- Источники питания сварочной дуги

Содержание
- 2. Источники питания сварочной дуги. Основные требования. Важным условием получения сварного шва высокого качества является устойчивость процесса
- 3. В процессе сварки при переходе капель электродного металла в сварочную ванну происходят очень частые короткие замыкания
- 4. Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять следующим требованиям: 1. Напряжение холостого хода
- 5. 3. Ток короткого замыкания не должен превышать сварочный ток более чем на 40...50 %. При этом
- 6. Сварочные преобразователи. Сварочные преобразователи подразделяют на следующие группы: по количеству одновременно подключенных постов — однопостовые, предназначенные
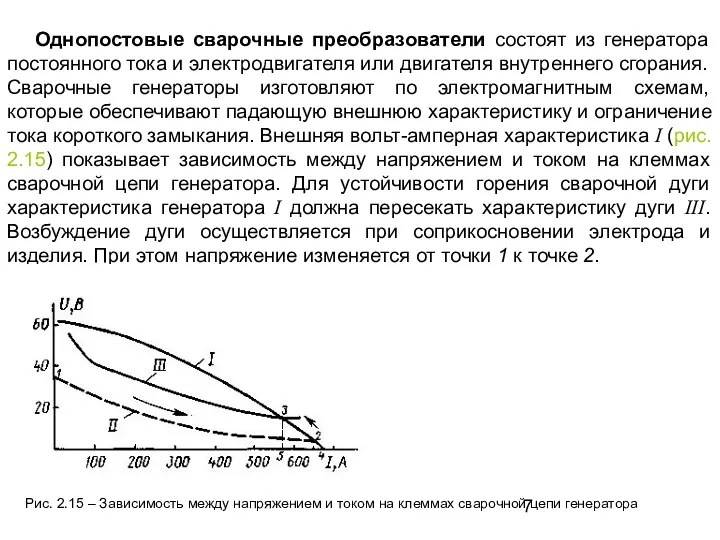
- 7. Однопостовые сварочные преобразователи состоят из генератора постоянного тока и электродвигателя или двигателя внутреннего сгорания. Сварочные генераторы
- 8. Рис. 2.15 – Зависимость между напряжением и током на клеммах сварочной цепи генератора При возникновении и
- 9. По принципу действия различают Генераторы с расщепленными полюсами и Генераторы с размагничивающим действием последовательной обмотки возбуждения.
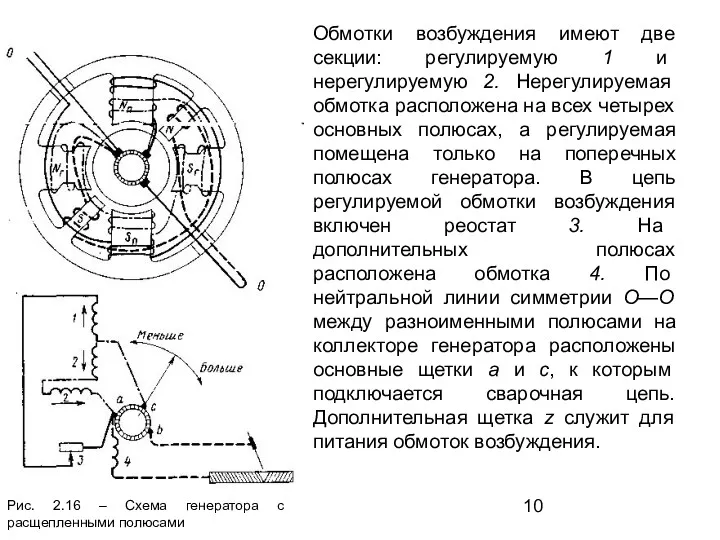
- 10. Обмотки возбуждения имеют две секции: регулируемую 1 и нерегулируемую 2. Нерегулируемая обмотка расположена на всех четырех
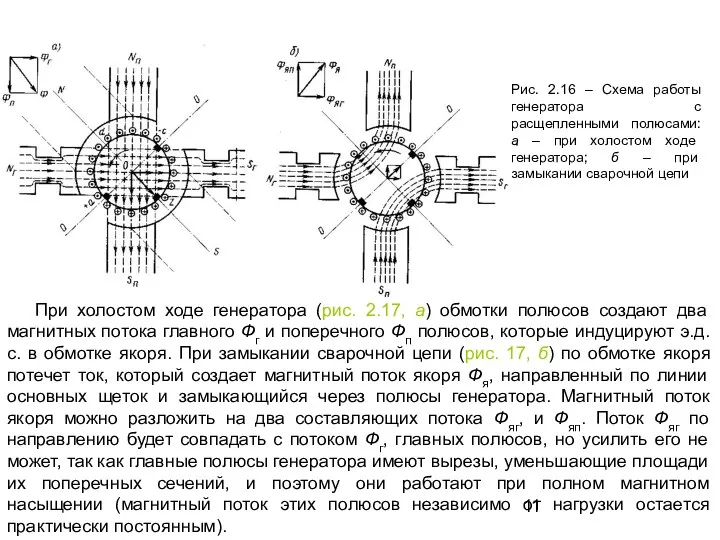
- 11. При холостом ходе генератора (рис. 2.17, а) обмотки полюсов создают два магнитных потока главного Фг и
- 12. Поток Фяп направлен против потока Фп поперечных полюсов и поэтому ослабляет его и даже может изменить
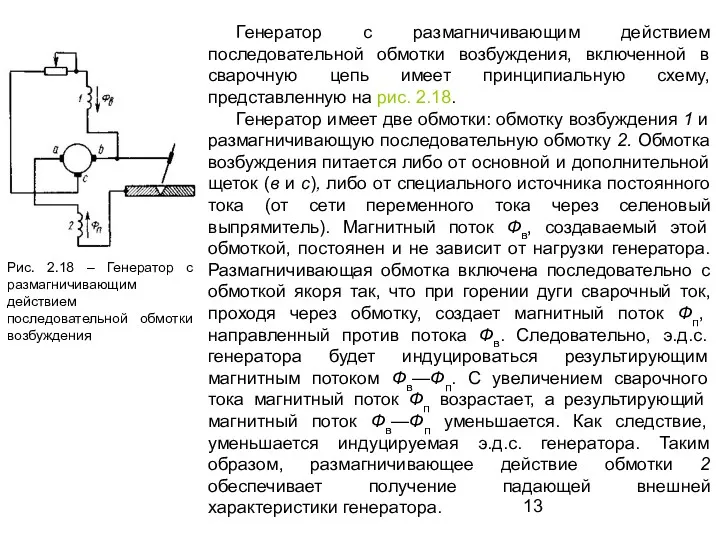
- 13. Генератор с размагничивающим действием последовательной обмотки возбуждения, включенной в сварочную цепь имеет принципиальную схему, представленную на
- 14. Сварочный ток регулируют переключением витков последовательной обмотки (грубая регулировка—два диапазона) и реостатом обмотки возбуждения (плавная и
- 15. На рис. 2.19 представлен сварочный преобразователь этой группы типа ПСО-500, выпускаемый серийно и нашедший широкое применение
- 16. Для выполнения сварочных работ при отсутствии электроэнергии (на новостройках, на монтажных работах в полевых условиях, при
- 17. На рис. 2.20 представлен сварочный агрегат этой группы типа ПАС-400-VIII. Агрегат состоит из генератора СГП-3-VI и
- 18. Для сварки в защитных газах, а также для полуавтоматической и автоматической сварок применяют генераторы с жесткой
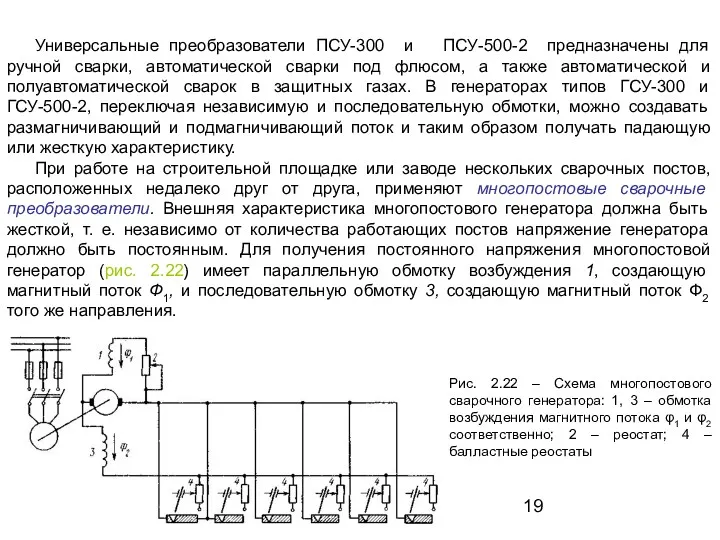
- 19. Универсальные преобразователи ПСУ-300 и ПСУ-500-2 предназначены для ручной сварки, автоматической сварки под флюсом, а также автоматической
- 20. При холостом ходе э. д.с. генератора индуцируется только магнитным потоком Ф1, так как в последовательной обмотке
- 21. Рис. 2.23 – Многопостовой сварочный преобразователь ПСМ-1000 Балластный реостат РБ-200 (рис. 2.24) имеет пять рубильников, переключением
- 22. Применение многопостовых сварочных преобразователей позволяет значительно уменьшить площади под сварочным оборудованием, сократить расходы на ремонт, уход
- 23. Для уравнивания напряжения параллельно работающих генераторов с падающими внешними характеристиками применяют перекрестное питание их цепей возбуждения:
- 24. Сварочные аппараты переменного тока. Сварочные аппараты переменного тока состоят из понижающего трансформатора и специального устройства, создающего
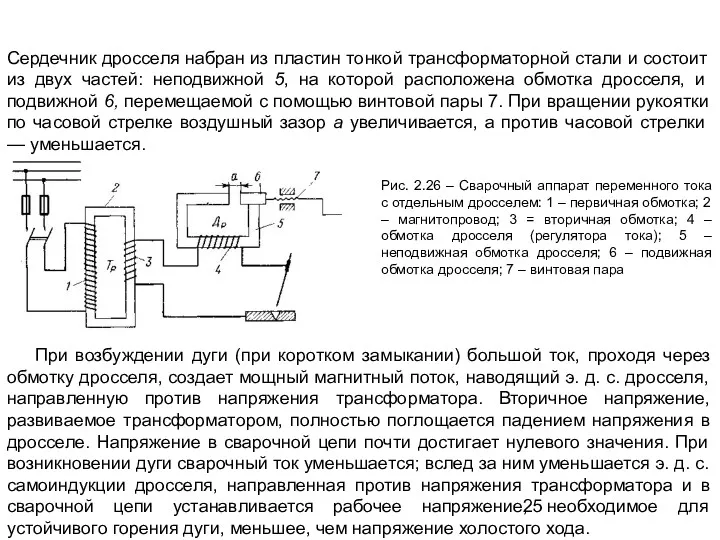
- 25. Сердечник дросселя набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на
- 26. Изменяя зазор а между неподвижным и подвижным магнитопроводом, изменяют индуктивное сопротивление дросселя и тем самым ток
- 27. Рис. 2.27 – Трансформатор СТЭ-34-У с регулятором типа РСТЭ-34: 1 – трансформатор; 2 - регулятор Сварочные
- 28. Магнитный поток, создаваемый обмоткой дросселя, может иметь попутное или встречное направление с потоком, создаваемым вторичной обмоткой
- 29. Рис. 2.29 – Сварочный аппарат СТН-500 Сварочные аппараты ТСД имеют дистанционное управление для регулирования сварочного тока.
- 30. Табл. 2.3 - Основные данные, характеризующие сварочные аппараты с дросселем Сварочные аппараты с увеличенным магнитным рассеянием
- 31. Рис. 2.30 – Сварочные аппараты с увеличенным рассеянием: а – обычный силовой трансформатор; б – трансформатор
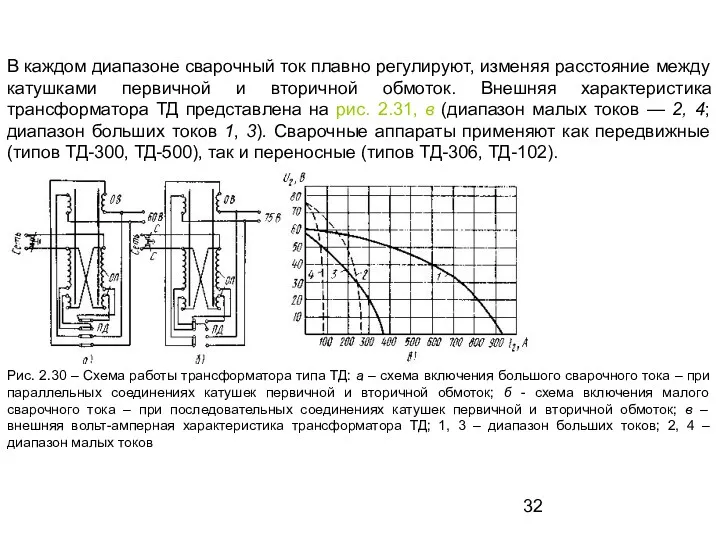
- 32. В каждом диапазоне сварочный ток плавно регулируют, изменяя расстояние между катушками первичной и вторичной обмоток. Внешняя
- 33. Для автоматической дуговой сварки под флюсом получили широкое распространение трансформаторы с управляемым магнитным шунтом. Принцип действия
- 34. Табл. 2.4 - Основные данные о сварочных аппаратах типов ТС, ТСК и ТД Сварочные аппараты с
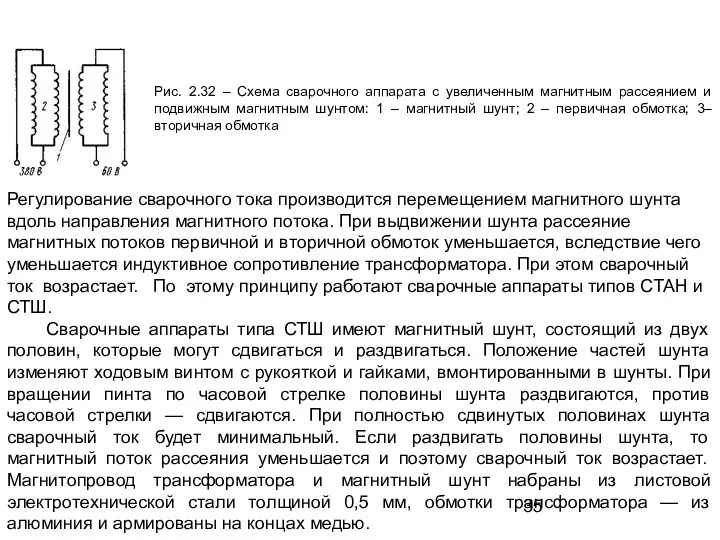
- 35. Регулирование сварочного тока производится перемещением магнитного шунта вдоль направления магнитного потока. При выдвижении шунта рассеяние магнитных
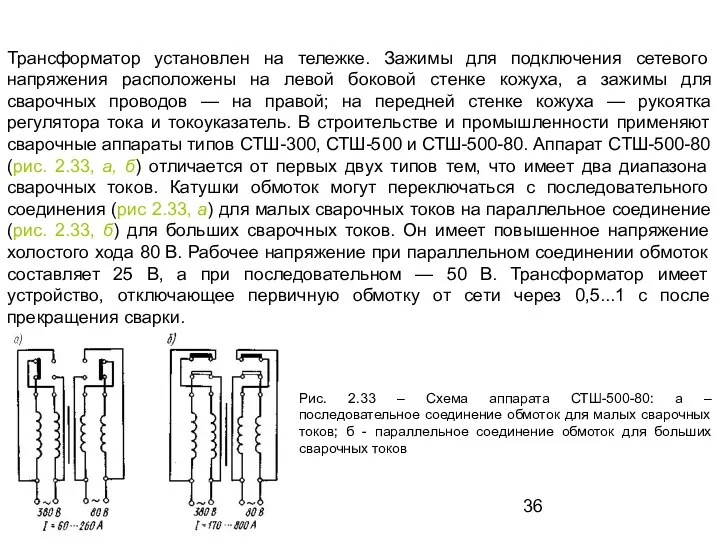
- 36. Трансформатор установлен на тележке. Зажимы для подключения сетевого напряжения расположены на левой боковой стенке кожуха, а
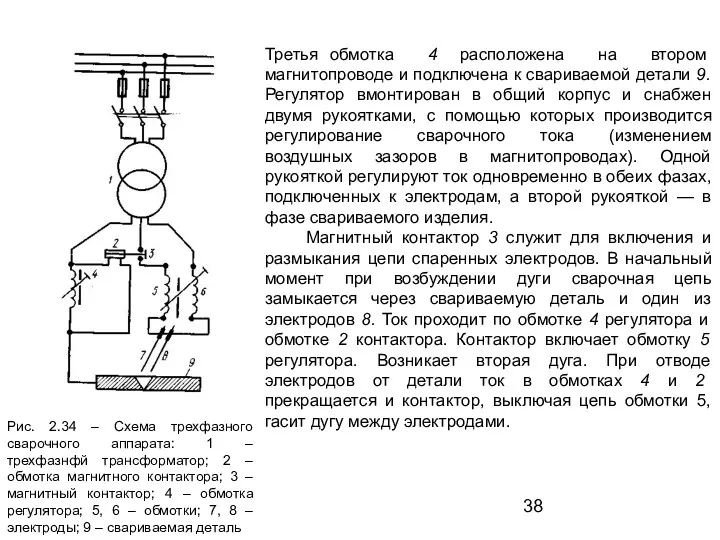
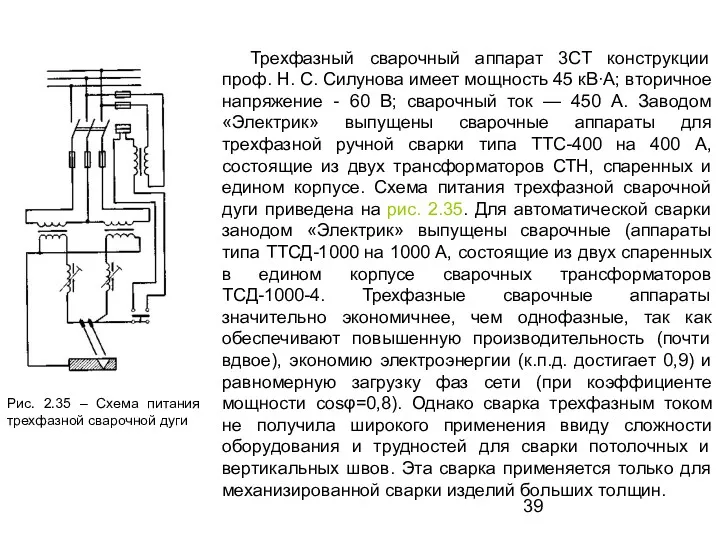
- 37. Табл. 2.5 – Краткая характеристика сварочных аппаратов типа СТШ Трехфазные сварочные аппараты применяют при сварке трехфазной
- 38. Третья обмотка 4 расположена на втором магнитопроводе и подключена к свариваемой детали 9. Регулятор вмонтирован в
- 39. Трехфазный сварочный аппарат 3СТ конструкции проф. Н. С. Силунова имеет мощность 45 кВ∙А; вторичное напряжение -
- 40. Если необходимо обеспечить большой сварочный ток при отсутствии сварочных аппаратов достаточной мощности, можно применять параллельное включение
- 41. В некоторых случаях для повышения устойчивости горения дуги, питаемой переменным током, применяют способ наложения на сварочный
- 42. Осциллятор OCПЗ-2M включают непосредственно в питающую сеть напряжением 220 В. Он состоит из повышающего трансформатора ПТ
- 43. Осцилляторы последовательного включения (М-3, ОС-1) применяют в установках для дуговой сварки в защитных газах. Они обеспечивают
- 44. Сварочный инвертор — это один из видов источника питания сварочной дуги. Основное назначение всех сварочных источников
- 45. Принцип действия: Сварочный инвертор представляет собой силовой трансформатор для понижения напряжения сети до необходимого напряжения холостого
- 46. Преимуществом инверторного источника питания сварочной дуги является уменьшение размеров силового трансформатора и улучшение динамической характеристики дуги.
- 47. 2.6.4 Сварочные выпрямители. Сварочные выпрямители — это статические преобразователи энергии трехфазной сети переменного тока в энергию
- 48. Выпрямление тока производится используя свойства полупроводниковых элементов (селеновых или кремниевых вентилей) проводить ток только в одном
- 49. Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным
- 50. Сварочные выпрямители с жесткими и пологопадающими внешними характеристиками применяются при сварке плавящимся электродом в углекислом газе,
- 51. Выпрямители типа ВСЖ (ВСЖ-303) имеют силовой трехфазный трансформатор с магнитной системой особой конструкции, которая позволяет путем
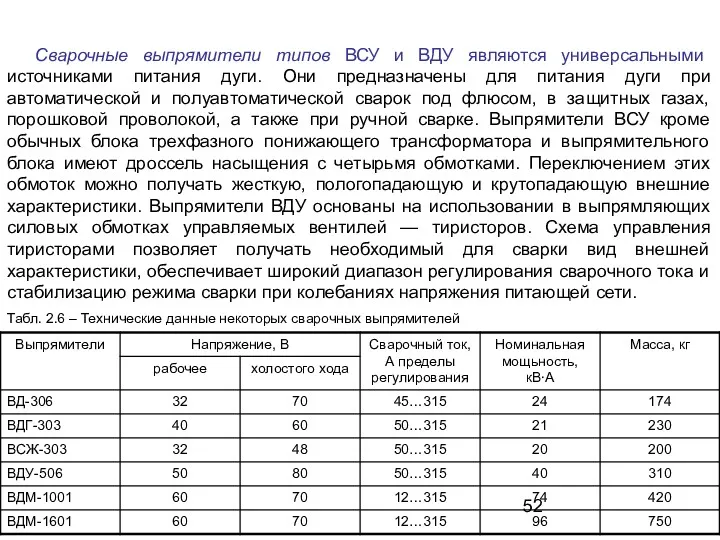
- 52. Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги
- 54. Скачать презентацию
Источники питания сварочной дуги.
Основные требования.
Важным условием получения сварного шва высокого
Источники питания сварочной дуги.
Основные требования.
Важным условием получения сварного шва высокого
В процессе сварки при переходе капель электродного металла в сварочную ванну
В процессе сварки при переходе капель электродного металла в сварочную ванну
Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять
Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять
3. Ток короткого замыкания не должен превышать сварочный ток более чем
3. Ток короткого замыкания не должен превышать сварочный ток более чем
Сварочные преобразователи.
Сварочные преобразователи подразделяют на следующие группы: по количеству одновременно подключенных
Сварочные преобразователи.
Сварочные преобразователи подразделяют на следующие группы: по количеству одновременно подключенных
Однопостовые сварочные преобразователи состоят из генератора постоянного тока и электродвигателя или
Однопостовые сварочные преобразователи состоят из генератора постоянного тока и электродвигателя или
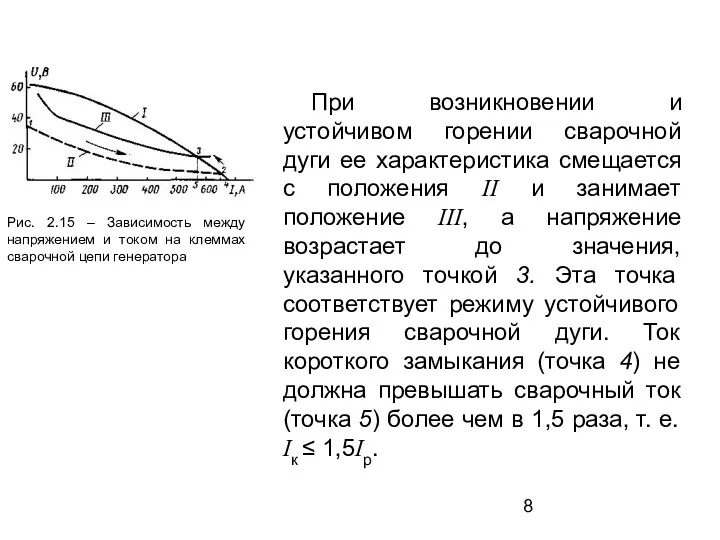
Рис. 2.15 – Зависимость между напряжением и током на клеммах сварочной
Рис. 2.15 – Зависимость между напряжением и током на клеммах сварочной
По принципу действия различают Генераторы с расщепленными полюсами и Генераторы с
По принципу действия различают Генераторы с расщепленными полюсами и Генераторы с
Обмотки возбуждения имеют две секции: регулируемую 1 и нерегулируемую 2. Нерегулируемая
Обмотки возбуждения имеют две секции: регулируемую 1 и нерегулируемую 2. Нерегулируемая
При холостом ходе генератора (рис. 2.17, а) обмотки полюсов создают два
При холостом ходе генератора (рис. 2.17, а) обмотки полюсов создают два
Поток Фяп направлен против потока Фп поперечных полюсов и поэтому ослабляет
Поток Фяп направлен против потока Фп поперечных полюсов и поэтому ослабляет
Генератор с размагничивающим действием последовательной обмотки возбуждения, включенной в сварочную цепь
Генератор с размагничивающим действием последовательной обмотки возбуждения, включенной в сварочную цепь
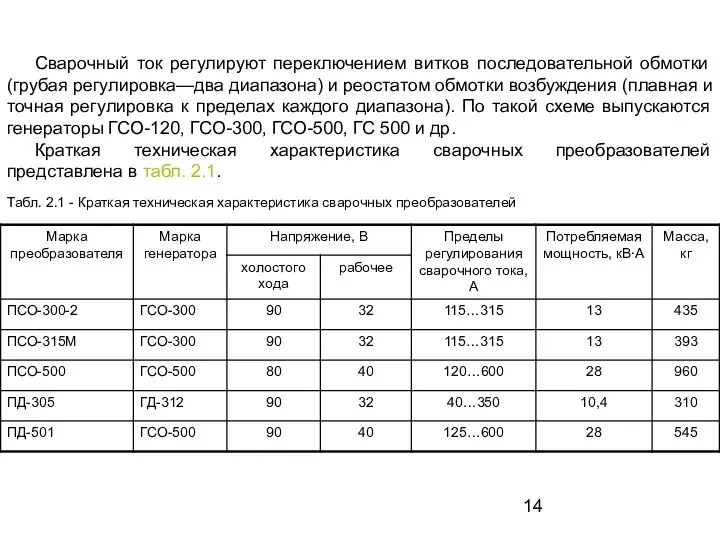
Сварочный ток регулируют переключением витков последовательной обмотки (грубая регулировка—два диапазона) и
Сварочный ток регулируют переключением витков последовательной обмотки (грубая регулировка—два диапазона) и
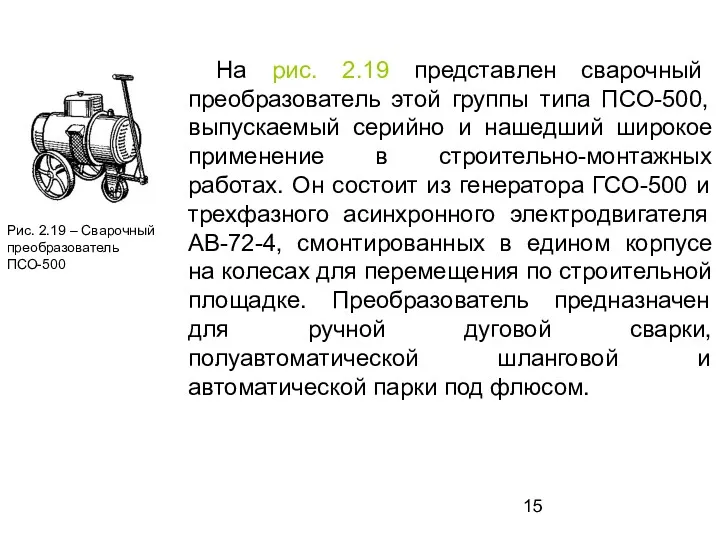
На рис. 2.19 представлен сварочный преобразователь этой группы типа ПСО-500, выпускаемый
На рис. 2.19 представлен сварочный преобразователь этой группы типа ПСО-500, выпускаемый
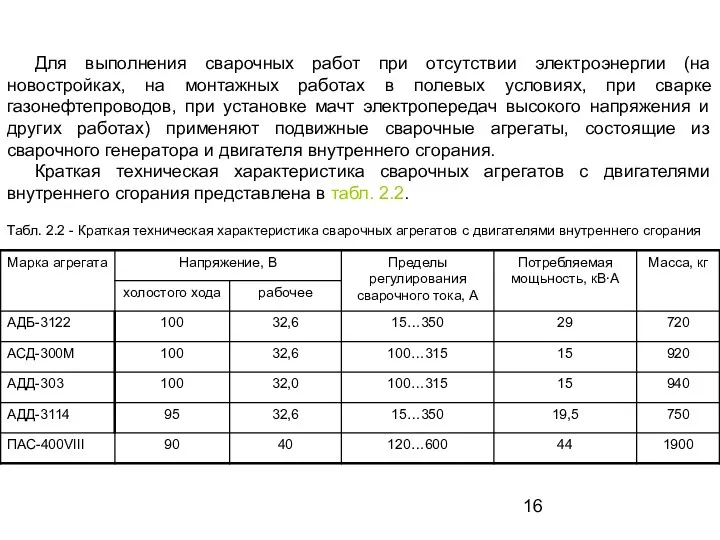
Для выполнения сварочных работ при отсутствии электроэнергии (на новостройках, на монтажных
Для выполнения сварочных работ при отсутствии электроэнергии (на новостройках, на монтажных
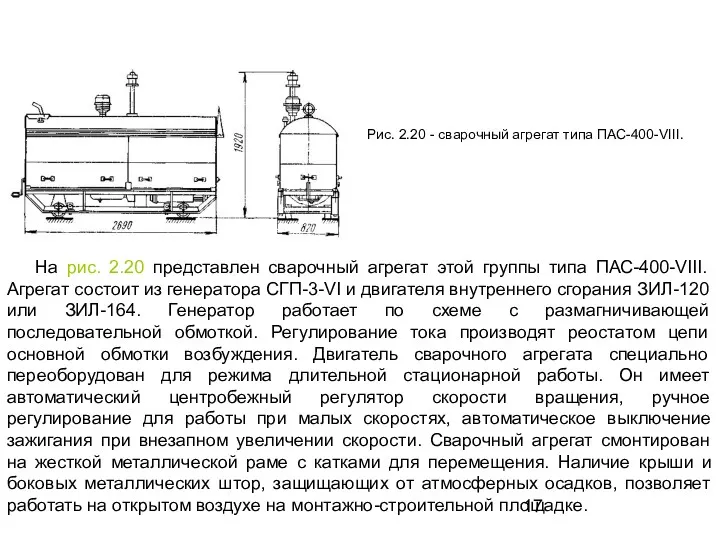
На рис. 2.20 представлен сварочный агрегат этой группы типа ПАС-400-VIII. Агрегат
На рис. 2.20 представлен сварочный агрегат этой группы типа ПАС-400-VIII. Агрегат
Для сварки в защитных газах, а также для полуавтоматической и автоматической
Для сварки в защитных газах, а также для полуавтоматической и автоматической
Универсальные преобразователи ПСУ-300 и ПСУ-500-2 предназначены для ручной сварки, автоматической сварки
Универсальные преобразователи ПСУ-300 и ПСУ-500-2 предназначены для ручной сварки, автоматической сварки
При холостом ходе э. д.с. генератора индуцируется только магнитным потоком Ф1,
При холостом ходе э. д.с. генератора индуцируется только магнитным потоком Ф1,
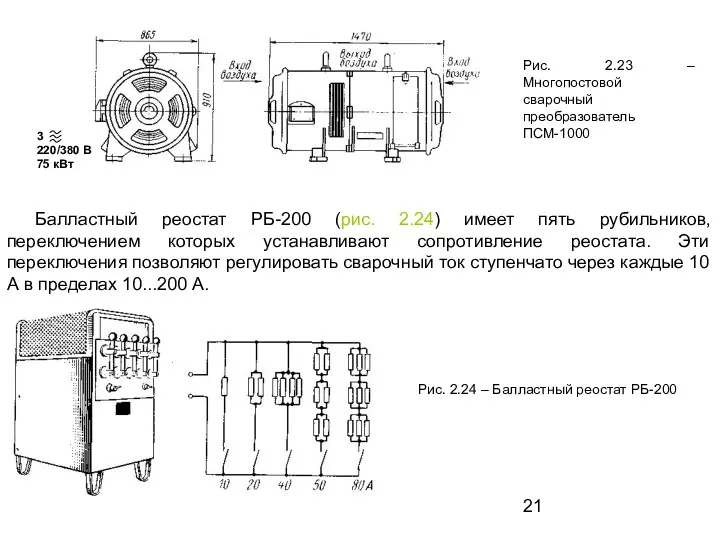
Рис. 2.23 – Многопостовой сварочный преобразователь ПСМ-1000
Балластный реостат РБ-200 (рис. 2.24)
Рис. 2.23 – Многопостовой сварочный преобразователь ПСМ-1000
Балластный реостат РБ-200 (рис. 2.24)
Применение многопостовых сварочных преобразователей позволяет значительно уменьшить площади под сварочным оборудованием,
Применение многопостовых сварочных преобразователей позволяет значительно уменьшить площади под сварочным оборудованием,
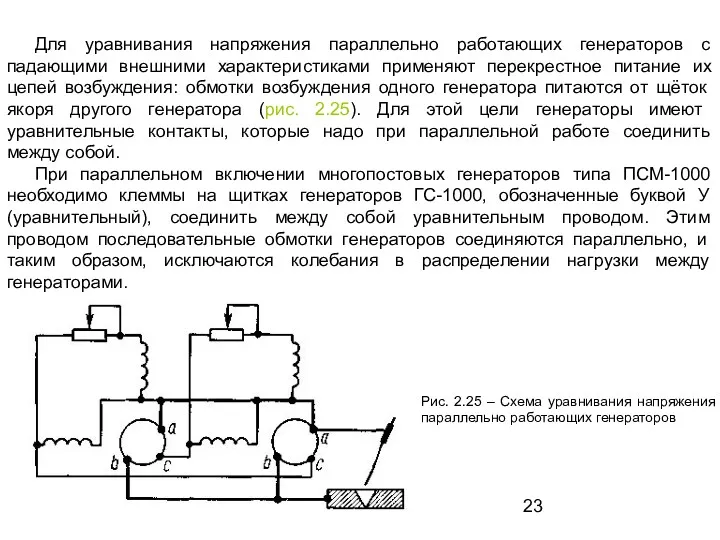
Для уравнивания напряжения параллельно работающих генераторов с падающими внешними характеристиками применяют
Для уравнивания напряжения параллельно работающих генераторов с падающими внешними характеристиками применяют
Сварочные аппараты переменного тока.
Сварочные аппараты переменного тока состоят из понижающего трансформатора
Сварочные аппараты переменного тока.
Сварочные аппараты переменного тока состоят из понижающего трансформатора
Сердечник дросселя набран из пластин тонкой трансформаторной стали и состоит из
Сердечник дросселя набран из пластин тонкой трансформаторной стали и состоит из
Изменяя зазор а между неподвижным и подвижным магнитопроводом, изменяют индуктивное сопротивление
Изменяя зазор а между неподвижным и подвижным магнитопроводом, изменяют индуктивное сопротивление
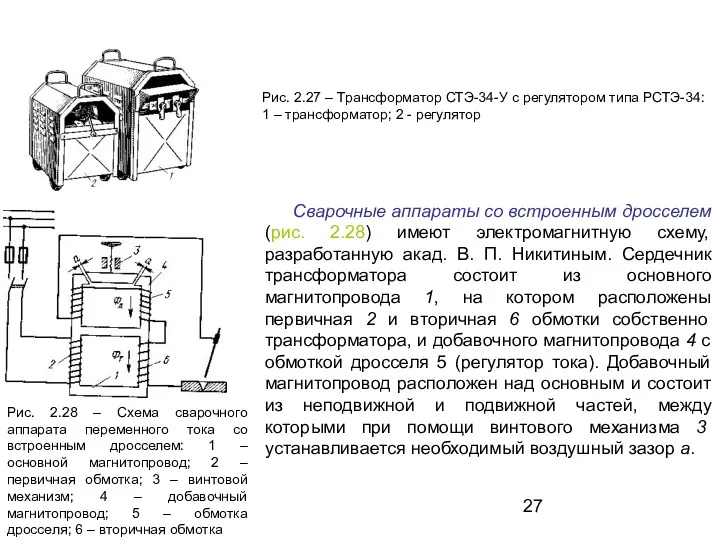
Рис. 2.27 – Трансформатор СТЭ-34-У с регулятором типа РСТЭ-34: 1 –
Рис. 2.27 – Трансформатор СТЭ-34-У с регулятором типа РСТЭ-34: 1 –
Магнитный поток, создаваемый обмоткой дросселя, может иметь попутное или встречное направление
Магнитный поток, создаваемый обмоткой дросселя, может иметь попутное или встречное направление
Рис. 2.29 – Сварочный аппарат СТН-500
Сварочные аппараты ТСД имеют дистанционное управление
Рис. 2.29 – Сварочный аппарат СТН-500
Сварочные аппараты ТСД имеют дистанционное управление
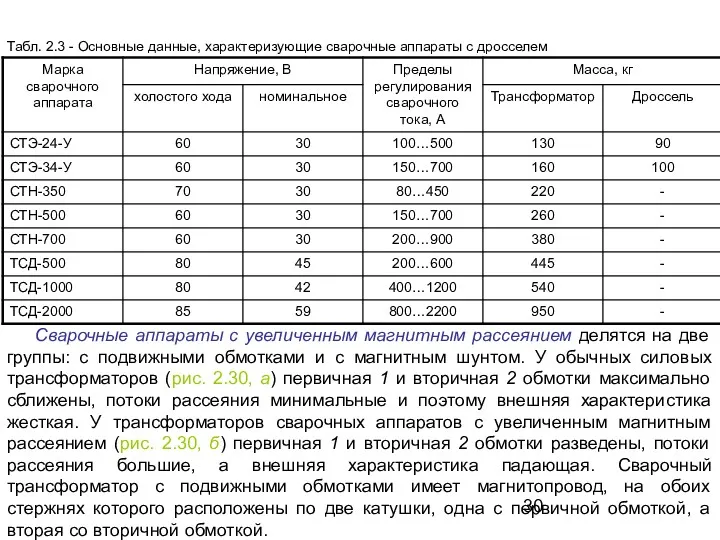
Табл. 2.3 - Основные данные, характеризующие сварочные аппараты с дросселем
Сварочные аппараты
Табл. 2.3 - Основные данные, характеризующие сварочные аппараты с дросселем
Сварочные аппараты
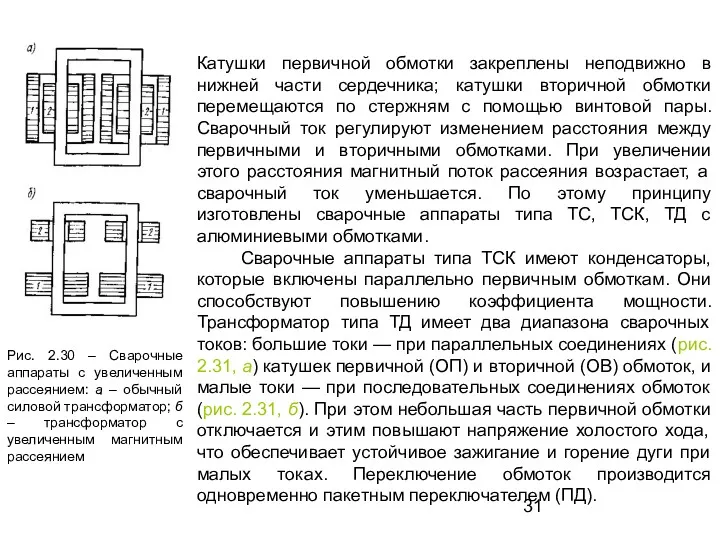
Рис. 2.30 – Сварочные аппараты с увеличенным рассеянием: а – обычный
Рис. 2.30 – Сварочные аппараты с увеличенным рассеянием: а – обычный
В каждом диапазоне сварочный ток плавно регулируют, изменяя расстояние между катушками
В каждом диапазоне сварочный ток плавно регулируют, изменяя расстояние между катушками
Для автоматической дуговой сварки под флюсом получили широкое распространение трансформаторы с
Для автоматической дуговой сварки под флюсом получили широкое распространение трансформаторы с
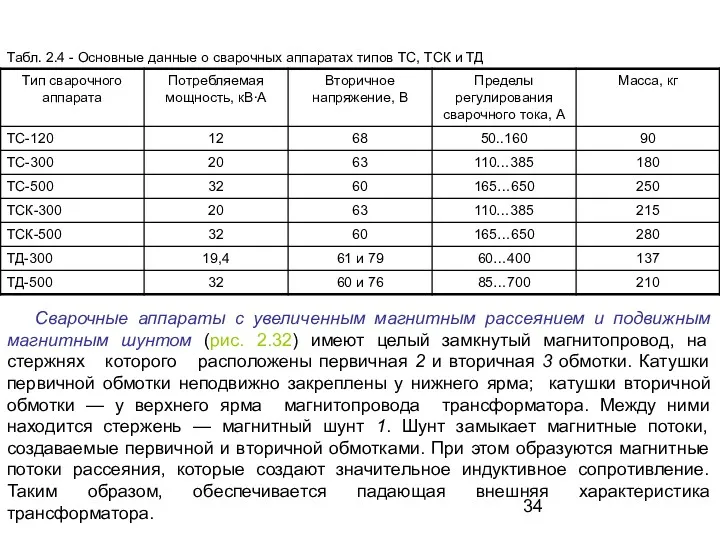
Табл. 2.4 - Основные данные о сварочных аппаратах типов ТС, ТСК
Табл. 2.4 - Основные данные о сварочных аппаратах типов ТС, ТСК
Регулирование сварочного тока производится перемещением магнитного шунта вдоль направления магнитного потока.
Регулирование сварочного тока производится перемещением магнитного шунта вдоль направления магнитного потока.
Трансформатор установлен на тележке. Зажимы для подключения сетевого напряжения расположены на
Трансформатор установлен на тележке. Зажимы для подключения сетевого напряжения расположены на
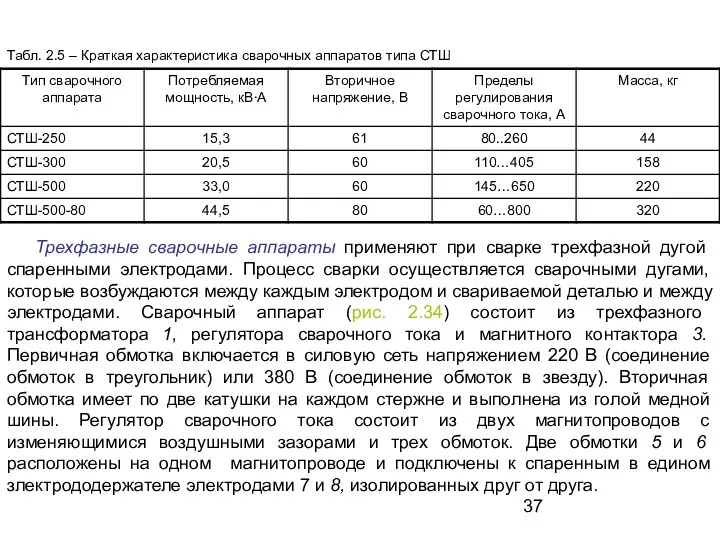
Табл. 2.5 – Краткая характеристика сварочных аппаратов типа СТШ
Трехфазные сварочные аппараты
Табл. 2.5 – Краткая характеристика сварочных аппаратов типа СТШ
Трехфазные сварочные аппараты
Третья обмотка 4 расположена на втором магнитопроводе и подключена к свариваемой
Третья обмотка 4 расположена на втором магнитопроводе и подключена к свариваемой
Трехфазный сварочный аппарат 3СТ конструкции проф. Н. С. Силунова имеет мощность
Трехфазный сварочный аппарат 3СТ конструкции проф. Н. С. Силунова имеет мощность
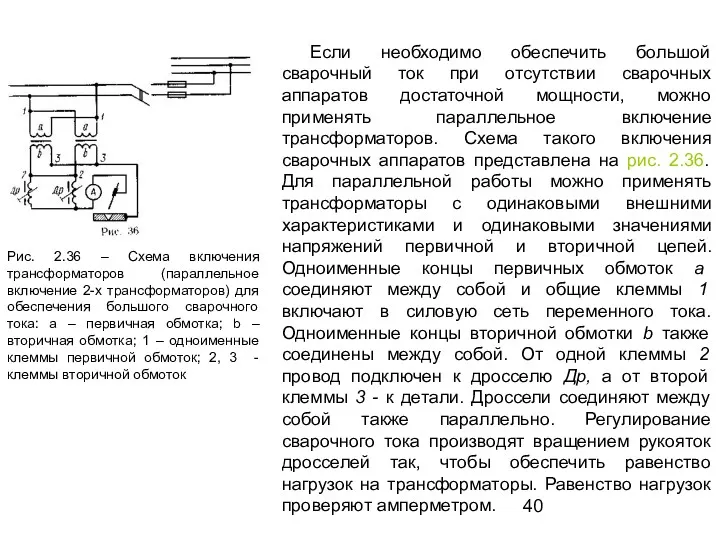
Если необходимо обеспечить большой сварочный ток при отсутствии сварочных аппаратов достаточной
Если необходимо обеспечить большой сварочный ток при отсутствии сварочных аппаратов достаточной
В некоторых случаях для повышения устойчивости горения дуги, питаемой переменным током,
В некоторых случаях для повышения устойчивости горения дуги, питаемой переменным током,
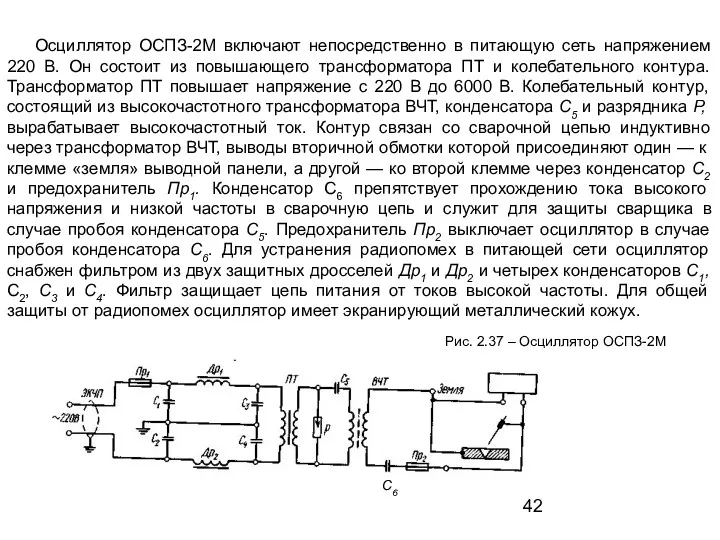
Осциллятор OCПЗ-2M включают непосредственно в питающую сеть напряжением 220 В. Он
Осциллятор OCПЗ-2M включают непосредственно в питающую сеть напряжением 220 В. Он
Осцилляторы последовательного включения (М-3, ОС-1) применяют в установках для дуговой сварки
Осцилляторы последовательного включения (М-3, ОС-1) применяют в установках для дуговой сварки
Сварочный инвертор — это один из видов источника питания сварочной дуги. Основное назначение
Сварочный инвертор — это один из видов источника питания сварочной дуги. Основное назначение
Принцип действия: Сварочный инвертор представляет собой силовой трансформатор для понижения напряжения
Принцип действия: Сварочный инвертор представляет собой силовой трансформатор для понижения напряжения
Преимуществом инверторного источника питания сварочной дуги является уменьшение размеров силового трансформатора
Преимуществом инверторного источника питания сварочной дуги является уменьшение размеров силового трансформатора
2.6.4 Сварочные выпрямители.
Сварочные выпрямители — это статические преобразователи энергии трехфазной сети
2.6.4 Сварочные выпрямители.
Сварочные выпрямители — это статические преобразователи энергии трехфазной сети
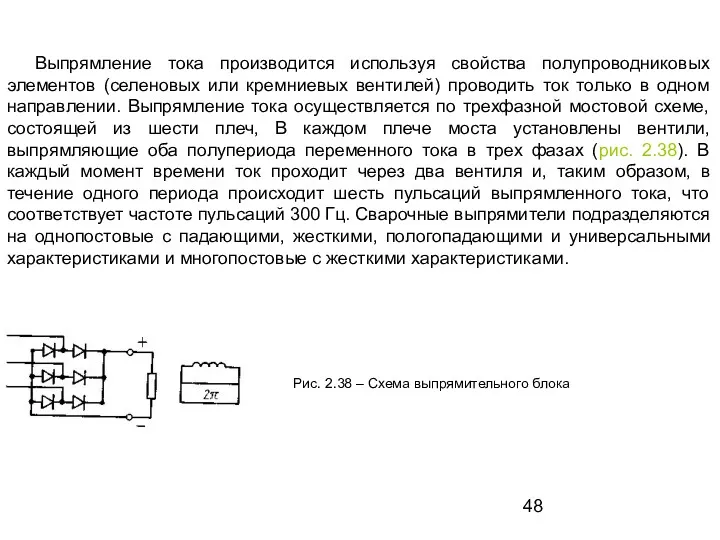
Выпрямление тока производится используя свойства полупроводниковых элементов (селеновых или кремниевых вентилей)
Выпрямление тока производится используя свойства полупроводниковых элементов (селеновых или кремниевых вентилей)
Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки
Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки
Сварочные выпрямители с жесткими и пологопадающими внешними характеристиками применяются при сварке
Сварочные выпрямители с жесткими и пологопадающими внешними характеристиками применяются при сварке
Выпрямители типа ВСЖ (ВСЖ-303) имеют силовой трехфазный трансформатор с магнитной системой
Выпрямители типа ВСЖ (ВСЖ-303) имеют силовой трехфазный трансформатор с магнитной системой
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги.
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги.
 презентация урока 10 класс Альдегиды
презентация урока 10 класс Альдегиды Этносоциология. Предметная область єтнической социологии
Этносоциология. Предметная область єтнической социологии Телефония и компьютер
Телефония и компьютер 20190917_11prezentatsiya_k_uroku_10_klass
20190917_11prezentatsiya_k_uroku_10_klass Респираторные аллергозы у детей
Респираторные аллергозы у детей ГЭС обязана стоять так же незыблемо, как египетские пирамиды
ГЭС обязана стоять так же незыблемо, как египетские пирамиды 20231023_tehnologiya_razvitiya_kriticheskogo_myshleniya_cherez_smyslovoe_chtenie_miheeva_v.v._2
20231023_tehnologiya_razvitiya_kriticheskogo_myshleniya_cherez_smyslovoe_chtenie_miheeva_v.v._2 84-я Всероссийская научная конференция с международным участием Вопросы теоретической и практической медицины
84-я Всероссийская научная конференция с международным участием Вопросы теоретической и практической медицины Экономический кризис 1998 года
Экономический кризис 1998 года Лекция 5__
Лекция 5__ Презентация Исторический музей
Презентация Исторический музей X Powerpoint Template_Dark
X Powerpoint Template_Dark Спортивные мероприятия. Школьные соревнования
Спортивные мероприятия. Школьные соревнования Электрическая схема тепловоза ТЭМ-18Д
Электрическая схема тепловоза ТЭМ-18Д Средства, влияющие на функции органов пищеварения
Средства, влияющие на функции органов пищеварения 20231023_ekologiya_i_literatura_1
20231023_ekologiya_i_literatura_1 Методы исследования слуха
Методы исследования слуха To say, to tell, to speak, to talk
To say, to tell, to speak, to talk презентация к уроку технология УМК Гармония 1 класс
презентация к уроку технология УМК Гармония 1 класс Всероссийский конкурс исследовательских краеведческих работ учащихся Отечество.
Всероссийский конкурс исследовательских краеведческих работ учащихся Отечество. Тема 2: Военнослужащие и взаимоотношения между ними
Тема 2: Военнослужащие и взаимоотношения между ними Внеклассное мероприятие Вся семья вместе, так и душа на месте
Внеклассное мероприятие Вся семья вместе, так и душа на месте Методическая разработка занятия в ГПД для развития мелкой моторики и творческих способностей учащихся
Методическая разработка занятия в ГПД для развития мелкой моторики и творческих способностей учащихся Использование нестандартного оборудования в физкультурно – оздоровительной работе в детском дошкольном учреждении
Использование нестандартного оборудования в физкультурно – оздоровительной работе в детском дошкольном учреждении Виды работы с текстом учебника на разных ступенях обучения
Виды работы с текстом учебника на разных ступенях обучения Риджионализм. Период наибольшего расцвета
Риджионализм. Период наибольшего расцвета Нация и этнос. Становление и развитие теоретических положений в мировой и российской этнологии
Нация и этнос. Становление и развитие теоретических положений в мировой и российской этнологии Новый империализм. Происхождение Первой мировой войны
Новый империализм. Происхождение Первой мировой войны