Слайд 2
Кромки металла перед сваркой зачищают до металлического блеска. Иногда применяют травление.
При S металла до 1 мм – отбортовка кромок, при 1…5 мм – сварка встык без скоса кромок, при 6…15 мм – односторонний скос кромок, при 15…25 мм – Х-образный.
Для ГС латуней применяют присадочные проволоки марок: Л62, ЛК62-05, ЛО60-1 и др.
D проволоки = S металла, но не более 9 мм. Применяют флюсы №1 - №5 или газообразный флюс БМ-1.
Слайд 3
Сварку выполняют окислительным пламенем. Конец ядра пламени должен находиться на расстоянии
7-10 мм от свариваемой поверхности.
Сварку ведут левым способом в один слой с максимально возможной скоростью. Пламя направляют преимущественно на присадочную проволоку, которую держат под углом 90° к оси мундштука. Конец проволоки периодически погружают во флюс или подсыпают его в сварочную ванну и на кромки шва.
Для обеспечения провара при S > 3 мм с обратной стороны шва делают подварочный шов, а при S > 5 мм применяют технологические подкладки.

 Районный конкурс Воспитатель года - 2014
Районный конкурс Воспитатель года - 2014 Игра Третий лишний
Игра Третий лишний Үсік шалған кездегі алғашқы көмек
Үсік шалған кездегі алғашқы көмек Монашество. Места проживания монахов
Монашество. Места проживания монахов Памятник архитектуры Десяти́нная це́рковь
Памятник архитектуры Десяти́нная це́рковь Оформление путевой документации и порядок списания горюче-смазочных материалов
Оформление путевой документации и порядок списания горюче-смазочных материалов Рекомендации учителя-логопеда.
Рекомендации учителя-логопеда. Природные зоны Африки
Природные зоны Африки Как научиться ездить на машине (с механической коробкой передач)
Как научиться ездить на машине (с механической коробкой передач) Правописание наречий с приставками
Правописание наречий с приставками Шаблон (фон) презентации. 8 марта. Часть 1
Шаблон (фон) презентации. 8 марта. Часть 1 Қазақстандағы тағамтану ғылымының дамуы
Қазақстандағы тағамтану ғылымының дамуы Понятие товарного рынка и конкуренции. Роль конкуренции в развитии экономики государства
Понятие товарного рынка и конкуренции. Роль конкуренции в развитии экономики государства Регтайм - специфический жанр афро-американского музицирования
Регтайм - специфический жанр афро-американского музицирования Современные методы диагностики аллергии
Современные методы диагностики аллергии От плоского изображения к объемному макету
От плоского изображения к объемному макету Октябрьская революция 1917 года в России
Октябрьская революция 1917 года в России Нагрузки и воздействия. Нагрузки на покрытие
Нагрузки и воздействия. Нагрузки на покрытие HBV вирусная инфекция
HBV вирусная инфекция Уравнения и неравенства с переменной под знаком модуля
Уравнения и неравенства с переменной под знаком модуля Всероссийская стартап-школа молодого изобретателя
Всероссийская стартап-школа молодого изобретателя Минералы. Самородные элементы
Минералы. Самородные элементы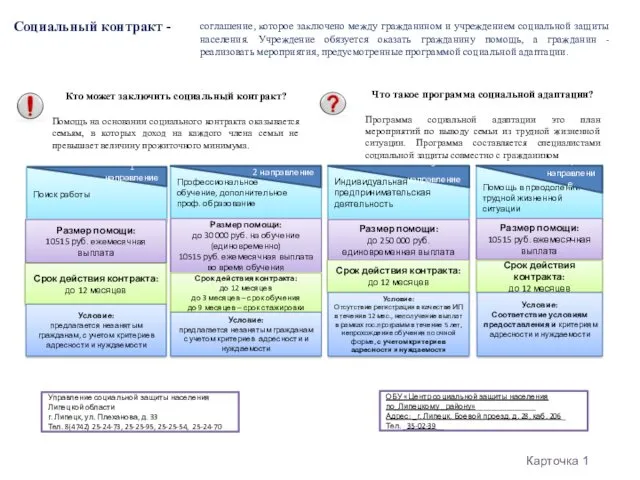 Социальный контракт
Социальный контракт История возникновения и забвения античных олимпийских игр
История возникновения и забвения античных олимпийских игр Смысл божественной литургии. Причастие
Смысл божественной литургии. Причастие Бүйрек туберкулезінің салыстырмалы диагностикасы
Бүйрек туберкулезінің салыстырмалы диагностикасы Аттестация педагогических работников: новые подходы в связи с интеграцией в систему российского образования.
Аттестация педагогических работников: новые подходы в связи с интеграцией в систему российского образования. Методы изучения генетики человека
Методы изучения генетики человека