- Контроль сварных стыков газопровода с методами неразрушающего контроля

Содержание
- 2. Содержание: Введение……………………………………………………………………………………3 Методика исследование……………………………………………………………………………….4 Заключение…………………………………………………………………………………14
- 3. Введение Практически с момента изобретения сварки, как метода неразъемного соединения нескольких деталей, возникла и проблема качества
- 4. Методика исследование Качество сварных изделий зависит от соответствия материала техническим условиям, состояния оборудования и оснастки, правильности
- 6. Неразрушающий контроль- это совокупность таких видов контроля, которые производятся непосредственно на объекте, при этом исправный объект
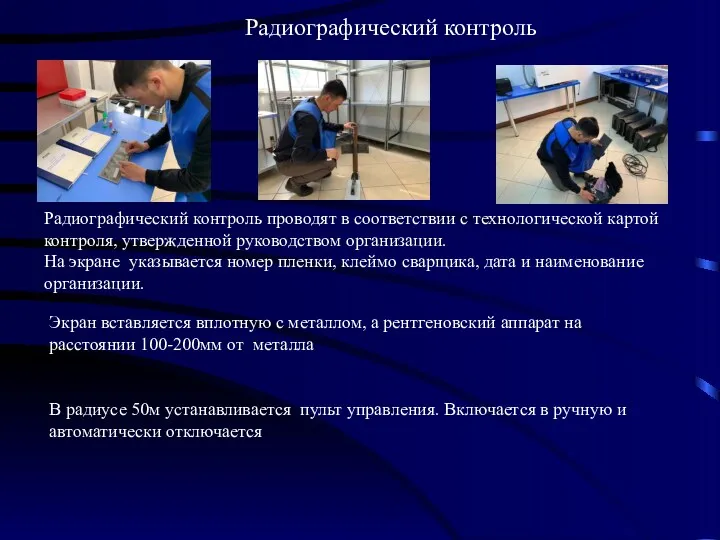
- 7. Радиографический контроль Радиографический контроль проводят в соответствии с технологической картой контроля, утвержденной руководством организации. На экране
- 8. Фотообработку рентгенпленки рекомендуется производить в соответствии с требованиями фирмы изготовителя. При фотообработке пленок предпочтение следует отдавать
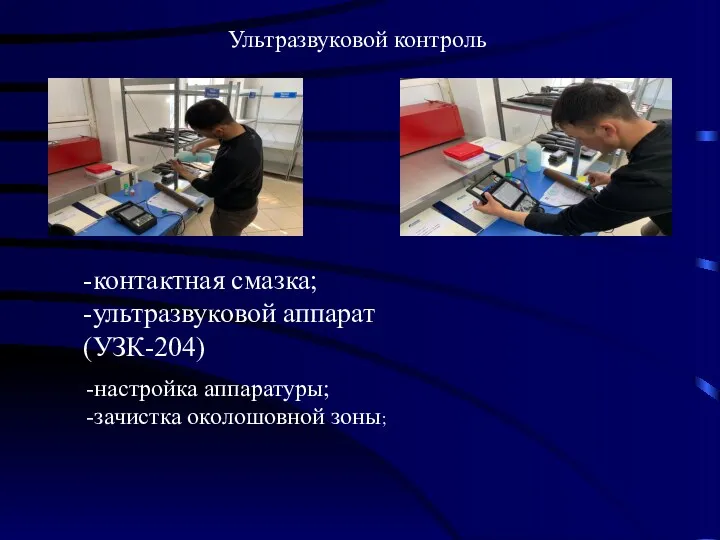
- 9. Ультразвуковой контроль -контактная смазка; -ультразвуковой аппарат(УЗК-204) -настройка аппаратуры; -зачистка околошовной зоны;
- 10. Капиллярный контроль -проникающую жидкость(пенетрант); -флюоресцирующие цвета.
- 11. Магнитопорошковый контроль. -суспензия на основе смешанного с керосином флюоресцирующего порошка; -аппаратура; -кварцевая лампа;
- 12. При обнаружении брака необходимо провести устранение дефектов сварки. Для этого применяют следующие виды работ: -заварка –
- 13. Заключение Методы контроля, описанные в данной работе, применяются на производствах любого масштаба: от мелких частных мастерских
- 15. Скачать презентацию
Содержание:
Введение……………………………………………………………………………………3
Методика исследование……………………………………………………………………………….4
Заключение…………………………………………………………………………………14
Содержание:
Введение……………………………………………………………………………………3
Методика исследование……………………………………………………………………………….4
Заключение…………………………………………………………………………………14
Введение
Практически с момента изобретения сварки, как метода неразъемного соединения нескольких
Введение
Практически с момента изобретения сварки, как метода неразъемного соединения нескольких
Методика исследование
Качество сварных изделий зависит от соответствия материала техническим условиям,
Методика исследование
Качество сварных изделий зависит от соответствия материала техническим условиям,
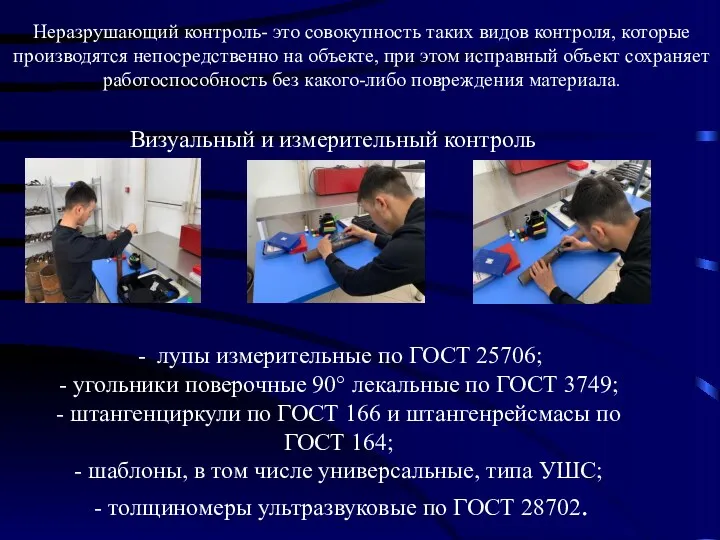
Неразрушающий контроль- это совокупность таких видов контроля, которые производятся непосредственно на
Неразрушающий контроль- это совокупность таких видов контроля, которые производятся непосредственно на
Радиографический контроль
Радиографический контроль проводят в соответствии с технологической картой контроля,
Радиографический контроль
Радиографический контроль проводят в соответствии с технологической картой контроля,
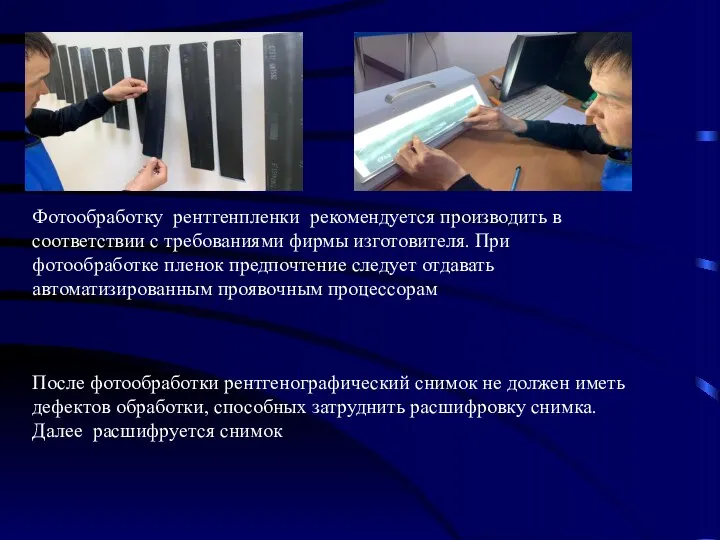
Фотообработку рентгенпленки рекомендуется производить в соответствии с требованиями фирмы изготовителя. При
Фотообработку рентгенпленки рекомендуется производить в соответствии с требованиями фирмы изготовителя. При
Ультразвуковой контроль
-контактная смазка;
-ультразвуковой аппарат(УЗК-204)
-настройка аппаратуры;
-зачистка околошовной зоны;
Ультразвуковой контроль
-контактная смазка;
-ультразвуковой аппарат(УЗК-204)
-настройка аппаратуры;
-зачистка околошовной зоны;

Капиллярный контроль
-проникающую жидкость(пенетрант);
-флюоресцирующие цвета.
Капиллярный контроль
-проникающую жидкость(пенетрант);
-флюоресцирующие цвета.
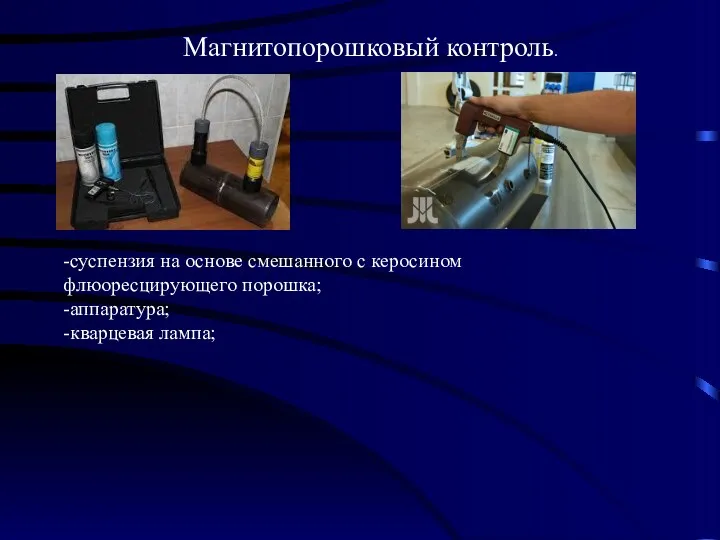
Магнитопорошковый контроль.
-суспензия на основе смешанного с керосином флюоресцирующего порошка;
-аппаратура;
-кварцевая лампа;
Магнитопорошковый контроль.
-суспензия на основе смешанного с керосином флюоресцирующего порошка;
-аппаратура;
-кварцевая лампа;
При обнаружении брака необходимо провести устранение дефектов сварки. Для этого
При обнаружении брака необходимо провести устранение дефектов сварки. Для этого
Заключение
Методы контроля, описанные в данной работе, применяются на производствах любого
Заключение
Методы контроля, описанные в данной работе, применяются на производствах любого
 Геометрия 14.04.2020
Геометрия 14.04.2020 Мир Искусства
Мир Искусства Организация учебно-методической деятельности ПОО на основе автоматизированной системы 1С:Колледж
Организация учебно-методической деятельности ПОО на основе автоматизированной системы 1С:Колледж Презентация к уроку по теме: Вселенная
Презентация к уроку по теме: Вселенная Приобретенные пороки сердца
Приобретенные пороки сердца Культура Руси XIII-XIV веков
Культура Руси XIII-XIV веков Психикалық ауруларды зерттеу мен диагностика әдістерінің ерекшелігі
Психикалық ауруларды зерттеу мен диагностика әдістерінің ерекшелігі Авиационная, высотная, космическая физиология. Особенности адаптации человека к условиям космоса
Авиационная, высотная, космическая физиология. Особенности адаптации человека к условиям космоса Морфологический разбор имён существительных. 5 класс
Морфологический разбор имён существительных. 5 класс 20231031_konflikt_pokoleniy_v_itogovom_sochinenii_na_primere_proizvedeniy_russkoy_literatury_xix_veka_
20231031_konflikt_pokoleniy_v_itogovom_sochinenii_na_primere_proizvedeniy_russkoy_literatury_xix_veka_ Изготовление цилиндрических деталей ручным инструментом
Изготовление цилиндрических деталей ручным инструментом Кто он, педагог будущего?
Кто он, педагог будущего? Розвиток доктрини про Трійцю
Розвиток доктрини про Трійцю Правила прийому на навчання до Чорноморського державного університету імені Петра Могили
Правила прийому на навчання до Чорноморського державного університету імені Петра Могили Технология изготовления юбки
Технология изготовления юбки Достопримечательности Тарусы на англ. языке
Достопримечательности Тарусы на англ. языке Сказки народов Севера
Сказки народов Севера Подготовка нефти. Обезвоживание нефти
Подготовка нефти. Обезвоживание нефти Викторина Святитель Стефан - апостол Пермской земли
Викторина Святитель Стефан - апостол Пермской земли ГПД: мозаика Грибной дождь
ГПД: мозаика Грибной дождь Пересечение и объединение множеств
Пересечение и объединение множеств Презентация к уроку Внутренние воды Южной Америки
Презентация к уроку Внутренние воды Южной Америки Периодическая система элементов Д.И. Менделеева
Периодическая система элементов Д.И. Менделеева Материалы с высокими упругими свойствами
Материалы с высокими упругими свойствами Langage d’assemblage. Architecture et technologie des ordinateurs
Langage d’assemblage. Architecture et technologie des ordinateurs Индивид. Индивидуальность. Личность
Индивид. Индивидуальность. Личность Экспорт (2)
Экспорт (2) Презентация Модель трех вопросов
Презентация Модель трех вопросов