Контрольно-измерительные приборы. Механизация и автоматизация производственного процесса презентация
- Контрольно-измерительные приборы. Механизация и автоматизация производственного процесса

Содержание
- 2. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ Контрольно-измерительные приборы - устройства для получения информации о состоянии технологических процессов путем измерения их
- 3. ТЕРМОПАРЫ Термопара ГОСТ Р 8.585-2001 представляет собой устройство для измерения температуры, которое состоит из двух разнородных
- 4. Типы термопар Тип E Сплав хромель – константан. Данное соединение имеет высокую производительность (68 мкВ /
- 5. ОПТИЧЕСКИЙ ПИРОМЕТР Принцип действия оптических пирометров основан на сравнении в монохроматическом свете яркости излучения исследуемого накаленного
- 6. Классификация пирометров . Существует несколько классифицирующих подразделений пирометров: По основной используемой методике работы: инфракрасные (радиометры), использующие
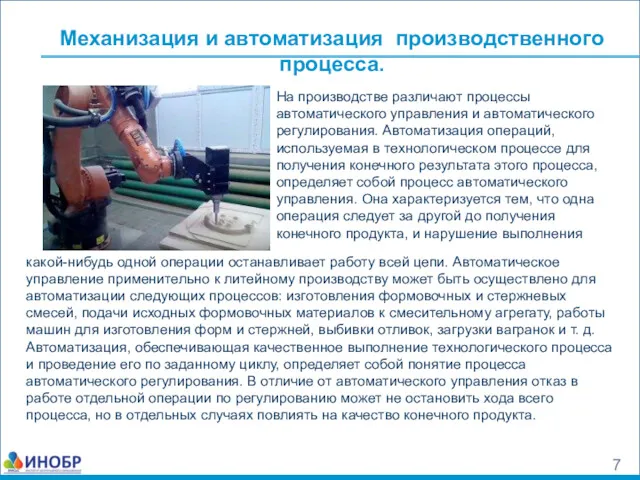
- 7. Механизация и автоматизация производственного процесса. На производстве различают процессы автоматического управления и автоматического регулирования. Автоматизация операций,
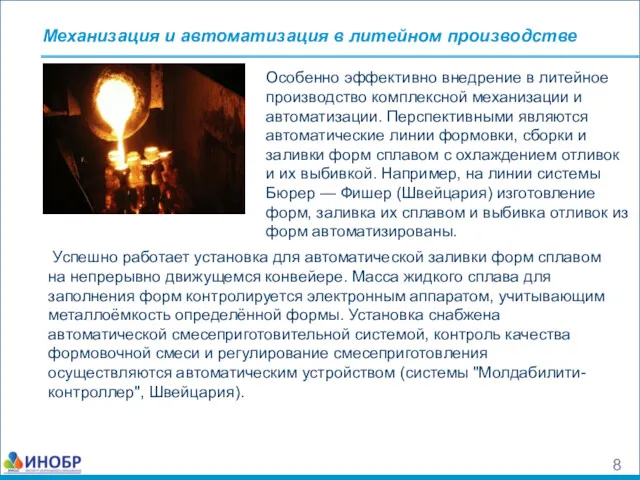
- 8. Механизация и автоматизация в литейном производстве Особенно эффективно внедрение в литейное производство комплексной механизации и автоматизации.
- 9. Схема автоматизации заливки форм Ручная заливка литейных форм металлом несовместима с комплексной автоматизацией всего процесса производства
- 10. Установка для заливки литейных форм Установка для автоматической заливки форм по массе на конвейере показана на
- 12. Скачать презентацию

КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
Контрольно-измерительные приборы - устройства для получения информации о состоянии технологических
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
Контрольно-измерительные приборы - устройства для получения информации о состоянии технологических
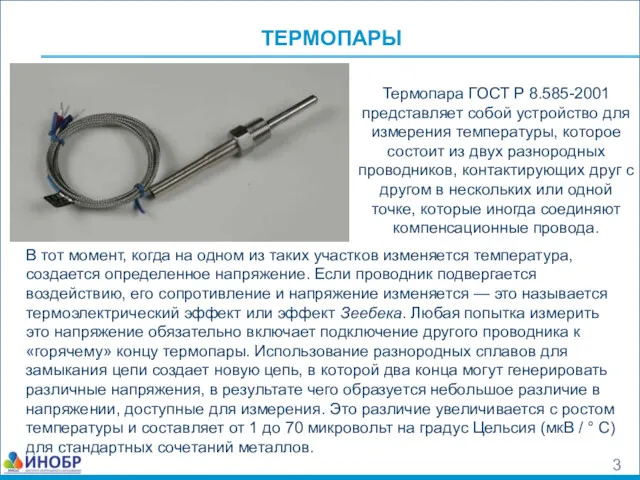
ТЕРМОПАРЫ
Термопара ГОСТ Р 8.585-2001 представляет собой устройство для измерения температуры, которое состоит из двух
ТЕРМОПАРЫ
Термопара ГОСТ Р 8.585-2001 представляет собой устройство для измерения температуры, которое состоит из двух
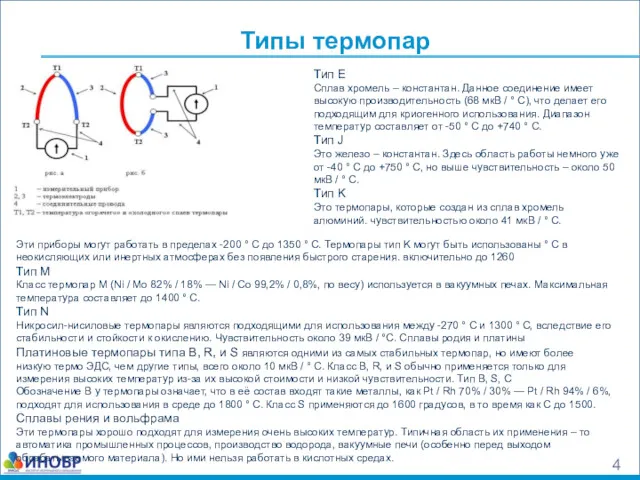
Типы термопар
Тип E
Сплав хромель – константан. Данное соединение имеет
Типы термопар
Тип E
Сплав хромель – константан. Данное соединение имеет

ОПТИЧЕСКИЙ ПИРОМЕТР
Принцип действия оптических пирометров основан на сравнении в монохроматическом свете яркости
ОПТИЧЕСКИЙ ПИРОМЕТР
Принцип действия оптических пирометров основан на сравнении в монохроматическом свете яркости

Классификация пирометров
.
Существует несколько классифицирующих подразделений пирометров:
По основной используемой методике работы:
инфракрасные (радиометры),
Классификация пирометров
.
Существует несколько классифицирующих подразделений пирометров:
По основной используемой методике работы:
инфракрасные (радиометры),
Механизация и автоматизация производственного процесса.
На производстве различают процессы автоматического управления и
Механизация и автоматизация производственного процесса.
На производстве различают процессы автоматического управления и
Механизация и автоматизация в литейном производстве
Особенно эффективно внедрение в литейное производство
Механизация и автоматизация в литейном производстве
Особенно эффективно внедрение в литейное производство
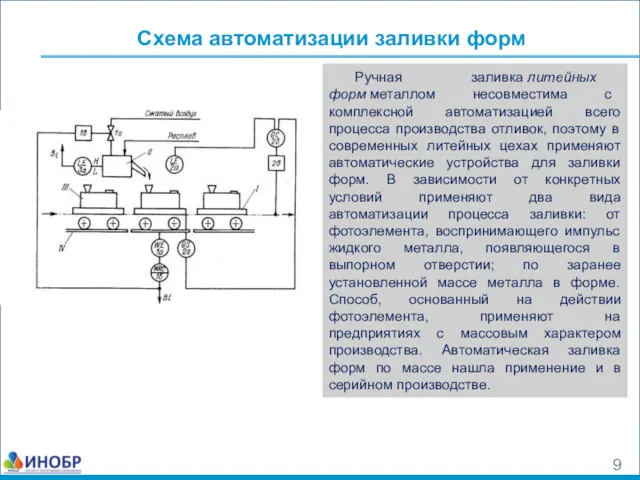
Схема автоматизации заливки форм
Ручная заливка литейных форм металлом несовместима с комплексной автоматизацией всего
Схема автоматизации заливки форм
Ручная заливка литейных форм металлом несовместима с комплексной автоматизацией всего

Установка для заливки литейных форм
Установка для автоматической заливки форм по массе
Установка для заливки литейных форм
Установка для автоматической заливки форм по массе
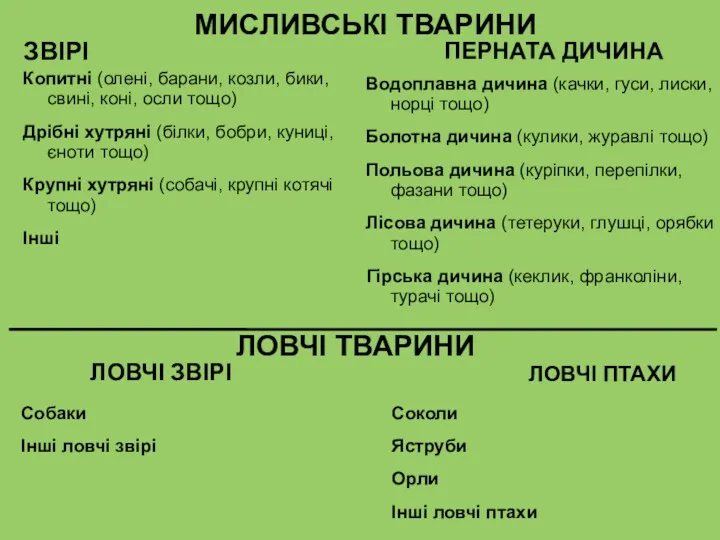 Мисливські тварини
Мисливські тварини Хетагуров К.Л.Нар
Хетагуров К.Л.Нар Углерод. Физические свойства
Углерод. Физические свойства Культурная история Казахстана в период российской колонизации (ХIХ - начало ХХ вв.)
Культурная история Казахстана в период российской колонизации (ХIХ - начало ХХ вв.) Презентация курса внеурочной деятельности Родная Самара для учащихся 5 классов
Презентация курса внеурочной деятельности Родная Самара для учащихся 5 классов Поглотительная способность почвы, ее роль в питании растений и применении удобрений
Поглотительная способность почвы, ее роль в питании растений и применении удобрений Классный час Россия из века в век. 1150 лет Российской государственности
Классный час Россия из века в век. 1150 лет Российской государственности Корригирующие операции при деформации суставов
Корригирующие операции при деформации суставов презентация по познавательно-интеллектуальному развитию Маленькие исследователи II младшая группа
презентация по познавательно-интеллектуальному развитию Маленькие исследователи II младшая группа Биохимические методы исследования,используемые в эндокринологии,в норме и в патологии,иетерпретация результатов
Биохимические методы исследования,используемые в эндокринологии,в норме и в патологии,иетерпретация результатов Алкогольный синдром плода
Алкогольный синдром плода Рак вульвы
Рак вульвы Презентация к открытому уроку по математике в 6 классе Тема Решение уравнений и задач
Презентация к открытому уроку по математике в 6 классе Тема Решение уравнений и задач Боль в неврологии. Незнакомые грани знакомых случаев
Боль в неврологии. Незнакомые грани знакомых случаев Внеклассное мероприятие Презентация Фестиваль Дружбы народов в Сочи
Внеклассное мероприятие Презентация Фестиваль Дружбы народов в Сочи Презентация Зимние виды спорта
Презентация Зимние виды спорта Вода в природе. Основные свойства воды
Вода в природе. Основные свойства воды Культура речи. Нормы современного русского языка. Орфоэпические нормы
Культура речи. Нормы современного русского языка. Орфоэпические нормы Инновационные приемы работы в рамках научно-исследовательской деятельности
Инновационные приемы работы в рамках научно-исследовательской деятельности Использование блоков З. Дьенеша для развития логических операций мышления в дошкольном возрасте.
Использование блоков З. Дьенеша для развития логических операций мышления в дошкольном возрасте. Энергосбережение. Что такое энергия?
Энергосбережение. Что такое энергия? Переходные и непереходные глаголы
Переходные и непереходные глаголы Фет Афанасий Афанасьевич (1820 - 1892)
Фет Афанасий Афанасьевич (1820 - 1892) Обязательство, возникшее вследствие причинения вреда
Обязательство, возникшее вследствие причинения вреда Техника и технология добычи и подготовки нефти и газа
Техника и технология добычи и подготовки нефти и газа Мое педагогическое кредо (часть1)
Мое педагогическое кредо (часть1) ВКР: Психологическое сопровождение семьи и школы в процессе профессионального ориентирования подростков
ВКР: Психологическое сопровождение семьи и школы в процессе профессионального ориентирования подростков Мастер-класс по оригами. Цветы. Лилия.
Мастер-класс по оригами. Цветы. Лилия.