- Газовая сварка стали

Содержание
- 2. Сварочное пламя Ацетилено-кислородное -3150 Пропан-бутан-кислородное-2400 Метан-кислородное-2150
- 3. Сварочное пламя
- 4. Ацетиленовый генератор ПОРЯДОК РАБОТЫ Внешний осмотр генератора, затвора, соединений. Заливают воду через горловину до уровня контрольной
- 5. Предохранительный затвор 1.Выходной ниппель 2.Рассекатель 3.Контрольный кран 4.Корпус 5.Пробка 6.Колпачок 7.Шариковый клапан 8.Штуцер 9.Пробка 10.Тройник 11.Газоподводящая
- 6. Предохранительный затвор 1.Штуцер 2.Внутренний корпус 3.Гайка нижняя наружного корпуса 4.Пламегасящий элемент 5.Фиксирующие шарики 6. Гайка верхняя
- 7. Газовые баллоны
- 8. Типы редукторов
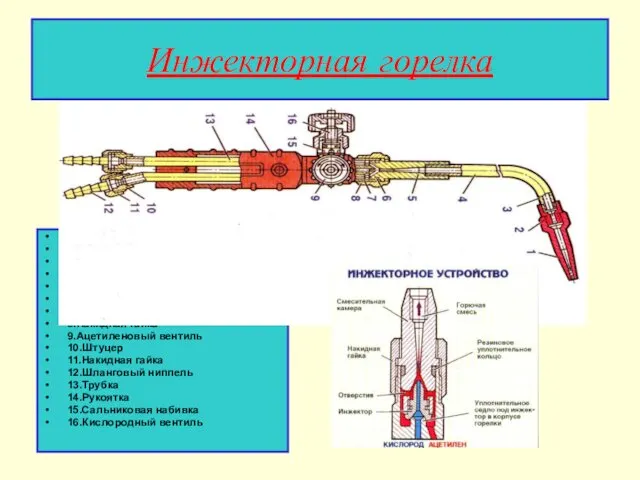
- 9. Инжекторная горелка 1.Муншдтук 2.Ниппель мундштука 3.Наконечник 4.Трубчатый мундштук 5.Смесительная камера 6.Резиновое кольцо 7.Инжектор 8.Накидная гайка 9.Ацетиленовый
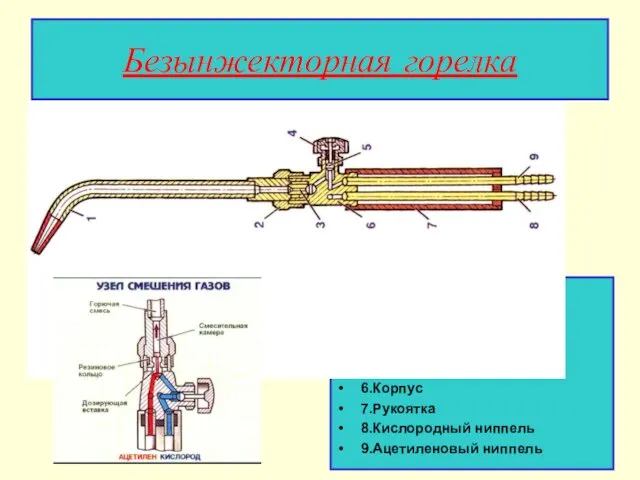
- 10. Безынжекторная горелка 1.Наконечник 2.Накидная гайка 3.Дозирующие каналы 4.Вентиль 5.Игольчатый шпиндель 6.Корпус 7.Рукоятка 8.Кислородный ниппель 9.Ацетиленовый ниппель
- 11. Присоединение шлангов 1.Присоединить к штуцеру горелки шланг для подачи кислорода. 2.Проверить горелку на разрежение в ацетиленовом
- 12. Проверка горелки перед работой При отсутствии разрежения 1.Закрыть вентиль кислорода и отсоединить наконечник. 2.Вывернуть инжектор из
- 13. Проверка горелки перед работой Присоединять попеременно кислородный шланг к ниппелям ацетилена и кислорода. Подать кислород под
- 14. Порядок зажигания горелки
- 15. Форма и размеры ядра при правильно отрегулированном пламени
- 16. Обратный удар При хлопках горелки необходимо проверить 1.Затянута ли накидная гайка 2.Достаточно ли давление кислорода 3.Нет
- 17. Правый способ сварки
- 18. Левый способ сварки
- 19. Положение мундштука горелки Скорость нагрева металла регулируется углом наклона мундштука. Чем толще металл, –тем больше должен
- 20. Пламя горелки направляют на свариваемый металл так, чтобы кромки находились в восстановительной зоне пламени на расстоянии
- 21. Способы движения горелкой Полумесяцем С незначительными колебаниями Петлеобразно С задержкой пламени вдоль оси шва
- 22. Сварка в нижнем положении
- 23. Сварка в вертикальном положении Газовую сварку сверху вниз выполняют только правым способом. Газовую сварку снизу вверх
- 24. Горизонтальные швы Выполняют правым способом Присадочную проволоку держат сверху, а мундштук горелки – снизу сварочной ванны.
- 25. Потолочные швы Кромки нагревают до начала оплавления и в этот момент в ванну вводят присадочную проволоку,
- 26. Сварка швов сквозным проплавлением
- 27. Сварка трубопроводов Трубы диаметром 14-48 мм с толщиной стенки до 3 мм сваривают левым способом Сварочная
- 28. Трубы диаметром 58-159 мм., с толщиной стенки более 3 мм., сваривают правым способом Сварочная ванна должна
- 29. Сварка трубопроводов Во время сварки одного стыка не допускаются перерывы в работе Присадочный пруток располагают более
- 31. Скачать презентацию
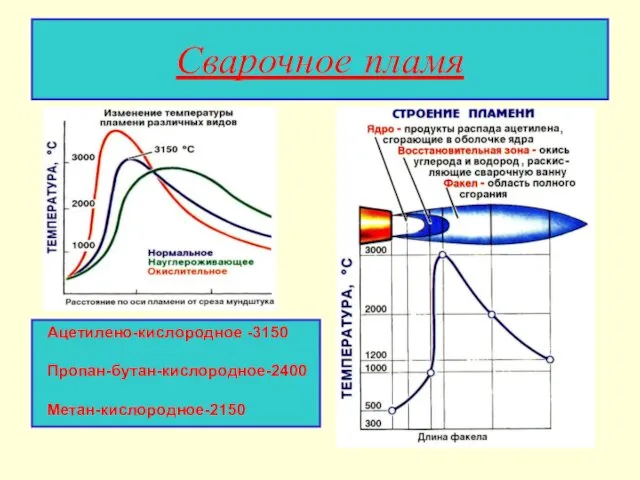
Сварочное пламя
Ацетилено-кислородное -3150
Пропан-бутан-кислородное-2400
Метан-кислородное-2150
Сварочное пламя
Ацетилено-кислородное -3150
Пропан-бутан-кислородное-2400
Метан-кислородное-2150
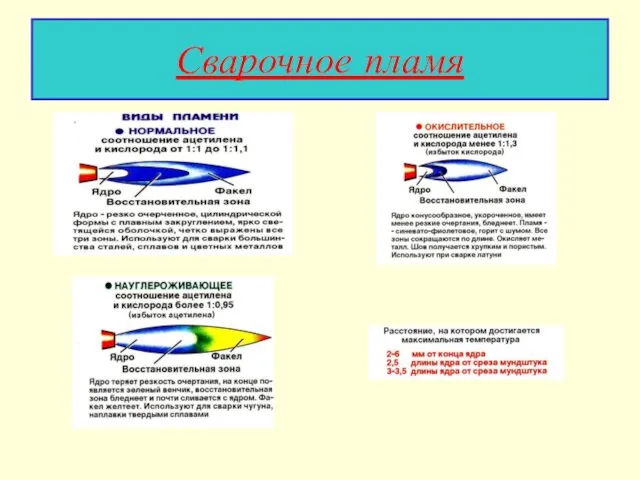
Сварочное пламя
Сварочное пламя

Ацетиленовый генератор
ПОРЯДОК РАБОТЫ
Внешний осмотр генератора, затвора, соединений.
Заливают воду через горловину до
Ацетиленовый генератор
ПОРЯДОК РАБОТЫ
Внешний осмотр генератора, затвора, соединений.
Заливают воду через горловину до

Предохранительный затвор
1.Выходной ниппель
2.Рассекатель
3.Контрольный кран
4.Корпус
5.Пробка
6.Колпачок
7.Шариковый клапан
8.Штуцер
9.Пробка
10.Тройник
11.Газоподводящая трубка
12.Вентиль
Предохранительный затвор
1.Выходной ниппель
2.Рассекатель
3.Контрольный кран
4.Корпус
5.Пробка
6.Колпачок
7.Шариковый клапан
8.Штуцер
9.Пробка
10.Тройник
11.Газоподводящая трубка
12.Вентиль
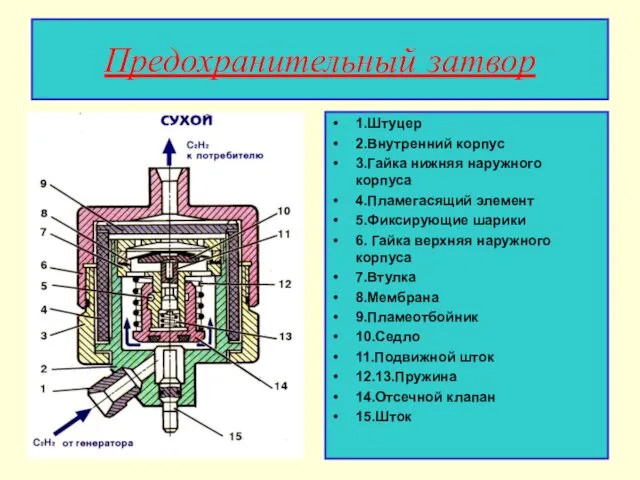
Предохранительный затвор
1.Штуцер
2.Внутренний корпус
3.Гайка нижняя наружного корпуса
4.Пламегасящий элемент
5.Фиксирующие шарики
6. Гайка верхняя наружного
Предохранительный затвор
1.Штуцер
2.Внутренний корпус
3.Гайка нижняя наружного корпуса
4.Пламегасящий элемент
5.Фиксирующие шарики
6. Гайка верхняя наружного
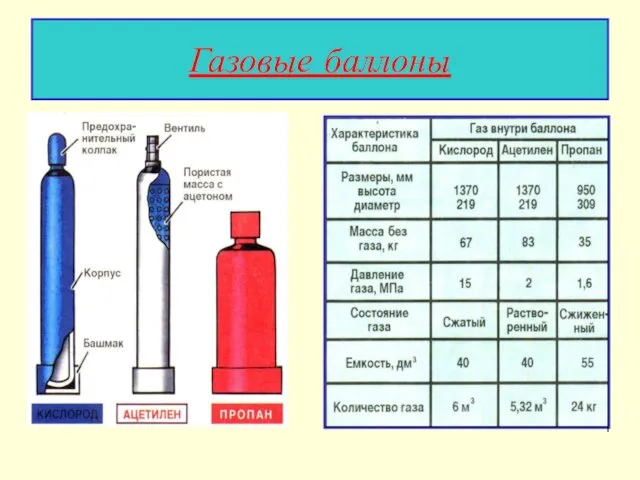
Газовые баллоны
Газовые баллоны
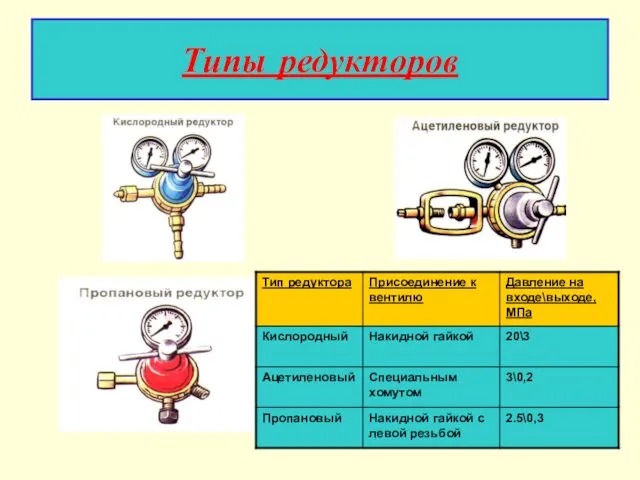
Типы редукторов
Типы редукторов
Инжекторная горелка
1.Муншдтук
2.Ниппель мундштука
3.Наконечник
4.Трубчатый мундштук
5.Смесительная камера
6.Резиновое кольцо
7.Инжектор
8.Накидная гайка
9.Ацетиленовый вентиль
10.Штуцер
11.Накидная
Инжекторная горелка
1.Муншдтук
2.Ниппель мундштука
3.Наконечник
4.Трубчатый мундштук
5.Смесительная камера
6.Резиновое кольцо
7.Инжектор
8.Накидная гайка
9.Ацетиленовый вентиль
10.Штуцер
11.Накидная
Безынжекторная горелка
1.Наконечник
2.Накидная гайка
3.Дозирующие каналы
4.Вентиль
5.Игольчатый шпиндель
6.Корпус
7.Рукоятка
8.Кислородный ниппель
9.Ацетиленовый ниппель
Безынжекторная горелка
1.Наконечник
2.Накидная гайка
3.Дозирующие каналы
4.Вентиль
5.Игольчатый шпиндель
6.Корпус
7.Рукоятка
8.Кислородный ниппель
9.Ацетиленовый ниппель

Присоединение шлангов
1.Присоединить к штуцеру
горелки шланг для подачи кислорода.
2.Проверить горелку
Присоединение шлангов
1.Присоединить к штуцеру
горелки шланг для подачи кислорода.
2.Проверить горелку

Проверка горелки перед работой
При отсутствии разрежения
1.Закрыть вентиль кислорода и отсоединить наконечник.
2.Вывернуть
Проверка горелки перед работой
При отсутствии разрежения
1.Закрыть вентиль кислорода и отсоединить наконечник.
2.Вывернуть

Проверка горелки перед работой
Присоединять попеременно кислородный шланг к ниппелям ацетилена и
Проверка горелки перед работой
Присоединять попеременно кислородный шланг к ниппелям ацетилена и

Порядок зажигания горелки
Порядок зажигания горелки

Форма и размеры ядра при правильно отрегулированном пламени
Форма и размеры ядра при правильно отрегулированном пламени

Обратный удар
При хлопках горелки необходимо проверить
1.Затянута ли накидная гайка
2.Достаточно ли давление
Обратный удар
При хлопках горелки необходимо проверить
1.Затянута ли накидная гайка
2.Достаточно ли давление

Правый способ сварки
Правый способ сварки

Левый способ сварки
Левый способ сварки
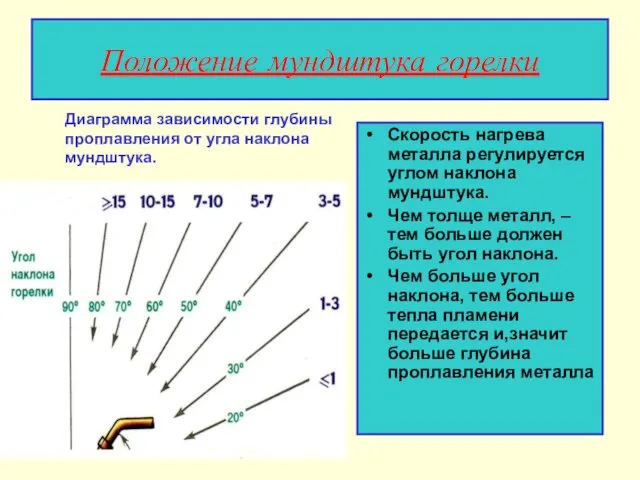
Положение мундштука горелки
Скорость нагрева металла регулируется углом наклона мундштука.
Чем толще металл,
Положение мундштука горелки
Скорость нагрева металла регулируется углом наклона мундштука.
Чем толще металл,

Пламя горелки направляют на свариваемый металл так, чтобы кромки находились в
Пламя горелки направляют на свариваемый металл так, чтобы кромки находились в
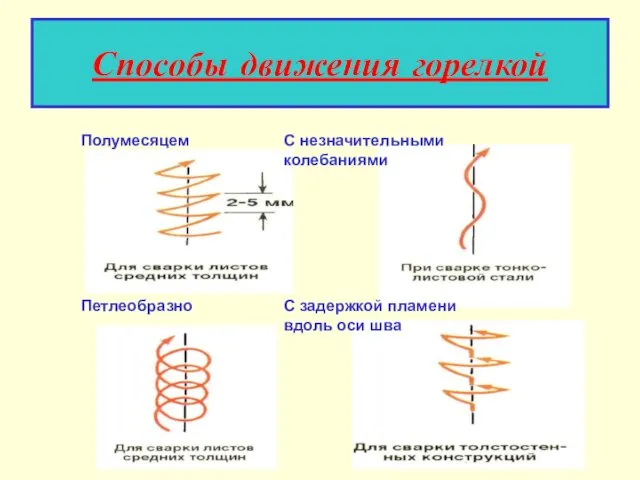
Способы движения горелкой
Полумесяцем
С незначительными колебаниями
Петлеобразно
С задержкой пламени
вдоль оси шва
Способы движения горелкой
Полумесяцем
С незначительными колебаниями
Петлеобразно
С задержкой пламени
вдоль оси шва

Сварка в нижнем положении
Сварка в нижнем положении

Сварка в вертикальном положении
Газовую сварку сверху вниз выполняют только правым способом.
Газовую
Сварка в вертикальном положении
Газовую сварку сверху вниз выполняют только правым способом.
Газовую

Горизонтальные швы
Выполняют правым способом
Присадочную проволоку держат сверху, а мундштук горелки
Горизонтальные швы
Выполняют правым способом
Присадочную проволоку держат сверху, а мундштук горелки
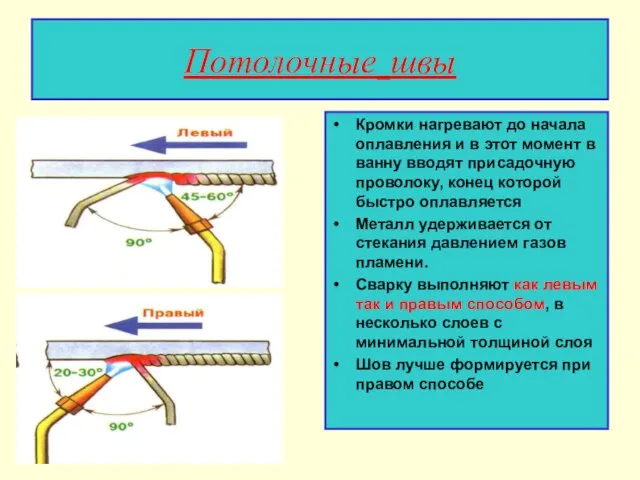
Потолочные швы
Кромки нагревают до начала оплавления и в этот момент в
Потолочные швы
Кромки нагревают до начала оплавления и в этот момент в
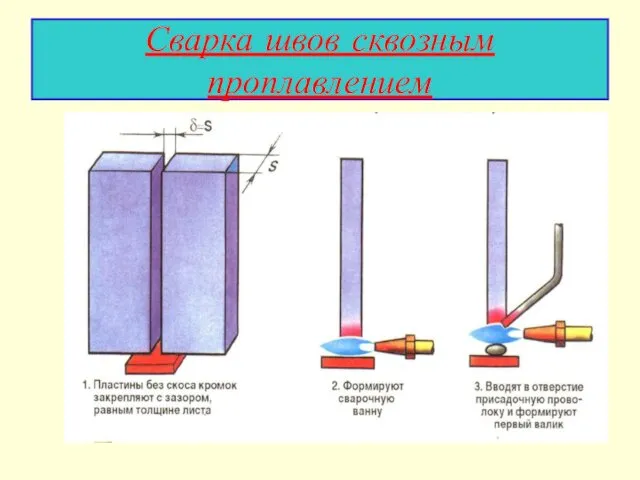
Сварка швов сквозным проплавлением
Сварка швов сквозным проплавлением

Сварка трубопроводов
Трубы диаметром 14-48 мм с толщиной стенки до 3 мм
Сварка трубопроводов
Трубы диаметром 14-48 мм с толщиной стенки до 3 мм

Трубы диаметром 58-159 мм., с толщиной стенки более 3 мм., сваривают
Трубы диаметром 58-159 мм., с толщиной стенки более 3 мм., сваривают

Сварка трубопроводов
Во время сварки одного стыка не допускаются перерывы в работе
Присадочный
Сварка трубопроводов
Во время сварки одного стыка не допускаются перерывы в работе
Присадочный
 Крокодилы
Крокодилы Конденсаторы. Обозначения и виды конденсаторов
Конденсаторы. Обозначения и виды конденсаторов Комплексная помощь детям с ОВЗ
Комплексная помощь детям с ОВЗ Анализ стихотворения Н. М. Рубцова Ласточка
Анализ стихотворения Н. М. Рубцова Ласточка Логика
Логика Богдинско-Баскунчакский заповедник
Богдинско-Баскунчакский заповедник презентация Лесные животные
презентация Лесные животные Муса Джалиль - поэт-воин, поэт-герой
Муса Джалиль - поэт-воин, поэт-герой Старший школьный (подростковый, пубертатный) период
Старший школьный (подростковый, пубертатный) период Повреждения трансформаторов
Повреждения трансформаторов Аммиак
Аммиак Виденин Иван Васильевич. Семейные реликвии
Виденин Иван Васильевич. Семейные реликвии Повышение интереса к профессии сварщик
Повышение интереса к профессии сварщик Сірке қышқылын алу технологиясы
Сірке қышқылын алу технологиясы Борис Заходер детям.
Борис Заходер детям. Полевые транзисторы
Полевые транзисторы Введение в курс Общей биологии 10 класс. 3
Введение в курс Общей биологии 10 класс. 3 Удосконалення транспортно-експедиційного обслуговування населення у місті Луцьку
Удосконалення транспортно-експедиційного обслуговування населення у місті Луцьку Шуточные загадки по химии
Шуточные загадки по химии Организация внеурочной деятельности кружка Волшебная кисточка для учеников 1-2 классов за 1 полугодие 2013-2014 уч.г.
Организация внеурочной деятельности кружка Волшебная кисточка для учеников 1-2 классов за 1 полугодие 2013-2014 уч.г. презентация по теме Гидролиз
презентация по теме Гидролиз Конструирование швейных изделий
Конструирование швейных изделий Электрохимические методы анализа: потенциометрия. Потенциометрическое титрование
Электрохимические методы анализа: потенциометрия. Потенциометрическое титрование Учитель мой
Учитель мой Фандрайзинг – привлечение средств на социальные проекты. Молодежное движение Миротворец
Фандрайзинг – привлечение средств на социальные проекты. Молодежное движение Миротворец Портальная гипертензия
Портальная гипертензия Розы из кленовых листьев
Розы из кленовых листьев Проект Белоусова
Проект Белоусова