- Химическое машиностроение. Технология изготовления различных деталей

Содержание
- 2. Технология изготовления корпусных деталей Корпусные детали являются базовыми элементами, на которых монтируются отдельные сборочные единицы и
- 3. Эскиз корпусной детали
- 4. В корпусах имеются основные поверхности, называемые базовыми, которыми определяется их положение в изделии, и вспомогательные поверхности
- 5. Основные технические условия на корпусные детали Непрямолинейность и непараллель-ность основных поверхностей 0,05-0,1 мм на всю длину.
- 6. Допуски на межосевые расстояния отверстий под валы – 0,02-0,1 мм Неперпендикулярных опорных торцов к осям основных
- 7. Материал и способы получения заготовок Большинство корпусных деталей изготавливают из серого чугyна СЧl5, СЧ18, СЧ21, СЧ24.
- 8. В последнее время все большее приме-нение для изготовления корпусных деталей машин получают алюминиевые сплавы. Заготовки корпусных
- 9. Обработка корпусных деталей обработку плоских поверхностей можно производить: строганием, фрезерованием, точением, протягиванием, шлифованием, шабрением, полированием, накатыванием.
- 10. Фрезерованuе может производиться на консольно-фрезерных, продольно-фрезерных, карусельно-фрезерных и барабанно-фрезерных станках. Фрезерование позволяет обеспечить 9-11 квалитеты точности
- 11. Обработка плоских поверхностей корпусных заготовок на карусельно-фрезерном станке: 1-заготовки; 2-фрезы; 3 - карусельный стол станка
- 12. Окончательную обработку плоскостей корпусных деталей производят на плоско шлифовальных станках шлифо-ванием периферией или торцом круга Шлифование
- 13. Шабрение плоских поверхностей выполняется с помощью шабера вручную или механическим способом. Полирование плоских поверхностей может производиться
- 14. Обработка основных отверстий представляет собой наиболее ответственную и трудоемкую часть технологического процесса изготовления корпусных деталей. Обработка
- 15. Чистовая обработка должна обеспечить точность размеров и окончательную точность относительного положения обрабатываемых отверстий. Отделочную обработку применяют
- 16. Обработка корпусных деталей осуществляется в следующей последовательности: 1 ) обрабатываются основные базовые плоскости; 2) обрабатываются два
- 17. Маршрут изготовления корпуса в условиях мелкосерийного производства
- 19. Технология изготовления фланцев и крышек Фланцы и крышки служат для ограничения осевого перемещения вала, расположенного на
- 20. Технические требования на изготовление основных поверхностей фланцев и крышек: точность отверстий под подшипники по 6-7 квалитетам,
- 21. Материалы и способы получения заготовок для фланцев и крышек Фланцы и крышки изготавливают из чугуна марок
- 22. Литье по выплавляемым моделям обеспечи-вает получение заготовок с минимальными припусками. Некоторые поверхности, например, отверстия под крепежные
- 23. Обработка фланцев и крышек Обработка цилиндрических и торцовых поверхностей в зависимости от условий производства может производиться
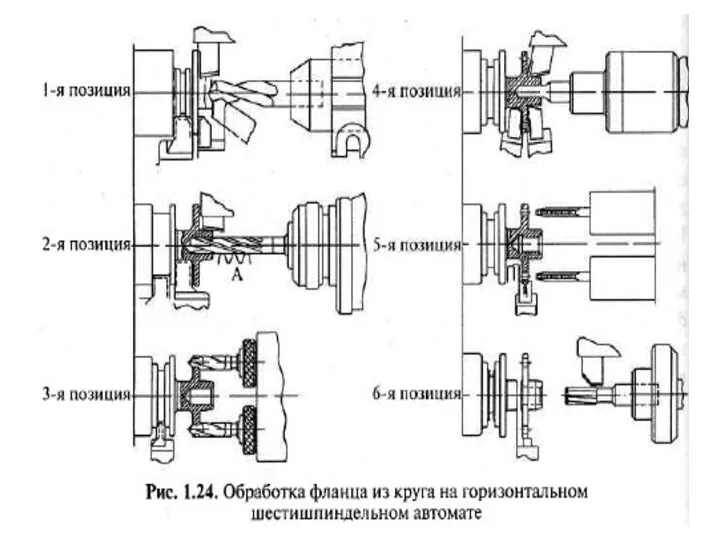
- 24. При изготовлении фланцев и крышек в крупносерийном производстве на многошпиндельных вертикальных токарных полуавтоматах 1К282 и 1К284
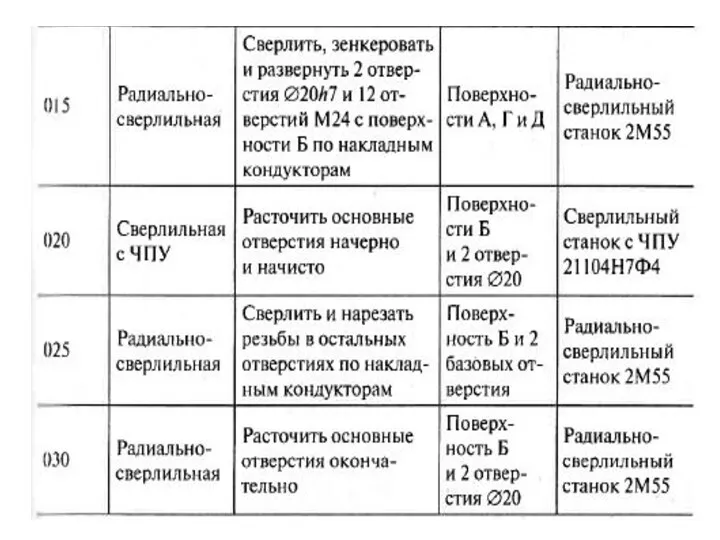
- 26. Обработка крепежных отверстий осуществляется на вертикально-сверлильных, радиально-сверлильных станках, станках с ЧПУ, агрегатных станках. Обработка фланцев и
- 27. Фланец
- 28. Крышка
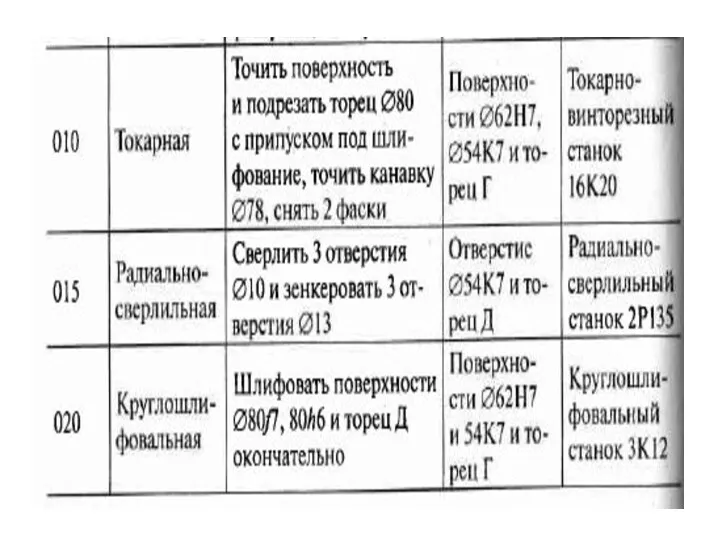
- 29. Маршрут изготовления фланца
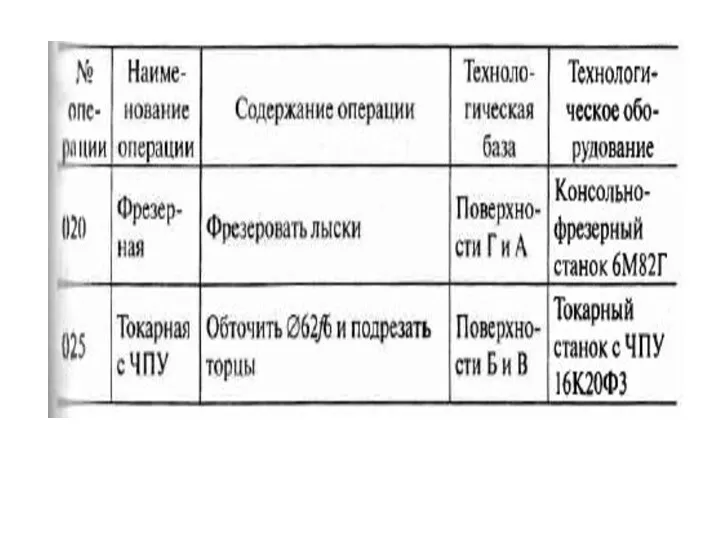
- 31. Маршрут изготовления крышки
- 33. Технология изготовления станин и рам Станины и рамы служат для координирова-ния положения и движения основных узлов
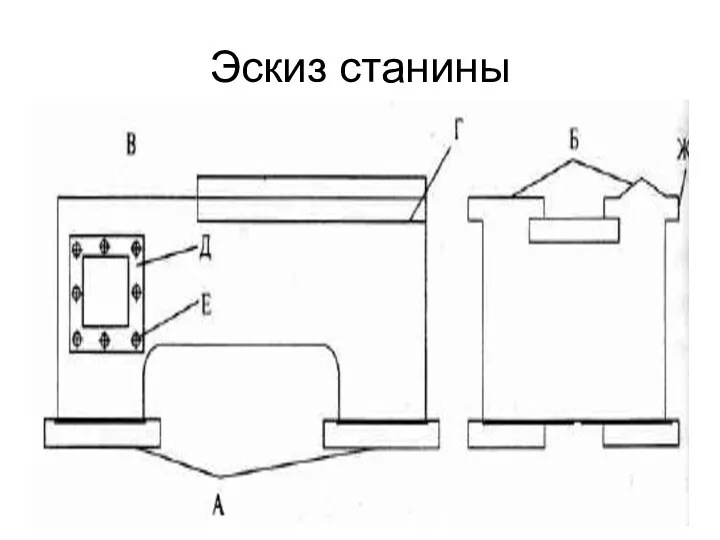
- 34. Эскиз станины
- 35. Все рамы и станины имеют следующие поверхности: 1) основание - плоскость, которой они устанавливаются на фундамент
- 36. Технические условия изготовления станин l. Допускаемая неплоскостность повер-хности основания δ мм на I000 мм. 2. Допускаемое
- 37. 3. Правильность положения привалочных поверхностей относительно базовой. 4. Точность формы направляющих: прямолинейность - для направляющих поступательного
- 38. 5. Точность относительного положения отдельных поверхностей направляющих (параллельность, перпендикулярность). 6. Шероховатость направляющих Ra = 0,08-2 мкм.
- 39. Материалы и способы получения заготовок Для изготовления станин и рам используют-ся: чугyн СЧ15, СЧ2l и СЧ32,
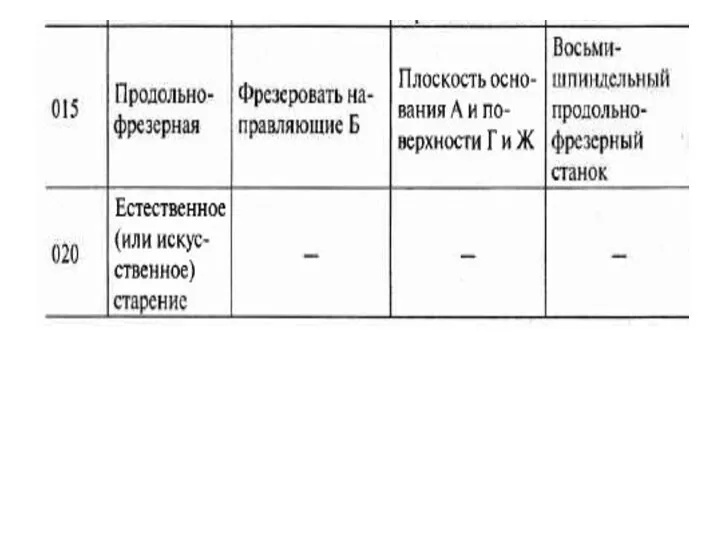
- 40. Для ответственных станин необходимо производить старение отливoк (естественное или искусственное). Естественное старение заключается в вылеживании заготовок
- 41. Методы обработки поверхностей станин Для обработки плоскости основания могут применяться: фрезерование, строгание, торцовое обтачивание, обдирочное шлифование.
- 42. Привалочная плоскость и направляющие обрабатываются при базировании по основанию и по вертикальным привалочным плоскостям или технологическим
- 43. Маршрут изготовления станин Общая последомтельность обработки станин: 1) обрабатывается плоскость основания начерно; 2) обрабатываются направляющие и
- 44. 5) осуществляется получистовая обработка направляющих и чистовая привалочных поверхностей; 6) обрабатываются крепежные и другие отверстия; 7)
- 45. Маршрутная карта изготовления станин
- 49. Скачать презентацию
Технология изготовления корпусных деталей
Корпусные детали являются базовыми элементами, на которых монтируются
Технология изготовления корпусных деталей
Корпусные детали являются базовыми элементами, на которых монтируются
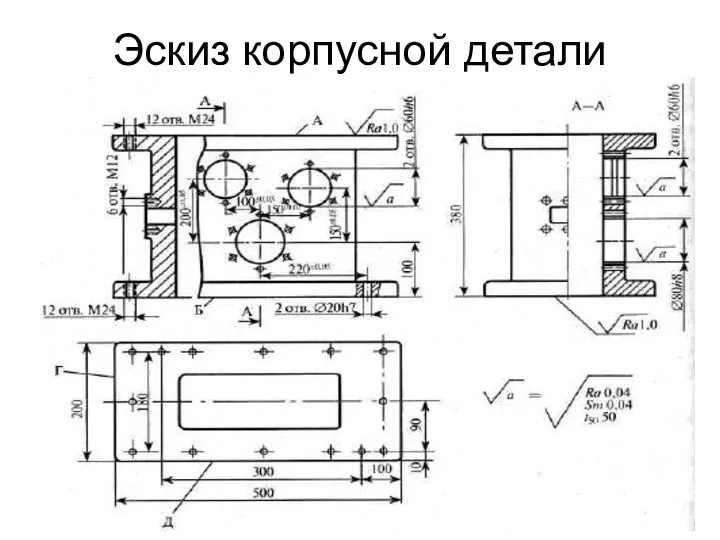
Эскиз корпусной детали
Эскиз корпусной детали
В корпусах имеются основные поверхности, называемые базовыми, которыми определяется их
В корпусах имеются основные поверхности, называемые базовыми, которыми определяется их
Основные технические условия на корпусные детали
Непрямолинейность и непараллель-ность основных поверхностей 0,05-0,1
Основные технические условия на корпусные детали
Непрямолинейность и непараллель-ность основных поверхностей 0,05-0,1
Допуски на межосевые расстояния отверстий под валы – 0,02-0,1 мм
Неперпендикулярных
Допуски на межосевые расстояния отверстий под валы – 0,02-0,1 мм
Неперпендикулярных
Материал и способы
получения заготовок
Большинство корпусных деталей изготавливают из серого чугyна СЧl5,
Материал и способы
получения заготовок
Большинство корпусных деталей изготавливают из серого чугyна СЧl5,
В последнее время все большее приме-нение для изготовления корпусных деталей
В последнее время все большее приме-нение для изготовления корпусных деталей
Обработка корпусных деталей
обработку плоских поверхностей можно производить: строганием, фрезерованием, точением, протягиванием,
Обработка корпусных деталей
обработку плоских поверхностей можно производить: строганием, фрезерованием, точением, протягиванием,
Фрезерованuе может производиться на консольно-фрезерных, продольно-фрезерных, карусельно-фрезерных и барабанно-фрезерных станках.
Фрезерование
Фрезерованuе может производиться на консольно-фрезерных, продольно-фрезерных, карусельно-фрезерных и барабанно-фрезерных станках.
Фрезерование
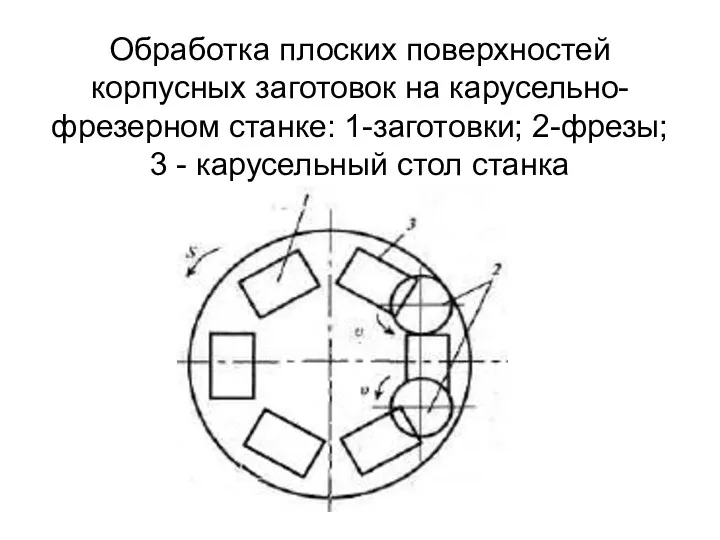
Обработка плоских поверхностей корпусных заготовок на карусельно-фрезерном станке: 1-заготовки; 2-фрезы;
3 -
Обработка плоских поверхностей корпусных заготовок на карусельно-фрезерном станке: 1-заготовки; 2-фрезы; 3 -
Окончательную обработку плоскостей корпусных деталей производят на плоско шлифовальных станках
Окончательную обработку плоскостей корпусных деталей производят на плоско шлифовальных станках
Шабрение плоских поверхностей выполняется с помощью шабера вручную или механическим
Шабрение плоских поверхностей выполняется с помощью шабера вручную или механическим
Обработка основных отверстий представляет собой наиболее ответственную и трудоемкую часть
Обработка основных отверстий представляет собой наиболее ответственную и трудоемкую часть
Чистовая обработка должна обеспечить точность размеров и окончательную точность относительного
Чистовая обработка должна обеспечить точность размеров и окончательную точность относительного
Обработка корпусных деталей осуществляется в следующей последовательности:
1 ) обрабатываются основные
Обработка корпусных деталей осуществляется в следующей последовательности:
1 ) обрабатываются основные
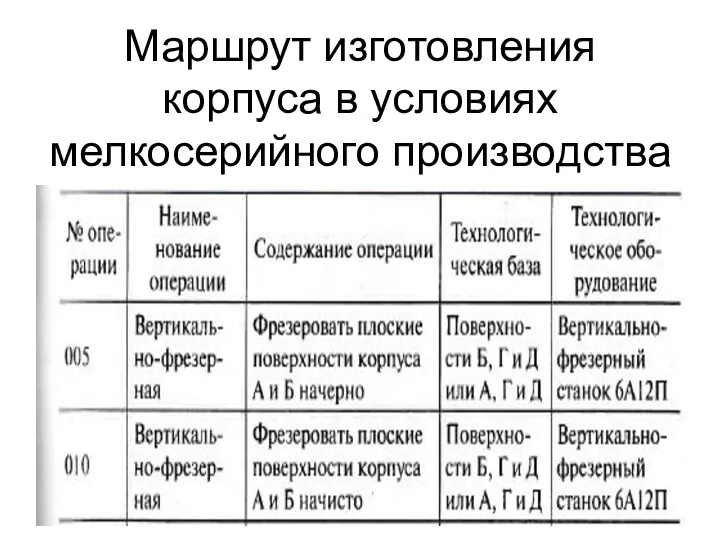
Маршрут изготовления корпуса в условиях мелкосерийного производства
Маршрут изготовления корпуса в условиях мелкосерийного производства
Технология изготовления фланцев и крышек
Фланцы и крышки служат для ограничения осевого
Технология изготовления фланцев и крышек
Фланцы и крышки служат для ограничения осевого
Технические требования на изготовление основных поверхностей фланцев и крышек: точность
Технические требования на изготовление основных поверхностей фланцев и крышек: точность
Материалы и способы получения заготовок для фланцев и крышек
Фланцы и крышки
Материалы и способы получения заготовок для фланцев и крышек
Фланцы и крышки
Литье по выплавляемым моделям обеспечи-вает получение заготовок с минимальными припусками.
Литье по выплавляемым моделям обеспечи-вает получение заготовок с минимальными припусками.
Обработка фланцев и крышек
Обработка цилиндрических и торцовых поверхностей в зависимости от
Обработка фланцев и крышек
Обработка цилиндрических и торцовых поверхностей в зависимости от
При изготовлении фланцев и крышек в крупносерийном производстве на многошпиндельных
При изготовлении фланцев и крышек в крупносерийном производстве на многошпиндельных
Обработка крепежных отверстий осуществляется на вертикально-сверлильных, радиально-сверлильных станках, станках с
Обработка крепежных отверстий осуществляется на вертикально-сверлильных, радиально-сверлильных станках, станках с
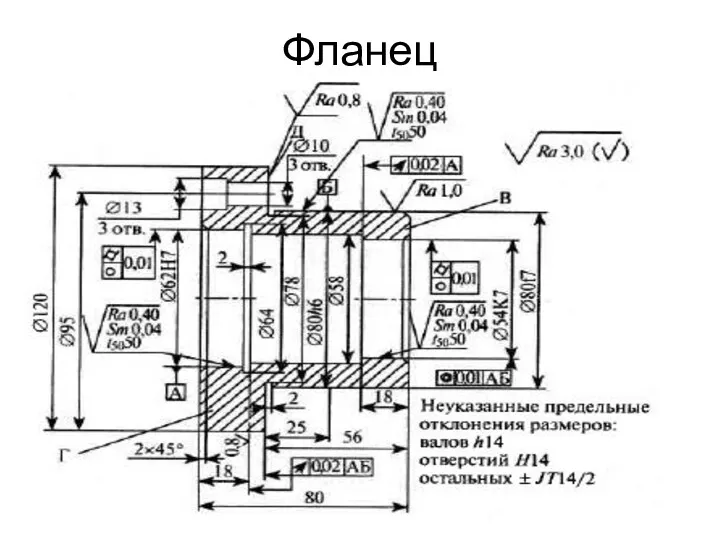
Фланец
Фланец
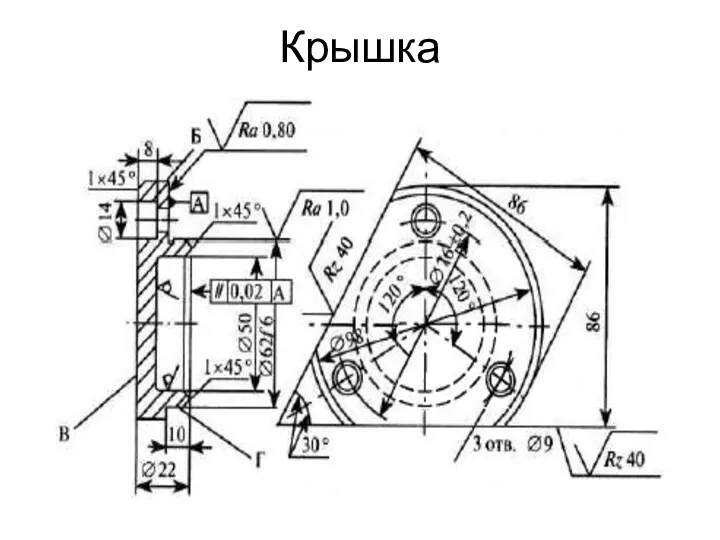
Крышка
Крышка
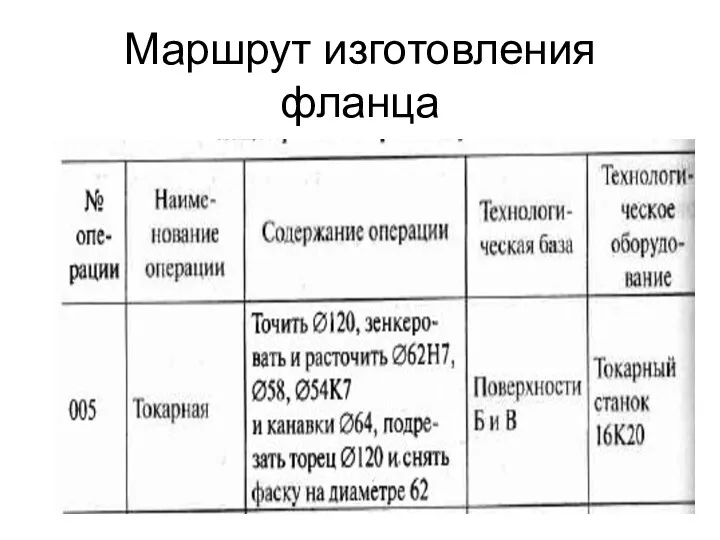
Маршрут изготовления фланца
Маршрут изготовления фланца
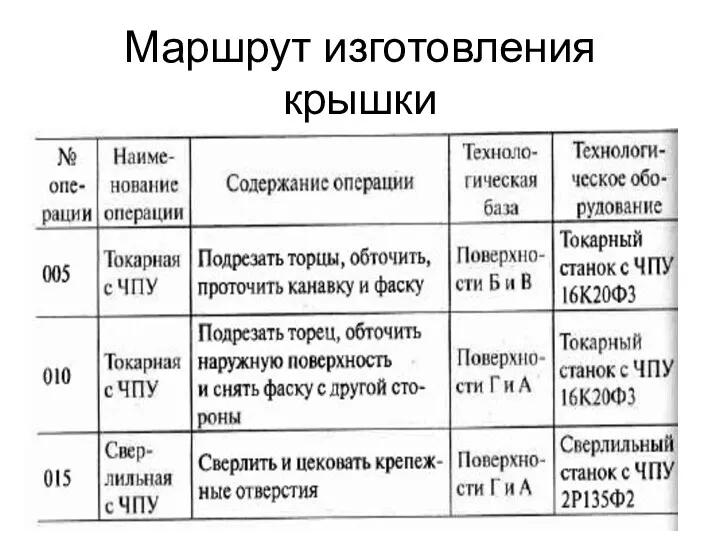
Маршрут изготовления крышки
Маршрут изготовления крышки
Технология изготовления станин и рам
Станины и рамы служат для координирова-ния положения
Технология изготовления станин и рам
Станины и рамы служат для координирова-ния положения
Эскиз станины
Эскиз станины
Все рамы и станины имеют следующие поверхности:
1) основание - плоскость,
Все рамы и станины имеют следующие поверхности:
1) основание - плоскость,
Технические условия изготовления станин
l. Допускаемая неплоскостность повер-хности основания δ мм на
Технические условия изготовления станин
l. Допускаемая неплоскостность повер-хности основания δ мм на
3. Правильность положения привалочных поверхностей относительно базовой.
4. Точность формы направляющих:
3. Правильность положения привалочных поверхностей относительно базовой.
4. Точность формы направляющих:
5. Точность относительного положения отдельных поверхностей направляющих (параллельность, перпендикулярность).
6. Шероховатость
5. Точность относительного положения отдельных поверхностей направляющих (параллельность, перпендикулярность).
6. Шероховатость
Материалы и способы получения заготовок
Для изготовления станин и рам используют-ся: чугyн
Материалы и способы получения заготовок
Для изготовления станин и рам используют-ся: чугyн
Для ответственных станин необходимо производить старение отливoк (естественное или искусственное).
Для ответственных станин необходимо производить старение отливoк (естественное или искусственное).
Методы обработки поверхностей станин
Для обработки плоскости основания могут применяться: фрезерование, строгание,
Методы обработки поверхностей станин
Для обработки плоскости основания могут применяться: фрезерование, строгание,
Привалочная плоскость и направляющие обрабатываются при базировании по основанию и
Привалочная плоскость и направляющие обрабатываются при базировании по основанию и
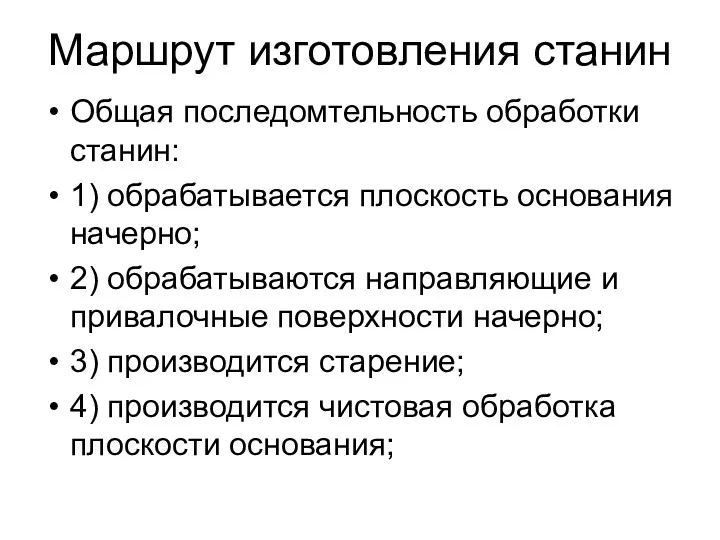
Маршрут изготовления станин
Общая последомтельность обработки станин:
1) обрабатывается плоскость основания начерно;
2) обрабатываются
Маршрут изготовления станин
Общая последомтельность обработки станин:
1) обрабатывается плоскость основания начерно;
2) обрабатываются
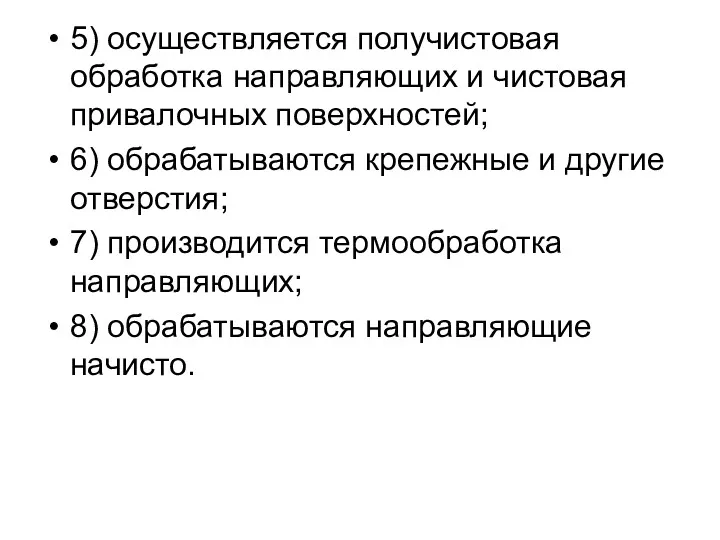
5) осуществляется получистовая обработка направляющих и чистовая привалочных поверхностей;
6) обрабатываются
5) осуществляется получистовая обработка направляющих и чистовая привалочных поверхностей;
6) обрабатываются
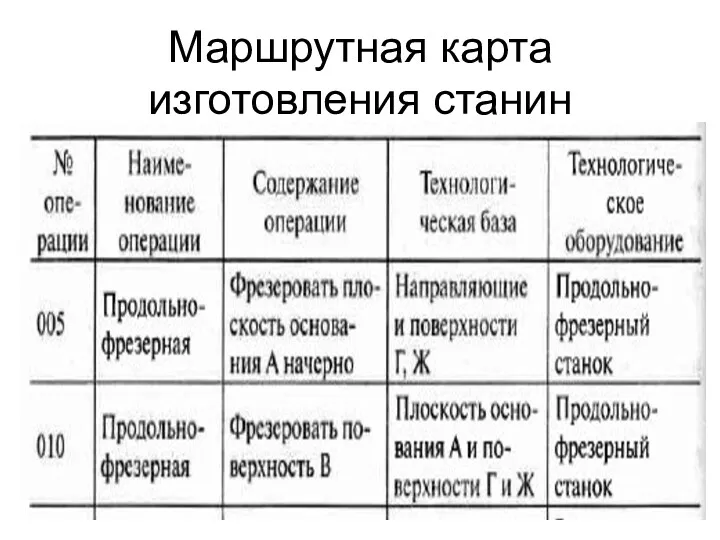
Маршрутная карта изготовления станин
Маршрутная карта изготовления станин

 Консультация для педагогов Толерантность
Консультация для педагогов Толерантность Распространение ислама
Распространение ислама План застройки ЗИЛ Восток
План застройки ЗИЛ Восток Вода и свойства воды.
Вода и свойства воды. Площадь прямоугольника
Площадь прямоугольника Tajemnice różańcca świętego
Tajemnice różańcca świętego Презентации уроков и контрольно-измерительные материалы к предмету География Иркутской области (8 класс) Диск Диск Диск
Презентации уроков и контрольно-измерительные материалы к предмету География Иркутской области (8 класс) Диск Диск Диск Презентация Темперамент
Презентация Темперамент Plant and animal world of Russia (grade 5)
Plant and animal world of Russia (grade 5) Страстная седмица и Пасха Христова
Страстная седмица и Пасха Христова Тригонометрические выражения
Тригонометрические выражения Прайс-лист. Услуги для изменения, дополнения или улучшения нового дома
Прайс-лист. Услуги для изменения, дополнения или улучшения нового дома Умножение дробей
Умножение дробей Виды пластических искусств
Виды пластических искусств Компрессионно-ишемические невропатии нижних конечностей
Компрессионно-ишемические невропатии нижних конечностей Личностные качества юриста
Личностные качества юриста Проект: Завод по производству пряжи и ткани
Проект: Завод по производству пряжи и ткани Корпоративное управление
Корпоративное управление Биотрансформация ядов
Биотрансформация ядов Осенние превращения
Осенние превращения проект Профессия химик
проект Профессия химик Підвищення результативності надання послуг шукачам роботи та прийняття управлінських рішень з цих питань
Підвищення результативності надання послуг шукачам роботи та прийняття управлінських рішень з цих питань Правила чтения Священного Корана. II часть. Правила Таджвид
Правила чтения Священного Корана. II часть. Правила Таджвид Соединение деталей из тонколистового металла
Соединение деталей из тонколистового металла Учебно-опытный участок МКОУ Митрофановской СОШ
Учебно-опытный участок МКОУ Митрофановской СОШ Россия и страны СНГ
Россия и страны СНГ Презентация по ПДД
Презентация по ПДД Презентация Нетрадиционные формы с родителями
Презентация Нетрадиционные формы с родителями