- Introduction to powder coating

Содержание
- 2. The Contents of the Program Introduction & Program Overview Pretreatment & Substrates Powder Coating Materials &
- 3. Performance Goals - Understand These Issues: The Powder Process The Powder System Components Powder Materials Application
- 4. How We Got Started In Powder Coating The Beginning Our Progress Future Plans
- 5. The History of Powder Coating Late 1940s: Flame Spray of Thermoplastic Powder 1953: Fluidized Bed Application
- 6. The Basics of the Powder Coating Process Fluidized Bed Application Process Electrostatic Spray Application Process
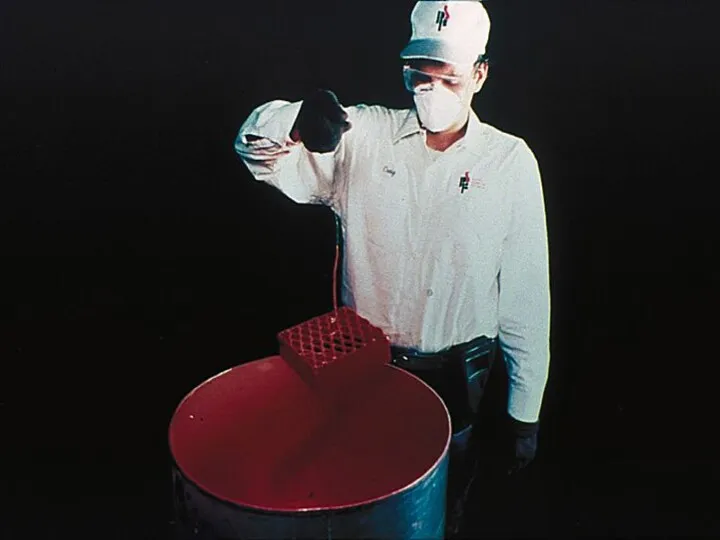
- 7. Fluidized Bed Application Parts are Cleaned Washed & Phosphated or Blasted & Primed Parts are Preheated
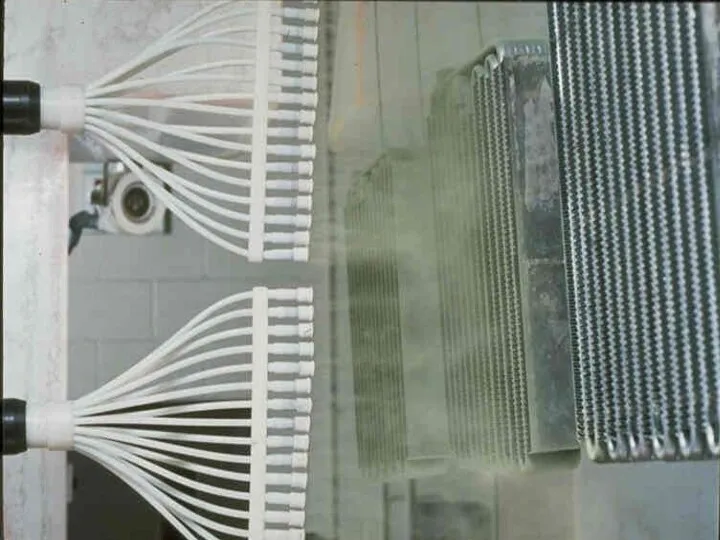
- 9. Electrostatic Spray Application Parts are Cleaned & Pretreated Powder is Charged & Sprayed onto the Grounded
- 11. PRETREATMENT & SUBSTRATES
- 12. Pretreatment Cleaning Conversion Coating Rinsing
- 13. Why Clean? Appearance Adhesion Corrosion Resistance
- 14. Cleaning Methods Mechanical Polishing Blasting Chemical Dip Spray
- 15. Mechanical Cleaning Removes Mill Scale Rust Smut Die Release Contamination
- 16. Chemical Cleaning Removes Oil Shop Dust Grease Rust Inhibitors
- 18. Cleaner Types Acidic - pH of 4.0 to 5.5 Alkaline - pH of 9 to 10.5
- 19. Conversion Coating Iron Phosphate Zinc Phosphate
- 20. Iron Phosphate Most Common for Powder Coating 35 to 45 mg/sq. ft.Typ. Coating Weight Amorphous Surface
- 21. Zinc Phosphate Not Commonly Used for Powder Coating 60 to 120 mg/sq.ft. Typ. Coating Wght. Crystalline
- 22. Rinsing Between Chemical Processes To Remove Residual Chemistry Final Rinse/Seal To Passive the Surface Dionized Rinsing
- 23. 3-Stage Spray Washer Stage 1- Cleaner/Coater: 90 secs., 1400 F Stage 2- Rinse: 30 secs., Ambient
- 25. 5-Stage Spray Washer Stage 1- Alkaline Clean: 90 secs.,1400 F Stage 2- Rinse: 60 secs., Ambient
- 27. Substrates Steel Cold Rolled Steel Hot Rolled Steel Aluminum Extrusion Galvanized Castings Aluminum Zinc
- 28. Pretreatment Problems Poor Adhesion Blisters Surface Defects Poor Corrosion Resistance
- 29. Pretreatment Control Check Solution Concentration 3 times per shift Keep the Washer Nozzles & Pump Screens
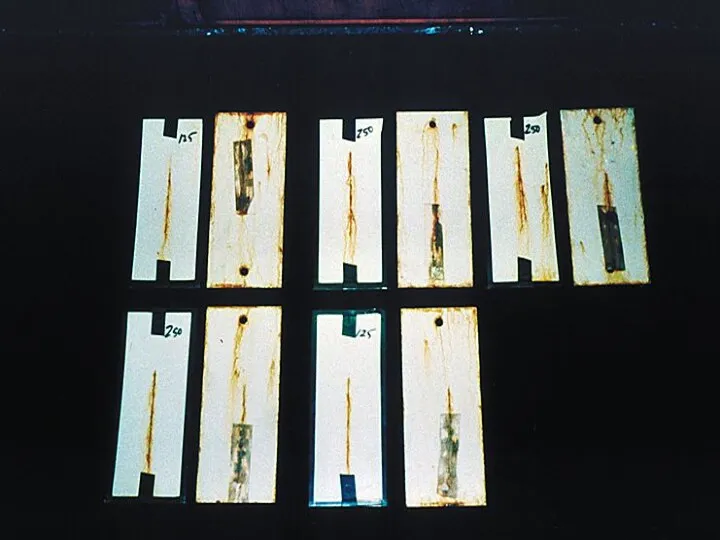
- 30. Pretreatment Tests Water Break Free Adhesion Test Coating Weight Humidity Test Salt Spray Test
- 36. POWDER COATING MATERIALS
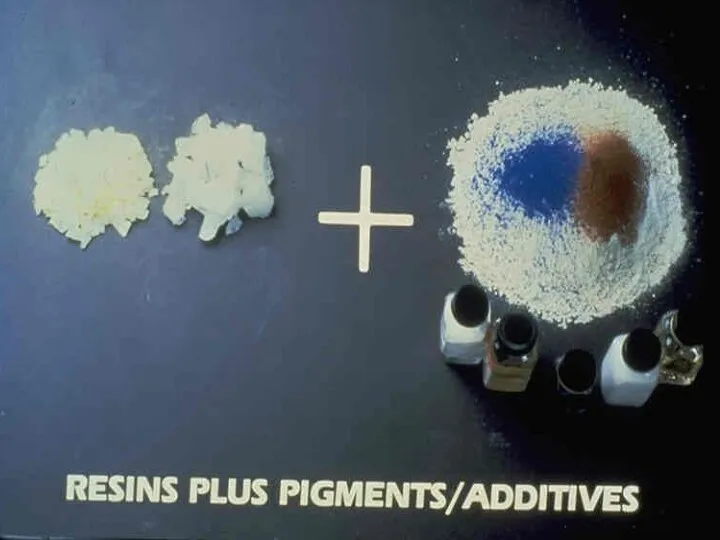
- 38. Powder Material Components Resins Pigments Cure Agents Flow Agents Additives
- 43. Two Types of Powder Materials Thermoplastic do not chemically react during cure Thermoset chemically react during
- 44. Thermoplastic Resins Nylon Polyethylene & Polypropylene Polyvinyl Chloride (PVC) Polyester Poly(Vinylidene Fluoride)(PVFD)
- 45. Thermoset Powders Epoxies Urethane Polyesters TGIC Polyesters Hybrids Acrylics
- 46. POWDER APPLICATION METHODS Fluidized Bed Dip Electrostatic Spray
- 47. Fluidized Bed Dip Preheated Part is Dipped into Fluidized Powder; Powder Gels on Hot Surface Used
- 48. Electrostatic Spray Charged Powder Material is Sprayed onto Grounded Part Parts are Subjected to High Temperature
- 49. Charging Methods for Electrostatic Spray Corona Charging Uses High Voltage & an Electrode Tribo Charging Uses
- 50. Corona Charging Grounded Part Negative Free Ions Voltage Cable Powder Supply Hose
- 52. Tribo Charging Tribo Spray Gun Air Flow Pattern Grounded Part Powder Particles
- 54. The Powder Delivery System Fluid Bed Hopper Powder Pump Powder Hose Spray Gun
- 55. Compressed Air Supply +380F Dew Point or Lower Less than 0.1 PPM of Oil No Particle
- 56. The Corona Charging System Voltage Supply High Voltage Generator Voltage Cable Electrode
- 57. Pneumatic Controls Fluidizing Air Powder Supply Air Atomizing Air Cleansing or Shaping Air
- 59. Delivery Pressure & Transfer Efficiency Powder Charges Better at Lower Pressure Transfer Efficiency is Higher at
- 60. Voltage Control 80 to 100 KV Used for Most Surfaces Lower Voltage Used for Faraday Cage
- 61. Transfer Efficiency Variables Nozzle Type Powder Delivery Rate Gun Position Grounding The Powder Material System Maintenance
- 62. BOOTHS & RECOVERY SYSTEMS Booth is Used to Enclose Process & Contain Overspray Recovery System is
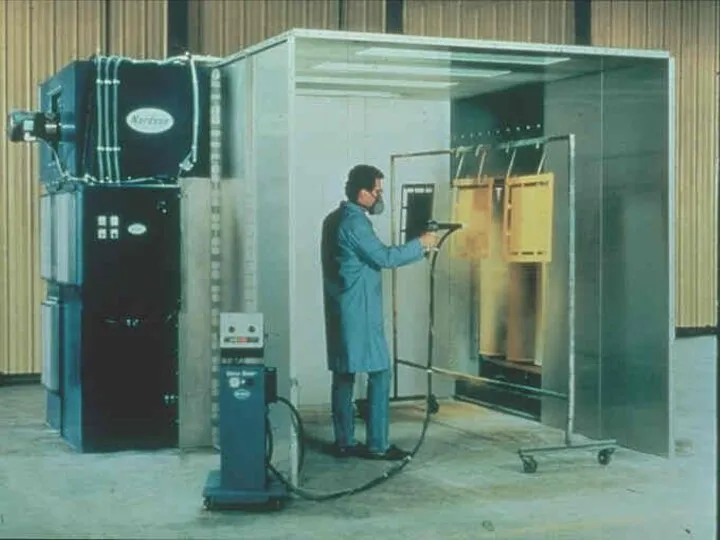
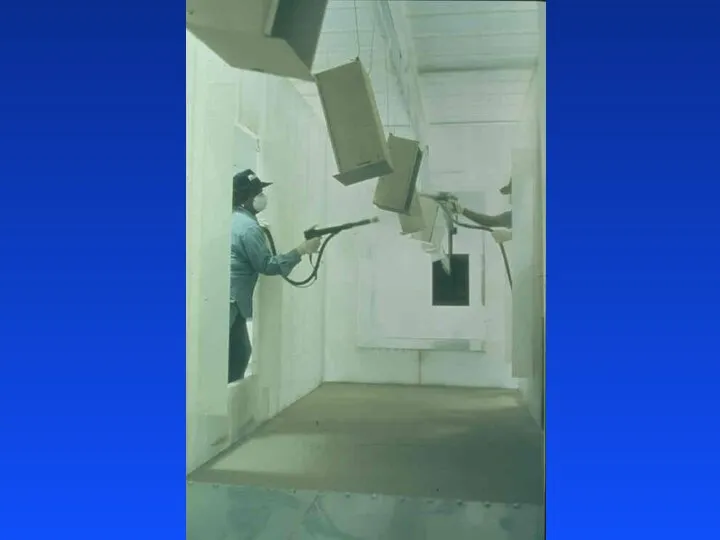
- 63. Types of Booths Batch Booths Conveyorized Systems
- 66. Two Common Types of Recovery Equipment Cyclone System Cartridge Module System
- 67. Booth & Cyclone Recovery System Cyclone Separator Cartridge Collector Recovery Hopper Scrap Powder Barrel Final Filter
- 70. Cartridge Module System
- 73. Spray to Waste Short Runs of Various Colors Faster Color Change Time Higher Material Cost
- 74. Reclaiming Powder for Reuse Collect Overspray for Reuse Long Runs of the Same Color Mix Reclaim
- 75. CURING, TESTING, QUALITY CONTROL & PACKAGING
- 76. Powder Coating Cure Cycle Enters the Oven Dry Melts & Flows From Heat Gels & Chemically
- 77. Cure Methods Convection Infrared
- 78. Convection Oven Hot Air is Used to Heat Substrate Heated Substrate Conducts Heat to Coating Temperature
- 80. Cure Curve for Powder Coating Time Minutes 100 200 300 400 5 10 15 20 500
- 81. Infrared Cure Energy is Emitted & Directed to Part Energy Absorbed into Coating & Part Surface
- 83. Convection Cure Advantages More Flexible for Part Mass & Surface Variety With Little Required Adjustment More
- 84. Infrared Cure Advantages Faster Cure Cycle Limitations Dependent on Line-of-Sight Less Flexible for Part Mass &
- 85. Testing & Quality Control Test Oven for Temperature Uniformity Test Washer Chemistry Test Finished Film Properties
- 88. Finished Film Tests Color & Gloss Film Thickness Adhesion Pencil Hardness Impact Resistance Chemical Rub Test
- 89. Packaging Protect the Surface After Coating Keep Good Records of Packed Product Control the Volume per
- 90. Packaging Materials Boxes Paper Foam Plastic Bags Cardboard Dividers Shrink Wrap Banding
- 91. Types of Packaging Bulk Containers Layer Packing Layer Packing with Wrap Weave Packing Cell Packing Stacking
- 92. OPERATIONS - MATERIALS HANDLING, PROCESS CONTROL, TRACKING & RECORDING
- 93. Material Handling Purchasing Materials Storage of Materials Inventory Control Material Supply
- 94. Powder Purchasing Considerations Purchase Just Enough to Support Production Avoid Long-Term Storage
- 95. Powder Storage Maintain Temperature as Low as Possible Below 800 F Preferred Maintain Humidity as Low
- 96. Powder Supply Sieve or Screen all Powder Precondition Powder by Fluidizing Mix Enough Virgin Material with
- 97. Pretreatment Chemicals Additions to Washer Manual or Automatic Handling Use Proper Safety Precautions Storage Indoors, Dry
- 98. PROCESS CONTROL Application Control System Monitoring & Maintenance
- 99. System Monitoring & Maintenance Training to Maintain Worker Skills Proper Management of Raw Materials Housekeeping &
- 100. Equipment Maintenance Spray Washer - titrate solutions, clean nozzles, clean screens Dry-off Oven - keep oven
- 101. Equipment Maintenance (Continued) Booth & Recovery System - keep clean, check filters, clean sieve Conveyor -
- 102. TRACKING & RECORDING COATING JOBS Control of Inventory From Arrival to Shipment Work in Process Records
- 103. Receiving Enter into Inventory Notify Customer of Mistakes Store in Consistent Location Isolate one Batch from
- 104. Processing Verify Proper Count When Loading Separate & Count Rejects Maintain Counts With Progress raw parts
- 105. Rework Schedule for Quick Turn-around Maintain Status Report Count Parts that Cannot be Salvaged
- 106. Status Be Able to Inform Customer on Progress parts raw parts coated parts ready for shipment
- 107. SAFETY ISSUES, OSHA, & ENVIRONMENTAL CONCERNS
- 108. Handling of Powder Coatings Read the MSDS Avoid Excess Skin Exposure Wear the Proper Respiratory Equipment
- 111. Fire Risk Maintain Safe Concentration Level of Powder Eliminate Sources of Ignition Maintain Good Ground of
- 114. Pretreatment Chemicals Read MSDS Avoid Skin Contact Wear the Recommended Safety Clothing Maintain Good Ventilation
- 115. High Temperature Environments Limit Access Never Enter Washer or Oven During Operation Disconnect Power Before Entering
- 118. Скачать презентацию
The Contents of the Program
Introduction & Program Overview
Pretreatment &
The Contents of the Program
Introduction & Program Overview
Pretreatment &
Performance Goals - Understand These Issues:
The Powder Process
The Powder System Components
Powder
Performance Goals - Understand These Issues:
The Powder Process
The Powder System Components
Powder
How We Got Started In
Powder Coating
The Beginning
Our Progress
Future Plans
How We Got Started In
Powder Coating
The Beginning
Our Progress
Future Plans
The History of Powder Coating
Late 1940s: Flame Spray of Thermoplastic
The History of Powder Coating
Late 1940s: Flame Spray of Thermoplastic
The Basics of the Powder Coating Process
Fluidized Bed Application Process
Electrostatic Spray
The Basics of the Powder Coating Process
Fluidized Bed Application Process
Electrostatic Spray
Fluidized Bed Application
Parts are Cleaned
Washed & Phosphated or Blasted &
Fluidized Bed Application
Parts are Cleaned
Washed & Phosphated or Blasted &
Electrostatic Spray Application
Parts are Cleaned & Pretreated
Powder is Charged & Sprayed
Electrostatic Spray Application
Parts are Cleaned & Pretreated
Powder is Charged & Sprayed


PRETREATMENT & SUBSTRATES
PRETREATMENT & SUBSTRATES
Pretreatment
Cleaning
Conversion Coating
Rinsing
Pretreatment
Cleaning
Conversion Coating
Rinsing
Why Clean?
Appearance
Adhesion
Corrosion Resistance
Why Clean?
Appearance
Adhesion
Corrosion Resistance
Cleaning Methods
Mechanical
Polishing
Blasting
Chemical
Dip
Spray
Cleaning Methods
Mechanical
Polishing
Blasting
Chemical
Dip
Spray
Mechanical Cleaning
Removes
Mill Scale
Rust
Smut
Die Release Contamination
Mechanical Cleaning
Removes
Mill Scale
Rust
Smut
Die Release Contamination
Chemical Cleaning
Removes
Oil
Shop Dust
Grease
Rust Inhibitors
Chemical Cleaning
Removes
Oil
Shop Dust
Grease
Rust Inhibitors
Cleaner Types
Acidic - pH of 4.0 to 5.5
Alkaline - pH of
Cleaner Types
Acidic - pH of 4.0 to 5.5
Alkaline - pH of
Conversion Coating
Iron Phosphate
Zinc Phosphate
Conversion Coating
Iron Phosphate
Zinc Phosphate
Iron Phosphate
Most Common for Powder Coating
35 to 45 mg/sq. ft.Typ. Coating
Iron Phosphate
Most Common for Powder Coating
35 to 45 mg/sq. ft.Typ. Coating
Zinc Phosphate
Not Commonly Used for Powder Coating
60 to 120 mg/sq.ft. Typ.
Zinc Phosphate
Not Commonly Used for Powder Coating
60 to 120 mg/sq.ft. Typ.
Rinsing
Between Chemical Processes
To Remove Residual Chemistry
Final Rinse/Seal
To Passive the Surface
Dionized
Rinsing
Between Chemical Processes
To Remove Residual Chemistry
Final Rinse/Seal
To Passive the Surface
Dionized
3-Stage Spray Washer
Stage 1- Cleaner/Coater: 90 secs., 1400 F
Stage 2- Rinse:
3-Stage Spray Washer
Stage 1- Cleaner/Coater: 90 secs., 1400 F
Stage 2- Rinse:

5-Stage Spray Washer
Stage 1- Alkaline Clean: 90 secs.,1400 F
Stage 2- Rinse:
5-Stage Spray Washer
Stage 1- Alkaline Clean: 90 secs.,1400 F
Stage 2- Rinse:

Substrates
Steel
Cold Rolled Steel
Hot Rolled Steel
Aluminum Extrusion
Galvanized
Castings
Aluminum
Zinc
Substrates
Steel
Cold Rolled Steel
Hot Rolled Steel
Aluminum Extrusion
Galvanized
Castings
Aluminum
Zinc
Pretreatment Problems
Poor Adhesion
Blisters
Surface Defects
Poor Corrosion Resistance
Pretreatment Problems
Poor Adhesion
Blisters
Surface Defects
Poor Corrosion Resistance
Pretreatment Control
Check Solution Concentration 3 times per shift
Keep the Washer Nozzles
Pretreatment Control
Check Solution Concentration 3 times per shift
Keep the Washer Nozzles
Pretreatment Tests
Water Break Free
Adhesion Test
Coating Weight
Humidity Test
Salt Spray Test
Pretreatment Tests
Water Break Free
Adhesion Test
Coating Weight
Humidity Test
Salt Spray Test




POWDER COATING
MATERIALS
POWDER COATING
MATERIALS
Powder Material Components
Resins
Pigments
Cure Agents
Flow Agents
Additives
Powder Material Components
Resins
Pigments
Cure Agents
Flow Agents
Additives


Two Types of Powder Materials
Thermoplastic
do not chemically react during cure
Thermoset
chemically react
Two Types of Powder Materials
Thermoplastic
do not chemically react during cure
Thermoset
chemically react
Thermoplastic Resins
Nylon
Polyethylene & Polypropylene
Polyvinyl Chloride (PVC)
Polyester
Poly(Vinylidene Fluoride)(PVFD)
Thermoplastic Resins
Nylon
Polyethylene & Polypropylene
Polyvinyl Chloride (PVC)
Polyester
Poly(Vinylidene Fluoride)(PVFD)
Thermoset Powders
Epoxies
Urethane Polyesters
TGIC Polyesters
Hybrids
Acrylics
Thermoset Powders
Epoxies
Urethane Polyesters
TGIC Polyesters
Hybrids
Acrylics
POWDER APPLICATION METHODS
Fluidized Bed Dip
Electrostatic Spray
POWDER APPLICATION METHODS
Fluidized Bed Dip
Electrostatic Spray
Fluidized Bed Dip
Preheated Part is Dipped into Fluidized Powder; Powder Gels
Fluidized Bed Dip
Preheated Part is Dipped into Fluidized Powder; Powder Gels
Electrostatic Spray
Charged Powder Material is Sprayed onto Grounded Part
Parts are Subjected
Electrostatic Spray
Charged Powder Material is Sprayed onto Grounded Part
Parts are Subjected
Charging Methods for Electrostatic Spray
Corona Charging
Uses High Voltage & an Electrode
Charging Methods for Electrostatic Spray
Corona Charging
Uses High Voltage & an Electrode
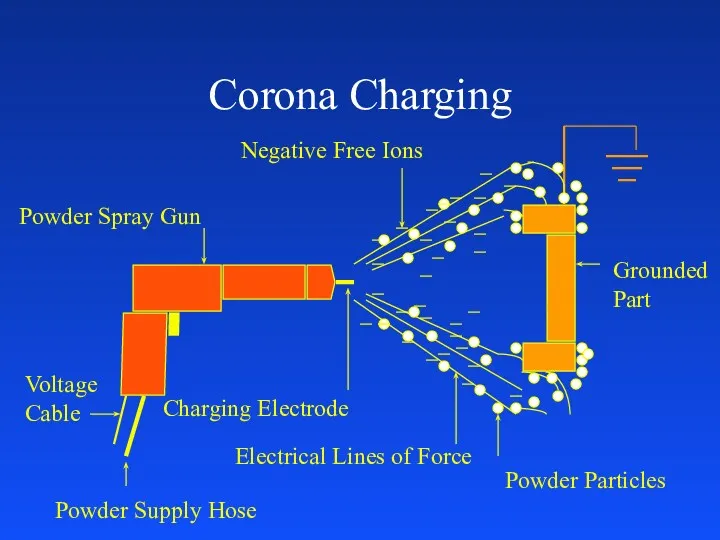
Corona Charging
Grounded
Part
Negative Free Ions
Voltage
Cable
Powder Supply Hose
Corona Charging
Grounded
Part
Negative Free Ions
Voltage
Cable
Powder Supply Hose

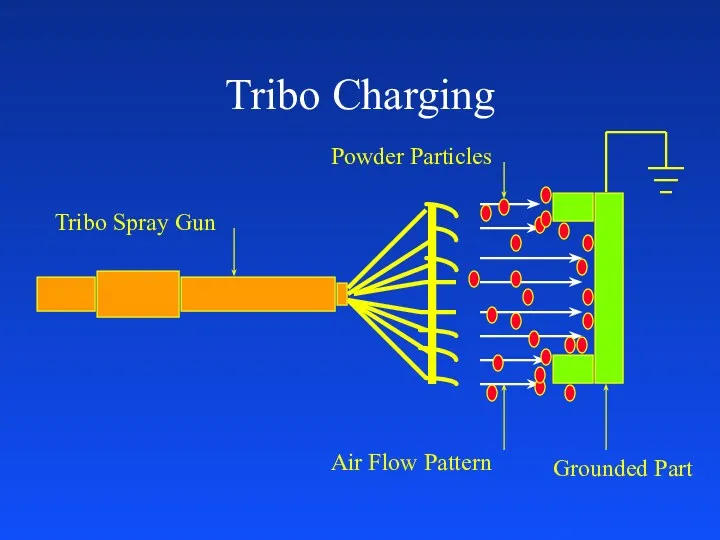
Tribo Charging
Tribo Spray Gun
Air Flow Pattern
Grounded Part
Powder Particles
Tribo Charging
Tribo Spray Gun
Air Flow Pattern
Grounded Part
Powder Particles
The Powder Delivery System
Fluid Bed Hopper
Powder Pump
Powder Hose
Spray Gun
The Powder Delivery System
Fluid Bed Hopper
Powder Pump
Powder Hose
Spray Gun
Compressed Air Supply
+380F Dew Point or Lower
Less than 0.1 PPM of
Compressed Air Supply
+380F Dew Point or Lower
Less than 0.1 PPM of
The Corona Charging System
Voltage Supply
High Voltage Generator
Voltage Cable
Electrode
The Corona Charging System
Voltage Supply
High Voltage Generator
Voltage Cable
Electrode
Pneumatic Controls
Fluidizing Air
Powder Supply Air
Atomizing Air
Cleansing or Shaping Air
Pneumatic Controls
Fluidizing Air
Powder Supply Air
Atomizing Air
Cleansing or Shaping Air

Delivery Pressure & Transfer Efficiency
Powder Charges Better at Lower Pressure
Transfer Efficiency
Delivery Pressure & Transfer Efficiency
Powder Charges Better at Lower Pressure
Transfer Efficiency
Voltage Control
80 to 100 KV
Used for Most Surfaces
Lower Voltage
Used for Faraday
Voltage Control
80 to 100 KV
Used for Most Surfaces
Lower Voltage
Used for Faraday
Transfer Efficiency Variables
Nozzle Type
Powder Delivery Rate
Gun Position
Grounding
The Powder Material
System Maintenance &
Transfer Efficiency Variables
Nozzle Type
Powder Delivery Rate
Gun Position
Grounding
The Powder Material
System Maintenance &
BOOTHS & RECOVERY SYSTEMS
Booth is Used to Enclose Process & Contain
BOOTHS & RECOVERY SYSTEMS
Booth is Used to Enclose Process & Contain
Types of Booths
Batch Booths
Conveyorized Systems
Types of Booths
Batch Booths
Conveyorized Systems
Two Common Types of Recovery Equipment
Cyclone System
Cartridge Module System
Two Common Types of Recovery Equipment
Cyclone System
Cartridge Module System
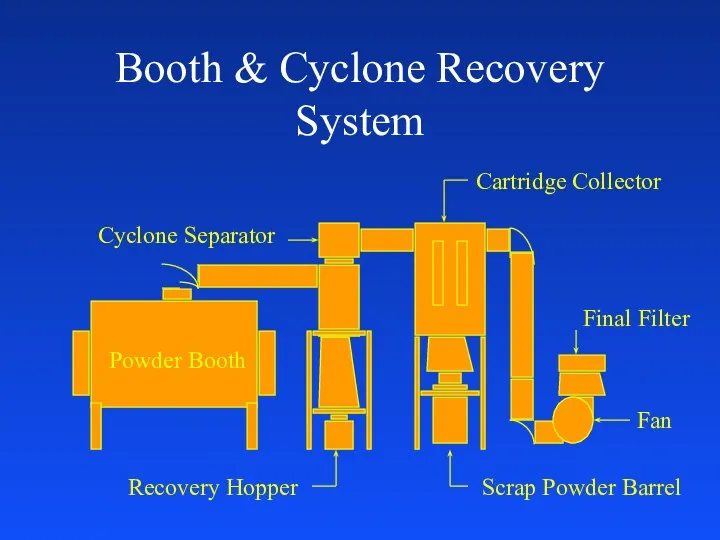
Booth & Cyclone Recovery System
Cyclone Separator
Cartridge Collector
Recovery Hopper
Scrap Powder Barrel
Final Filter
Fan
Booth & Cyclone Recovery System
Cyclone Separator
Cartridge Collector
Recovery Hopper
Scrap Powder Barrel
Final Filter
Fan


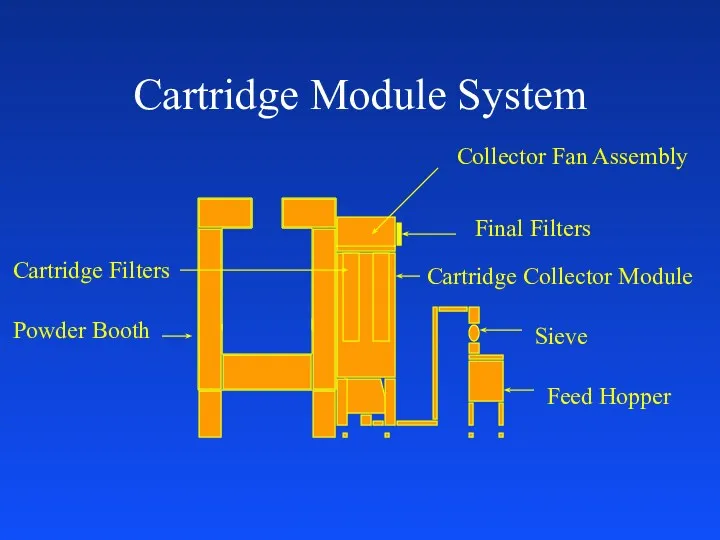
Cartridge Module System
Cartridge Module System

Spray to Waste
Short Runs of Various Colors
Faster Color Change Time
Higher
Spray to Waste
Short Runs of Various Colors
Faster Color Change Time
Higher
Reclaiming Powder for Reuse
Collect Overspray for Reuse
Long Runs of the Same
Reclaiming Powder for Reuse
Collect Overspray for Reuse
Long Runs of the Same

CURING, TESTING, QUALITY CONTROL & PACKAGING
CURING, TESTING, QUALITY CONTROL & PACKAGING
Powder Coating Cure Cycle
Enters the Oven Dry
Melts & Flows From Heat
Gels
Powder Coating Cure Cycle
Enters the Oven Dry
Melts & Flows From Heat
Gels
Cure Methods
Convection
Infrared
Cure Methods
Convection
Infrared
Convection Oven
Hot Air is Used to Heat Substrate
Heated Substrate Conducts Heat
Convection Oven
Hot Air is Used to Heat Substrate
Heated Substrate Conducts Heat

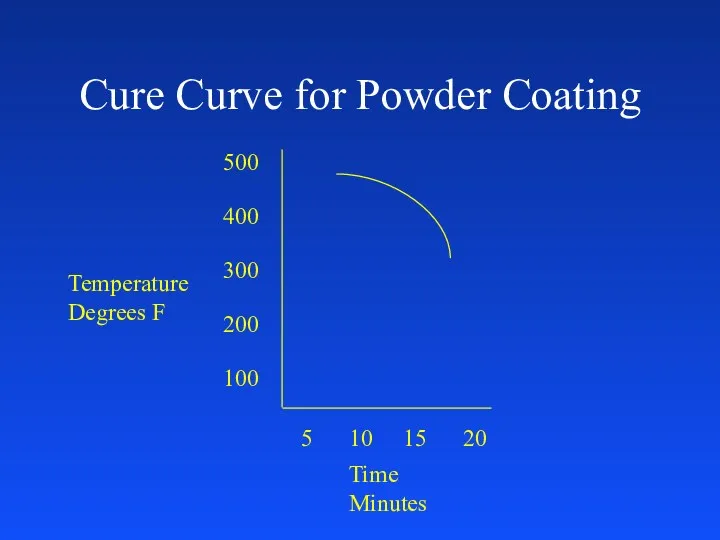
Cure Curve for Powder Coating
Time
Minutes
100
200
300
400
5
10
15
20
500
Temperature
Degrees F
Cure Curve for Powder Coating
Time
Minutes
100
200
300
400
5
10
15
20
500
Temperature
Degrees F
Infrared Cure
Energy is Emitted & Directed to Part
Energy Absorbed into Coating
Infrared Cure
Energy is Emitted & Directed to Part
Energy Absorbed into Coating

Convection Cure
Advantages
More Flexible for Part Mass & Surface Variety With Little
Convection Cure
Advantages
More Flexible for Part Mass & Surface Variety With Little
Infrared Cure
Advantages
Faster Cure Cycle
Limitations
Dependent on Line-of-Sight
Less Flexible for Part Mass &
Infrared Cure
Advantages
Faster Cure Cycle
Limitations
Dependent on Line-of-Sight
Less Flexible for Part Mass &
Testing & Quality Control
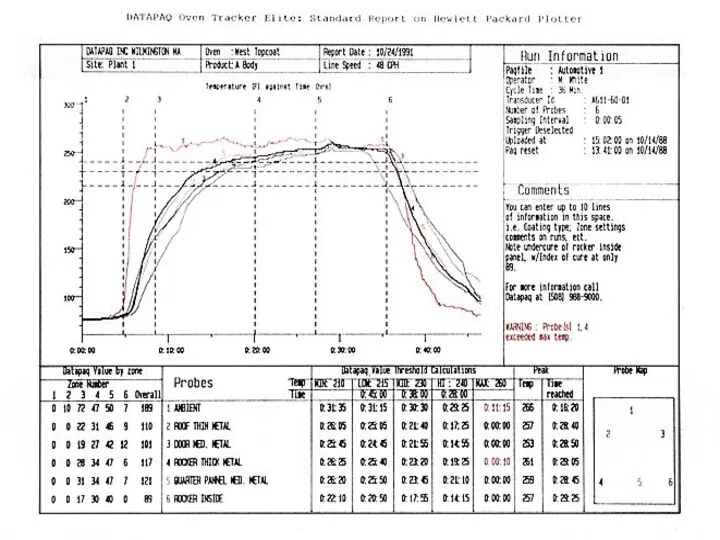
Test Oven for Temperature Uniformity
Test Washer Chemistry
Test Finished
Testing & Quality Control
Test Oven for Temperature Uniformity
Test Washer Chemistry
Test Finished

Finished Film Tests
Color & Gloss
Film Thickness
Adhesion
Pencil Hardness
Impact Resistance
Chemical Rub Test
Finished Film Tests
Color & Gloss
Film Thickness
Adhesion
Pencil Hardness
Impact Resistance
Chemical Rub Test
Packaging
Protect the Surface After Coating
Keep Good Records of Packed Product
Control the
Packaging
Protect the Surface After Coating
Keep Good Records of Packed Product
Control the
Packaging Materials
Boxes
Paper
Foam
Plastic Bags
Cardboard Dividers
Shrink Wrap
Banding
Packaging Materials
Boxes
Paper
Foam
Plastic Bags
Cardboard Dividers
Shrink Wrap
Banding
Types of Packaging
Bulk Containers
Layer Packing
Layer Packing with Wrap
Weave Packing
Cell Packing
Stacking
Types of Packaging
Bulk Containers
Layer Packing
Layer Packing with Wrap
Weave Packing
Cell Packing
Stacking
OPERATIONS -
MATERIALS HANDLING, PROCESS CONTROL, TRACKING & RECORDING
OPERATIONS -
MATERIALS HANDLING, PROCESS CONTROL, TRACKING & RECORDING
Material Handling
Purchasing Materials
Storage of Materials
Inventory Control
Material Supply
Material Handling
Purchasing Materials
Storage of Materials
Inventory Control
Material Supply
Powder Purchasing Considerations
Purchase Just Enough to Support Production
Avoid Long-Term Storage
Powder Purchasing Considerations
Purchase Just Enough to Support Production
Avoid Long-Term Storage
Powder Storage
Maintain Temperature as Low as Possible
Below 800 F Preferred
Maintain Humidity
Powder Storage
Maintain Temperature as Low as Possible
Below 800 F Preferred
Maintain Humidity
Powder Supply
Sieve or Screen all Powder
Precondition Powder by Fluidizing
Mix Enough Virgin
Powder Supply
Sieve or Screen all Powder
Precondition Powder by Fluidizing
Mix Enough Virgin
Pretreatment Chemicals
Additions to Washer
Manual or Automatic
Handling
Use Proper Safety Precautions
Storage
Indoors, Dry
Pretreatment Chemicals
Additions to Washer
Manual or Automatic
Handling
Use Proper Safety Precautions
Storage
Indoors, Dry

PROCESS CONTROL
Application Control
System Monitoring & Maintenance
PROCESS CONTROL
Application Control
System Monitoring & Maintenance
System Monitoring & Maintenance
Training to Maintain Worker Skills
Proper Management of Raw
System Monitoring & Maintenance
Training to Maintain Worker Skills
Proper Management of Raw
Equipment Maintenance
Spray Washer - titrate solutions, clean nozzles, clean screens
Dry-off Oven
Equipment Maintenance
Spray Washer - titrate solutions, clean nozzles, clean screens
Dry-off Oven
Equipment Maintenance (Continued)
Booth & Recovery System - keep clean, check filters,
Equipment Maintenance (Continued)
Booth & Recovery System - keep clean, check filters,
TRACKING & RECORDING COATING JOBS
Control of Inventory From Arrival to Shipment
Work
TRACKING & RECORDING COATING JOBS
Control of Inventory From Arrival to Shipment
Work
Receiving
Enter into Inventory
Notify Customer of Mistakes
Store in Consistent Location
Isolate
Receiving
Enter into Inventory
Notify Customer of Mistakes
Store in Consistent Location
Isolate
Processing
Verify Proper Count When Loading
Separate & Count Rejects
Maintain Counts With Progress
Processing
Verify Proper Count When Loading
Separate & Count Rejects
Maintain Counts With Progress
Rework
Schedule for Quick Turn-around
Maintain Status Report
Count Parts that Cannot be Salvaged
Rework
Schedule for Quick Turn-around
Maintain Status Report
Count Parts that Cannot be Salvaged
Status
Be Able to Inform Customer on Progress
parts raw
parts coated
parts ready for
Status
Be Able to Inform Customer on Progress
parts raw
parts coated
parts ready for
SAFETY ISSUES, OSHA, & ENVIRONMENTAL CONCERNS
SAFETY ISSUES, OSHA, & ENVIRONMENTAL CONCERNS
Handling of Powder Coatings
Read the MSDS
Avoid Excess Skin Exposure
Wear the
Handling of Powder Coatings
Read the MSDS
Avoid Excess Skin Exposure
Wear the

Fire Risk
Maintain Safe Concentration Level of Powder
Eliminate Sources of Ignition
Maintain
Fire Risk
Maintain Safe Concentration Level of Powder
Eliminate Sources of Ignition
Maintain

Pretreatment Chemicals
Read MSDS
Avoid Skin Contact
Wear the Recommended Safety Clothing
Maintain Good
Pretreatment Chemicals
Read MSDS
Avoid Skin Contact
Wear the Recommended Safety Clothing
Maintain Good
High Temperature Environments
Limit Access
Never Enter Washer or Oven During Operation
Disconnect Power
High Temperature Environments
Limit Access
Never Enter Washer or Oven During Operation
Disconnect Power

 Методология научного познания
Методология научного познания Технология формирования интонационной стороны речи
Технология формирования интонационной стороны речи Презентация к уроку математики 5 класс (Никольский С.М. идр.)
Презентация к уроку математики 5 класс (Никольский С.М. идр.) Курская Битва. Лето 1943 года
Курская Битва. Лето 1943 года Учебно-методическое пособие. Игры на развитие фонематического анализа и синтеза.
Учебно-методическое пособие. Игры на развитие фонематического анализа и синтеза. Ферменты. Структура и функция. Классификация и номенклатура
Ферменты. Структура и функция. Классификация и номенклатура Терминальные состояния. Основы современной реанимации
Терминальные состояния. Основы современной реанимации Инфинитив и -ing форма
Инфинитив и -ing форма портфолио Диск Диск Диск Диск Диск Диск Диск
портфолио Диск Диск Диск Диск Диск Диск Диск Устройства ввода-вывода
Устройства ввода-вывода Вибраторы. Машины для уплотнения бетонной смеси
Вибраторы. Машины для уплотнения бетонной смеси Сергей Александрович Есенин (1895-1925)
Сергей Александрович Есенин (1895-1925) Презентация по теме Северный Кавказ (9 класс)
Презентация по теме Северный Кавказ (9 класс) Вся жизнь - страна детства
Вся жизнь - страна детства Тауартану – тауарлардың тұтынушылық қасиеттерін зерттейтін ғылыми пәнтауартану ғылым ретінде xvі ғ. Ортасында қалыптасты
Тауартану – тауарлардың тұтынушылық қасиеттерін зерттейтін ғылыми пәнтауартану ғылым ретінде xvі ғ. Ортасында қалыптасты Types of Bulbs
Types of Bulbs презентация Игра как педагогическая технология
презентация Игра как педагогическая технология Дезинфекция
Дезинфекция Адаптация студентов к обучению в медицинском вузе
Адаптация студентов к обучению в медицинском вузе Вместе победим туберкулез
Вместе победим туберкулез Простой компас
Простой компас Школа критики Полярного дня. Есенин vs Слава КПСС
Школа критики Полярного дня. Есенин vs Слава КПСС 20230923_biologiya_nauka_5_kl
20230923_biologiya_nauka_5_kl Зенкерование. Развертывание
Зенкерование. Развертывание Чесотка. Педикулез
Чесотка. Педикулез Алгебра предикатов
Алгебра предикатов Сборник заданий по математике для начальной школы
Сборник заданий по математике для начальной школы Сжатое изложение. Приёмы компрессии текста
Сжатое изложение. Приёмы компрессии текста