- Конструирование механически обрабатываемых деталей

Содержание
- 2. Главные технологические способы повышения производительности обработки: 1. Сокращение машинного времени (интенсификация процессов резания). К этим способам
- 3. При конструировании механически обрабатываемых деталей необходимо соблюдать следующие правила: сокращать протяженность механически обрабатываемых поверхностей до конструктивно
- 4. 1. Сокращение объема механической обработки Примеры устранения лишней механической обработки приведены на рис.1. В узле крепления
- 5. В ступенчатом валике (рис.2, а) из-за наличия заплечика увеличивается диаметр D заготовки и резко повышается объем
- 6. 2. Способы изготовления чашечной детали На рис. 3 представлены способы изготовления чашечной детали (деталь показана на
- 7. 3. Составные конструкции Составные конструкции применяют при небольшом масштабе выпуска, когда изготовление штампов экономически не оправдано.Примеры
- 8. 4. Устранение излишне точной обработки Применять размеры с допусками (посадочные размеры) нужно только в случае необходимости.
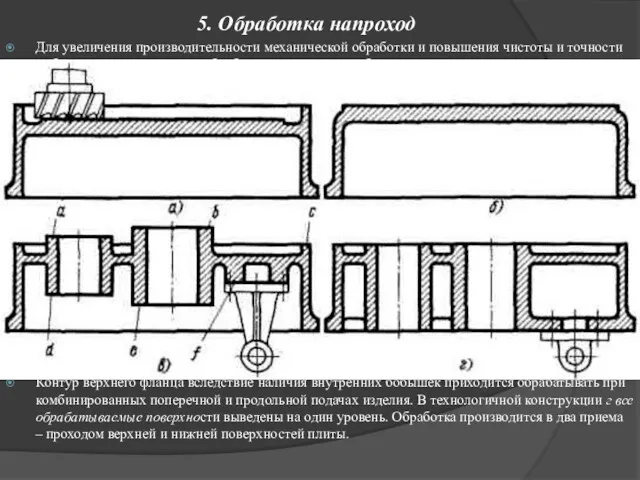
- 9. 5. Обработка напроход Для увеличения производительности механической обработки и повышения чистоты и точности ее большое значение
- 10. 6. Выход обрабатывающего инструмента Обработка напроход не всегда осуществима по конструктивным условиям. В таких случаях необходимо
- 11. 7. Подход обрабатывающего инструмента Для повышения производительности и точности механической обработки нужно обеспечить свободный подход режущего
- 12. В вильчатой проушине основание паза совпадает с поверхностью цоколя. В правильной конструкции (вид 2) основание паза
- 13. В конструкции 12 кулачковой шайбы поверхности т, п кулачков обрабатываются точением заодно с кольцевыми участками q,
- 14. В конструкции 21 получить сопряжение шлифовальных рабочих граней паза с основанием паза, выполняемым сверлением, невозможно. Необходимо
- 15. Отделение обрабатываемых поверхностей от черных На заготовках, полученных литьем, штамповкой, ковкой и т. д., обрабатываемые поверхности
- 16. Обработка с одного установа Поверхности, нуждающиеся в точной взаимной координации, целесообразно обрабатывать с одного установа. Совместная
- 17. Перенос профильных элементов на охватываемые детали Внутренние поверхности труднее обрабатывать, чем наружные, поэтому профильные элементы целесообразно
- 18. Снятие фасок на фигурных поверхностях Следует избегать снятия фасок на фигурных поверхностях. Для снятия фаски по
- 20. Скачать презентацию
Главные технологические способы повышения производительности обработки:
1. Сокращение машинного времени (интенсификация процессов
Главные технологические способы повышения производительности обработки:
1. Сокращение машинного времени (интенсификация процессов
При конструировании механически обрабатываемых
деталей необходимо соблюдать следующие правила:
сокращать протяженность механически обрабатываемых
При конструировании механически обрабатываемых
деталей необходимо соблюдать следующие правила:
сокращать протяженность механически обрабатываемых
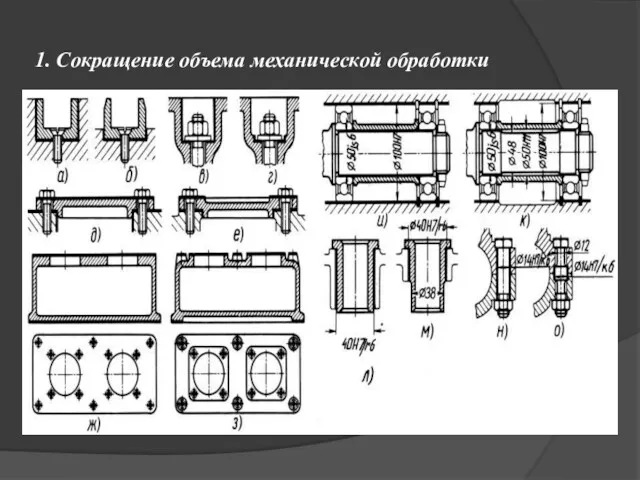
1. Сокращение объема механической обработки
Примеры устранения лишней механической обработки приведены
1. Сокращение объема механической обработки
Примеры устранения лишней механической обработки приведены
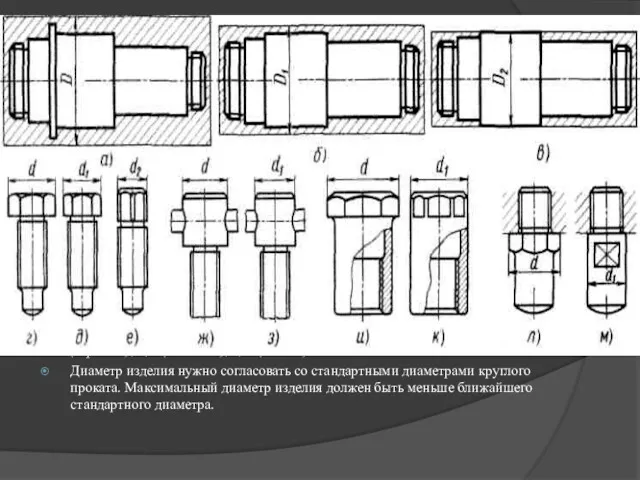
В ступенчатом валике (рис.2, а) из-за наличия заплечика увеличивается диаметр D
В ступенчатом валике (рис.2, а) из-за наличия заплечика увеличивается диаметр D

2. Способы изготовления чашечной детали
На рис. 3 представлены способы изготовления чашечной
2. Способы изготовления чашечной детали
На рис. 3 представлены способы изготовления чашечной
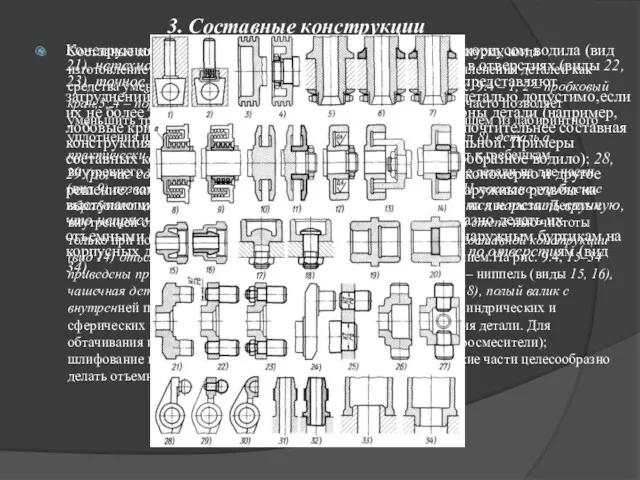
3. Составные конструкции
Составные конструкции применяют при небольшом масштабе выпуска, когда изготовление
3. Составные конструкции
Составные конструкции применяют при небольшом масштабе выпуска, когда изготовление
4. Устранение излишне точной обработки
Применять размеры с допусками (посадочные размеры) нужно
4. Устранение излишне точной обработки
Применять размеры с допусками (посадочные размеры) нужно
5. Обработка напроход
Для увеличения производительности механической обработки и повышения чистоты и
5. Обработка напроход
Для увеличения производительности механической обработки и повышения чистоты и
6. Выход обрабатывающего инструмента
Обработка напроход не всегда осуществима по конструктивным
6. Выход обрабатывающего инструмента
Обработка напроход не всегда осуществима по конструктивным

7. Подход обрабатывающего инструмента
Для повышения производительности и точности механической обработки нужно
7. Подход обрабатывающего инструмента
Для повышения производительности и точности механической обработки нужно

В вильчатой проушине основание паза совпадает
с поверхностью цоколя. В правильной конструкции
В вильчатой проушине основание паза совпадает
с поверхностью цоколя. В правильной конструкции

В конструкции 12 кулачковой шайбы поверхности т, п кулачков обрабатываются точением
В конструкции 12 кулачковой шайбы поверхности т, п кулачков обрабатываются точением
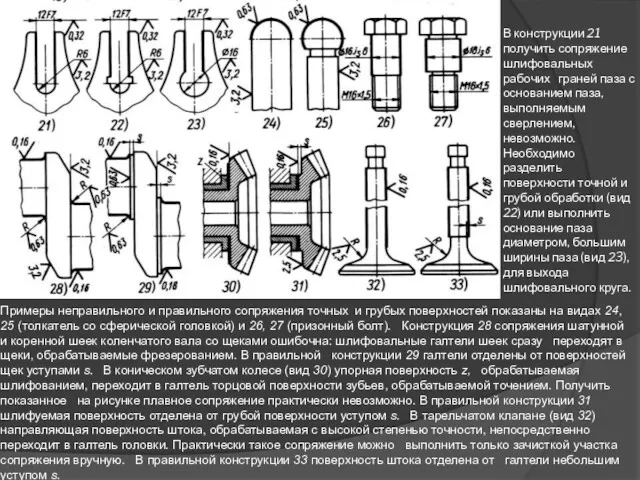
В конструкции 21 получить сопряжение шлифовальных рабочих граней паза с основанием
В конструкции 21 получить сопряжение шлифовальных рабочих граней паза с основанием
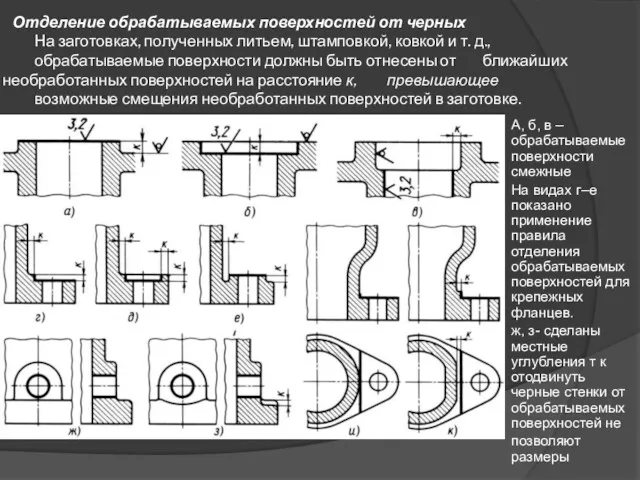
Отделение обрабатываемых поверхностей от черных
На заготовках, полученных литьем, штамповкой, ковкой
Отделение обрабатываемых поверхностей от черных На заготовках, полученных литьем, штамповкой, ковкой
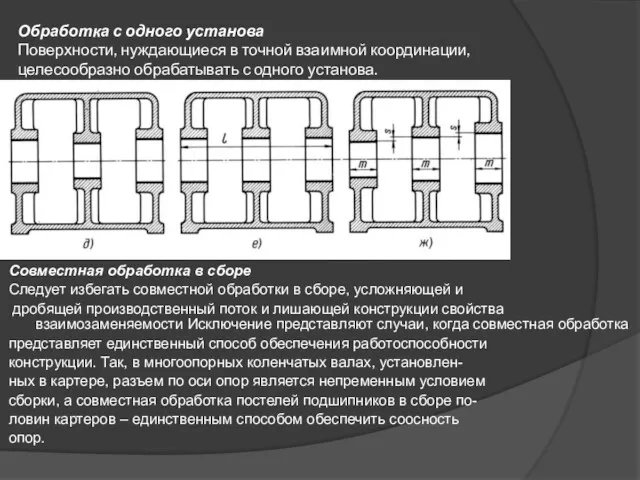
Обработка с одного установа
Поверхности, нуждающиеся в точной взаимной координации,
целесообразно обрабатывать с
Обработка с одного установа Поверхности, нуждающиеся в точной взаимной координации, целесообразно обрабатывать с
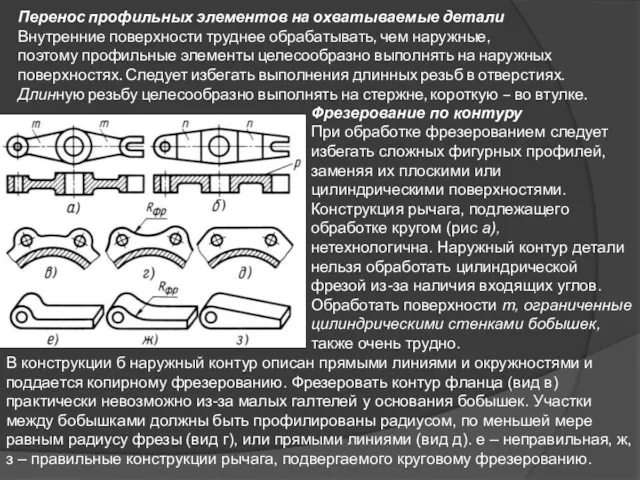
Перенос профильных элементов на охватываемые детали
Внутренние поверхности труднее обрабатывать, чем наружные,
поэтому
Перенос профильных элементов на охватываемые детали Внутренние поверхности труднее обрабатывать, чем наружные, поэтому
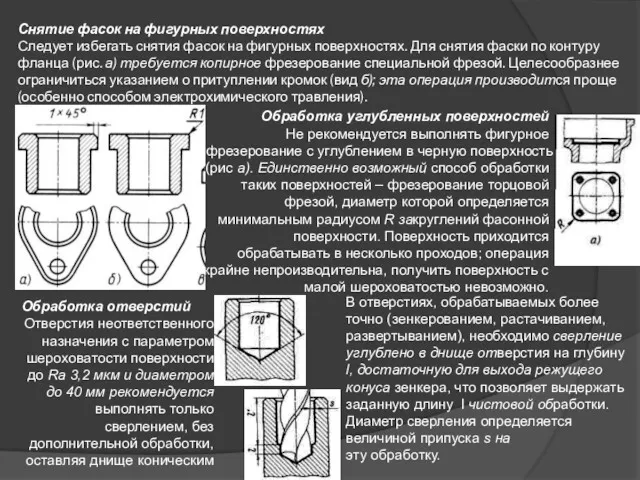
Снятие фасок на фигурных поверхностях
Следует избегать снятия фасок на фигурных поверхностях.
Снятие фасок на фигурных поверхностях Следует избегать снятия фасок на фигурных поверхностях.
 Graphic Аrts
Graphic Аrts Сюжетно-ролевая игра, как фактор социализации детей дошкольного возраста. Знакомство с профессией ветеринар
Сюжетно-ролевая игра, как фактор социализации детей дошкольного возраста. Знакомство с профессией ветеринар Родителям и обучающимся о ГИА 2017. Нормативные документы
Родителям и обучающимся о ГИА 2017. Нормативные документы Кислоты, их состав, классификация и значение
Кислоты, их состав, классификация и значение Устная часть. Подготовка к заданию 1. ЕГЭ по английскому языку. Чтение вслух
Устная часть. Подготовка к заданию 1. ЕГЭ по английскому языку. Чтение вслух Роль религии в современном мире
Роль религии в современном мире Пилинг-гель для лица Marine Collagen
Пилинг-гель для лица Marine Collagen 20231020_vremya_chitat
20231020_vremya_chitat Современные технологии на уроках географии
Современные технологии на уроках географии Внеклассное занятие Хлеб главное чудо
Внеклассное занятие Хлеб главное чудо Презентация книжного уголка в старшей-подготовительной группе Книжкин дом
Презентация книжного уголка в старшей-подготовительной группе Книжкин дом Европейский удильщик или морской черт
Европейский удильщик или морской черт Химические свойства алкадиенов. Каучук. Резина. (презентация)
Химические свойства алкадиенов. Каучук. Резина. (презентация) Food. Vocabulary
Food. Vocabulary Природно-хозяйственные зоны России.
Природно-хозяйственные зоны России. Лексические нормы
Лексические нормы Голубая кровь-ложь или реальность
Голубая кровь-ложь или реальность Решение иррациональных уравнений. 10 класс
Решение иррациональных уравнений. 10 класс Потенциал действия
Потенциал действия Викторина к 8 марта
Викторина к 8 марта Применение игр на уроках географии.
Применение игр на уроках географии. Откуда родом Родина моя, каких богатырей потомок я
Откуда родом Родина моя, каких богатырей потомок я Физико-химическая технология ионно-протонного обмена Мангуст, ООО Группа Константа
Физико-химическая технология ионно-протонного обмена Мангуст, ООО Группа Константа Мы живём среди друзей
Мы живём среди друзей Презентация фото - юбилей папы
Презентация фото - юбилей папы Корпоративное венчурные фонды, как новый субъект отношений в сфере интеллектуальной собственности
Корпоративное венчурные фонды, как новый субъект отношений в сфере интеллектуальной собственности Презентация проекта по экологии Земля - наш общий дом
Презентация проекта по экологии Земля - наш общий дом Киноафоризмы
Киноафоризмы