Слайд 2
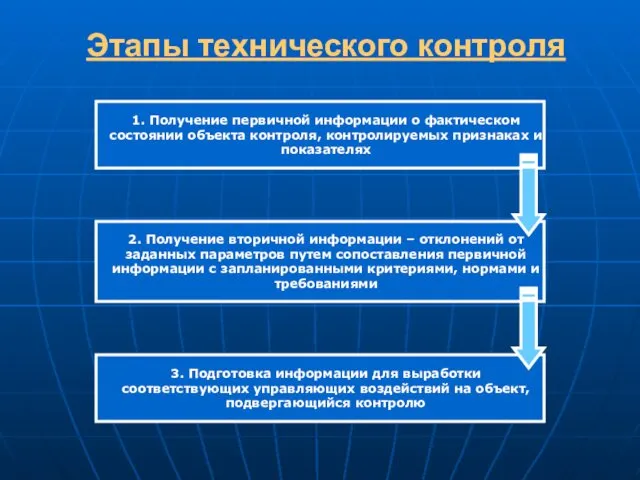
Этапы технического контроля
Слайд 3
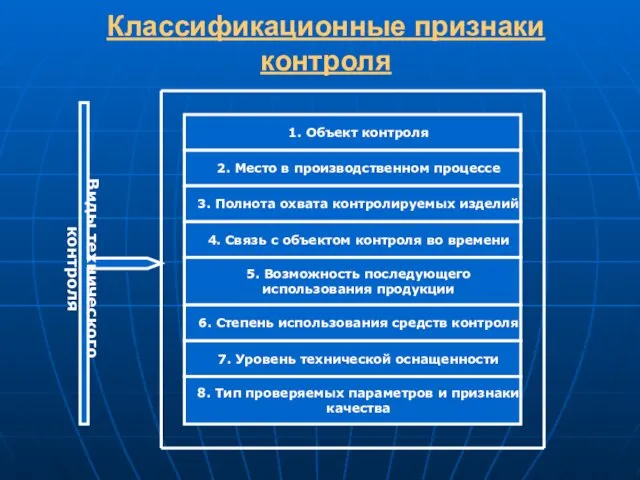
Классификационные признаки контроля
Слайд 4
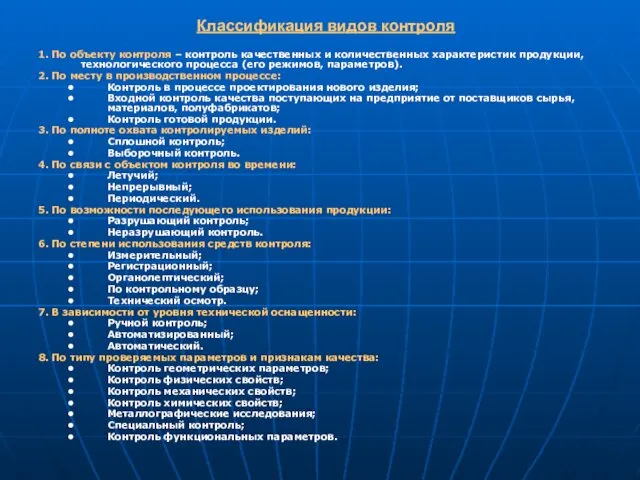
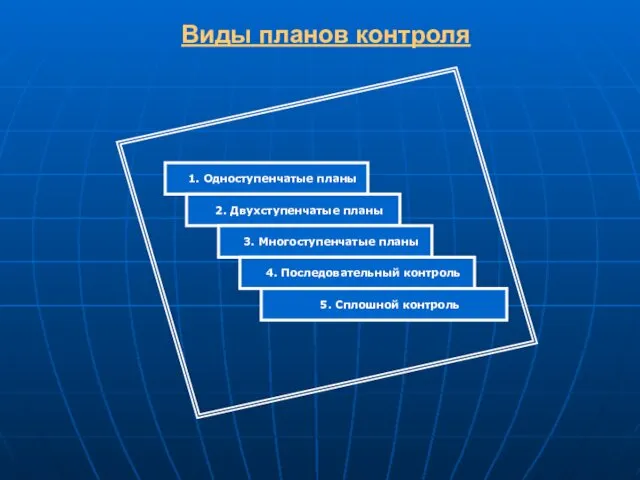
Классификация видов контроля
1. По объекту контроля – контроль качественных и количественных
характеристик продукции, технологического процесса (его режимов, параметров).
2. По месту в производственном процессе:
Контроль в процессе проектирования нового изделия;
Входной контроль качества поступающих на предприятие от поставщиков сырья, материалов, полуфабрикатов;
Контроль готовой продукции.
3. По полноте охвата контролируемых изделий:
Сплошной контроль;
Выборочный контроль.
4. По связи с объектом контроля во времени:
Летучий;
Непрерывный;
Периодический.
5. По возможности последующего использования продукции:
Разрушающий контроль;
Неразрушающий контроль.
6. По степени использования средств контроля:
Измерительный;
Регистрационный;
Органолептический;
По контрольному образцу;
Технический осмотр.
7. В зависимости от уровня технической оснащенности:
Ручной контроль;
Автоматизированный;
Автоматический.
8. По типу проверяемых параметров и признакам качества:
Контроль геометрических параметров;
Контроль физических свойств;
Контроль механических свойств;
Контроль химических свойств;
Металлографические исследования;
Специальный контроль;
Контроль функциональных параметров.
Слайд 5
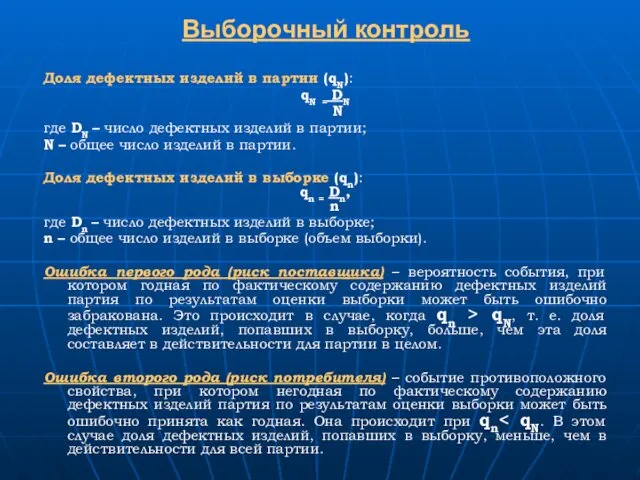
Выборочный контроль
Доля дефектных изделий в партии (qN):
qN = DN
N
где DN
– число дефектных изделий в партии;
N – общее число изделий в партии.
Доля дефектных изделий в выборке (qn):
qn = Dn,
n
где Dn – число дефектных изделий в выборке;
n – общее число изделий в выборке (объем выборки).
Ошибка первого рода (риск поставщика) – вероятность события, при котором годная по фактическому содержанию дефектных изделий партия по результатам оценки выборки может быть ошибочно забракована. Это происходит в случае, когда qn > qN, т. е. доля дефектных изделий, попавших в выборку, больше, чем эта доля составляет в действительности для партии в целом.
Ошибка второго рода (риск потребителя) – событие противоположного свойства, при котором негодная по фактическому содержанию дефектных изделий партия по результатам оценки выборки может быть ошибочно принята как годная. Она происходит при qn< qN. В этом случае доля дефектных изделий, попавших в выборку, меньше, чем в действительности для всей партии.
Слайд 6
Слайд 7
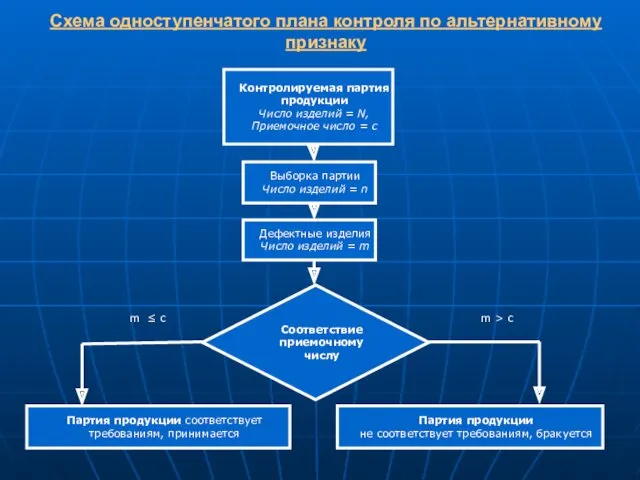
Схема одноступенчатого плана контроля по альтернативному признаку

 Technologies of the tomorrow
Technologies of the tomorrow Артериалды гипертонияның терапиясы және алдын алуы
Артериалды гипертонияның терапиясы және алдын алуы Эксплуатация и техническое обслуживание систем вентиляции и кондиционирования воздуха
Эксплуатация и техническое обслуживание систем вентиляции и кондиционирования воздуха Интерактивный справочник по технологии
Интерактивный справочник по технологии США в 1865-1914 гг
США в 1865-1914 гг Сымбат пиелонефрит
Сымбат пиелонефрит Молодежные беседы о православии. Сотворение мира. Христианский взгляд
Молодежные беседы о православии. Сотворение мира. Христианский взгляд Международный финансовый бизнес. Сегментация мирового финансового рынка и основных инструментов для проведения валютных операций
Международный финансовый бизнес. Сегментация мирового финансового рынка и основных инструментов для проведения валютных операций Творческий проект
Творческий проект Электронное портфолио к конкурсу Учитель года 2013 2 часть
Электронное портфолио к конкурсу Учитель года 2013 2 часть проект Влияние вредных привычек на здоровье человека
проект Влияние вредных привычек на здоровье человека Анализ и разработка конкурентных стратегий
Анализ и разработка конкурентных стратегий Конструкции печей
Конструкции печей English fashion
English fashion Добро
Добро Доклад на заседание облдумы. Состояние систем водоснабжения и водоотведения города Саратова
Доклад на заседание облдумы. Состояние систем водоснабжения и водоотведения города Саратова Запасы на зиму (2 часть) Диск
Запасы на зиму (2 часть) Диск Родительское собрание будущих первоклассников
Родительское собрание будущих первоклассников Банкротство физических лиц
Банкротство физических лиц Презентация Логопедические игры
Презентация Логопедические игры Презентация по здоровому питанию Жвачка: польза или вред
Презентация по здоровому питанию Жвачка: польза или вред Классный час Что мы едим.Быстрое питание.Презентация.
Классный час Что мы едим.Быстрое питание.Презентация. Основные методологические аспекты проектирования информационной системы
Основные методологические аспекты проектирования информационной системы Галогенпроизводные алифатических углеводородов
Галогенпроизводные алифатических углеводородов Презентація_Тема 0_Лекція _Вступ_до мови Pithon (2)
Презентація_Тема 0_Лекція _Вступ_до мови Pithon (2) Основы государственного регулирования внешнеторговой деятельности
Основы государственного регулирования внешнеторговой деятельности Индивидуальное сопровождение воспитанников Специальной общеобразовательной школы № 1 /закрытого типа/
Индивидуальное сопровождение воспитанников Специальной общеобразовательной школы № 1 /закрытого типа/ klass
klass