Литейное производство как один из технологических процессов получения металлических изделий презентация
- Литейное производство как один из технологических процессов получения металлических изделий

Содержание
- 2. Литейное производство как один из технологических процессов получения металлических изделий. История развития литейного производства
- 3. Способы получения металлических изделий Литье Резание Электроискровая (эрозионная) обработка Обработка давлением Порошковая металлургия Гальванопластика
- 4. Сущность технологии получения отливок заключается в том, что расплавленный и перегретый сплав заданного состава заливается в
- 5. Литьё - это промышленные изделия Автомобилестроение: блоки цилиндров и поршни, корпуса редукторов и мостов, коленчатые валы,
- 6. Судостроение: гребной винт и якорь корабля, механизмы управления потоками жидкостей и газов
- 7. Железнодорожный транспорт: рама тележки вагона, детали автосцепки, тюбинги для тоннелей
- 8. Авиация и космонавтика: детали двигателей, корпусов …..
- 9. Литьё - это предметы быта Посуда: сковороды и утятницы, котелки и ковшики, бытовая техника и приспособления
- 10. Камины и печи: дверцы и задвижки, плиты и колосники, порталы и духовки, радиаторы отопления
- 11. Литьё - это художественные изделия Скульптура: памятники, бюсты, интерьерные композиции, садовые фигуры
- 12. Декор и дизайн: фонари и ограды, опоры скамеек, вазы
- 13. Мебель, лестницы
- 14. ювелирные изделия
- 15. Ритуальные предметы: церковная утварь, колокола, надгробия и ограды, подсвечники
- 16. Литьё - это современные информационные технологии Компьютерное моделирование процессов литейного производства: результат применения накопленного потенциала математики,
- 17. Современные технологии ускоренной подготовки литейного производства Оптическая оцифровка Лазерная стериолитография Трехмерная печать
- 18. Объем производства литья в мире в 2008г.
- 20. Доля сплавов в фасонном литье в 2008г. в 2012 году
- 21. Распределение отливок по сплавам в 2008г.: Чугун (всего) : 4.9 млн.т – 70% Серый чугун :
- 22. Распределение литья по сплавам 2008 г. 2012 г.
- 23. Объемы производства отливок Общее число литейных предприятий: 1250 – произвели в 2012 – 4,3 млн. тонн
- 24. Производство отливок из цветных металлов
- 25. Производство отливок по областям в 2012 году.
- 26. Получение простейших отливок литьем в открытые формы Получение оттиска в почве Древняя отливка. 2500 г. до
- 27. Каменные литейные формы
- 28. Литейная мастерская в древнем Египте Роспись из гробницы в Фивах. XVI – XIV вв. до н.
- 29. Бронзовые изделия скифских литейщиков
- 30. Литые чудеса света Колосс Родосский Статуя Зевса в Олимпии
- 31. Царь- Колокол Авторы – Иван и Михаил Моторины Год создания – 1733 – 1735 Вес –
- 32. Крупнейшие колокола мира
- 33. Старинная пушка
- 34. Царь-Пушка Автор – Андрей Чохов Год создания – 1596 Вес – 2400 пудов (40 тонн), а
- 35. Царь-отливки Царь-колокол Царь-пушка Царь-лев (Китай, 954 г., 100 тонн) Царь-чайник (Япония, XIV в., 16 тонн) Статуя
- 36. Царь-лев
- 37. Статуя Будды
- 38. Медный Всадник Год создания – 1782 Скульптор – Этьен Фальконе На изготовление памятника израсходовано 21616 кг
- 39. Каслинское литье
- 44. Скачать презентацию
Литейное производство как один из технологических процессов получения металлических изделий.
История развития
Литейное производство как один из технологических процессов получения металлических изделий. История развития
Способы получения металлических изделий
Литье
Резание
Электроискровая (эрозионная) обработка
Обработка давлением
Порошковая металлургия
Гальванопластика
Способы получения металлических изделий
Литье
Резание
Электроискровая (эрозионная) обработка
Обработка давлением
Порошковая металлургия
Гальванопластика
Сущность технологии получения отливок заключается в том, что расплавленный и перегретый
Сущность технологии получения отливок заключается в том, что расплавленный и перегретый

Литьё - это промышленные изделия
Автомобилестроение:
блоки цилиндров и поршни,
корпуса редукторов и мостов,
коленчатые
Литьё - это промышленные изделия
Автомобилестроение: блоки цилиндров и поршни, корпуса редукторов и мостов, коленчатые

Судостроение:
гребной винт и якорь корабля,
механизмы управления потоками жидкостей и газов
Судостроение:
гребной винт и якорь корабля,
механизмы управления потоками жидкостей и газов
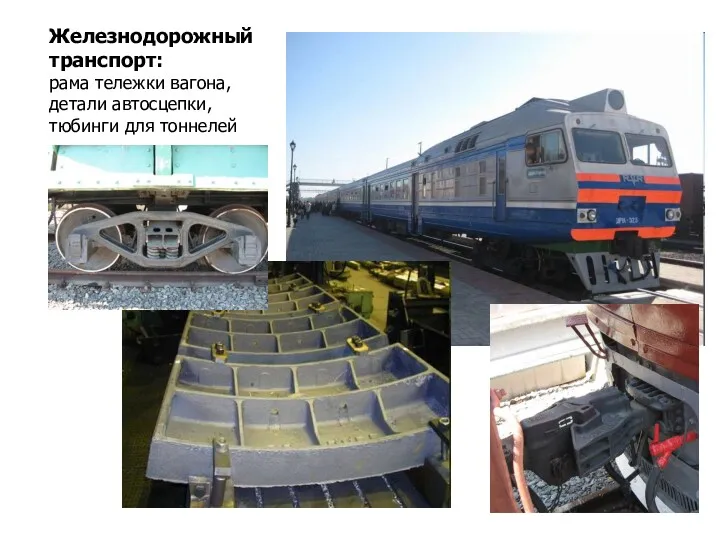
Железнодорожный транспорт:
рама тележки вагона,
детали автосцепки,
тюбинги для тоннелей
Железнодорожный транспорт:
рама тележки вагона,
детали автосцепки,
тюбинги для тоннелей
Авиация и космонавтика:
детали двигателей, корпусов …..
Авиация и космонавтика:
детали двигателей, корпусов …..

Литьё - это предметы быта
Посуда:
сковороды и утятницы,
котелки и ковшики,
бытовая техника и
Литьё - это предметы быта
Посуда: сковороды и утятницы, котелки и ковшики, бытовая техника и

Камины и печи:
дверцы и задвижки,
плиты и колосники,
порталы и духовки, радиаторы отопления
Камины и печи: дверцы и задвижки, плиты и колосники, порталы и духовки, радиаторы отопления
Литьё - это художественные изделия
Скульптура:
памятники, бюсты,
интерьерные композиции,
садовые фигуры
Литьё - это художественные изделия
Скульптура:
памятники, бюсты,
интерьерные композиции,
садовые фигуры

Декор и дизайн:
фонари и ограды,
опоры скамеек, вазы
Декор и дизайн:
фонари и ограды,
опоры скамеек, вазы
Мебель, лестницы
Мебель, лестницы

ювелирные изделия
ювелирные изделия
Ритуальные предметы:
церковная утварь, колокола,
надгробия и ограды,
подсвечники
Ритуальные предметы:
церковная утварь, колокола,
надгробия и ограды,
подсвечники

Литьё - это современные информационные технологии
Компьютерное моделирование процессов литейного производства:
результат применения
Литьё - это современные информационные технологии
Компьютерное моделирование процессов литейного производства: результат применения
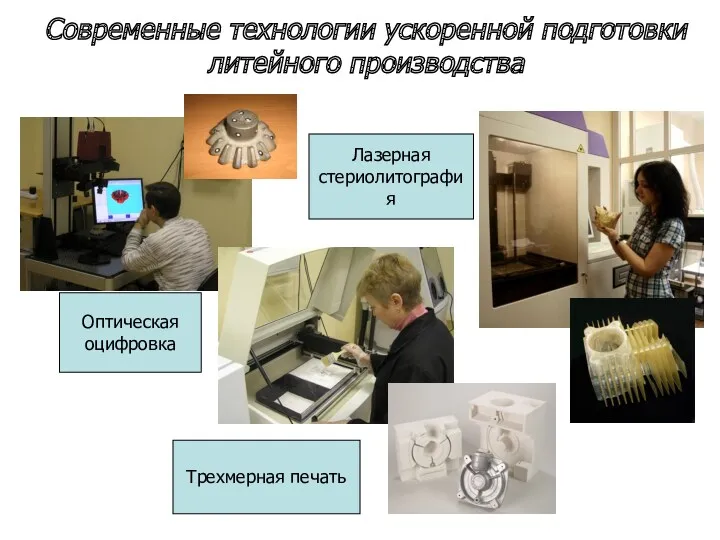
Современные технологии ускоренной подготовки литейного производства
Оптическая
оцифровка
Лазерная
стериолитография
Трехмерная печать
Современные технологии ускоренной подготовки литейного производства
Оптическая
оцифровка
Лазерная
стериолитография
Трехмерная печать
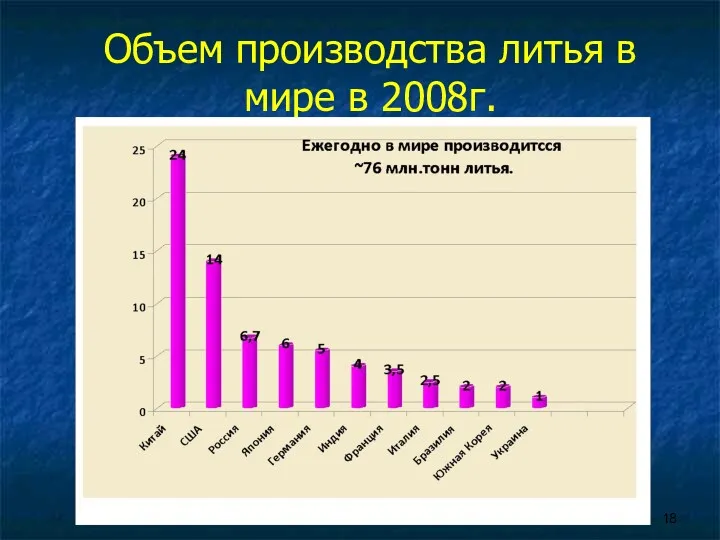
Объем производства литья в мире в 2008г.
Объем производства литья в мире в 2008г.
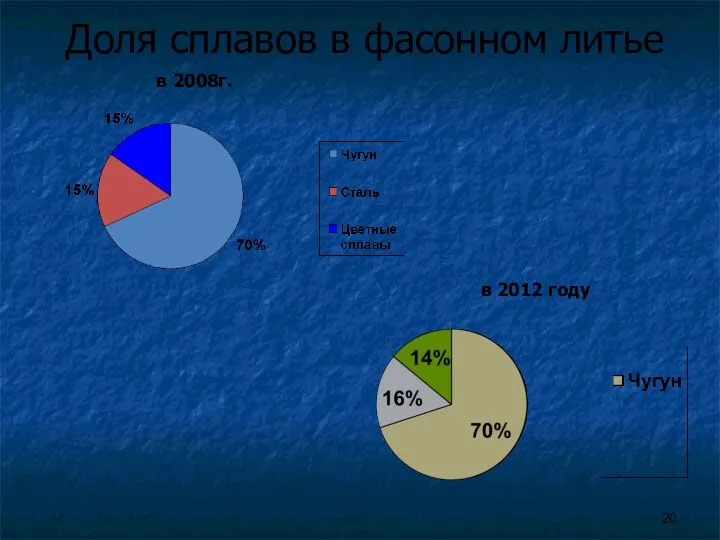
Доля сплавов в фасонном литье
в 2008г.
в 2012 году
Доля сплавов в фасонном литье
в 2008г.
в 2012 году
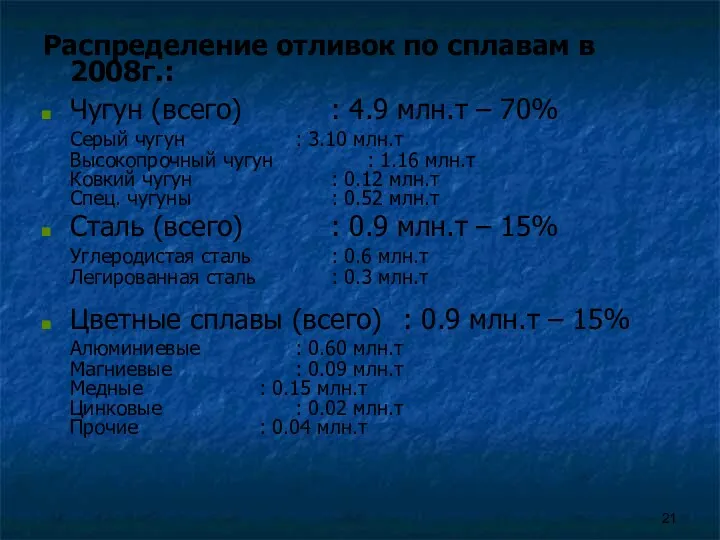
Распределение отливок по сплавам в 2008г.:
Чугун (всего) : 4.9 млн.т – 70%
Серый
Распределение отливок по сплавам в 2008г.:
Чугун (всего) : 4.9 млн.т – 70%
Серый

Распределение литья по сплавам
2008 г.
2012 г.
Распределение литья по сплавам
2008 г.
2012 г.
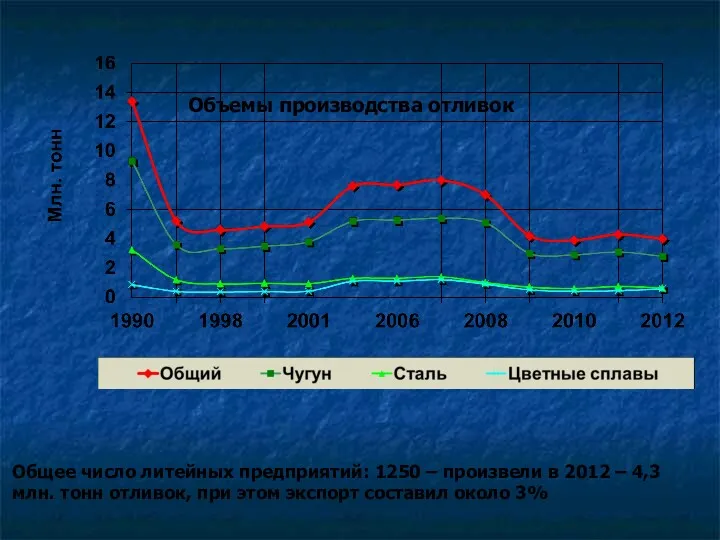
Объемы производства отливок
Общее число литейных предприятий: 1250 – произвели в 2012
Объемы производства отливок
Общее число литейных предприятий: 1250 – произвели в 2012
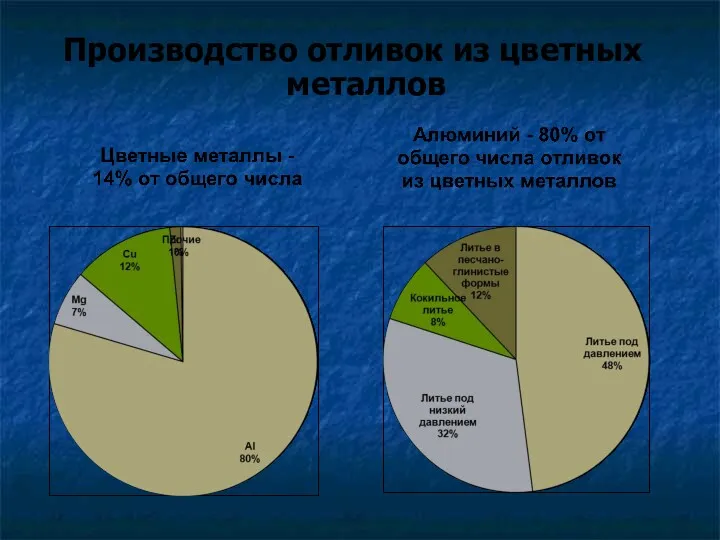
Производство отливок из цветных металлов
Производство отливок из цветных металлов
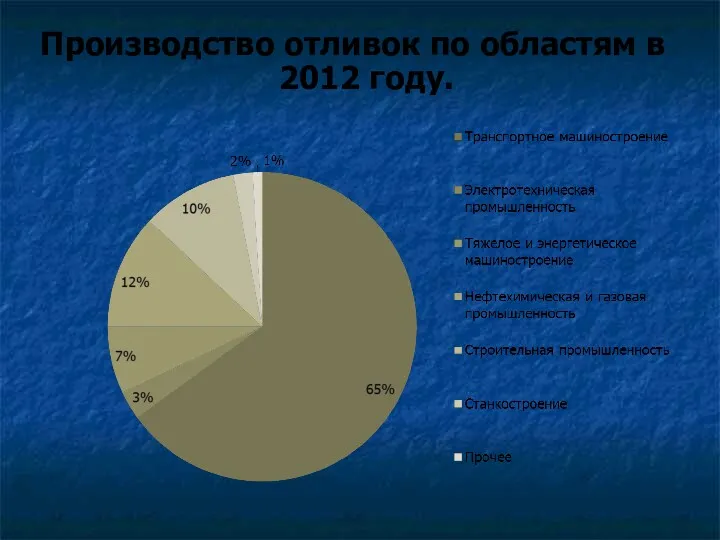
Производство отливок по областям в 2012 году.
Производство отливок по областям в 2012 году.

Получение простейших отливок литьем в открытые формы
Получение оттиска в почве
Древняя отливка.
Получение простейших отливок литьем в открытые формы
Получение оттиска в почве
Древняя отливка.

Каменные литейные формы
Каменные литейные формы
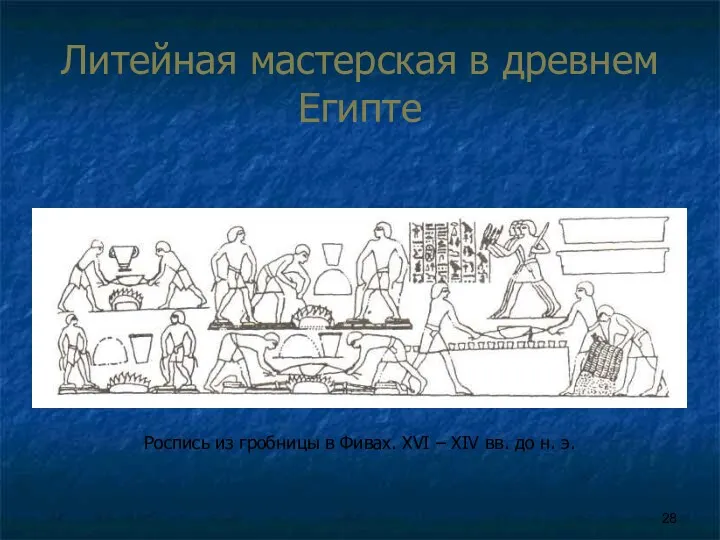
Литейная мастерская в древнем Египте
Роспись из гробницы в Фивах. XVI –
Литейная мастерская в древнем Египте
Роспись из гробницы в Фивах. XVI –

Бронзовые изделия скифских литейщиков
Бронзовые изделия скифских литейщиков
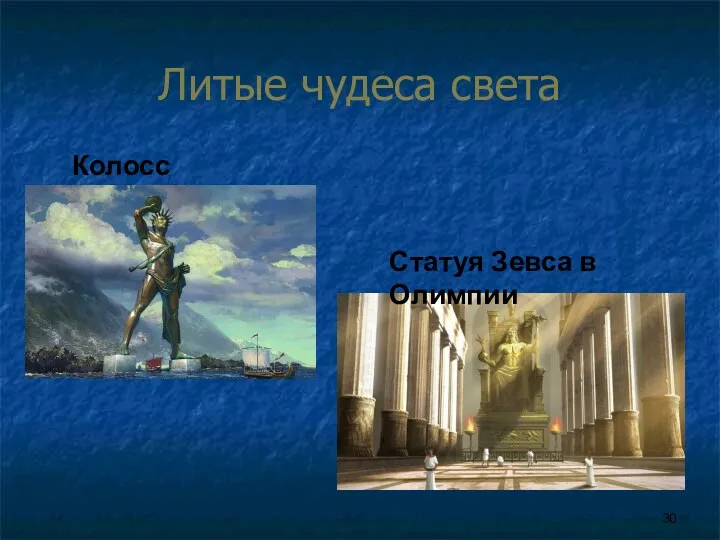
Литые чудеса света
Колосс Родосский
Статуя Зевса в Олимпии
Литые чудеса света
Колосс Родосский
Статуя Зевса в Олимпии
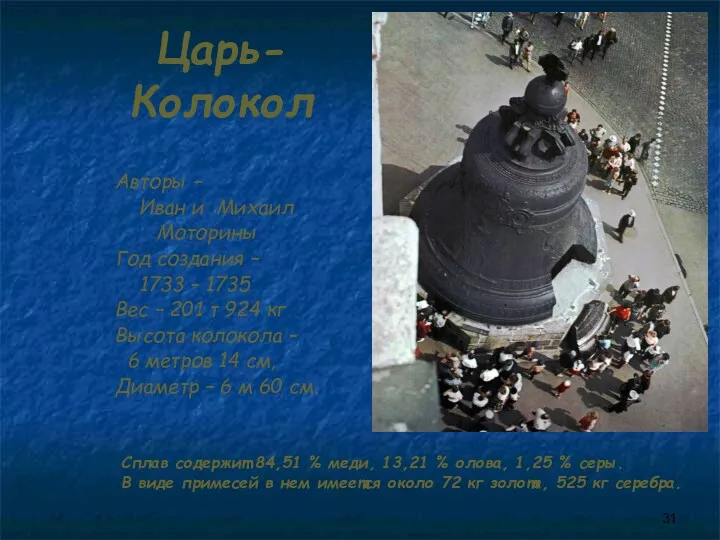
Царь-
Колокол
Авторы –
Иван и Михаил
Моторины
Год создания –
Царь-
Колокол
Авторы –
Иван и Михаил
Моторины
Год создания –

Крупнейшие колокола мира
Крупнейшие колокола мира
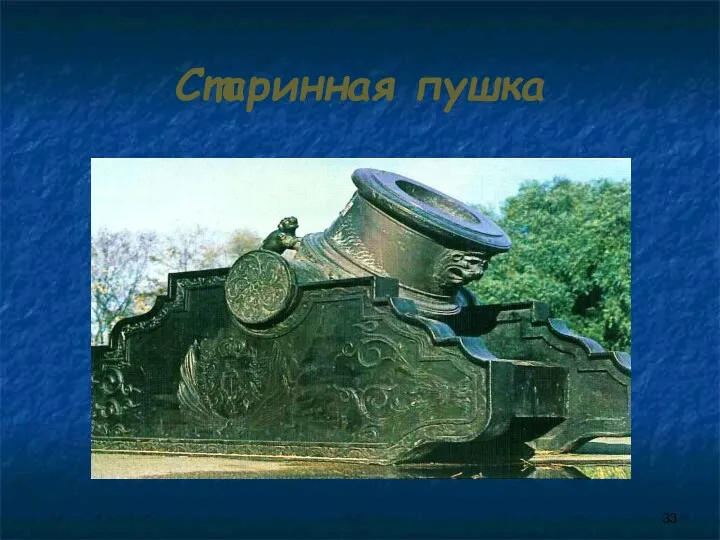
Старинная пушка
Старинная пушка

Царь-Пушка
Автор – Андрей Чохов
Год создания – 1596
Вес – 2400 пудов
Царь-Пушка
Автор – Андрей Чохов
Год создания – 1596
Вес – 2400 пудов
Царь-отливки
Царь-колокол
Царь-пушка
Царь-лев (Китай, 954 г., 100 тонн)
Царь-чайник (Япония, XIV в., 16 тонн)
Статуя
Царь-отливки
Царь-колокол
Царь-пушка
Царь-лев (Китай, 954 г., 100 тонн)
Царь-чайник (Япония, XIV в., 16 тонн)
Статуя
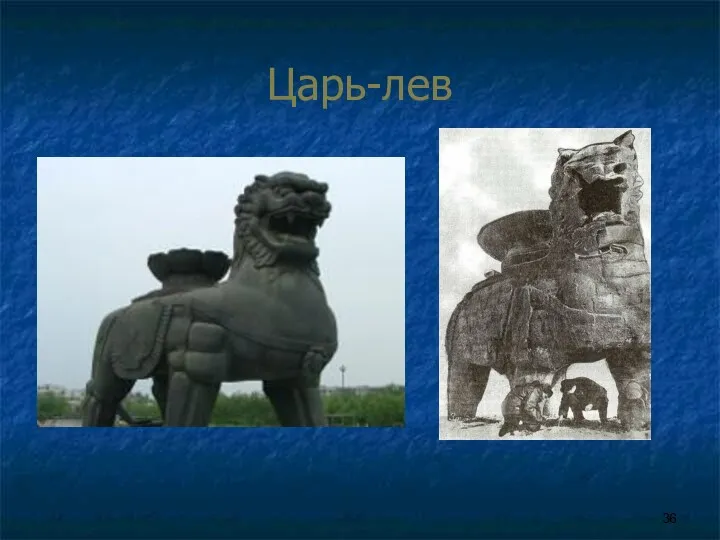
Царь-лев
Царь-лев

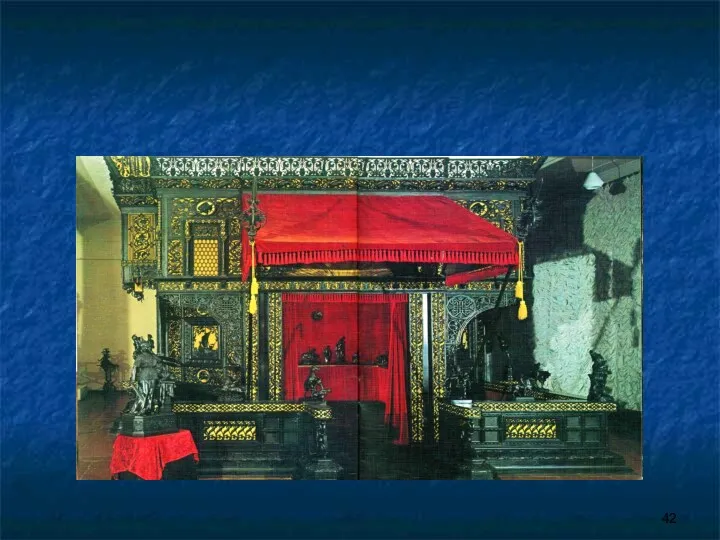
Статуя Будды
Статуя Будды

Медный Всадник
Год создания – 1782 Скульптор – Этьен Фальконе
На изготовление
Медный Всадник
Год создания – 1782 Скульптор – Этьен Фальконе
На изготовление

Каслинское литье
Каслинское литье


 Фотоальбом. Машенька
Фотоальбом. Машенька Международные и региональные торговые сети
Международные и региональные торговые сети Презентация к уроку Деление клетки. Митоз. естествознание-5 класс
Презентация к уроку Деление клетки. Митоз. естествознание-5 класс символы и эмблемы
символы и эмблемы Шаблоны презентаций - 5
Шаблоны презентаций - 5 Окна. Оконные проёмы. Варианты оформления
Окна. Оконные проёмы. Варианты оформления Методы оценки экономической эффективности инвестиционных проектов и их реализация в программном обеспечении
Методы оценки экономической эффективности инвестиционных проектов и их реализация в программном обеспечении G`alamat online school
G`alamat online school Система комп’ютерного моделювання процесів життєдіяльності органів і систем організму, Скіф
Система комп’ютерного моделювання процесів життєдіяльності органів і систем організму, Скіф Назначение, общее устройство и тактико-технические характеристики РСМ Р-166 (Р-166-0,5)
Назначение, общее устройство и тактико-технические характеристики РСМ Р-166 (Р-166-0,5) דור המייסדים - יונג ואדלר
דור המייסדים - יונג ואדלר Виды перевозок пассажиров автомобильным транспортом
Виды перевозок пассажиров автомобильным транспортом Бактериялар
Бактериялар Всемирный день без табака
Всемирный день без табака Функции рекламы и PR в организации
Функции рекламы и PR в организации Обустройство морских нефтегазовых месторождений
Обустройство морских нефтегазовых месторождений Основные теоремы магнитостатического поля
Основные теоремы магнитостатического поля Внутренние воды РТ
Внутренние воды РТ Генеральный план
Генеральный план prezentatsia
prezentatsia Управление экономической безопасности и противодействия коррупции. УЭБиПК УМВД России по Ульяновской области
Управление экономической безопасности и противодействия коррупции. УЭБиПК УМВД России по Ульяновской области Вопросы репродуктивного здоровья, современные методы обследования и лечения бесплодия
Вопросы репродуктивного здоровья, современные методы обследования и лечения бесплодия Современные технологии на уроках географии
Современные технологии на уроках географии Презентация Лоскутное шитье-неиссякаемый источник творчества
Презентация Лоскутное шитье-неиссякаемый источник творчества Гальваностегія. Приклад гальванізації сріблом (або золотом)
Гальваностегія. Приклад гальванізації сріблом (або золотом) Презентация День семьи
Презентация День семьи Новые подходы к изучению истории Великой Отечественной войны и их отражение в школьных учебниках
Новые подходы к изучению истории Великой Отечественной войны и их отражение в школьных учебниках Внутренние воды Пензенской области
Внутренние воды Пензенской области