- Гибка металла

Содержание
- 2. Тема 6. ГИБКА МЕТАЛЛА 1. Сущность и виды гибки. 2. Инструменты, приспособления и материалы, применяемые при
- 3. 1. Сущность и виды гибки Гибкой (изгибанием) называется операция, в результате которой заготовка принимает требуемую форму
- 4. 2. ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ И МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ГИБКЕ Рис. 2.44. Гибка на оправке: а-в - последовательность
- 5. Продолжение 2 вопроса Рис. 2.45. Плоскогубцы Рис. 2.46. Круглогубцы Плоскогубцы и круглогубцы применяют при гибке профильного
- 6. Продолжение 2 вопроса Рис. 2.47. Приспособление для гибки рамки ножовочного станка: а, б - схемы применения
- 7. Продолжение 2 вопроса Рис. 2.48. Приспособление для гибки кольца Гибку труб в горячем состоянии выполняют после
- 8. 3.МЕХАНИЗАЦИЯ ПРИ ГИБКЕ Рис. 2.49. Листогибочные вальцы: 1 - механизм привода; 2 - верхний валок; 3
- 9. Продолжение 3 вопроса Рис. 2.50. Листогибочный пресс: а - общий вид; б - конструктивная схема; в
- 10. Продолжение 3 вопроса Рис. 2.51. Роликовый гибочный станок: а - трехроликовый: 1 - рукоятка; 2 -
- 11. Продолжение 3 вопроса Рис. 2.52. Станок для гибки труб с нагревом токами высокой частоты: 1 —
- 12. 4. Правила выполнения работ при ручной гибке металла. 1. При изгибании листового и полосового материала в
- 13. Продолжение 4 вопроса 4. При гибке листового и полосового металла в приспособлениях необходимо строго придерживаться прилагаемых
- 15. Скачать презентацию
Тема 6. ГИБКА МЕТАЛЛА
1. Сущность и виды гибки.
2. Инструменты, приспособления
Тема 6. ГИБКА МЕТАЛЛА
1. Сущность и виды гибки.
2. Инструменты, приспособления
1. Сущность и виды гибки
Гибкой (изгибанием) называется операция, в результате
1. Сущность и виды гибки
Гибкой (изгибанием) называется операция, в результате

2. ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ И МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ГИБКЕ
Рис. 2.44. Гибка
2. ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ И МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ГИБКЕ
Рис. 2.44. Гибка
Продолжение 2 вопроса
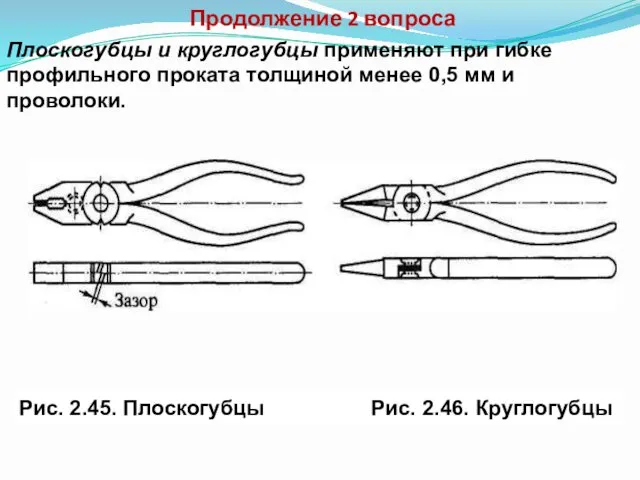
Рис. 2.45. Плоскогубцы Рис. 2.46. Круглогубцы
Плоскогубцы и круглогубцы применяют
Продолжение 2 вопроса
Рис. 2.45. Плоскогубцы Рис. 2.46. Круглогубцы
Плоскогубцы и круглогубцы применяют

Продолжение 2 вопроса
Рис. 2.47. Приспособление для гибки рамки ножовочного станка: а,
Продолжение 2 вопроса
Рис. 2.47. Приспособление для гибки рамки ножовочного станка: а,
Продолжение 2 вопроса
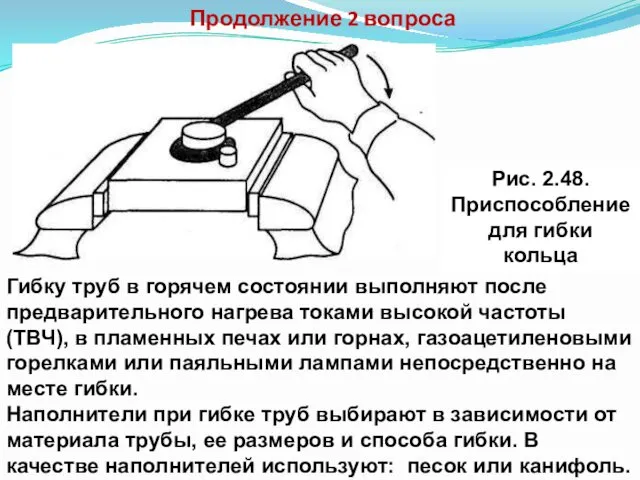
Рис. 2.48. Приспособление для гибки кольца
Гибку труб в горячем
Продолжение 2 вопроса
Рис. 2.48. Приспособление для гибки кольца
Гибку труб в горячем

3.МЕХАНИЗАЦИЯ ПРИ ГИБКЕ
Рис. 2.49. Листогибочные вальцы:
1 - механизм привода; 2
3.МЕХАНИЗАЦИЯ ПРИ ГИБКЕ
Рис. 2.49. Листогибочные вальцы:
1 - механизм привода; 2

Продолжение 3 вопроса
Рис. 2.50. Листогибочный пресс:
а - общий вид; б
Продолжение 3 вопроса
Рис. 2.50. Листогибочный пресс:
а - общий вид; б

Продолжение 3 вопроса
Рис. 2.51. Роликовый гибочный станок: а - трехроликовый: 1
Продолжение 3 вопроса
Рис. 2.51. Роликовый гибочный станок: а - трехроликовый: 1

Продолжение 3 вопроса
Рис. 2.52. Станок для гибки труб с нагревом токами
Продолжение 3 вопроса
Рис. 2.52. Станок для гибки труб с нагревом токами
4. Правила выполнения работ при ручной гибке металла.
1. При
4. Правила выполнения работ при ручной гибке металла.
1. При
Продолжение 4 вопроса
4. При гибке листового и полосового металла в
Продолжение 4 вопроса
4. При гибке листового и полосового металла в
 Мастер-класс ученика: Корзиночка.
Мастер-класс ученика: Корзиночка. Возобновление сосны обыкновенной в условиях Ребрихинского лесничества
Возобновление сосны обыкновенной в условиях Ребрихинского лесничества Экономика и промышленность Германии2_m
Экономика и промышленность Германии2_m Пастернак Борис Леонидович
Пастернак Борис Леонидович 8 февраля — День Российской науки
8 февраля — День Российской науки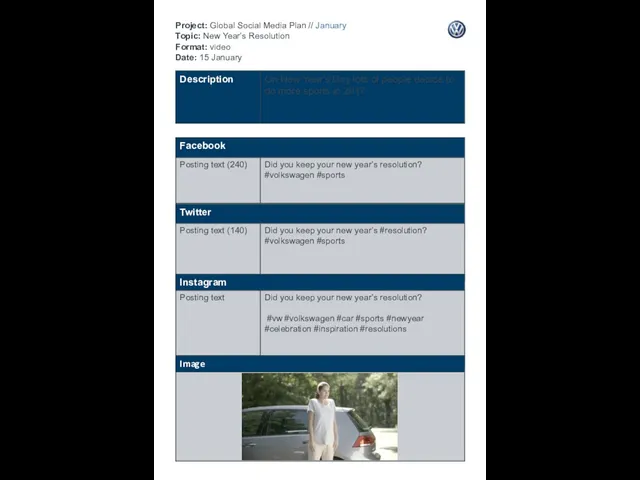 Project: Global Social Media Plan // January Topic: New Year’s Resolution Format: video Date: 15 January
Project: Global Social Media Plan // January Topic: New Year’s Resolution Format: video Date: 15 January Сосуды Древней Греции
Сосуды Древней Греции Беседа с детьми Какие бывают книги?
Беседа с детьми Какие бывают книги? Аппликация Гномик
Аппликация Гномик Сварочное оборудование
Сварочное оборудование Франц Иозеф Гайдн
Франц Иозеф Гайдн Полиплоидты клеткалар
Полиплоидты клеткалар Квилинг
Квилинг Викторина-игра по правилам дорожного движения
Викторина-игра по правилам дорожного движения Презентация к дню Конституции РФ
Презентация к дню Конституции РФ Stalingradskaya_bitva_02_02_22
Stalingradskaya_bitva_02_02_22 Презентация- отчёт о создании книжного уголка в группе
Презентация- отчёт о создании книжного уголка в группе Звуковая культура речи детей
Звуковая культура речи детей Крым в 1991-2014 годы
Крым в 1991-2014 годы Трудовое воспитание
Трудовое воспитание Марина_Балдина_презентация
Марина_Балдина_презентация Изготовление куклы из ниток Мартинички
Изготовление куклы из ниток Мартинички Презентация работы кружка легоконструирования.
Презентация работы кружка легоконструирования. Проводящие тани растений
Проводящие тани растений Второй признак равенства треугольников
Второй признак равенства треугольников Территория и международное право
Территория и международное право Материаловедение. Понятия о режиме резания при точении
Материаловедение. Понятия о режиме резания при точении Праздничный парад - презентация к празднику День защитника Отечества.
Праздничный парад - презентация к празднику День защитника Отечества.