- Химико-термическая обработка

Содержание
- 2. Химико-термической обработкой называется нагрев деталей до заданных температур в агрессивных средах с целью изменения химического состава,
- 3. Химико-термическая обработка предназначена для повышения твёрдости, износостойкости в поверхностных слоях при сохранении вязкой сердцевины. Она основана
- 4. При химико-термической обработке протекают следующие процессы: 1-Разложение молекул диффундирующего элемента с образованием атомов(диссоциация) 2-Поглащение атомов поверхностью
- 5. Классификация процессов химико-термической обработки В зависимости от насыщающего элемента различают следующие процессы химико-термической обработки: однокомпонентные: цементация
- 6. Виды химико-термической обработки: 1-цементация 2-азотирование 3-алитирование 4-хромирование 5-силицирование 6-борирование 8-хромомарганцирование 9-хромотитонирование 10-вольфромирование 11-нитроцементация 12-меднение
- 7. При реализации любого процесса ХТО изделия выдерживают определенное время при температуре насыщения в окружении насыщающей среды.
- 8. 1. ЦЕМЕНТАЦИЯ
- 9. Цементация-это поверхностное насыщение углеродом. Цель цементации увеличить твёрдость и износостойкость поверхностей. Среда где проводиться цементация называется
- 10. Жидкая цементация- она предназначена для мелких деталей(например болты, винты и т.д.) Жидкая цементация проводиться путём погружения
- 11. Печь для жидкой цементации
- 12. Твёрдая цементация- предназначена для деталей простой формы(кубическое прямоугольное сечение деталей). Деталь помещается в цементационный ящик, на
- 13. Печь для твёрдой цементации
- 14. Печь для газовой цементации
- 15. Структура после цементации
- 16. 2. Азотирование
- 17. Азотирование- называется насыщение поверхностного слоя азотом. Оно осуществляется при Т=500-700;среда газовая- аммиак. После азотирование получается высокая
- 18. Марки стали 40ХН2СВА , 40Х, 40ХФА 38ХМЮА, Р6М5, Р18Ф2К8М 35ХМЮА 30Х2НВФА 38Х2Н4ВА 40ХНВА 50ХФА ЗОХЗВА
- 19. Азотированию подвергают изделия 1.Быстрорежущая сталь: фрезы, свёрла, (Р6М5). 2.Зубчатые колёса, червяки, коленчатые валы, втулки и т.д.(40ХН3А,30Х3ВА).
- 20. Последовательность обработки изделий при азотировании 1. Закалка полная, т.к сталь доэвтектоидная, 930-950, масло или вода 2.Отпуск
- 21. Стали типа ЗОХНЗА при 540° С азотируют при давлении 5-6 ат в течение 15 ч. Трубы
- 22. 3. Алитирование
- 23. Алитирование- поверхностное насыщение стали алюминием для повышения жаростойкости до 850-900. При нагреве алитированной стали на её
- 24. Некоторые марки алитированой стали 15Х5ВФ 40Х9С2 35ХМ
- 25. Диффузионная вакуумная электро-духовая печь.
- 26. Противни и решетки для духовки
- 27. Труба стартер для розжига угля
- 28. Печь для пиццы
- 29. Крекинг Крекинг- термическое разложения нефтепродуктов.
- 30. Пароперегреватель
- 31. Газовые турбины
- 32. А также: Вал-шестерня Вал-шестерня фланцы Фланцы шпиндель Шпиндель
- 33. 4. хромирование
- 34. Хромирование- поверхностное насыщение стали хромом в твёрдой, жидкой и газообразной средах. Хромированная сталь окалиностойкая (особенно при
- 35. Детали для хромирования Диски для автомобилей и мотоциклов и т.д. Хромирование наносится на любые детали такие
- 37. Применение хромовых покрытии
- 44. Силицирование
- 45. 5. силицирование
- 48. Силицирование- поверхностное насыщение стали кремнием. Проводят для повышения износостойкости и кислотоупорности изделий. Силицированию подвергают трубы, арматуру,
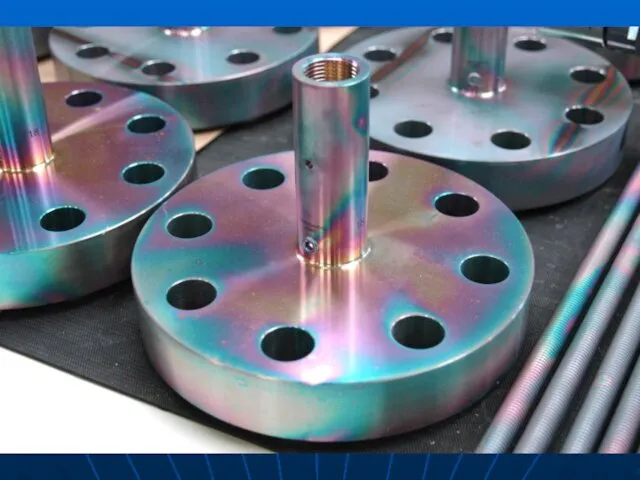
- 50. Детали для силицирования Выхлопные трубы Втулки
- 51. 6. БОРИРОВАНИЕ
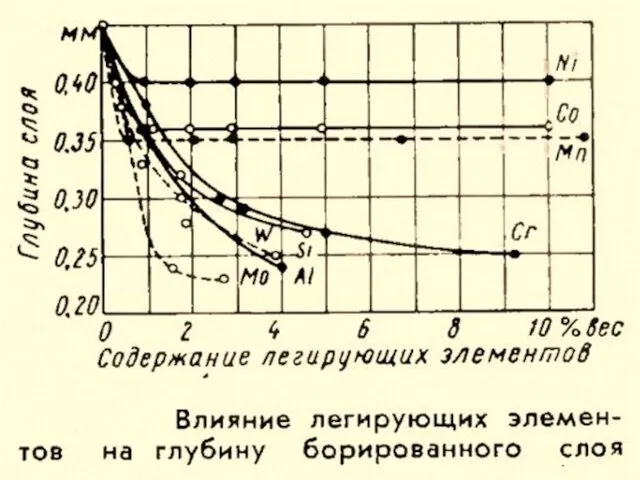
- 52. Технология борирования Основное назначение борирования поверхности – повышение износостойкости поверхности изделий при работе в агрессивных и
- 54. Цель Суть технологии заключается в насыщении поверхностного слоя металла соединениями бора и железа FeB и Fe2B.
- 56. Методы борирования стали Большое разнообразие методов борирования стали позволяет использовать наиболее технологичные в каждом конкретном производстве.
- 58. Жидкостное безэлектролизное борирование Для жидкостного борирования применяются расплавы смесей, основной составляющей которых является тетраборат натрия (бура)
- 59. Электролизное борирование Сократить время процесса при жидкостном борировании помогает использование эффекта электролиза при прохождении электрического тока
- 60. Газовое борирование Равномерное и однородное проникновение бора в поверхностный слой металла достигается при использовании метода газового
- 61. Детали Борирование применяют для повышения изностойкости втулок подшипников и рабочих колёс погружных электроцентробежных насосов, дисков пяты
- 62. Результат борирования Изделия, подвергшиеся борированию, обладают повышенной до 800 °C окалиностойкостью и теплостойкостью до 900—950 °C.
- 63. Борирование- поверхностное насыщение стали бором. Борирование используют для повышения износостойкости и высокой твёрдости, которая сохраняет до
- 64. Детали для борирования: валки для нарезания резьбы, зубчатые колёса, шейки коленвала
- 65. Ролики для накатки резьбы (сталь Х12М)
- 77. Химико-термическая обработка (ХТО) металлов
- 78. Химико-термическая обработка (ХТО) Химико-термическая обработка (ХТО) - нагрев и выдержка металлических материалов при высоких температурах в
- 79. Насыщение из твердой фазы (в основном, из порошковых засыпок) Насыщение из жидкой фазы (в данном случае
- 80. Массоперенос при химико-термической обработке Весь процесс насыщения при ХТО может быть представлен в виде пяти последовательно
- 81. Применение ХТО применяют с целью: поверхностного упрочнения металлов и сплавов (повышения твердости, износостойкости, усталостной и коррозионно-усталостной
- 83. Скачать презентацию
Химико-термической обработкой называется нагрев деталей до заданных температур в агрессивных средах
Химико-термической обработкой называется нагрев деталей до заданных температур в агрессивных средах
Химико-термическая обработка предназначена для повышения твёрдости, износостойкости в поверхностных слоях при
Химико-термическая обработка предназначена для повышения твёрдости, износостойкости в поверхностных слоях при
При химико-термической обработке протекают следующие процессы:
1-Разложение молекул диффундирующего элемента с образованием
При химико-термической обработке протекают следующие процессы: 1-Разложение молекул диффундирующего элемента с образованием
Классификация процессов химико-термической обработки
В зависимости от насыщающего элемента различают следующие процессы
Классификация процессов химико-термической обработки
В зависимости от насыщающего элемента различают следующие процессы
Виды химико-термической обработки:
1-цементация
2-азотирование
3-алитирование
4-хромирование
5-силицирование
6-борирование
8-хромомарганцирование
9-хромотитонирование
10-вольфромирование
11-нитроцементация
12-меднение
Виды химико-термической обработки:
1-цементация
2-азотирование
3-алитирование
4-хромирование
5-силицирование
6-борирование
8-хромомарганцирование
9-хромотитонирование
10-вольфромирование
11-нитроцементация
12-меднение
При реализации любого процесса ХТО изделия выдерживают определенное время при температуре
При реализации любого процесса ХТО изделия выдерживают определенное время при температуре
1. ЦЕМЕНТАЦИЯ
1. ЦЕМЕНТАЦИЯ
Цементация-это поверхностное насыщение углеродом.
Цель цементации увеличить твёрдость и износостойкость поверхностей.
Среда где
Цементация-это поверхностное насыщение углеродом. Цель цементации увеличить твёрдость и износостойкость поверхностей. Среда где
Жидкая цементация- она предназначена для мелких деталей(например болты, винты и т.д.)
Жидкая
Жидкая цементация- она предназначена для мелких деталей(например болты, винты и т.д.) Жидкая

Печь для жидкой цементации
Печь для жидкой цементации
Твёрдая цементация- предназначена для деталей простой формы(кубическое прямоугольное сечение деталей).
Твёрдая цементация- предназначена для деталей простой формы(кубическое прямоугольное сечение деталей).

Печь для твёрдой цементации
Печь для твёрдой цементации

Печь для газовой цементации
Печь для газовой цементации
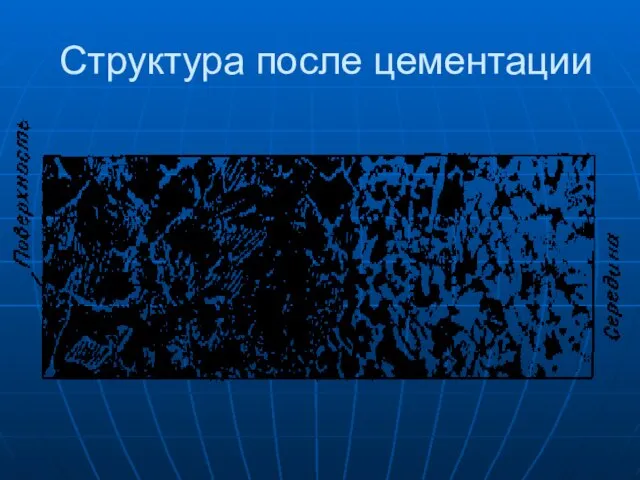
Структура после цементации
Структура после цементации
2. Азотирование
2. Азотирование
Азотирование- называется насыщение поверхностного слоя азотом. Оно осуществляется при Т=500-700;среда газовая-
Азотирование- называется насыщение поверхностного слоя азотом. Оно осуществляется при Т=500-700;среда газовая-
Марки стали
40ХН2СВА , 40Х, 40ХФА
38ХМЮА, Р6М5, Р18Ф2К8М
35ХМЮА
30Х2НВФА
38Х2Н4ВА
40ХНВА
50ХФА
ЗОХЗВА
Марки стали
40ХН2СВА , 40Х, 40ХФА
38ХМЮА, Р6М5, Р18Ф2К8М
35ХМЮА
30Х2НВФА
38Х2Н4ВА
40ХНВА
50ХФА
ЗОХЗВА
Азотированию подвергают изделия
1.Быстрорежущая сталь: фрезы, свёрла, (Р6М5).
2.Зубчатые колёса, червяки, коленчатые
Азотированию подвергают изделия
1.Быстрорежущая сталь: фрезы, свёрла, (Р6М5).
2.Зубчатые колёса, червяки, коленчатые
Последовательность обработки изделий при азотировании
1. Закалка полная, т.к сталь доэвтектоидная, 930-950,
Последовательность обработки изделий при азотировании
1. Закалка полная, т.к сталь доэвтектоидная, 930-950,

Стали типа ЗОХНЗА при 540° С азотируют при давлении 5-6 ат
Стали типа ЗОХНЗА при 540° С азотируют при давлении 5-6 ат
3. Алитирование
3. Алитирование
Алитирование- поверхностное насыщение стали алюминием для повышения жаростойкости до 850-900. При
Алитирование- поверхностное насыщение стали алюминием для повышения жаростойкости до 850-900. При
Некоторые марки алитированой стали
15Х5ВФ
40Х9С2
35ХМ
Некоторые марки алитированой стали
15Х5ВФ
40Х9С2
35ХМ

Диффузионная вакуумная электро-духовая печь.
Диффузионная вакуумная электро-духовая печь.

Противни и решетки для духовки
Противни и решетки для духовки

Труба стартер для розжига угля
Труба стартер для розжига угля

Печь для пиццы
Печь для пиццы

Крекинг
Крекинг- термическое разложения нефтепродуктов.
Крекинг
Крекинг- термическое разложения нефтепродуктов.

Пароперегреватель
Пароперегреватель

Газовые турбины
Газовые турбины

А также:
Вал-шестерня
Вал-шестерня
фланцы
Фланцы
шпиндель
Шпиндель
А также:
Вал-шестерня
Вал-шестерня
фланцы
Фланцы
шпиндель
Шпиндель
4. хромирование
4. хромирование
Хромирование- поверхностное насыщение стали хромом в твёрдой, жидкой и газообразной средах.
Хромированная
Хромирование- поверхностное насыщение стали хромом в твёрдой, жидкой и газообразной средах. Хромированная
Детали для хромирования
Диски для автомобилей и мотоциклов и т.д.
Хромирование наносится на
Детали для хромирования Диски для автомобилей и мотоциклов и т.д. Хромирование наносится на


Применение хромовых покрытии
Применение хромовых покрытии





Силицирование
Силицирование
5. силицирование
5. силицирование

Силицирование- поверхностное насыщение стали кремнием. Проводят для повышения износостойкости и кислотоупорности
Силицирование- поверхностное насыщение стали кремнием. Проводят для повышения износостойкости и кислотоупорности
Детали для силицирования
Выхлопные трубы
Втулки
Детали для силицирования
Выхлопные трубы
Втулки
6. БОРИРОВАНИЕ
6. БОРИРОВАНИЕ
Технология борирования
Основное назначение борирования поверхности – повышение износостойкости поверхности изделий
Технология борирования
Основное назначение борирования поверхности – повышение износостойкости поверхности изделий

Цель
Суть технологии заключается в насыщении поверхностного слоя металла соединениями бора и
Цель
Суть технологии заключается в насыщении поверхностного слоя металла соединениями бора и
Методы борирования стали
Большое разнообразие методов борирования стали позволяет использовать наиболее технологичные
Методы борирования стали
Большое разнообразие методов борирования стали позволяет использовать наиболее технологичные
Жидкостное безэлектролизное борирование
Для жидкостного борирования применяются расплавы смесей, основной составляющей которых
Жидкостное безэлектролизное борирование
Для жидкостного борирования применяются расплавы смесей, основной составляющей которых
Электролизное борирование
Сократить время процесса при жидкостном борировании помогает использование эффекта электролиза
Электролизное борирование
Сократить время процесса при жидкостном борировании помогает использование эффекта электролиза
Газовое борирование
Равномерное и однородное проникновение бора в поверхностный слой металла достигается
Газовое борирование
Равномерное и однородное проникновение бора в поверхностный слой металла достигается
Детали
Борирование применяют для повышения изностойкости втулок подшипников и рабочих колёс погружных электроцентробежных насосов, дисков
Детали
Борирование применяют для повышения изностойкости втулок подшипников и рабочих колёс погружных электроцентробежных насосов, дисков
Результат борирования
Изделия, подвергшиеся борированию, обладают повышенной до 800 °C окалиностойкостью и теплостойкостью
Результат борирования
Изделия, подвергшиеся борированию, обладают повышенной до 800 °C окалиностойкостью и теплостойкостью
Борирование- поверхностное насыщение стали бором. Борирование используют для повышения износостойкости и
Борирование- поверхностное насыщение стали бором. Борирование используют для повышения износостойкости и
Детали для борирования:
валки для нарезания резьбы, зубчатые колёса, шейки коленвала
Детали для борирования:
валки для нарезания резьбы, зубчатые колёса, шейки коленвала

Ролики для накатки резьбы (сталь Х12М)
Ролики для накатки резьбы (сталь Х12М)










Химико-термическая обработка (ХТО) металлов
Химико-термическая обработка (ХТО) металлов
Химико-термическая обработка (ХТО)
Химико-термическая обработка (ХТО) - нагрев и выдержка металлических материалов при высоких
Химико-термическая обработка (ХТО)
Химико-термическая обработка (ХТО) - нагрев и выдержка металлических материалов при высоких
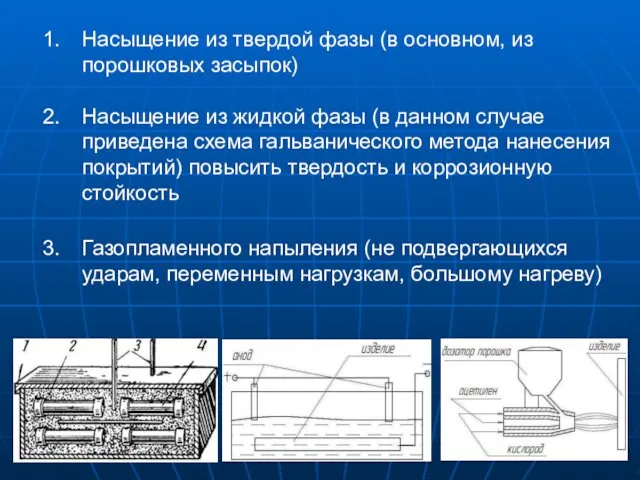
Насыщение из твердой фазы (в основном, из порошковых засыпок)
Насыщение из
Насыщение из твердой фазы (в основном, из порошковых засыпок)
Насыщение из
Массоперенос при химико-термической обработке
Весь процесс насыщения при ХТО может быть представлен
Массоперенос при химико-термической обработке
Весь процесс насыщения при ХТО может быть представлен
Применение
ХТО применяют с целью:
поверхностного упрочнения металлов и сплавов (повышения твердости, износостойкости, усталостной и коррозионно-усталостной прочности
Применение
ХТО применяют с целью:
поверхностного упрочнения металлов и сплавов (повышения твердости, износостойкости, усталостной и коррозионно-усталостной прочности
 Жизнь в морях и океанах
Жизнь в морях и океанах Уголовное право. Раздел второй
Уголовное право. Раздел второй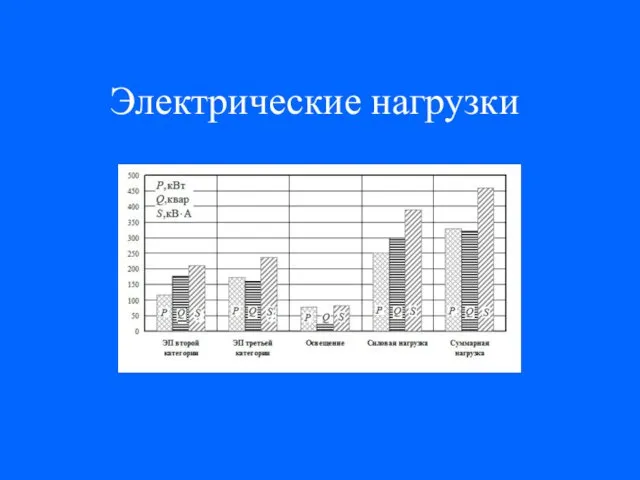 Электрические нагрузки. (Лекция 6)
Электрические нагрузки. (Лекция 6) Дидактическая урок-игра по химии Неметаллы IV-VIгрупп 9 класс
Дидактическая урок-игра по химии Неметаллы IV-VIгрупп 9 класс Исследовательская работа на тему: М.В.Ломоносов. Исследования в области географии и метеорологии
Исследовательская работа на тему: М.В.Ломоносов. Исследования в области географии и метеорологии С 8 Марта
С 8 Марта список
список Механика грунтов. Практические занятия
Механика грунтов. Практические занятия Технологія виробництва м'яса нутрії
Технологія виробництва м'яса нутрії Конкуренция и рыночные структуры. (Тема 8)
Конкуренция и рыночные структуры. (Тема 8) Современные проблемы инструментального обеспечения машиностроительного производства. Лекция № 1
Современные проблемы инструментального обеспечения машиностроительного производства. Лекция № 1 Высказывания и высказывательные формы
Высказывания и высказывательные формы Товароведная характеристика мандаринов
Товароведная характеристика мандаринов Установка по призводству битумной эмульсии
Установка по призводству битумной эмульсии Обмен нуклеиновых кислот
Обмен нуклеиновых кислот Бессмертный полк: из семейного архива
Бессмертный полк: из семейного архива Аппаратное обеспечение ПК
Аппаратное обеспечение ПК Роль синтеза искусств в развитии музыкальной отзывчивости детей старшего дошкольного возраста.
Роль синтеза искусств в развитии музыкальной отзывчивости детей старшего дошкольного возраста. Team Roles “Coming together is a beginning. Keeping together is progress. Working together is success” Henry Ford
Team Roles “Coming together is a beginning. Keeping together is progress. Working together is success” Henry Ford Презентация к классному часу Мой путь к доброте 2 кл
Презентация к классному часу Мой путь к доброте 2 кл Химия вокруг нас
Химия вокруг нас BioLink FingerPass IC Биометрический терминал контроля доступа и учета рабочего времени
BioLink FingerPass IC Биометрический терминал контроля доступа и учета рабочего времени Корреляционный и регрессионный анализ. Анализ парных взаимосвязей
Корреляционный и регрессионный анализ. Анализ парных взаимосвязей Общий порядок подготовки к судебному заседанию
Общий порядок подготовки к судебному заседанию Развитие индивидуального жилищного строительства в Российской Федерации АО Банк ДОМ.РФ
Развитие индивидуального жилищного строительства в Российской Федерации АО Банк ДОМ.РФ Системы ввода-вывода и периферийные устройства
Системы ввода-вывода и периферийные устройства Советы для родителей Пальчиковая гимнастика в стихах
Советы для родителей Пальчиковая гимнастика в стихах Саул. Царственные задатки и непослушание, гордость, зависть
Саул. Царственные задатки и непослушание, гордость, зависть