- Гигиена труда в машиностроительной промышленности

Содержание
- 2. Машиностроение имеет первостепенное значение, поскольку обеспечивает все отрасли производства необходимым оборудованием. Производство машин осуществляется в машиностроительных
- 3. Основными подразделениями машиностроительных заводов являются: 1. Подготовительные цеха 2. Горячие - литейные, кузнечнопрессовые, термические; 3. Холодные
- 4. ЛИТЕЙНЫЕ ЦЕХА Сущность литейного производства заключается в получении фасонных изделий из чугуна, стали, цветных металлов путем
- 5. Технологический процесс литейного производства заливкой в земляные формы состоит из следующих этапов: Приготовление формовочных и стержневых
- 6. 2. Приготовление форм для заливки металла может производиться вручную — при крупном литье, а также при
- 7. Различают литейные цеха "конвейерного" и "рассеянного" типа. Наиболее механизированными являются литейные цеха массового производства (конвейерного типа).
- 8. 3. Землеподготовительное отделение, в котором приготовляются формовочные и стержневые составы, и перерабатывается огромное количество сыпучих материалов
- 9. Особенно значительно выделение пыли при транспортировке горелой земли. Если эта земля предварительно не смочена водой, в
- 10. 4. Формовка и изготовление стержней состоят в следующем. Сущность технологического процесса формовки заключается в набивке и
- 11. Сушка форм и стержней проводится в специальных сушилах, обогреваемых твердым, жидким или газообразным топливом или электричеством.
- 12. В формовочно-стержневых отделениях при механической формовке рабочие подвергаются воздействию шума (до 95—110 дб) и вибрации. Ручная
- 13. В качестве оздоровительных мероприятий в формовочных и стержневых отделениях рекомендуется: -применение пылеотсасывающих приспособлений вместо обдувки форм;
- 14. Плавка чугуна производится в вагранках, стали — в дуговых электропечах и мартеновских печах, цветного литья —
- 15. Вагранки и электродуговые печи служат источником загрязнения воздуха на значительных расстояниях от цеха. Так, одна трехтонная
- 16. Заливка в формы металла связана с воздействием на работающих излучения от стенок горячего ковша и поверхности
- 17. Выбивка опок — одна из самых неблагоприятных операций в литейных как конвейерного типа, так и серийного
- 18. Для устранения указанных дефектов необходима механизация выбивки в крупных литейных (производительностью более 5000 т в год)
- 19. Очистка и обрубка отливок достигаются в современных условиях во многих случаях ручной обработкой крупных отливок обрубными
- 20. При литье с применением выплавляемых моделей (прецизионное литье) в процессе приготовления моделей в сборке выделяются непредельные
- 21. Заболеваемость в литейных цехах, как правило, выше общезаводской. Наиболее высока она среди работни-ков литейных цехов тяжелого
- 22. Работа обрубщиков с вибрирующим ручным инструментом приводит к развитию другого профессионального заболевания — вибра-ционной болезни. Кроме
- 23. Таблица контрольного теста ФИО ______________Группа ______________________
- 24. 1. От чего зависит состав основных цехов машиностроительных заводов? 1.1. От типа и вида выпускаемой продукции;
- 25. 3. Укажите ведущие профессиональные вредности при заливке металла в формы: 3.1. Высокая запылённость и высокие уровни
- 26. 5. В качестве оздоровительных мероприятий в формовочных и стержневых отделениях рекомендуется: 5.1. Применение пылеотсасывающих приспособлений вместо
- 27. 7. В чём отличия литейных цехов массового производства (конвейерного типа) от литейных цехов "рассеянного типа": 7.1.
- 28. Правильные ответы
- 29. КУЗНЕЧНО-ПРЕССОВЫЕ И ШТАМПОВОЧНЫЕ ЦЕХА Сущность процессов горячей ковки, штамповки и прессования заключается в обработке ударным, динамическим
- 30. Наиболее гигиеничным видом топлива для нагревательных печей (горна, печи) является природный газ, переход на который избавил
- 31. В кузнечнопрессовых цехах, при обработке тяжелых деталей, происходит большое выделение тепла в рабочую зону, особенно при
- 32. Весьма неблагоприятным фактором в кузнечнопрессовых цехах является также высокочастотный шум интенсивностью до 100 дб и выше,
- 33. Основными путями оздоровления условий труда в кузнечнопрессовых цехах являются: переход на отопление печей природным или очищенным
- 34. - дистанционное управление процессом загрузки и выгрузки печей, особенно для крупных заготовок, а также подачей заготовок
- 35. - применение средств нормализации микроклиматических условий на рабочих местах (охлаждение приточного воздуха), а также отдельных мероприятий,
- 36. Снижению шума способствуют возможно более широкое использование прессов вместо молотов, увеличение нагрева заготовок и другие меры,
- 37. Нагрев производится в печах и ваннах до различных температур высоких (до 1300°) и низких (100—500°). Применяется
- 38. При жидкой карбюризации в ваннах с цианистыми солями в поверхностный слой металла вводится циан (цианирование). Наконец,
- 39. В термических цехах возможно выделение паров углеводородов от масляных ванн, небольших количеств аммиака при нитровании. Концентрация
- 40. С этой целью цианистые и свинцовые ванны должны быть обеспечены эффективной местной вытяжной вентиляцией в виде
- 41. Для предупреждения вредного влияния электромагнитных полей высоких частот при закалке токами высокой частоты необходима экранировка МЕХАНИЧЕСКИЕ
- 42. УЧАСТКИ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛА РЕЗАНИЕМ С гигиенической точки зрения для этих работ на токарных и иных
- 43. при обработке чугунных деталей возможно выделение металлической пыли, высокие уровни шума, особенно интенсивные на холодно-высадочных и
- 44. Охлаждающие жидкости при разбрызгивании их во время обработки деталей обильно смачивают руки и одежду рабочих и
- 45. Концентрация масел в виде тумана в механических цехах достигает 40—100 мг/м3 и более, а нафтеновых кислот
- 46. При медицинских обследованиях рабочих, длительно соприкасающихся в механических цехах с охлаждающими жидкостями, выявляются случаи пневмосклероза смешанной
- 47. Первоочередное значение имеет снабжение станков приспособлениями, предупреждающими разбрызгивание охлаждающих масел, образование и распространение масляного тумана. Для
- 48. Необходима установка бактерицидных ламп. В целях уменьшения кожных заболеваний рекомендуется: максимальная замена минеральных масел водными эмульсиями;
- 49. Типовые отраслевые нормы бесплатной выдачи средств защиты предполагают применение специальной одежды, спецодеждой, не пропускающей масел. Рекомендуется:
- 50. ШЛИФОВАЛЬНО-ЗАТОЧНЫЕ УЧАСТКИ Назначение обработки изделий на шлифовально-заточных участках сводится к тому же, что и при станочной
- 51. вследствие большой окружной скорости разбрызгивание их более интенсивно и концентрации масляного тумана более значительны; опасность глазного
- 52. Влажная шлифовка без вентиляции также не обеспечивает полного гигиенического эффекта — создаются средние концентрации пыли порядка
- 53. Основным оздоровительным мероприятием является постепенная ликвидация сухой шлифовки и снабжение мокрых шлифовальных станков отсосом. Меры борьбы
- 54. для конвейерного процесса типична ритмизация производственных операций и, следовательно, многократная повторяемость одних и тех же движений.
- 55. Устранить монотонность работы на конвейере можно путем исключения слишком большой детализации операции, введением сменности операции, установлением
- 56. Распространение получают и автоматические линии, на которых автоматизированы подача деталей к местам обработки, закрепление их в
- 57. Пуск —остановка станков (линий), включение — выключение отдельных механизмов и инструментов производятся с местных пультов управления.
- 58. Для дальнейшего оздоровления условий труда при обслуживании автоматических и поточных линий проводится их техническая рационализация— устранение
- 59. МЕХАНОСБОРОЧНЫЕ ЦЕХИ СВАРКА Наиболее распространенным способом сварки металлоизделий является электросварка. Сущность процесса заключается в том, что
- 60. Применяется электросварка контактная и дуговая. При контактной электросварке ток проходит между плотно прилегающими • друг к
- 61. фиолетовых лучей (длина волны 218—310 нм). Эти лучи при отсутствию соответствующих защитных приспособлений способны вызвать электроофтальмию
- 62. Кроме сварочного аэрозоля, при сварке выделяются в некотором4 количестве такие газообразные продукты, как фтористый водород и
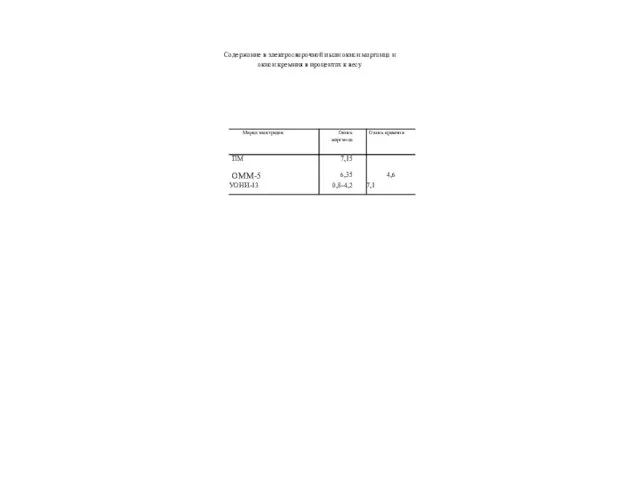
- 64. Наибольшее содержание окиси марганца и кремнезема в пыли дают электроды с высоким содержанием марганца и кремния
- 65. лазерная — электромагнитного излучения, опасности поражения током, высокого напряжения, интенсивного акустического шума, повышенного содержания озона, изменения
- 66. электроннолучевая — рентгеновского излучения, высокого напряжения, светового и ультрафиолетового излучения, шума, окислов, азота, озона; плазменная —
- 68. Наилучшим образом решается вопрос об удалении сварочного аэрозоля, если сварка (ручная или автоматическая) производится на постоянном
- 69. При невозможности обеспечить обмен воздуха в замкнутом пространстве необходимо применить подачу воздуха под щиток или шлем
- 70. Особое значение имеет защита окружающих от действия излучения дуги. С этой целью устраиваются кабины для сварщиков,
- 71. КЛЕПКА С широким внедрением электросварки клепка в машиностроении сохранилась лишь на участках, где ее нельзя заменить
- 72. МОТОРОИСПЫТАТЕЛЬНЫЕ РАБОТЫ Изготовленные на заводе двигатели внутреннего сгорания (авиационные, тепловозные, тракторные и др.) до выпуска подлежат
- 73. ПОКРЫТИЯ МЕТАЛЛОВ
- 74. Гальваностегические покрытия Покрытие металлов путем электроосаждения в электрических ваннах слоем другого металла, обеспечивающего красивый вид и
- 75. В связи с этим травильные и гальванические ванны должны обеспечиваться вентиляционными устройствами типа бортовых отсосов или
- 76. Лакокрасочные покрытия Окраска является завершающей операцией перед выпуском изделий машиностроения и предназначена для придания изделию товарного
- 77. Собственно окраска состоит в нанесении нескольких слоев краски. Окраска может производиться пульверизационным способом, мелких деталей —
- 78. Оздоровительные мероприятия при малярных работах проводятся по следующим основным направлениям. Из рецептуры красок исключены токсические вещества.
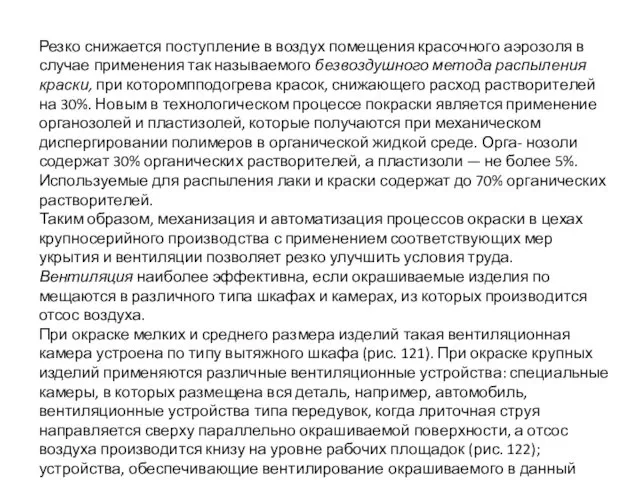
- 79. Резко снижается поступление в воздух помещения красочного аэрозоля в случае применения так называемого безвоздушного метода распыления
- 80. точный вентилятор смонтирован на передвижной площадке: вытяжка подвижного воздухоприем- ника подключается с помощью гибкой манжеты к
- 84. Скачать презентацию
Машиностроение имеет первостепенное значение, поскольку обеспечивает все отрасли производства необходимым оборудованием.
Машиностроение имеет первостепенное значение, поскольку обеспечивает все отрасли производства необходимым оборудованием.
Основными подразделениями машиностроительных заводов являются:
1. Подготовительные цеха
2. Горячие - литейные,
Основными подразделениями машиностроительных заводов являются:
1. Подготовительные цеха
2. Горячие - литейные,
ЛИТЕЙНЫЕ ЦЕХА
Сущность литейного производства заключается в получении фасонных изделий из чугуна,
ЛИТЕЙНЫЕ ЦЕХА
Сущность литейного производства заключается в получении фасонных изделий из чугуна,
Технологический процесс литейного производства заливкой в земляные формы состоит из следующих
Технологический процесс литейного производства заливкой в земляные формы состоит из следующих
2. Приготовление форм для заливки металла может производиться вручную — при
2. Приготовление форм для заливки металла может производиться вручную — при
Различают литейные цеха "конвейерного" и "рассеянного" типа.
Наиболее механизированными являются литейные цеха
Различают литейные цеха "конвейерного" и "рассеянного" типа.
Наиболее механизированными являются литейные цеха
3. Землеподготовительное отделение, в котором приготовляются формовочные и стержневые составы, и
3. Землеподготовительное отделение, в котором приготовляются формовочные и стержневые составы, и
Особенно значительно выделение пыли при транспортировке горелой земли. Если эта земля
Особенно значительно выделение пыли при транспортировке горелой земли. Если эта земля
4. Формовка и изготовление стержней состоят в следующем. Сущность технологического процесса
4. Формовка и изготовление стержней состоят в следующем. Сущность технологического процесса
Сушка форм и стержней проводится в специальных сушилах, обогреваемых твердым, жидким
Сушка форм и стержней проводится в специальных сушилах, обогреваемых твердым, жидким
В формовочно-стержневых отделениях при механической формовке рабочие подвергаются воздействию шума (до
В формовочно-стержневых отделениях при механической формовке рабочие подвергаются воздействию шума (до
В качестве оздоровительных мероприятий в формовочных и стержневых отделениях рекомендуется:
-применение пылеотсасывающих
В качестве оздоровительных мероприятий в формовочных и стержневых отделениях рекомендуется:
-применение пылеотсасывающих
Плавка чугуна производится в вагранках, стали — в дуговых электропечах и
Плавка чугуна производится в вагранках, стали — в дуговых электропечах и
Вагранки и электродуговые печи служат источником загрязнения воздуха на значительных расстояниях
Вагранки и электродуговые печи служат источником загрязнения воздуха на значительных расстояниях
Заливка в формы металла связана с воздействием на работающих излучения
Заливка в формы металла связана с воздействием на работающих излучения
Выбивка опок — одна из самых неблагоприятных операций в литейных как
Выбивка опок — одна из самых неблагоприятных операций в литейных как
Для устранения указанных дефектов необходима механизация выбивки в крупных литейных (производительностью
Для устранения указанных дефектов необходима механизация выбивки в крупных литейных (производительностью
Очистка и обрубка отливок достигаются в современных условиях во многих случаях
Очистка и обрубка отливок достигаются в современных условиях во многих случаях
При литье с применением выплавляемых моделей (прецизионное литье) в процессе приготовления
При литье с применением выплавляемых моделей (прецизионное литье) в процессе приготовления
Заболеваемость в литейных цехах, как правило, выше общезаводской. Наиболее высока она
Заболеваемость в литейных цехах, как правило, выше общезаводской. Наиболее высока она
Работа обрубщиков с вибрирующим ручным инструментом приводит к развитию другого профессионального
Работа обрубщиков с вибрирующим ручным инструментом приводит к развитию другого профессионального
Таблица контрольного теста
ФИО ______________Группа ______________________
Таблица контрольного теста
ФИО ______________Группа ______________________
1. От чего зависит состав основных цехов машиностроительных заводов?
1.1. От типа
1. От чего зависит состав основных цехов машиностроительных заводов? 1.1. От типа
3. Укажите ведущие профессиональные вредности при заливке металла в формы:
3.1. Высокая
3. Укажите ведущие профессиональные вредности при заливке металла в формы: 3.1. Высокая
5. В качестве оздоровительных мероприятий в формовочных и стержневых отделениях рекомендуется:
5.1.
5. В качестве оздоровительных мероприятий в формовочных и стержневых отделениях рекомендуется: 5.1.
7. В чём отличия литейных цехов массового производства (конвейерного типа) от
7. В чём отличия литейных цехов массового производства (конвейерного типа) от
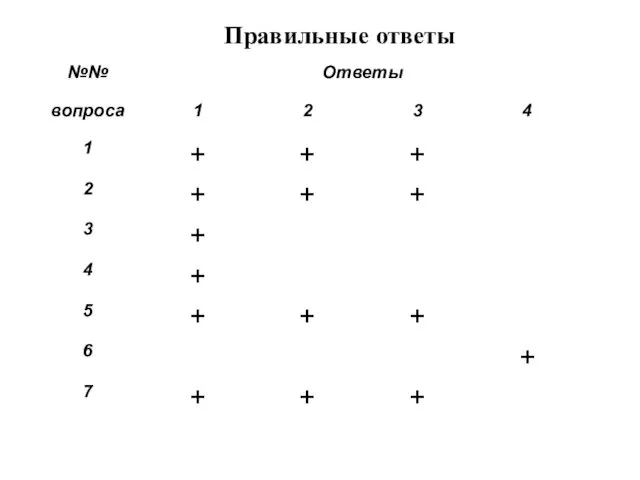
Правильные ответы
Правильные ответы
КУЗНЕЧНО-ПРЕССОВЫЕ И ШТАМПОВОЧНЫЕ ЦЕХА
Сущность процессов горячей ковки, штамповки и прессования заключается
КУЗНЕЧНО-ПРЕССОВЫЕ И ШТАМПОВОЧНЫЕ ЦЕХА
Сущность процессов горячей ковки, штамповки и прессования заключается
Наиболее гигиеничным видом топлива для нагревательных печей (горна, печи) является природный
Наиболее гигиеничным видом топлива для нагревательных печей (горна, печи) является природный
В кузнечнопрессовых цехах, при обработке тяжелых деталей, происходит большое выделение тепла
В кузнечнопрессовых цехах, при обработке тяжелых деталей, происходит большое выделение тепла
Весьма неблагоприятным фактором в кузнечнопрессовых цехах является также высокочастотный шум интенсивностью
Весьма неблагоприятным фактором в кузнечнопрессовых цехах является также высокочастотный шум интенсивностью
Основными путями оздоровления условий труда в кузнечнопрессовых цехах являются:
переход на
Основными путями оздоровления условий труда в кузнечнопрессовых цехах являются:
переход на
- дистанционное управление процессом загрузки и выгрузки печей, особенно для
- дистанционное управление процессом загрузки и выгрузки печей, особенно для
- применение средств нормализации микроклиматических условий на рабочих местах (охлаждение приточного
- применение средств нормализации микроклиматических условий на рабочих местах (охлаждение приточного
Снижению шума способствуют возможно более широкое использование прессов вместо молотов, увеличение
Снижению шума способствуют возможно более широкое использование прессов вместо молотов, увеличение
Нагрев производится в печах и ваннах до различных температур высоких (до
Нагрев производится в печах и ваннах до различных температур высоких (до
При жидкой карбюризации в ваннах с цианистыми солями в поверхностный слой
При жидкой карбюризации в ваннах с цианистыми солями в поверхностный слой
В термических цехах возможно выделение паров углеводородов от масляных ванн, небольших
В термических цехах возможно выделение паров углеводородов от масляных ванн, небольших
С этой целью цианистые и свинцовые ванны должны быть обеспечены эффективной
С этой целью цианистые и свинцовые ванны должны быть обеспечены эффективной
Для предупреждения вредного влияния электромагнитных полей высоких частот при закалке токами
Для предупреждения вредного влияния электромагнитных полей высоких частот при закалке токами
УЧАСТКИ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛА РЕЗАНИЕМ
С гигиенической точки зрения для этих работ
УЧАСТКИ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛА РЕЗАНИЕМ
С гигиенической точки зрения для этих работ
при обработке чугунных деталей возможно выделение металлической пыли, высокие уровни шума,
при обработке чугунных деталей возможно выделение металлической пыли, высокие уровни шума,
Охлаждающие жидкости при разбрызгивании их во время обработки деталей обильно смачивают
Охлаждающие жидкости при разбрызгивании их во время обработки деталей обильно смачивают
Концентрация масел в виде тумана в механических цехах достигает 40—100 мг/м3
Концентрация масел в виде тумана в механических цехах достигает 40—100 мг/м3
При медицинских обследованиях рабочих, длительно соприкасающихся в механических цехах с охлаждающими
При медицинских обследованиях рабочих, длительно соприкасающихся в механических цехах с охлаждающими
Первоочередное значение имеет снабжение станков приспособлениями, предупреждающими разбрызгивание охлаждающих масел, образование
Первоочередное значение имеет снабжение станков приспособлениями, предупреждающими разбрызгивание охлаждающих масел, образование
Необходима установка бактерицидных ламп.
В целях уменьшения кожных заболеваний рекомендуется:
максимальная замена
Необходима установка бактерицидных ламп.
В целях уменьшения кожных заболеваний рекомендуется:
максимальная замена
Типовые отраслевые нормы бесплатной выдачи средств защиты предполагают применение специальной одежды,
Типовые отраслевые нормы бесплатной выдачи средств защиты предполагают применение специальной одежды,
ШЛИФОВАЛЬНО-ЗАТОЧНЫЕ УЧАСТКИ
Назначение обработки изделий на шлифовально-заточных участках сводится к тому же,
ШЛИФОВАЛЬНО-ЗАТОЧНЫЕ УЧАСТКИ
Назначение обработки изделий на шлифовально-заточных участках сводится к тому же,
вследствие большой окружной скорости разбрызгивание их более интенсивно и концентрации масляного
вследствие большой окружной скорости разбрызгивание их более интенсивно и концентрации масляного
Влажная шлифовка без вентиляции также не обеспечивает полного гигиенического эффекта
Влажная шлифовка без вентиляции также не обеспечивает полного гигиенического эффекта
Основным оздоровительным мероприятием является постепенная ликвидация сухой шлифовки и снабжение мокрых
Основным оздоровительным мероприятием является постепенная ликвидация сухой шлифовки и снабжение мокрых
для конвейерного процесса типична ритмизация производственных операций и, следовательно, многократная повторяемость
для конвейерного процесса типична ритмизация производственных операций и, следовательно, многократная повторяемость
Устранить монотонность работы на конвейере можно путем исключения слишком большой детализации
Устранить монотонность работы на конвейере можно путем исключения слишком большой детализации
Распространение получают и автоматические линии, на которых автоматизированы подача деталей к
Распространение получают и автоматические линии, на которых автоматизированы подача деталей к
Пуск —остановка станков (линий), включение — выключение отдельных механизмов и инструментов
Пуск —остановка станков (линий), включение — выключение отдельных механизмов и инструментов
Для дальнейшего оздоровления условий труда при обслуживании автоматических и поточных линий
Для дальнейшего оздоровления условий труда при обслуживании автоматических и поточных линий
МЕХАНОСБОРОЧНЫЕ ЦЕХИ СВАРКА
Наиболее распространенным способом сварки металлоизделий является электросварка. Сущность процесса
МЕХАНОСБОРОЧНЫЕ ЦЕХИ СВАРКА
Наиболее распространенным способом сварки металлоизделий является электросварка. Сущность процесса
Применяется электросварка контактная и дуговая. При контактной электросварке ток проходит между
Применяется электросварка контактная и дуговая. При контактной электросварке ток проходит между
фиолетовых лучей (длина волны 218—310 нм). Эти лучи при отсутствию соответствующих
фиолетовых лучей (длина волны 218—310 нм). Эти лучи при отсутствию соответствующих
Кроме сварочного аэрозоля, при сварке выделяются в некотором4 количестве такие газообразные
Кроме сварочного аэрозоля, при сварке выделяются в некотором4 количестве такие газообразные

Наибольшее содержание окиси марганца и кремнезема в пыли дают электроды с
Наибольшее содержание окиси марганца и кремнезема в пыли дают электроды с
лазерная — электромагнитного излучения, опасности поражения током, высокого напряжения, интенсивного акустического
лазерная — электромагнитного излучения, опасности поражения током, высокого напряжения, интенсивного акустического
электроннолучевая — рентгеновского излучения, высокого напряжения, светового и ультрафиолетового излучения, шума,
электроннолучевая — рентгеновского излучения, высокого напряжения, светового и ультрафиолетового излучения, шума,
Наилучшим образом решается вопрос об удалении сварочного аэрозоля, если сварка (ручная
Наилучшим образом решается вопрос об удалении сварочного аэрозоля, если сварка (ручная
При невозможности обеспечить обмен воздуха в замкнутом пространстве необходимо применить подачу
При невозможности обеспечить обмен воздуха в замкнутом пространстве необходимо применить подачу
Особое значение имеет защита окружающих от действия излучения дуги. С этой
Особое значение имеет защита окружающих от действия излучения дуги. С этой
КЛЕПКА
С широким внедрением электросварки клепка в машиностроении сохранилась лишь на участках,
КЛЕПКА
С широким внедрением электросварки клепка в машиностроении сохранилась лишь на участках,
МОТОРОИСПЫТАТЕЛЬНЫЕ РАБОТЫ
Изготовленные на заводе двигатели внутреннего сгорания (авиационные, тепловозные, тракторные и
МОТОРОИСПЫТАТЕЛЬНЫЕ РАБОТЫ
Изготовленные на заводе двигатели внутреннего сгорания (авиационные, тепловозные, тракторные и
ПОКРЫТИЯ МЕТАЛЛОВ
ПОКРЫТИЯ МЕТАЛЛОВ
Гальваностегические покрытия
Покрытие металлов путем электроосаждения в электрических ваннах слоем другого металла,
Гальваностегические покрытия
Покрытие металлов путем электроосаждения в электрических ваннах слоем другого металла,
В связи с этим травильные и гальванические ванны должны обеспечиваться вентиляционными
В связи с этим травильные и гальванические ванны должны обеспечиваться вентиляционными
Лакокрасочные покрытия
Окраска является завершающей операцией перед выпуском изделий машиностроения и предназначена
Лакокрасочные покрытия
Окраска является завершающей операцией перед выпуском изделий машиностроения и предназначена
Собственно окраска состоит в нанесении нескольких слоев краски. Окраска может производиться
Собственно окраска состоит в нанесении нескольких слоев краски. Окраска может производиться
Оздоровительные мероприятия при малярных работах проводятся по следующим основным направлениям.
Из рецептуры
Оздоровительные мероприятия при малярных работах проводятся по следующим основным направлениям.
Из рецептуры
Резко снижается поступление в воздух помещения красочного аэрозоля в случае применения
Резко снижается поступление в воздух помещения красочного аэрозоля в случае применения
точный вентилятор смонтирован на передвижной площадке: вытяжка подвижного воздухоприем- ника подключается
точный вентилятор смонтирован на передвижной площадке: вытяжка подвижного воздухоприем- ника подключается


 Историческая обусловленность формирования родоплеменной структуры казахов
Историческая обусловленность формирования родоплеменной структуры казахов Фильтрация информационных сигналов. Современные модели помехоподавляющих фильтров, их основные характеристики и возможности
Фильтрация информационных сигналов. Современные модели помехоподавляющих фильтров, их основные характеристики и возможности Суицид как форма девиантного поведения подростков
Суицид как форма девиантного поведения подростков Гематологические анализаторы
Гематологические анализаторы ОГОНЬ – ДРУГ ИЛИ ВРАГ?
ОГОНЬ – ДРУГ ИЛИ ВРАГ? профессиональное выгорание педагогов: причины, способы избавления
профессиональное выгорание педагогов: причины, способы избавления Развитие доходов на отходах производства грибов
Развитие доходов на отходах производства грибов Неделя игры и игрушки в подготовительной группе №8
Неделя игры и игрушки в подготовительной группе №8 Элементы комплексного благоустройства объекта: лесопарк Сосновка
Элементы комплексного благоустройства объекта: лесопарк Сосновка Наука, техника, религия и искусство в системе культуры
Наука, техника, религия и искусство в системе культуры Образование СССР
Образование СССР Буровые технологические жидкости. Фильтрационно-коркообразующие свойства. (Лекция 4)
Буровые технологические жидкости. Фильтрационно-коркообразующие свойства. (Лекция 4) Национальные интересы РФ, стратегия в направлениях: сфера деятельности, социальная, военная, информационная и политическая
Национальные интересы РФ, стратегия в направлениях: сфера деятельности, социальная, военная, информационная и политическая Принятие христианство на Руси
Принятие христианство на Руси Инструментальные методы исследования мочевыделительной системы у детей
Инструментальные методы исследования мочевыделительной системы у детей Патогенетические механизмы при гипоксии
Патогенетические механизмы при гипоксии Олимпийские игры в Древней Греции
Олимпийские игры в Древней Греции Немецкий эволюционизм
Немецкий эволюционизм Проектная деятельность Книги
Проектная деятельность Книги к уроку Политическая карта мира
к уроку Политическая карта мира Возможности получения поддержки для СОНКО на муниципальном, краевом, региональном и федеральном уровнях
Возможности получения поддержки для СОНКО на муниципальном, краевом, региональном и федеральном уровнях Презентация работы Школьного методического объединения
Презентация работы Школьного методического объединения Колмогоров Андрей Николаевич. Гений, живший среди нас
Колмогоров Андрей Николаевич. Гений, живший среди нас Игра-презентация Дифференциация в-ф
Игра-презентация Дифференциация в-ф Онтология. Предметная область философии и онтологии
Онтология. Предметная область философии и онтологии 20231102_prezentatsiya_finansovaya_i_matematicheskaya_gramotnost_dlya_obuchayushchihsya_s_ovz_
20231102_prezentatsiya_finansovaya_i_matematicheskaya_gramotnost_dlya_obuchayushchihsya_s_ovz_ Организация работы в реабилитационных и оздоровительных центрах для детей
Организация работы в реабилитационных и оздоровительных центрах для детей Логопедический проект: Поможем язычку заговорить.
Логопедический проект: Поможем язычку заговорить.