- Инструменты и методы анализа процессов

Содержание
- 2. План курса Семь статистических методов анализа процессов Деревья отказов Деревья событий Метод анализа типов отказов и
- 3. Семь простых статистических методов анализа технологических процессов
- 4. 1 Причинно-следственная диаграмма Исикавы Дает наглядное представление о: факторах, которые влияют на изучаемый процесс/объект о причинно-следственных
- 5. Общий вид диаграммы Исикавы
- 6. Диаграмма Исикавы (вариант)
- 7. Классический метод Исикавы Все возможные причины классифицируются по принципу : Man (Человек) - причины, связанные с
- 8. Пример диаграммы Исикавы
- 9. Пример диаграммы Исикавы
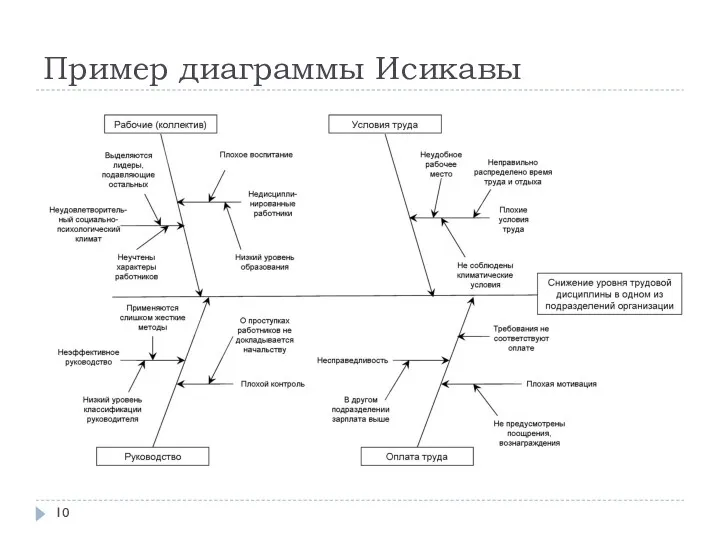
- 10. Пример диаграммы Исикавы
- 11. 2 Контрольные листки Контрольный листок – это форма для систематического сбора данных и автоматического их упорядочения
- 12. Пример контрольного листка
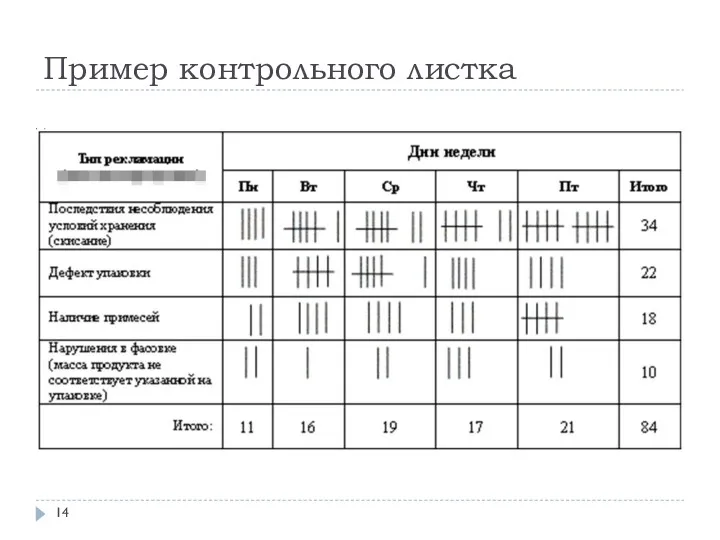
- 13. Пример контрольного листка
- 14. Пример контрольного листка
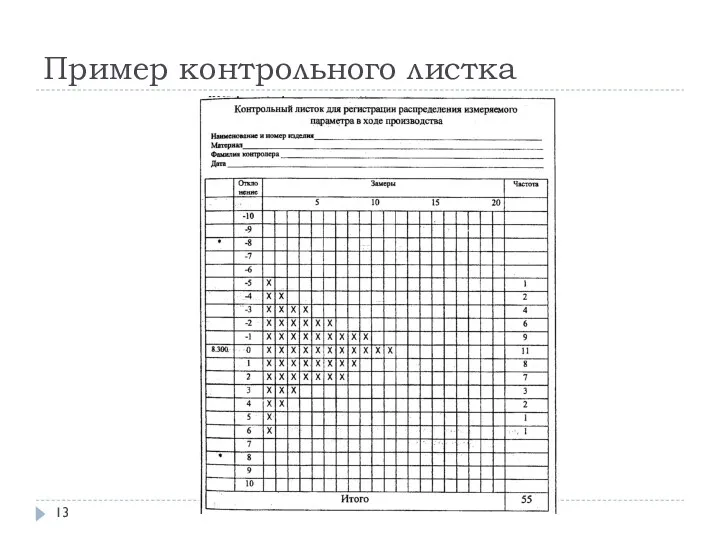
- 15. Вид контрольного листка при контроле по количественному признаку
- 16. 3. Диаграммы Парето Диаграмма Парето — инструмент, позволяющий выполнить предварительную оценку основных причин появления каких-либо событий.
- 17. Общий вид диаграммы Парето
- 18. Пример диаграммы Паретто
- 19. Виды диаграмм Парето 1. Диаграмма Парето по результатам деятельности. Эта диаграмма предназначена для выявления главной проблемы
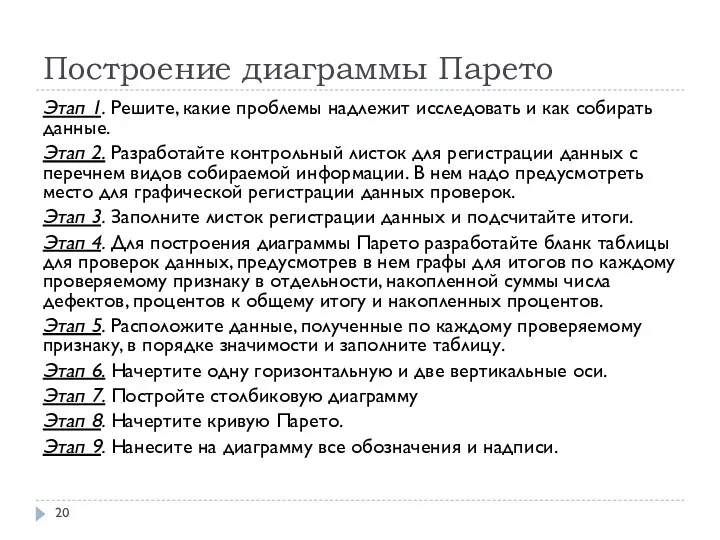
- 20. Построение диаграммы Парето Этап 1. Решите, какие проблемы надлежит исследовать и как собирать данные. Этап 2.
- 21. Исходные данные для построения диаграммы Парето
- 22. Таблица для заполнения
- 23. 4. Метод расслаивания(стратификация) «Расслаивание»– разделение полученных данных на отдельные группы (слои, страты) в зависимости от выбранного
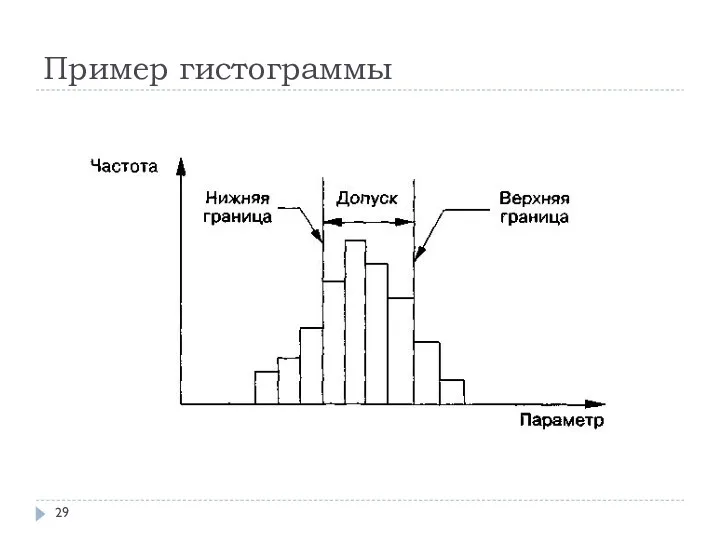
- 24. 5. Гистограммы Гистограмма – это инструмент, позволяющий зрительно оценить закон распределения величины разброса данных, а также
- 25. Пример гистограммы
- 26. Исходные данные для построения гистограммы
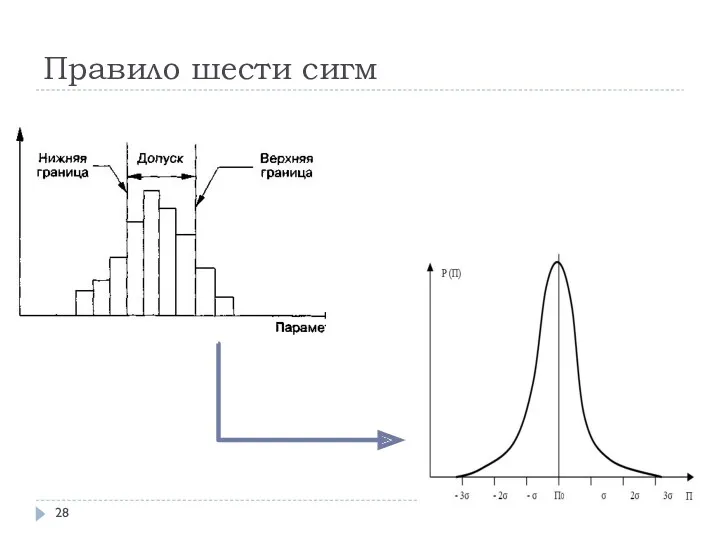
- 27. Правило шести сигм Шесть сигм — статистическая концепция, на основе которой процесс измеряется в параметрах брака:
- 28. Правило шести сигм
- 29. Пример гистограммы
- 30. Уровни «сигма» в правиле шести сигм
- 31. Графическая интерпретация правила«шесть сигм»
- 32. 6. Диаграммы разброса Цель метода Выяснение существования зависимости и выявление характера связи между двумя различными параметрами
- 33. Пример диаграмм разброса
- 34. Пример
- 35. Построение диаграммы разброса Этап 1. Соберите парные данные (х, у), между которыми вы хотите исследовать зависимость,
- 36. Построение диаграммы разброса Этап 3. На отдельном листе бумаги начертите график и нанесите на него данные.
- 37. Построение диаграммы разброса Этап 1. Соберите парные данные (х, у), между которыми вы хотите исследовать зависимость,
- 38. Исходные данные для построения диаграммы разброса
- 39. 7. Контрольные карты Контрольные карты – это представление полученных в ходе технологического процесса данных в виде
- 40. Пример контрольной карты
- 41. Пример контрольной карты – исходные данные
- 42. Пример контрольной карты
- 44. Скачать презентацию
План курса
Семь статистических методов анализа процессов
Деревья отказов
Деревья событий
Метод анализа типов отказов
План курса
Семь статистических методов анализа процессов
Деревья отказов
Деревья событий
Метод анализа типов отказов
Семь простых статистических методов анализа технологических процессов
Семь простых статистических методов анализа технологических процессов
1 Причинно-следственная диаграмма Исикавы
Дает наглядное представление о:
факторах, которые влияют на
1 Причинно-следственная диаграмма Исикавы
Дает наглядное представление о:
факторах, которые влияют на
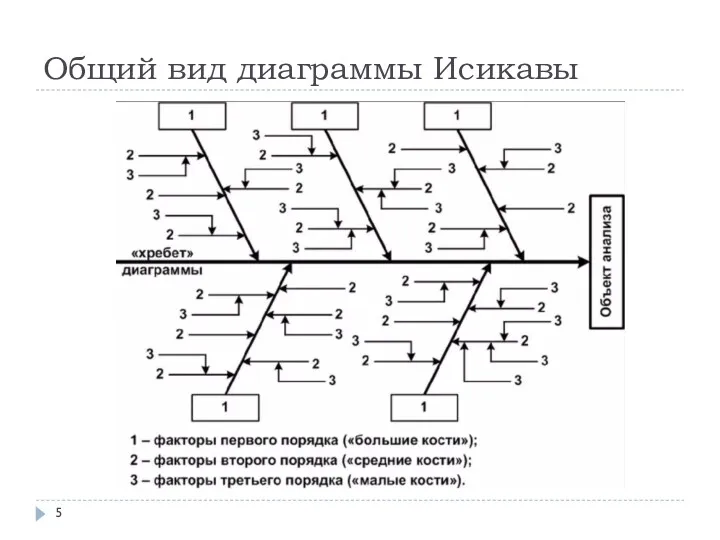
Общий вид диаграммы Исикавы
Общий вид диаграммы Исикавы
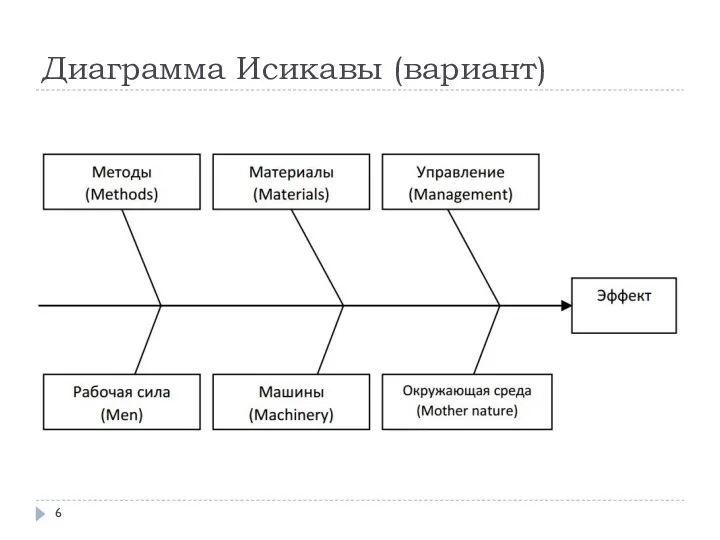
Диаграмма Исикавы (вариант)
Диаграмма Исикавы (вариант)
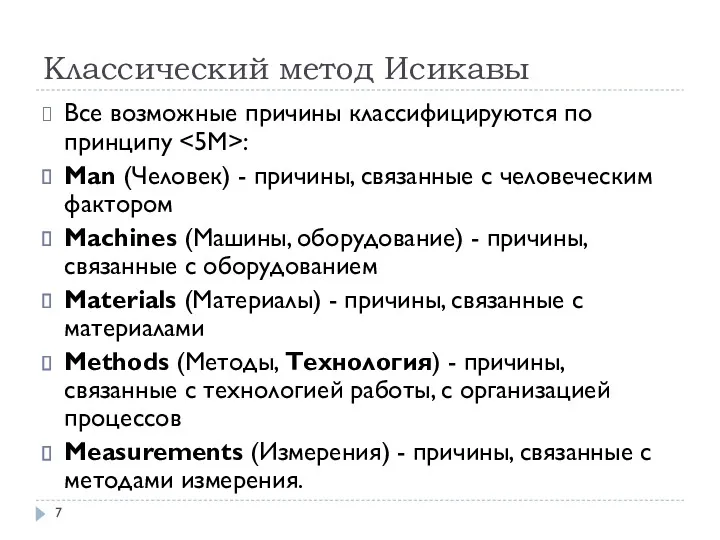
Классический метод Исикавы
Все возможные причины классифицируются по принципу <5М>:
Man (Человек)
Классический метод Исикавы
Все возможные причины классифицируются по принципу <5М>:
Man (Человек)
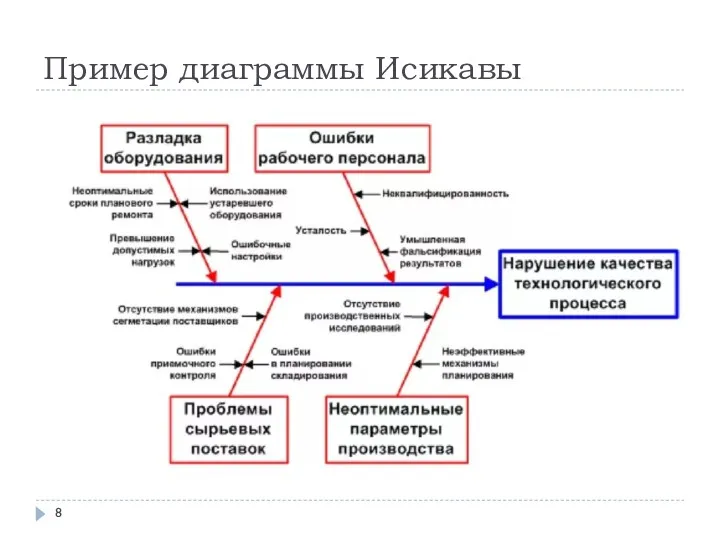
Пример диаграммы Исикавы
Пример диаграммы Исикавы

Пример диаграммы Исикавы
Пример диаграммы Исикавы
Пример диаграммы Исикавы
Пример диаграммы Исикавы
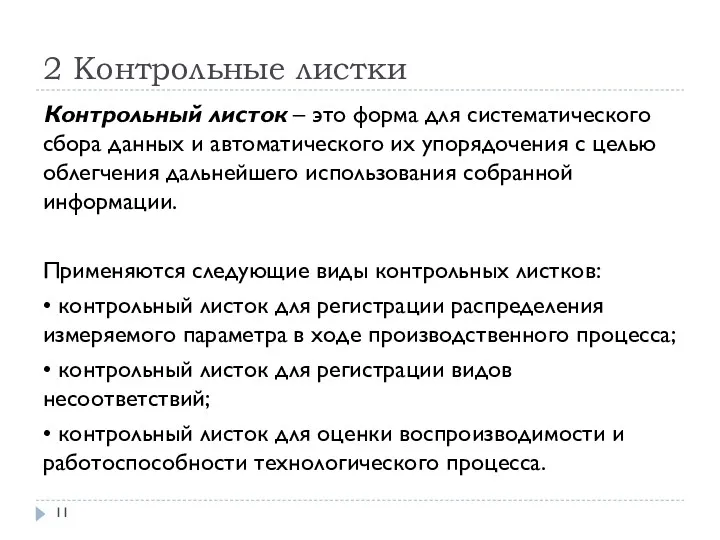
2 Контрольные листки
Контрольный листок – это форма для систематического сбора данных
2 Контрольные листки
Контрольный листок – это форма для систематического сбора данных
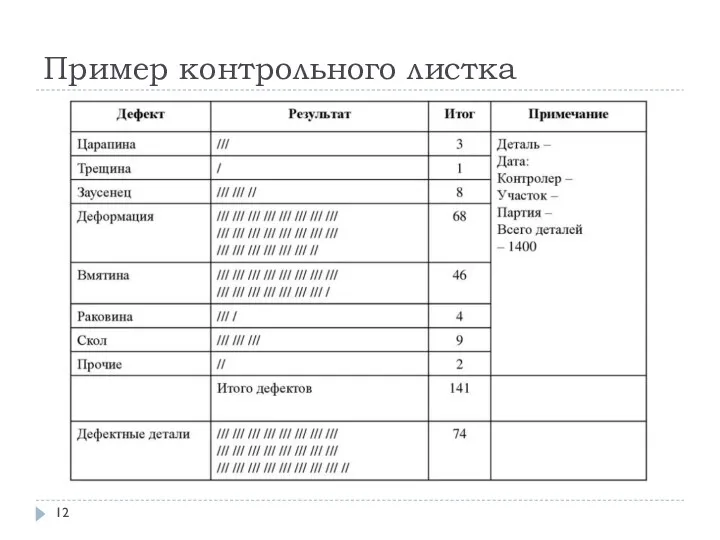
Пример контрольного листка
Пример контрольного листка
Пример контрольного листка
Пример контрольного листка
Пример контрольного листка
Пример контрольного листка
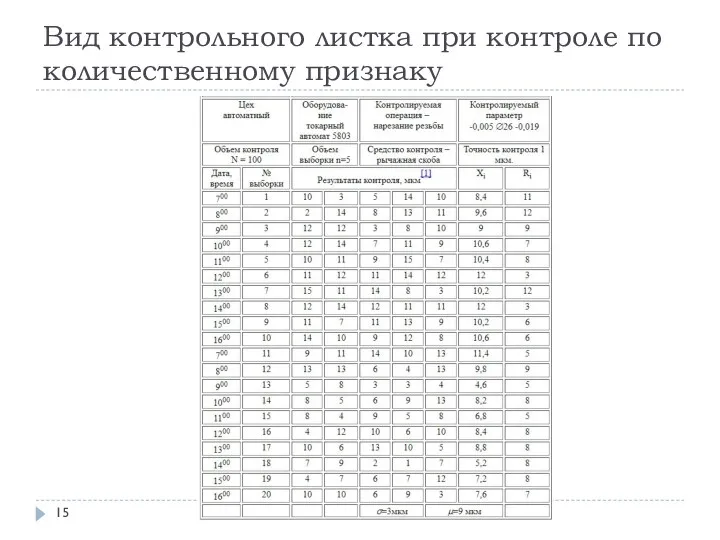
Вид контрольного листка при контроле по количественному признаку
Вид контрольного листка при контроле по количественному признаку
3. Диаграммы Парето
Диаграмма Парето — инструмент, позволяющий выполнить предварительную оценку основных причин
3. Диаграммы Парето
Диаграмма Парето — инструмент, позволяющий выполнить предварительную оценку основных причин
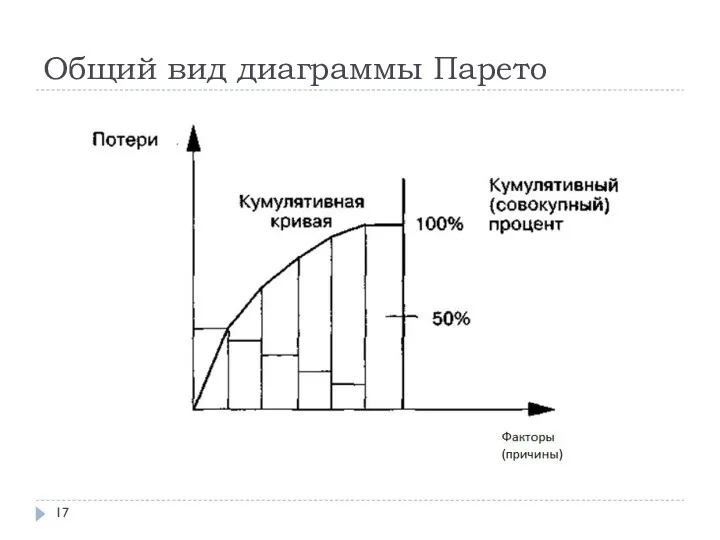
Общий вид диаграммы Парето
Общий вид диаграммы Парето

Пример диаграммы Паретто
Пример диаграммы Паретто
Виды диаграмм Парето
1. Диаграмма Парето по результатам деятельности. Эта диаграмма предназначена для
Виды диаграмм Парето
1. Диаграмма Парето по результатам деятельности. Эта диаграмма предназначена для
Построение диаграммы Парето
Этап 1. Решите, какие проблемы надлежит исследовать и как собирать
Построение диаграммы Парето
Этап 1. Решите, какие проблемы надлежит исследовать и как собирать
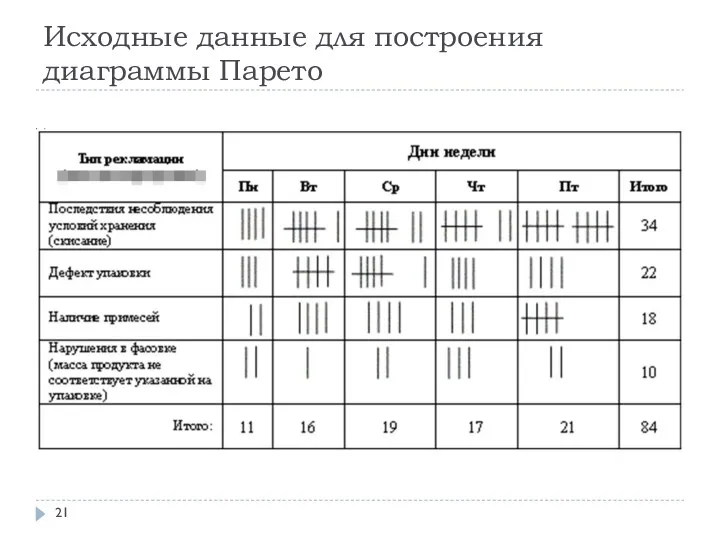
Исходные данные для построения диаграммы Парето
Исходные данные для построения диаграммы Парето
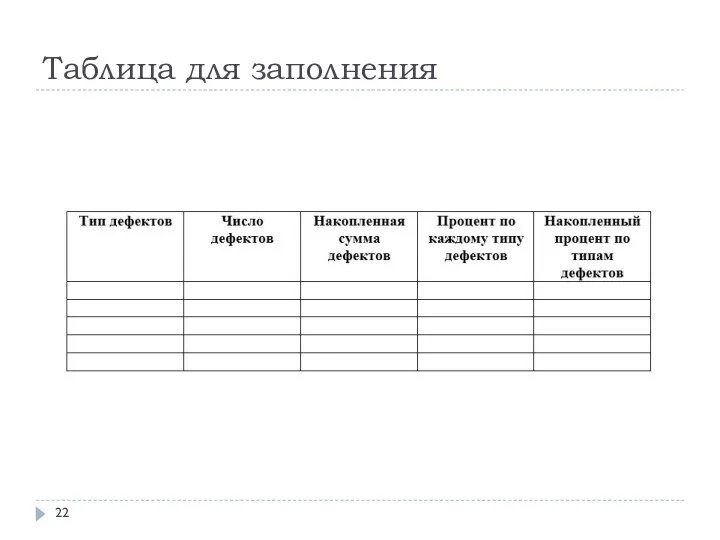
Таблица для заполнения
Таблица для заполнения
4. Метод расслаивания(стратификация)
«Расслаивание»– разделение полученных данных на отдельные группы (слои, страты)
4. Метод расслаивания(стратификация)
«Расслаивание»– разделение полученных данных на отдельные группы (слои, страты)
5. Гистограммы
Гистограмма – это инструмент, позволяющий зрительно оценить закон распределения величины
5. Гистограммы
Гистограмма – это инструмент, позволяющий зрительно оценить закон распределения величины
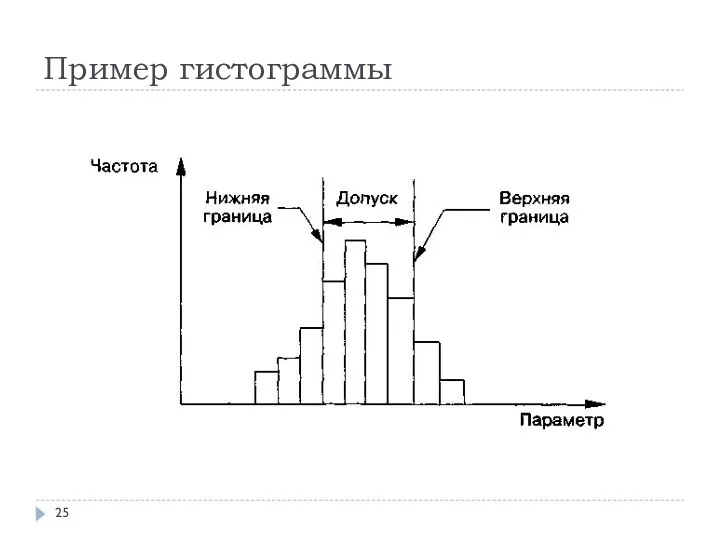
Пример гистограммы
Пример гистограммы
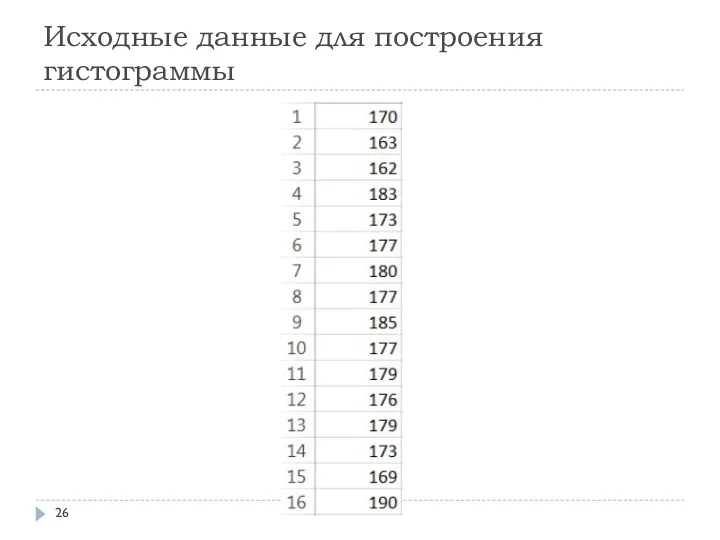
Исходные данные для построения гистограммы
Исходные данные для построения гистограммы
Правило шести сигм
Шесть сигм — статистическая концепция, на основе которой процесс
Правило шести сигм
Шесть сигм — статистическая концепция, на основе которой процесс
Правило шести сигм
Правило шести сигм
Пример гистограммы
Пример гистограммы
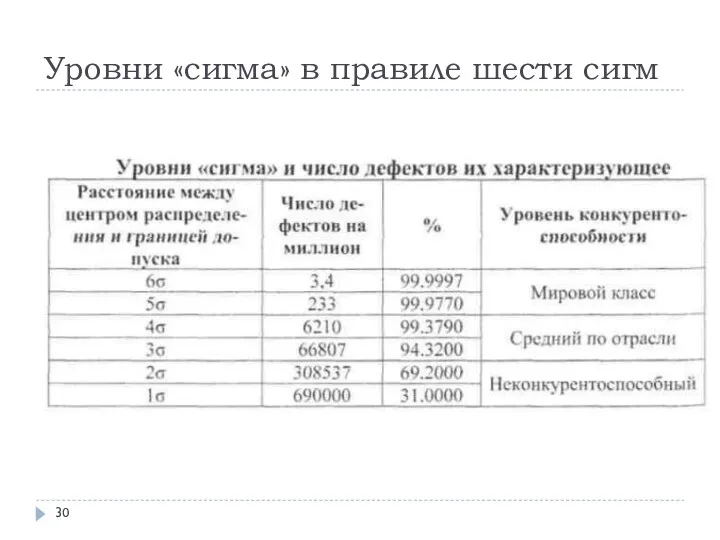
Уровни «сигма» в правиле шести сигм
Уровни «сигма» в правиле шести сигм
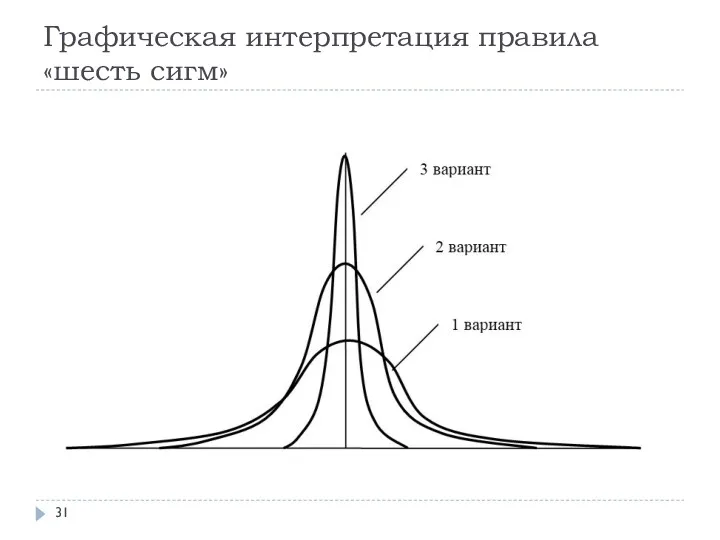
Графическая интерпретация правила«шесть сигм»
Графическая интерпретация правила«шесть сигм»
6. Диаграммы разброса
Цель метода
Выяснение существования зависимости и выявление характера связи между
6. Диаграммы разброса
Цель метода
Выяснение существования зависимости и выявление характера связи между
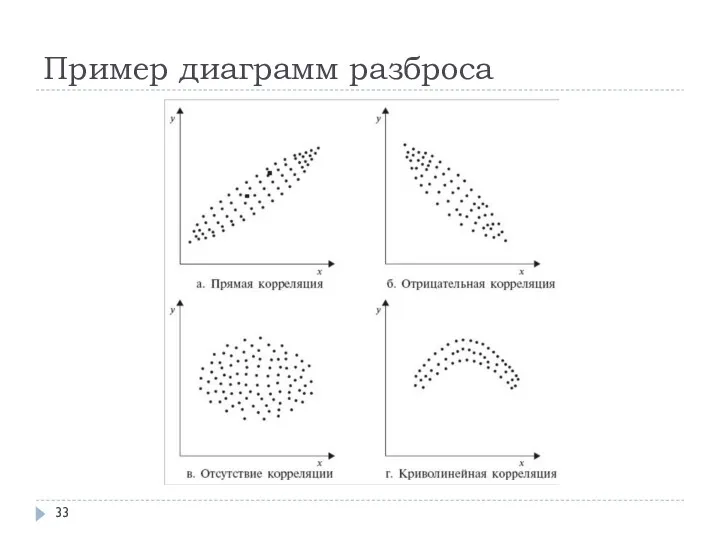
Пример диаграмм разброса
Пример диаграмм разброса
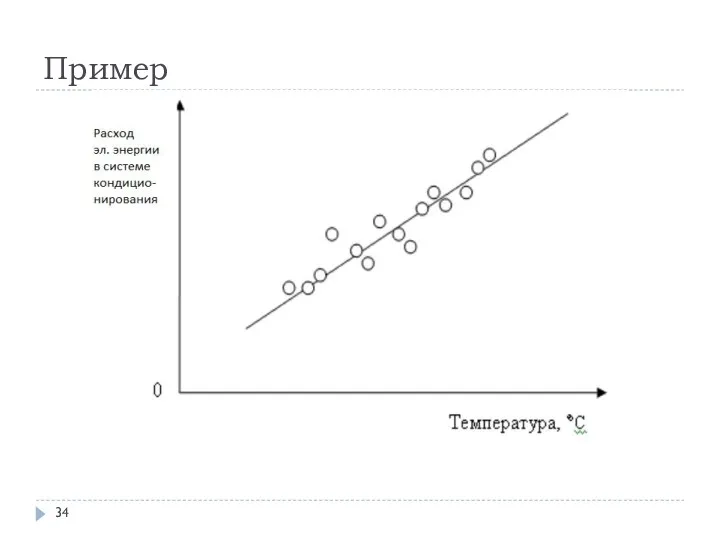
Пример
Пример
Построение диаграммы разброса
Этап 1. Соберите парные данные (х, у), между которыми вы
Построение диаграммы разброса
Этап 1. Соберите парные данные (х, у), между которыми вы
Построение диаграммы разброса
Этап 3. На отдельном листе бумаги начертите график и нанесите
Построение диаграммы разброса
Этап 3. На отдельном листе бумаги начертите график и нанесите
Построение диаграммы разброса
Этап 1. Соберите парные данные (х, у), между которыми вы
Построение диаграммы разброса
Этап 1. Соберите парные данные (х, у), между которыми вы
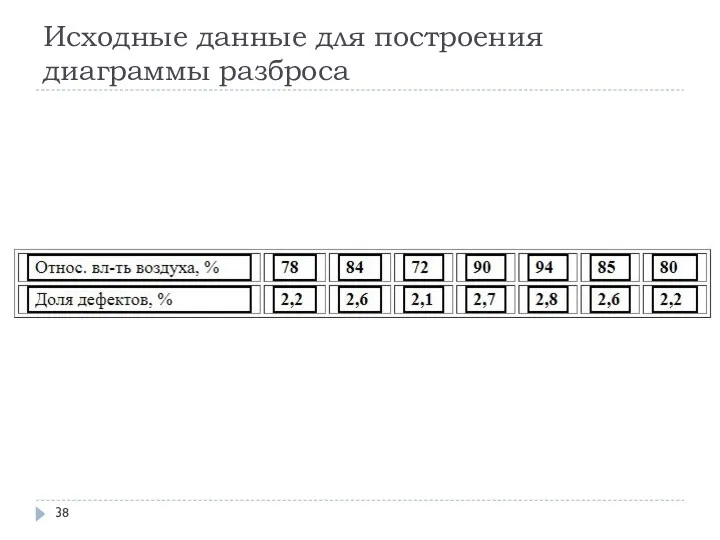
Исходные данные для построения диаграммы разброса
Исходные данные для построения диаграммы разброса
7. Контрольные карты
Контрольные карты – это представление полученных в ходе технологического
7. Контрольные карты
Контрольные карты – это представление полученных в ходе технологического
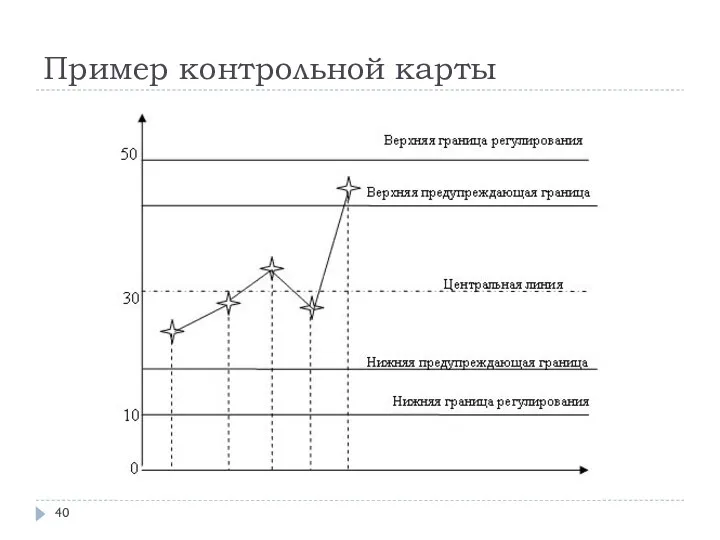
Пример контрольной карты
Пример контрольной карты
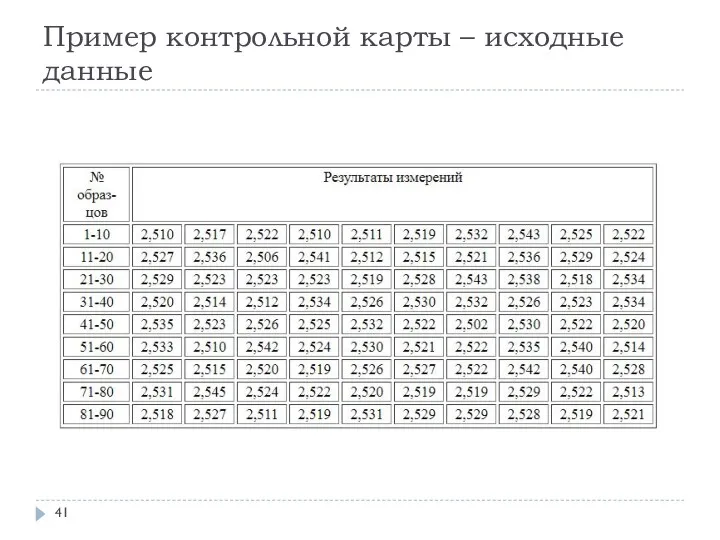
Пример контрольной карты – исходные данные
Пример контрольной карты – исходные данные

Пример контрольной карты
Пример контрольной карты
 Жеке дара ұдайы өндіріс теориясының негізі. Дәріс 6
Жеке дара ұдайы өндіріс теориясының негізі. Дәріс 6 Время. Скорость. Расстояние
Время. Скорость. Расстояние веселые игрушки
веселые игрушки Информация для родителей будущих первоклассников
Информация для родителей будущих первоклассников Сложение и вычитание векторов
Сложение и вычитание векторов Млечный Путь
Млечный Путь Макроэкономика. Макроэкономическая нестабильность: циклическое развитие экономики, инфляция, безработица. Тема 4
Макроэкономика. Макроэкономическая нестабильность: циклическое развитие экономики, инфляция, безработица. Тема 4 Шаблон Фракталы-9
Шаблон Фракталы-9 Семь мудрецов Древней Греции
Семь мудрецов Древней Греции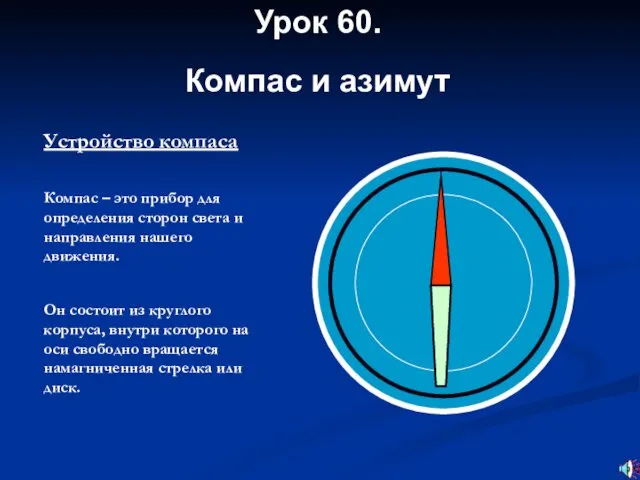 Компас и азимут
Компас и азимут Организация видов работ при эксплуатации и реконструкции строительных объектов
Организация видов работ при эксплуатации и реконструкции строительных объектов Служба главного механика Интерпайп сталь
Служба главного механика Интерпайп сталь Общее учение об опухолях. Мезенхимальные опухоли
Общее учение об опухолях. Мезенхимальные опухоли Презентация к уроку: Классификация кислородсодержащих органических веществ
Презентация к уроку: Классификация кислородсодержащих органических веществ HNX Series Show you a real world!
HNX Series Show you a real world! Проблемы трудоустройства молодых специалистов в России
Проблемы трудоустройства молодых специалистов в России Преобразование комплексного чертежа
Преобразование комплексного чертежа Женская одежда
Женская одежда Методическая разработка урока по химии Металлы
Методическая разработка урока по химии Металлы Выигрышные стратегии
Выигрышные стратегии Особенности окраски полов. Лаки и эмали. Дефекты и способы их устранения
Особенности окраски полов. Лаки и эмали. Дефекты и способы их устранения Работа с таблицами как средство формирования УУД на уроках математики
Работа с таблицами как средство формирования УУД на уроках математики Lectio divina або наука Божа
Lectio divina або наука Божа Презентация к классному часу на тему Здоровые дети в здоровой семье.
Презентация к классному часу на тему Здоровые дети в здоровой семье. Презентация к уроку технологии Что такое телеграмма
Презентация к уроку технологии Что такое телеграмма Лабораторная работа с применением Ц. Л. Архимед проводится на обобщающем уроке в 10 классе на органической химии, после изучения тем: Сложные эфиры, Жиры, Моющие вещества.
Лабораторная работа с применением Ц. Л. Архимед проводится на обобщающем уроке в 10 классе на органической химии, после изучения тем: Сложные эфиры, Жиры, Моющие вещества. Комплаентность пациента с артериальной гипертензией. Роль фельдшера
Комплаентность пациента с артериальной гипертензией. Роль фельдшера Приоритетные линейки топливных изделий на основе местного сырья и технологий термохимической конверсии
Приоритетные линейки топливных изделий на основе местного сырья и технологий термохимической конверсии