- Химическая технология неорганических веществ

Содержание
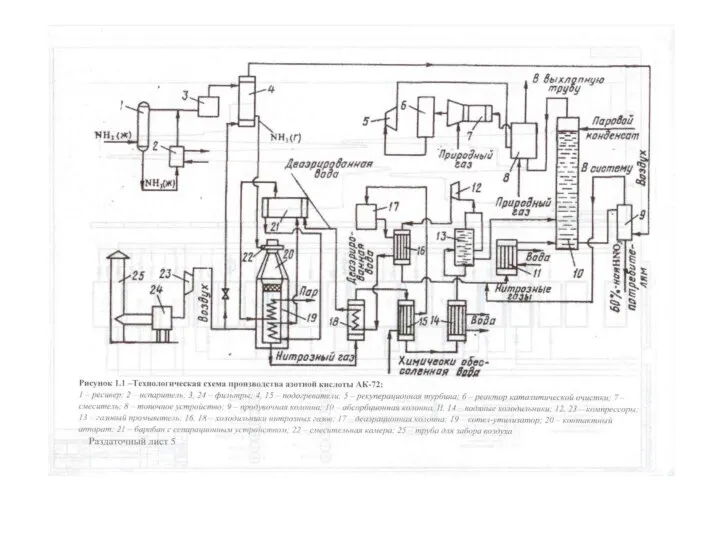
- 3. Материальные потоки в производстве азотной кислоты воздух, аммиак → АВС → нитрозные газы → азотная кислота
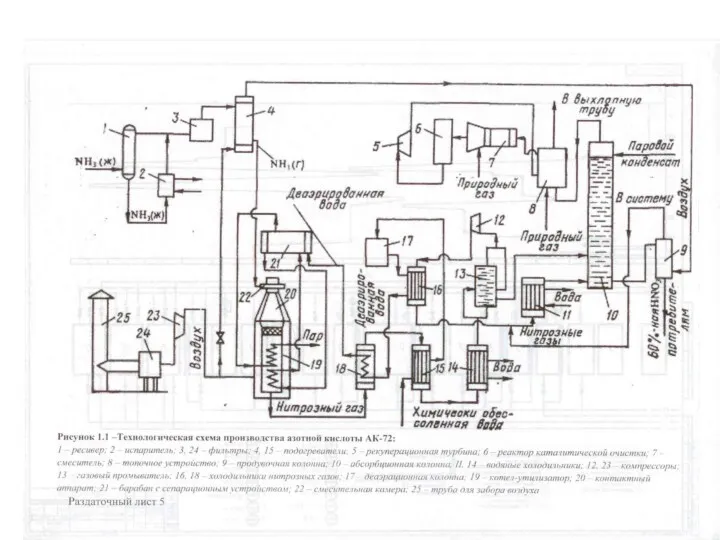
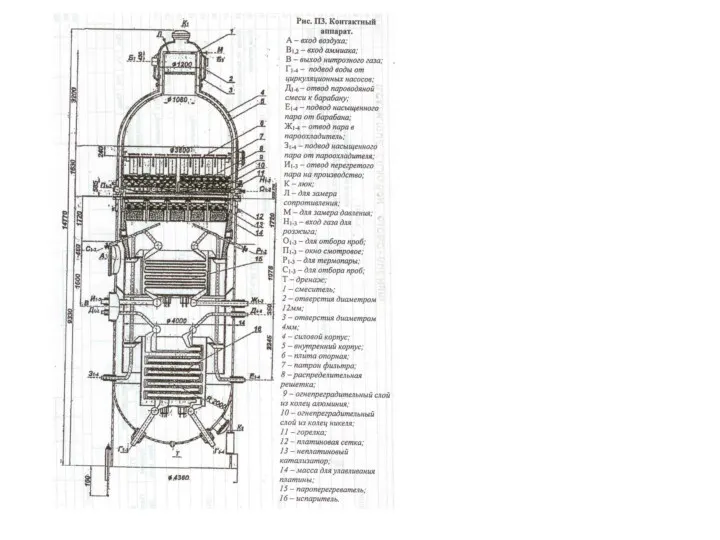
- 4. Аппараты, где идут химические процессы 20 – контактный аппарат (конверсия) 18, 15, 14 – теплообменники (окисление
- 5. Подготовка и компримирование воздуха 25 -труба для забора воздуха 20 - контактный аппарат 22- смеситель 23-
- 7. Очистка воздуха Для окисления аммиака используется кислород воздуха. Воздух забирается через воздухозаборную трубу 25 высотой 30
- 8. Сжатие и подача воздуха После фильтрации воздух поступает в осевой компрессор 23 комплексного машинного агрегата ГТТ-12.
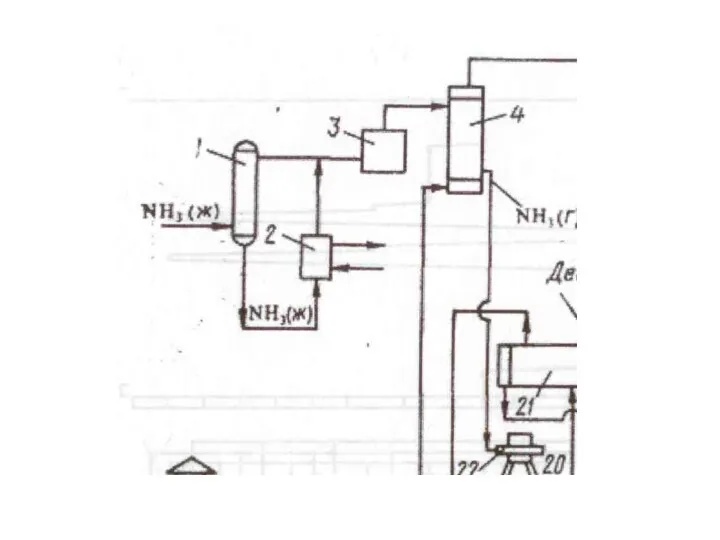
- 9. Подготовка газообразного аммиака 1 - ресивер 2 – испаритель 3 – фильтр 4 – подогреватель
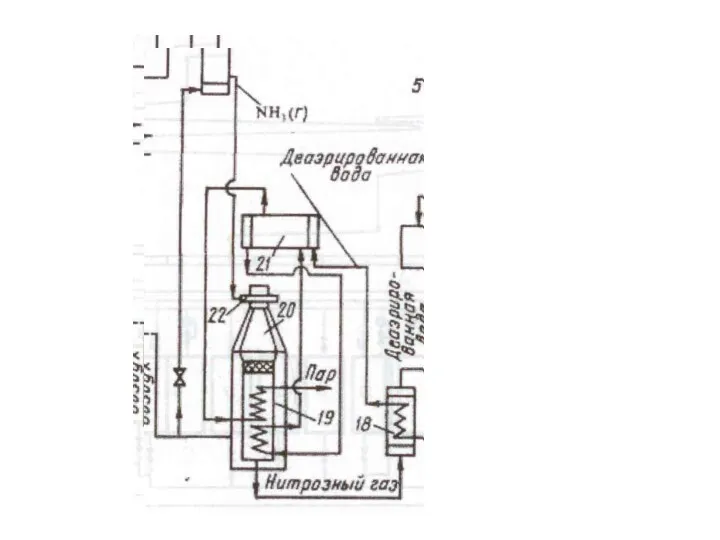
- 11. Испарение и подготовка аммиака Жидкий аммиак из заводской сети поступает в ресивер 1. В нём аммиак
- 12. Аммиачно-воздушная смесь Очищенный ГА подогревается до 70 – 110 оС в аппарате 4 за счёт тепла
- 14. Контактное окисление аммиака 6 – 7 катализаторных сеток из Pt сплавов. Разогрев сеток в период пуска
- 16. Утилизация тепла нитрозного газа Внутри контактного аппарата расположен котёл-утилизатор, в котором получается перегретый пар Р =
- 18. Путь нитрозных газов НГ отдают тепло пару и химически обессоленной воде. Сначала НГ охлаждается в котле-утилизаторе,
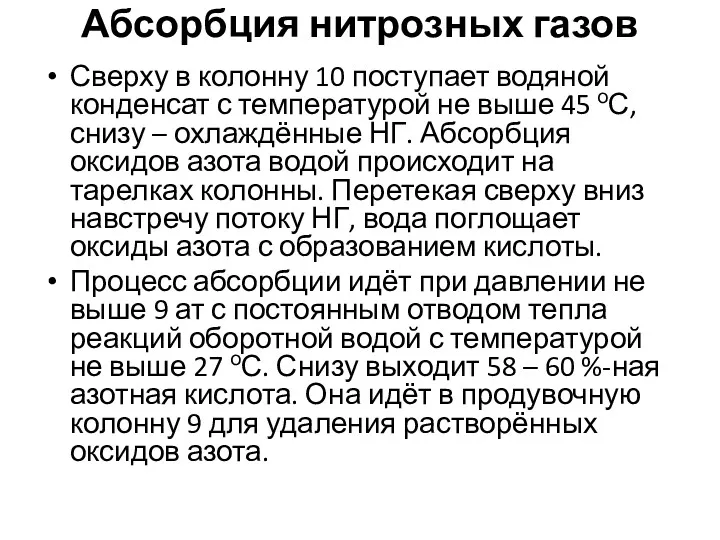
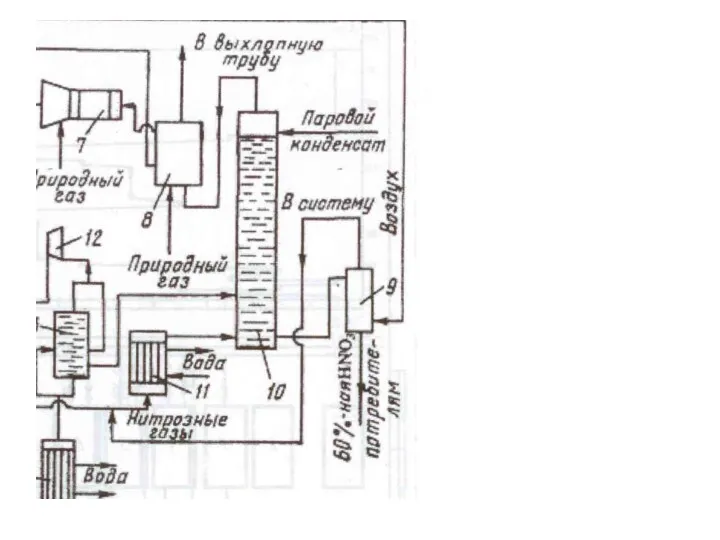
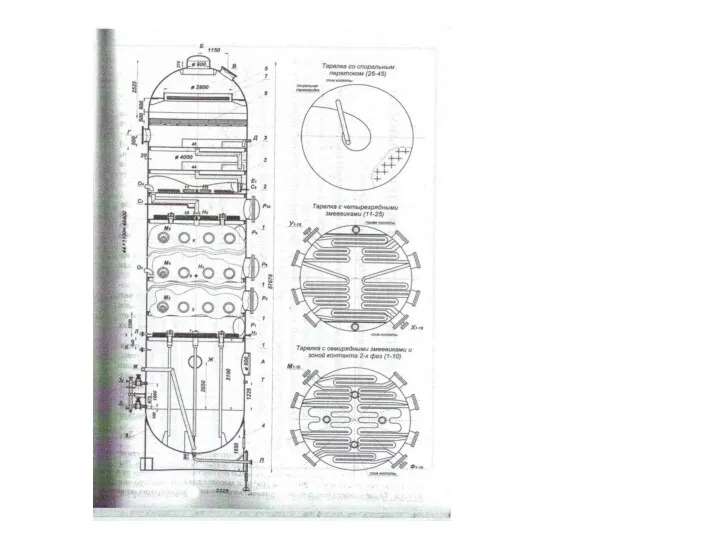
- 19. Абсорбция нитрозных газов Сверху в колонну 10 поступает водяной конденсат с температурой не выше 45 оС,
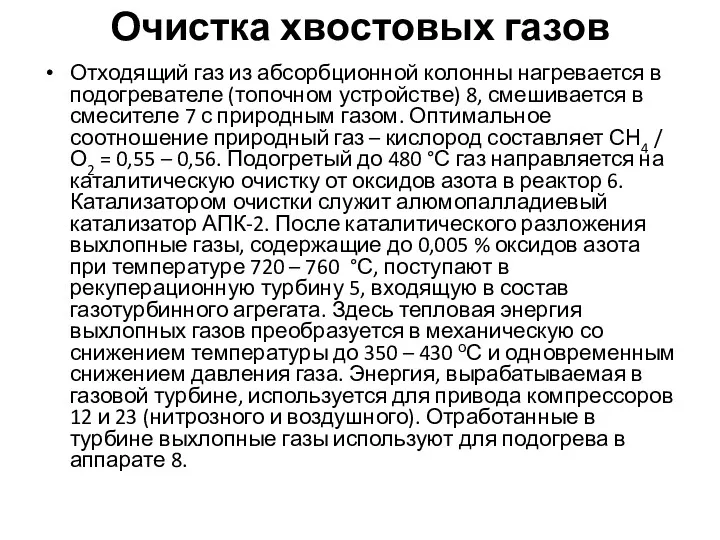
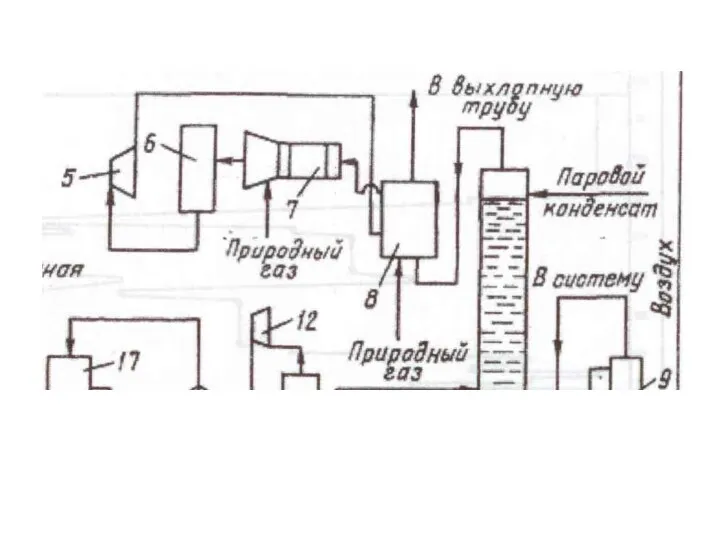
- 21. Очистка хвостовых газов Отходящий газ из абсорбционной колонны нагревается в подогревателе (топочном устройстве) 8, смешивается в
- 28. Скачать презентацию
Материальные потоки в производстве азотной кислоты
воздух, аммиак → АВС → нитрозные
Материальные потоки в производстве азотной кислоты
воздух, аммиак → АВС → нитрозные
Аппараты, где идут химические процессы
20 – контактный аппарат (конверсия)
18, 15, 14
Аппараты, где идут химические процессы
20 – контактный аппарат (конверсия)
18, 15, 14
Подготовка и компримирование воздуха
25 -труба для забора воздуха
20 - контактный аппарат
22-
Подготовка и компримирование воздуха
25 -труба для забора воздуха
20 - контактный аппарат
22-

Очистка воздуха
Для окисления аммиака используется кислород воздуха. Воздух забирается через воздухозаборную
Очистка воздуха
Для окисления аммиака используется кислород воздуха. Воздух забирается через воздухозаборную
Сжатие и подача воздуха
После фильтрации воздух поступает в осевой компрессор 23
Сжатие и подача воздуха
После фильтрации воздух поступает в осевой компрессор 23
Подготовка газообразного аммиака
1 - ресивер
2 – испаритель
3 – фильтр
4 – подогреватель
Подготовка газообразного аммиака
1 - ресивер
2 – испаритель
3 – фильтр
4 – подогреватель
Испарение и подготовка аммиака
Жидкий аммиак из заводской сети поступает в ресивер
Испарение и подготовка аммиака
Жидкий аммиак из заводской сети поступает в ресивер
Аммиачно-воздушная смесь
Очищенный ГА подогревается до 70 – 110 оС в аппарате
Аммиачно-воздушная смесь
Очищенный ГА подогревается до 70 – 110 оС в аппарате
Контактное окисление аммиака
6 – 7 катализаторных сеток из Pt сплавов. Разогрев
Контактное окисление аммиака
6 – 7 катализаторных сеток из Pt сплавов. Разогрев
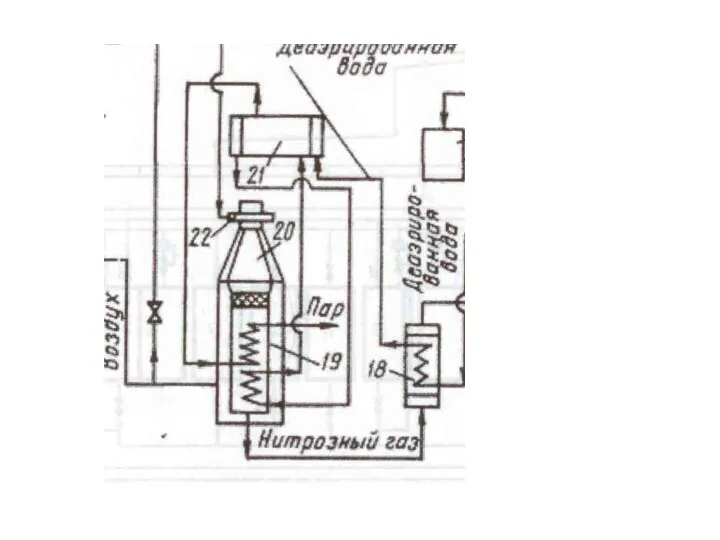
Утилизация тепла нитрозного газа
Внутри контактного аппарата расположен котёл-утилизатор, в котором получается
Утилизация тепла нитрозного газа
Внутри контактного аппарата расположен котёл-утилизатор, в котором получается
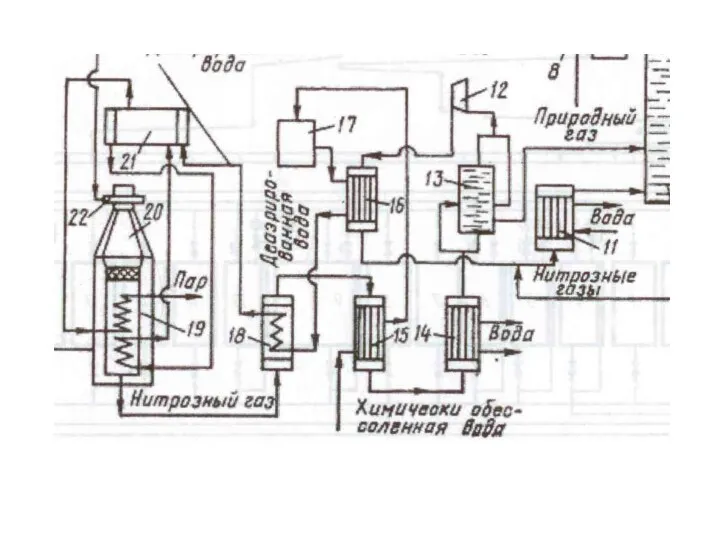
Путь нитрозных газов
НГ отдают тепло пару и химически обессоленной воде. Сначала
Путь нитрозных газов
НГ отдают тепло пару и химически обессоленной воде. Сначала
Абсорбция нитрозных газов
Сверху в колонну 10 поступает водяной конденсат с температурой
Абсорбция нитрозных газов
Сверху в колонну 10 поступает водяной конденсат с температурой
Очистка хвостовых газов
Отходящий газ из абсорбционной колонны нагревается в подогревателе (топочном
Очистка хвостовых газов
Отходящий газ из абсорбционной колонны нагревается в подогревателе (топочном

 Неделя дежурств. А ты готов стать лидером?
Неделя дежурств. А ты готов стать лидером? Плесень и условия ее появления. 6 класс
Плесень и условия ее появления. 6 класс Интерактивная викторина Диснеевские принцессы
Интерактивная викторина Диснеевские принцессы Способы крепления фрезерного инструмента
Способы крепления фрезерного инструмента Raccoon lesson 1 Degrees of comparison + kids box 3 p 4
Raccoon lesson 1 Degrees of comparison + kids box 3 p 4 Внешний вид курильщика
Внешний вид курильщика Мастер-класс для родителей Использование нетрадиционных пальчиковых игр для формирования речевых навыков у детей дошкольного возраста
Мастер-класс для родителей Использование нетрадиционных пальчиковых игр для формирования речевых навыков у детей дошкольного возраста Учебный проект по математике по теме: Дроби вокруг нас
Учебный проект по математике по теме: Дроби вокруг нас Основы вентиляции и кондиционирования
Основы вентиляции и кондиционирования Презентация: Япония,11 класс
Презентация: Япония,11 класс Общая характеристика зарубежной литературы первой половины ХХ века
Общая характеристика зарубежной литературы первой половины ХХ века ИНФОРМАЦИОННО-КОММУНИКАЦИОННЫЕ ТЕХНОЛОГИИ В ДЕТСКОМ САДУ
ИНФОРМАЦИОННО-КОММУНИКАЦИОННЫЕ ТЕХНОЛОГИИ В ДЕТСКОМ САДУ Путешествие в космос
Путешествие в космос Устройство и эксплуатация системы централизованного водоснабжения населенных пунктов. Наружные системы водоснабжения
Устройство и эксплуатация системы централизованного водоснабжения населенных пунктов. Наружные системы водоснабжения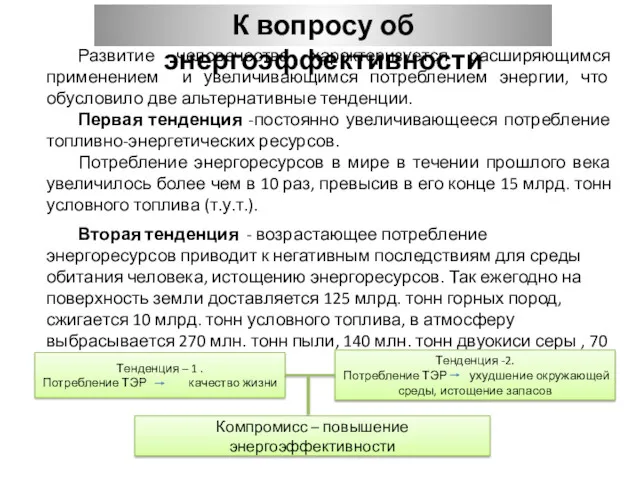 К вопросу об энергоэффективности
К вопросу об энергоэффективности Геодезические работы при изысканиях и пректировании линейных сооружений
Геодезические работы при изысканиях и пректировании линейных сооружений Біблія
Біблія Типичные неотложные состояния
Типичные неотложные состояния Подростковый кризис
Подростковый кризис ОАО Бугульминский электронасосный завод
ОАО Бугульминский электронасосный завод Речевые игры как метод коррекции ТНР
Речевые игры как метод коррекции ТНР Связь имени прилагательного с именем существительным
Связь имени прилагательного с именем существительным Германия (11 класс)
Германия (11 класс) Фонарик из цветной бумаги и картона
Фонарик из цветной бумаги и картона Топ-10 самых опасных растений в мире
Топ-10 самых опасных растений в мире Организация контроля качества в гражданской авиации. Контроль качества авиаГСМ при хранении, перекачках и выдаче на заправку
Организация контроля качества в гражданской авиации. Контроль качества авиаГСМ при хранении, перекачках и выдаче на заправку Тевтонский орден
Тевтонский орден Мои проекты
Мои проекты