- Классификация металлорежущих станков и движений в них. Тема 1

Содержание
- 2. 1.1. Классификация и условные обозначения металлорежущих станков
- 3. Спектр металлорежущих станков очень широк – от строгальных металлорежущих станков с ручным управлением до компьютеризованных и
- 4. Принята единая система классификации и условного обозначения металлорежущих станков разработанная в Экспериментальном научно-исследовательском институте металлорежущих станков
- 5. Классификационная таблица металлорежущих станков
- 6. Например, шифр 2150 обозначает вертикально-сверлильный станок с максимальным диаметром сверления 50мм. После модернизации станка в его
- 7. II. По специализации: Универсальные станки – для выполнения разнообразных операций на изделиях широкой номенклатуры. Специализированные станки
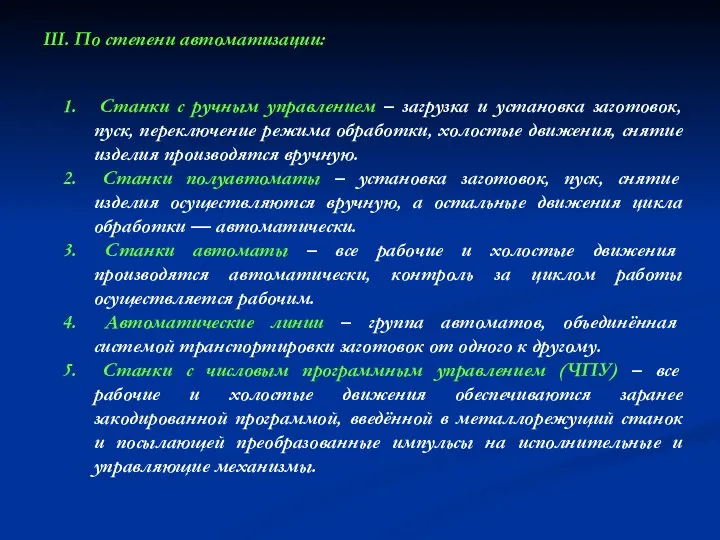
- 8. III. По степени автоматизации: Станки с ручным управлением – загрузка и установка заготовок, пуск, переключение режима
- 9. Ф1 – станки с цифровой индикацией и предварительным набором координат. Ф2 – станки с программным устройством
- 10. Н – нормальной точности, например, большинство универсальных станков; П – повышенной точности на базе станков нормальной
- 12. Скачать презентацию

1.1. Классификация и условные обозначения металлорежущих станков
1.1. Классификация и условные обозначения металлорежущих станков

Спектр металлорежущих станков очень широк – от строгальных металлорежущих станков с
Спектр металлорежущих станков очень широк – от строгальных металлорежущих станков с
Принята единая система классификации и условного обозначения металлорежущих станков разработанная в
Принята единая система классификации и условного обозначения металлорежущих станков разработанная в

Классификационная таблица металлорежущих станков
Классификационная таблица металлорежущих станков
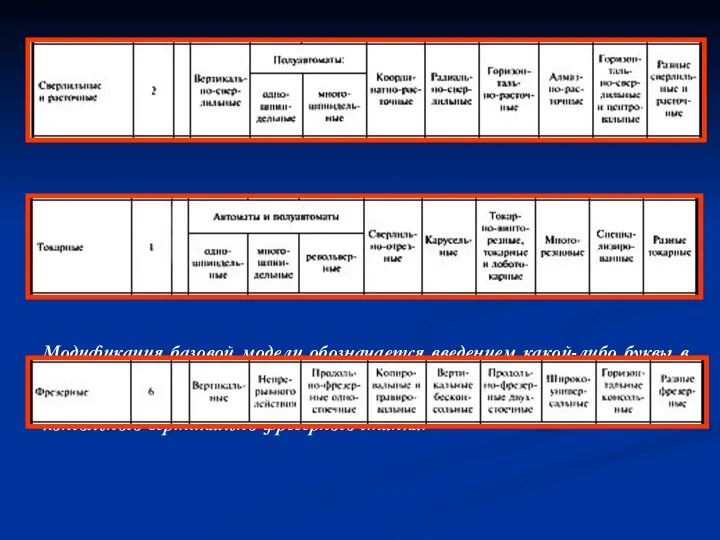
Например, шифр 2150 обозначает вертикально-сверлильный станок с максимальным диаметром сверления 50мм.
Например, шифр 2150 обозначает вертикально-сверлильный станок с максимальным диаметром сверления 50мм.

II. По специализации:
Универсальные станки – для выполнения разнообразных операций на
II. По специализации:
Универсальные станки – для выполнения разнообразных операций на
III. По степени автоматизации:
Станки с ручным управлением – загрузка и
III. По степени автоматизации:
Станки с ручным управлением – загрузка и

Ф1 – станки с цифровой индикацией и предварительным набором координат.
Ф1 – станки с цифровой индикацией и предварительным набором координат.
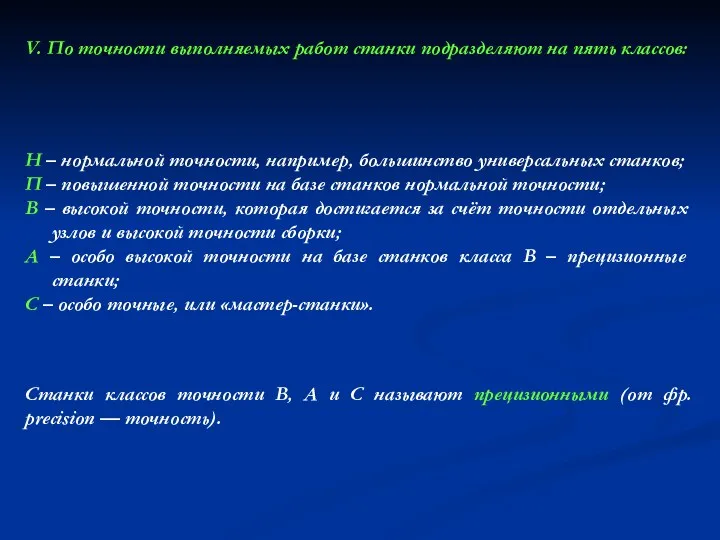
Н – нормальной точности, например, большинство универсальных станков;
П – повышенной точности
Н – нормальной точности, например, большинство универсальных станков;
П – повышенной точности
 История развития экологии как науки
История развития экологии как науки Призентация приложения к программе Доброморье
Призентация приложения к программе Доброморье Повышение эффективности ТЭУ
Повышение эффективности ТЭУ I wish a had a magic vacuum cleaner, instead of my old broom!
I wish a had a magic vacuum cleaner, instead of my old broom! Приложение 1 к уроку по теме Озёра. Презентация. часть 3
Приложение 1 к уроку по теме Озёра. Презентация. часть 3 Интегративный подход к организации развивающих центров активности детей
Интегративный подход к организации развивающих центров активности детей Интерактивная игра Своя игра. ОРКСЭ. Основы православной культуры.
Интерактивная игра Своя игра. ОРКСЭ. Основы православной культуры. Ливонская война
Ливонская война Концептуальные аспекты управления инновациями
Концептуальные аспекты управления инновациями История русской вышивки. Вышивка крестом
История русской вышивки. Вышивка крестом Геодезическое обеспечение геологоразведочных работ
Геодезическое обеспечение геологоразведочных работ Консультация для родителей второклассников.
Консультация для родителей второклассников. Поздравления с 8 марта
Поздравления с 8 марта Исследовательская работа: Прекрасные и опасные комнатные растения
Исследовательская работа: Прекрасные и опасные комнатные растения Усилители СВЧ
Усилители СВЧ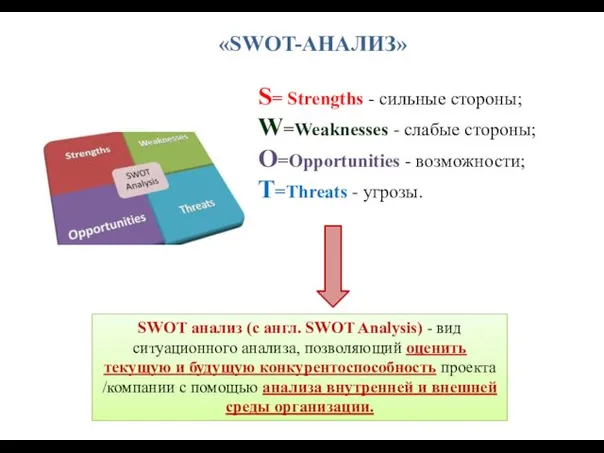 SWOT-анализ
SWOT-анализ Западно-Сибирская низменность
Западно-Сибирская низменность Политическая карта мира
Политическая карта мира Педагогическая академия последипломного образования
Педагогическая академия последипломного образования Презентация кружка Уроки здоровья
Презентация кружка Уроки здоровья Многолучевые и сканирующие антенны. (Лекция 14)
Многолучевые и сканирующие антенны. (Лекция 14) Голландское искусство XVII в
Голландское искусство XVII в правила пожарной безопасности
правила пожарной безопасности Кислородные соединения углерода Диск
Кислородные соединения углерода Диск Метрологическое оборудование от калибратора до лаборатории
Метрологическое оборудование от калибратора до лаборатории Отморожения. Классификация
Отморожения. Классификация Последние дни земной жизни Господа нашего Иисуса Христа. Вход Господень в Иерусалим
Последние дни земной жизни Господа нашего Иисуса Христа. Вход Господень в Иерусалим Принтерлермен жұмыс істеу
Принтерлермен жұмыс істеу