрезка и прорезка глубоких канавок
vc = скорость резания (м/мин)
fnx = радиальная подача (мм/об)
ar =
Отрезка и прорезка глубоких канавок
vc = скорость резания (м/мин)
fnx = радиальная подача (мм/об)
ar =

Обработка широких канавок
vc = скорость резания (м/мин)
fnz = осевая подача (мм/об)
fnx = радиальная подача
Обработка широких канавок
vc = скорость резания (м/мин)
fnz = осевая подача (мм/об)
fnx = радиальная подача
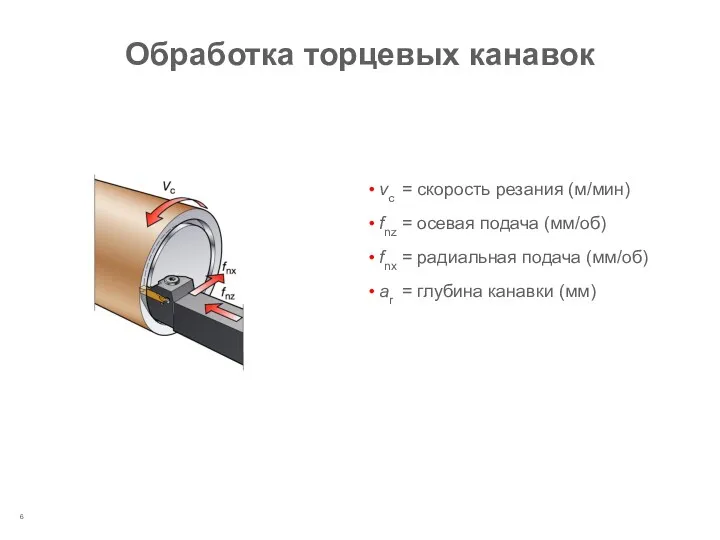
vc = скорость резания (м/мин)
fnz = осевая подача (мм/об)
fnx = радиальная подача (мм/об)
ar = глубина
vc = скорость резания (м/мин)
fnz = осевая подача (мм/об)
fnx = радиальная подача (мм/об)
ar = глубина
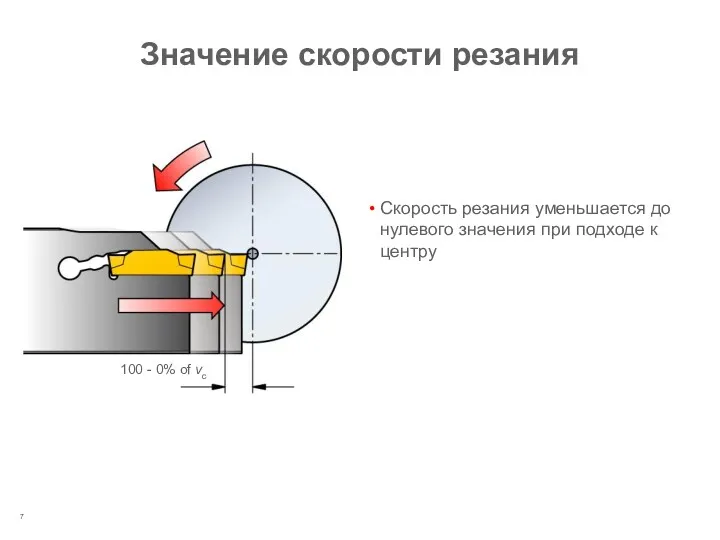
Значение скорости резания
Скорость резания уменьшается до нулевого значения при подходе к
Значение скорости резания
Скорость резания уменьшается до нулевого значения при подходе к

Снижение подачи при подходе к центру
Уменьшайте подачу на 75% при подходе
Снижение подачи при подходе к центру
Уменьшайте подачу на 75% при подходе

4
Режимы резания, стратегия обработки
Процедура выбора инструмента
Планирование процесса производства
3
Выбор типа инструмента:
- Тип
4
Режимы резания, стратегия обработки
Процедура выбора инструмента
Планирование процесса производства
3
Выбор типа инструмента:
- Тип

Metal Cutting Technology 1.0 P&G 4.2
1. Деталь и материал заготовки
Параметры, которые
Metal Cutting Technology 1.0 P&G 4.2
1. Деталь и материал заготовки Параметры, которые
Metal Cutting Technology 1.0 P&G 4.2
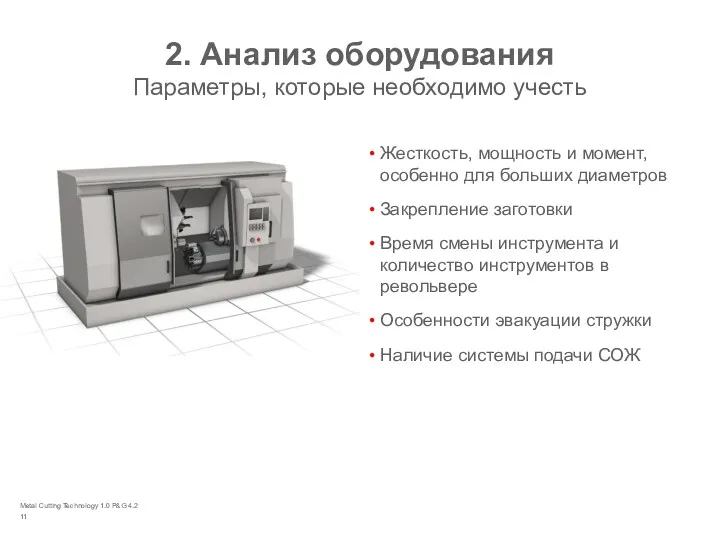
2. Анализ оборудования
Параметры, которые необходимо учесть
Жесткость,
Metal Cutting Technology 1.0 P&G 4.2
2. Анализ оборудования
Параметры, которые необходимо учесть
Жесткость,
Metal Cutting Technology 1.0 P&G 4.2
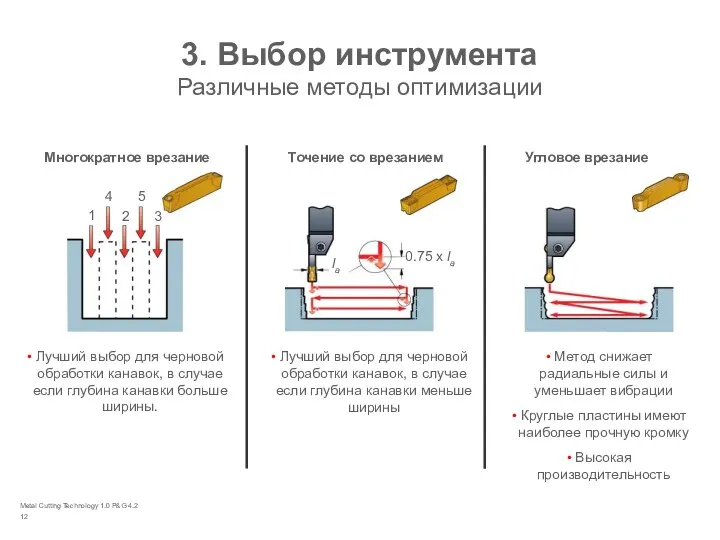
3. Выбор инструмента
Различные методы оптимизации
Многократное врезание
Точение
Metal Cutting Technology 1.0 P&G 4.2
3. Выбор инструмента
Различные методы оптимизации
Многократное врезание
Точение

Metal Cutting Technology 1.0 P&G 4.2
4. Способ применения
Параметры, которые необходимо
Metal Cutting Technology 1.0 P&G 4.2
4. Способ применения Параметры, которые необходимо

Канавочные резцы применяются при
» Отрезке
» Обработке канавок
» Обработке торцевых канавок
»
Канавочные резцы применяются при
» Отрезке
» Обработке канавок
» Обработке торцевых канавок
»
Metal Cutting Technology 1.0 P&G 4.32
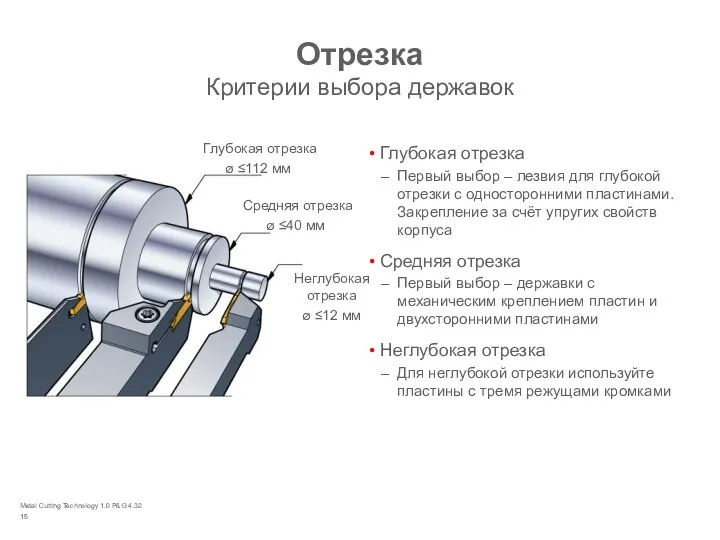
Отрезка
Критерии выбора державок
Глубокая отрезка
Первый выбор –
Metal Cutting Technology 1.0 P&G 4.32
Отрезка
Критерии выбора державок
Глубокая отрезка
Первый выбор –
Metal Cutting Technology 1.0 P&G 4.32
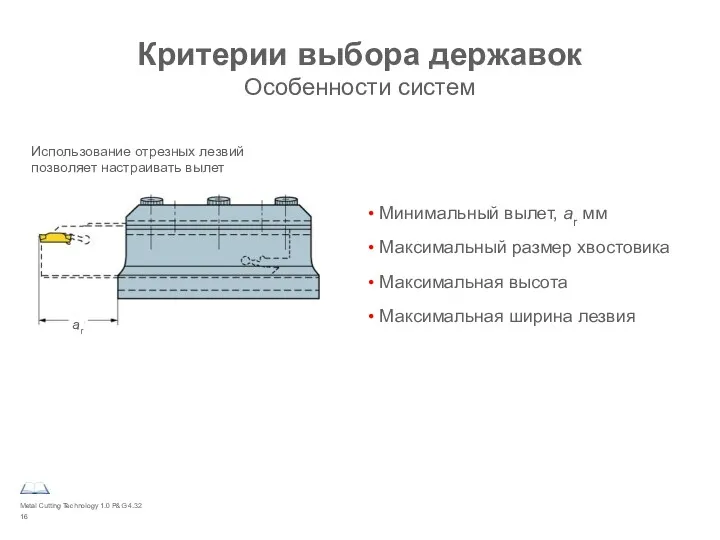
Критерии выбора державок
Особенности систем
Минимальный вылет, ar
Metal Cutting Technology 1.0 P&G 4.32
Критерии выбора державок
Особенности систем
Минимальный вылет, ar

Metal Cutting Technology 1.0 P&G 4.32
Пружинное закрепление режущей пластины
Особенности/преимущества:
Быстая замена пластины
Отрезка
Metal Cutting Technology 1.0 P&G 4.32
Пружинное закрепление режущей пластины
Особенности/преимущества:
Быстая замена пластины
Отрезка
Metal Cutting Technology 1.0 P&G 4.32
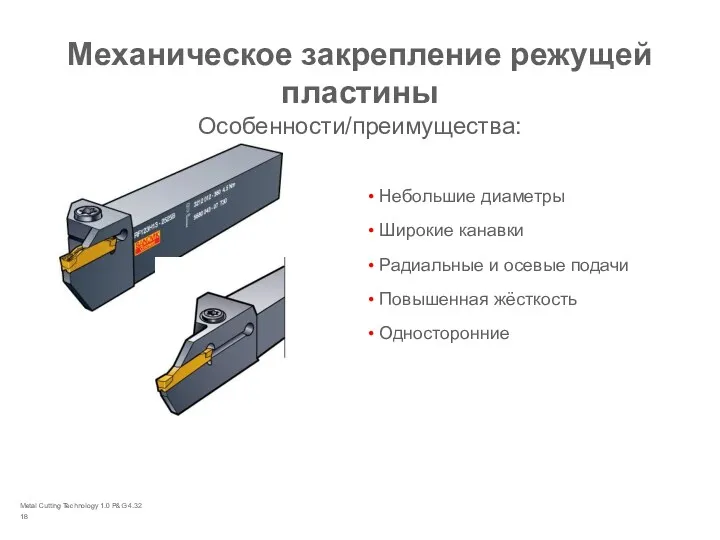
Механическое закрепление режущей пластины
Особенности/преимущества:
Небольшие диаметры
Широкие канавки
Радиальные
Metal Cutting Technology 1.0 P&G 4.32
Механическое закрепление режущей пластины
Особенности/преимущества:
Небольшие диаметры
Широкие канавки
Радиальные
Metal Cutting Technology 1.0 P&G 4.32
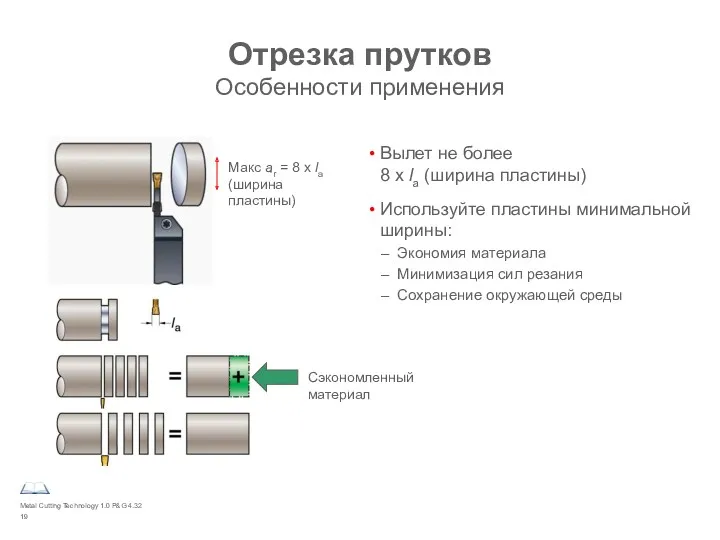
Отрезка прутков
Особенности применения
Вылет не более
8
Metal Cutting Technology 1.0 P&G 4.32
Отрезка прутков
Особенности применения
Вылет не более 8
Metal Cutting Technology 1.0 P&G 4.32
Расположение инструмента
Особенности применения
Отклонение от высоты центров
Metal Cutting Technology 1.0 P&G 4.32
Расположение инструмента
Особенности применения
Отклонение от высоты центров
Metal Cutting Technology 1.0 P&G 4.32
Расположение инструмента
Особенности применения
90º к оси вращения
Хорошая
Metal Cutting Technology 1.0 P&G 4.32
Расположение инструмента
Особенности применения
90º к оси вращения
Хорошая
Metal Cutting Technology 1.0 P&G 4.32
Пластины с дополнительным углом в плане
Особенности
Metal Cutting Technology 1.0 P&G 4.32
Пластины с дополнительным углом в плане Особенности
Metal Cutting Technology 1.0 P&G 4.32
Геометрия пластин
Особенности
Задний угол
Снижение сил резания
Меньше нагрузка
Metal Cutting Technology 1.0 P&G 4.32
Геометрия пластин
Особенности
Задний угол
Снижение сил резания
Меньше нагрузка
Metal Cutting Technology 1.0 P&G 4.32
Геометрия пластин
Особенности
Прямая геометрия
Выше прочность
Лучше качество обработки
Прямой
Metal Cutting Technology 1.0 P&G 4.32
Геометрия пластин
Особенности
Прямая геометрия
Выше прочность
Лучше качество обработки
Прямой
Metal Cutting Technology 1.0 P&G 4.32
Геометрия пластин
Особенности
Маленький радиус при вершине
Меньше бобышка
Лучше
Metal Cutting Technology 1.0 P&G 4.32
Геометрия пластин
Особенности
Маленький радиус при вершине
Меньше бобышка
Лучше

Metal Cutting Technology 1.0 P&G 4.32
Отрезка труб
Особенности
Отрезка труб
Используйте минимальную ширину пластины
Metal Cutting Technology 1.0 P&G 4.32
Отрезка труб
Особенности
Отрезка труб
Используйте минимальную ширину пластины
Metal Cutting Technology 1.0 P&G 4.32
Практические рекомендации
Как применить инструмент
Высота центров, ±0.1
Metal Cutting Technology 1.0 P&G 4.32
Практические рекомендации
Как применить инструмент
Высота центров, ±0.1

Metal Cutting Technology 1.0 P&G 4.32
Использование СОЖ
Особенности
Применяйте обильный полив
Отрегулируйте подачу на
Metal Cutting Technology 1.0 P&G 4.32
Использование СОЖ
Особенности
Применяйте обильный полив
Отрегулируйте подачу на

Metal Cutting Technology 1.0 P&G 4.33
Обработка канавок
Обработка канавки за один проход
Metal Cutting Technology 1.0 P&G 4.33
Обработка канавок
Обработка канавки за один проход

Metal Cutting Technology 1.0 P&G 4.33
Обработка канавок
Одиночным врезанием
Экономичный и производительный
Metal Cutting Technology 1.0 P&G 4.33
Обработка канавок
Одиночным врезанием
Экономичный и производительный
Metal Cutting Technology 1.0 P&G 4.33
Обработка канавок
Многократное врезание
Лучший метод при
Metal Cutting Technology 1.0 P&G 4.33
Обработка канавок
Многократное врезание
Лучший метод при

Metal Cutting Technology 1.0 P&G 4.35
Обработка торцевых канавок
Обработка канавок на торце
Metal Cutting Technology 1.0 P&G 4.35
Обработка торцевых канавок
Обработка канавок на торце

Metal Cutting Technology 1.0 P&G 4.35
Выбор инструмента для обработки торцевых канавок
Инструмент
Metal Cutting Technology 1.0 P&G 4.35
Выбор инструмента для обработки торцевых канавок
Инструмент

Инструменты для торцевых канавок
Правые и левые инструменты в зависимости от направления
Инструменты для торцевых канавок Правые и левые инструменты в зависимости от направления

Профильная обработка
Современные системы для отрезки и обработки канавок также позволяют выполнять
Профильная обработка
Современные системы для отрезки и обработки канавок также позволяют выполнять

Metal Cutting Technology 1.0 P&G 4.37
Точение
Выбор инструмента
Используйте минимальный вылет, механическое
Metal Cutting Technology 1.0 P&G 4.37
Точение
Выбор инструмента
Используйте минимальный вылет, механическое
Metal Cutting Technology 1.0 P&G 4.37
Черновая обработка
Получение плоского дна
1 Врезайтесь до необходимого
Metal Cutting Technology 1.0 P&G 4.37
Черновая обработка
Получение плоского дна
1 Врезайтесь до необходимого
 : Особенности формирования произвольного внимания у детей 4-5 лет.
: Особенности формирования произвольного внимания у детей 4-5 лет. Пороки вкуса и запаха
Пороки вкуса и запаха Uterine sarcoma
Uterine sarcoma Учебно-методическое пособие Учимся считать на английском языке
Учебно-методическое пособие Учимся считать на английском языке Мотовилихинская артиллерия в Афганистане
Мотовилихинская артиллерия в Афганистане Әсіпорынның архитектуралық құрылыс
Әсіпорынның архитектуралық құрылыс керамика66
керамика66 презентация мы здоровыми растем (2).ppt
презентация мы здоровыми растем (2).ppt Полімери. Застосування
Полімери. Застосування Hydraulic Fracturing
Hydraulic Fracturing Политическая система общества
Политическая система общества Цифровые автоматы и регистры, счетчики
Цифровые автоматы и регистры, счетчики Работа с поролоном. Поросенок
Работа с поролоном. Поросенок Музей Приокского района. Детские программы
Музей Приокского района. Детские программы Обобщение опыта Роль музыкально-дидактических игр в становлении ребенка Диск
Обобщение опыта Роль музыкально-дидактических игр в становлении ребенка Диск Операции над графами и их свойства
Операции над графами и их свойства РАЗВИВАЮЩАЯ СРЕДА В КОРРЕКЦИОННОЙ ГРУППЕ ЗНАЙКИ ПО ФГОС
РАЗВИВАЮЩАЯ СРЕДА В КОРРЕКЦИОННОЙ ГРУППЕ ЗНАЙКИ ПО ФГОС Внеклассное мероприятие У природы нет плохой погоды
Внеклассное мероприятие У природы нет плохой погоды Использование информационных компьютерных технологий на уроках биологии
Использование информационных компьютерных технологий на уроках биологии Презентация Рассказы и сказки Н. Носова
Презентация Рассказы и сказки Н. Носова Объемно-планировочная структура многоэтажного жилого здания
Объемно-планировочная структура многоэтажного жилого здания bd3ccfe5c6d24bb9a8b4ece584a2830f
bd3ccfe5c6d24bb9a8b4ece584a2830f Моя семья. Екатерина Багринцева
Моя семья. Екатерина Багринцева Инерция. Билет 2
Инерция. Билет 2 6 класс. Гидросфера 3 урок. Части мирового океана
6 класс. Гидросфера 3 урок. Части мирового океана Проект в ДОУ
Проект в ДОУ Буква Э
Буква Э История развития телевидения
История развития телевидения