Лакокрасочные покрытия. Методы нанесения лакокрасочных материалов. Метод окунания. (Лекция 5) презентация
- Лакокрасочные покрытия. Методы нанесения лакокрасочных материалов. Метод окунания. (Лекция 5)

Содержание
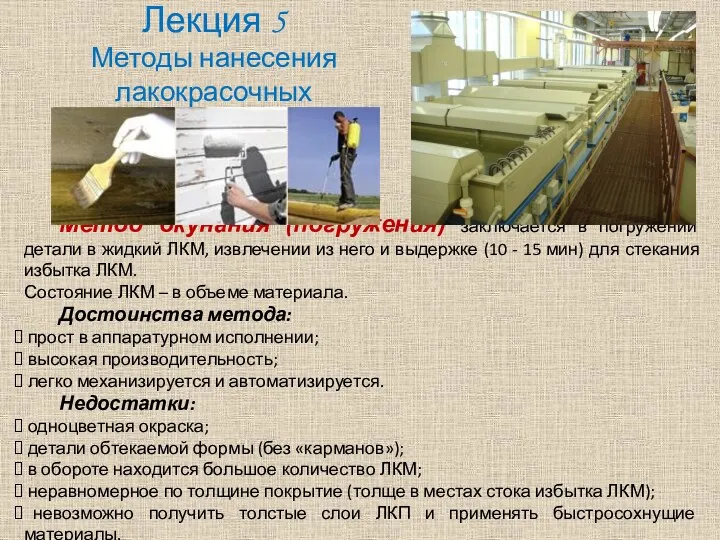
- 2. Лекция 5 Методы нанесения лакокрасочных материалов Метод окунания (погружения) заключается в погружении детали в жидкий ЛКМ,
- 3. При увеличении как скорости извлечения детали, так и вязкости материала толщина слоя ЛКМ на поверхности возрастает.
- 4. Методом окунания можно наносить почти все виды ЛКМ. Лучше использовать непигментированные или малопигментированные материалы длительной естественной
- 5. При длительной работе ванны окунания растворитель испаряется (вязкость ЛКМ увеличивается), поэтому требуется контроль состава ЛКМ. В
- 6. Окраска методом окунания (погружения)
- 7. В качестве транспорта для перемещения изделий применяют тележки, цепы, передвигаемые по рельсам при помощи цепного толкающего
- 8. При окраске окунанием в условиях мелкосерийного производства изделия погружают в ванны с ЛКМ с помощью подъемников,
- 9. Разновидности организации метода окунания Последующая выдержка в парах растворителя. Применяется для улучшения внешнего вида покрытия и
- 10. В барабанах. Для окраски мелких деталей типа кнопок, пуговиц, скрепок и т.п., размещение которых на подвесках
- 11. Струйный облив (налив) – окрашиваемые изделия проходят через «завесу» ЛКМ. Состояние ЛКМ – струя материала. Струйный
- 12. Камера струйного облива
- 13. Формирование покрытия в парах растворителя отличается от формирования на воздухе. Замедляются испарение растворителя из пленки и
- 15. Скачать презентацию
Лекция 5
Методы нанесения лакокрасочных материалов
Метод окунания (погружения) заключается в погружении
Лекция 5
Методы нанесения лакокрасочных материалов
Метод окунания (погружения) заключается в погружении
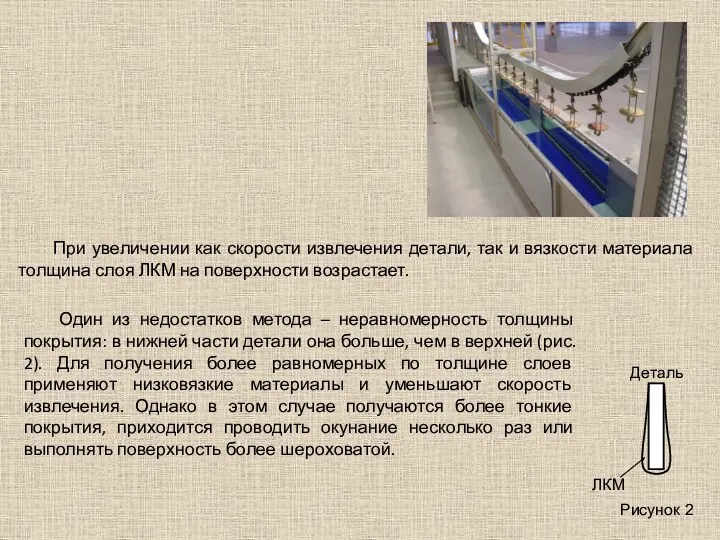
При увеличении как скорости извлечения детали, так и вязкости материала толщина
При увеличении как скорости извлечения детали, так и вязкости материала толщина

Методом окунания можно наносить почти все виды ЛКМ. Лучше использовать непигментированные
Методом окунания можно наносить почти все виды ЛКМ. Лучше использовать непигментированные
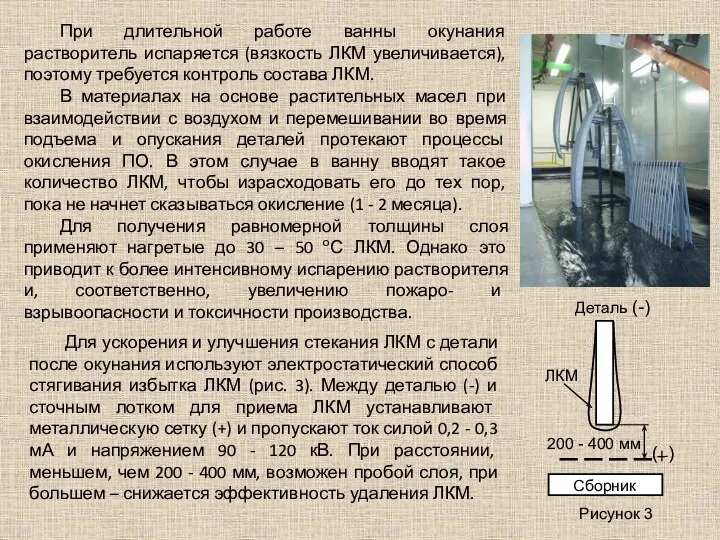
При длительной работе ванны окунания растворитель испаряется (вязкость ЛКМ увеличивается), поэтому
При длительной работе ванны окунания растворитель испаряется (вязкость ЛКМ увеличивается), поэтому

Окраска методом окунания (погружения)
Окраска методом окунания (погружения)

В качестве транспорта для перемещения изделий применяют тележки, цепы, передвигаемые по
В качестве транспорта для перемещения изделий применяют тележки, цепы, передвигаемые по

При окраске окунанием в условиях мелкосерийного производства изделия погружают в ванны
При окраске окунанием в условиях мелкосерийного производства изделия погружают в ванны

Разновидности организации метода окунания
Последующая выдержка в парах растворителя. Применяется для улучшения
Разновидности организации метода окунания
Последующая выдержка в парах растворителя. Применяется для улучшения

В барабанах. Для окраски мелких деталей типа кнопок, пуговиц, скрепок и
В барабанах. Для окраски мелких деталей типа кнопок, пуговиц, скрепок и

Струйный облив (налив) – окрашиваемые изделия проходят через «завесу» ЛКМ. Состояние
Струйный облив (налив) – окрашиваемые изделия проходят через «завесу» ЛКМ. Состояние
Камера струйного облива
Камера струйного облива
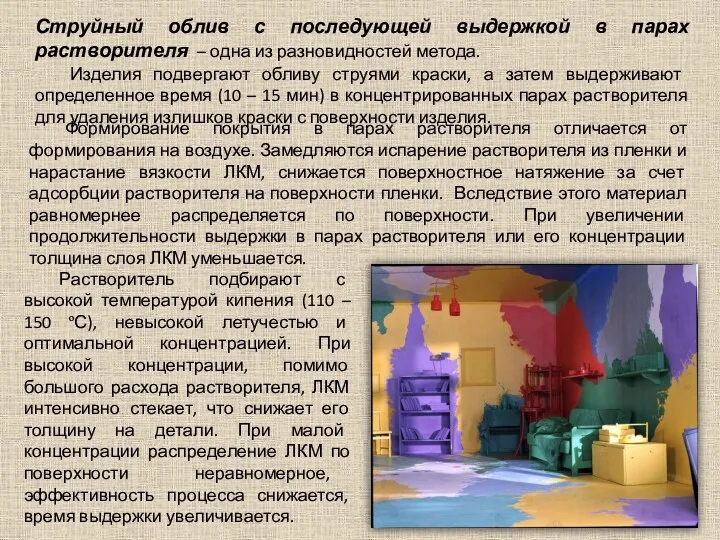
Формирование покрытия в парах растворителя отличается от формирования на воздухе. Замедляются
Формирование покрытия в парах растворителя отличается от формирования на воздухе. Замедляются
 Конфликт и его причины
Конфликт и его причины Михаил Андреевич Осоргин (1878-1942)
Михаил Андреевич Осоргин (1878-1942) 1654582221_7.1._Транспорт_в_условиях_перехода_к_рынку_(1985-1990)
1654582221_7.1._Транспорт_в_условиях_перехода_к_рынку_(1985-1990) Будова органел клітини
Будова органел клітини Методология и методика научного исследования
Методология и методика научного исследования Система органов местного самоуправления
Система органов местного самоуправления Балалардағы ҚШҰ синдромы. Клиникалық және лабораториялық диагностика
Балалардағы ҚШҰ синдромы. Клиникалық және лабораториялық диагностика Кирилл и Мефодий
Кирилл и Мефодий Пропорции. Основное свойство пропорции
Пропорции. Основное свойство пропорции Туризм. Обзор состояния отрасли
Туризм. Обзор состояния отрасли Презентация выступления на педагогическом совете по теме: ИКТ на уроках географии
Презентация выступления на педагогическом совете по теме: ИКТ на уроках географии Презентация Пуговка на счастье
Презентация Пуговка на счастье Трансформаторы. Получение и распределение энергии
Трансформаторы. Получение и распределение энергии Патопсихологические симптомокомплексы и регистр-синдромы
Патопсихологические симптомокомплексы и регистр-синдромы Памятка: сдаем отчеты за 2018 год
Памятка: сдаем отчеты за 2018 год Санитарные требования к проведению уборки. Выбор моющих средств
Санитарные требования к проведению уборки. Выбор моющих средств Проект в группе раннего возраста по теме: Наше здоровье
Проект в группе раннего возраста по теме: Наше здоровье Особливості господарства країн Європи
Особливості господарства країн Європи Контурная пластика. Базовый уровень
Контурная пластика. Базовый уровень От Версаля до Мюнхена: международные отношения в 20-30 годы
От Версаля до Мюнхена: международные отношения в 20-30 годы Центрифугирование и сепарирование
Центрифугирование и сепарирование Продвижение личного бренда
Продвижение личного бренда АльпИндустрия Сибирь. Основные принципы формирования аптечки
АльпИндустрия Сибирь. Основные принципы формирования аптечки Машины переменного тока
Машины переменного тока Развитие речи с помощью пальчиковых игр
Развитие речи с помощью пальчиковых игр Федеральный закон Об основах охраны здоровья граждан в Российской Федерации
Федеральный закон Об основах охраны здоровья граждан в Российской Федерации Предмет и значение философии
Предмет и значение философии Тексты грамот и благодарственных писем
Тексты грамот и благодарственных писем