- Материаловедение. Литейное производство

Содержание
- 2. Литейное производство – одна из отраслей машиностроения, позволяет изготовить детали из материалов, обладающих жидкотекучестью. Виды литья:
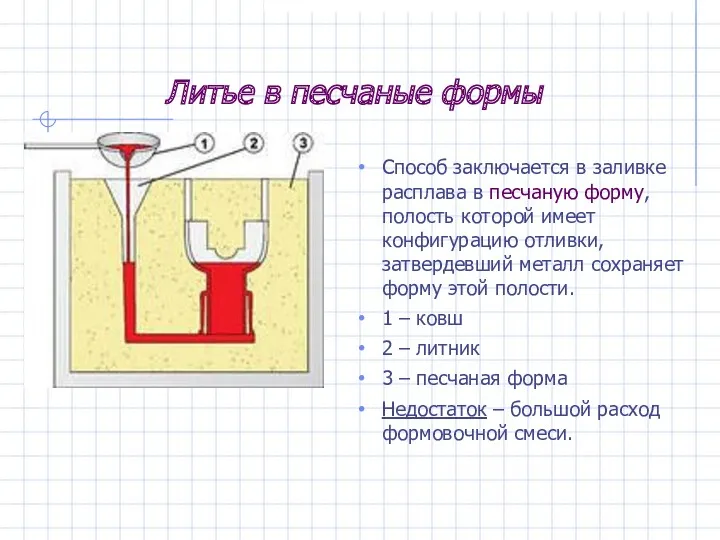
- 3. Литье в песчаные формы Способ заключается в заливке расплава в песчаную форму, полость которой имеет конфигурацию
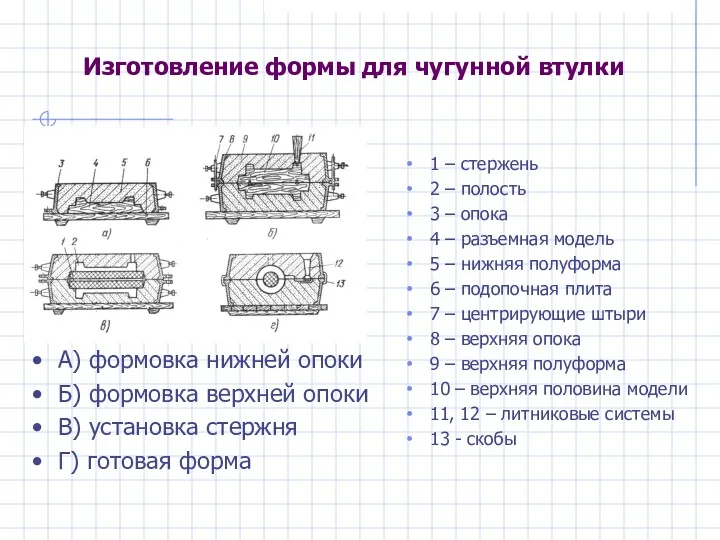
- 4. Изготовление формы для чугунной втулки 1 – стержень 2 – полость 3 – опока 4 –
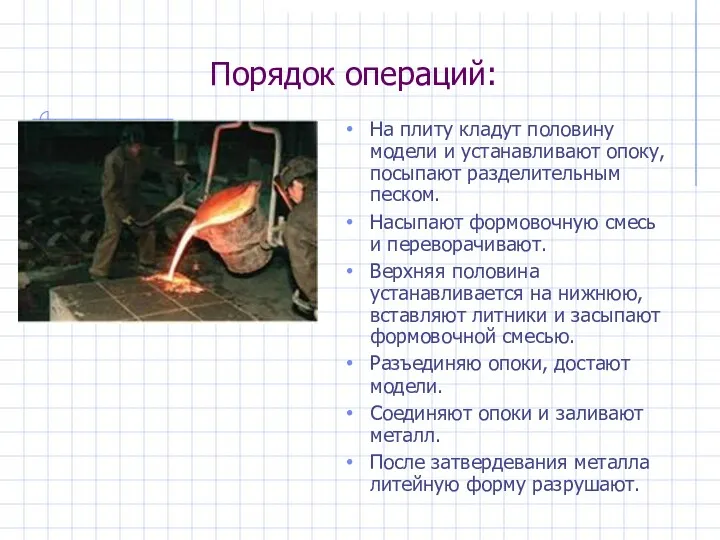
- 5. Порядок операций: На плиту кладут половину модели и устанавливают опоку, посыпают разделительным песком. Насыпают формовочную смесь
- 6. Литье в оболочковые формы Способ заключается в заливке расплава в тонкую оболочковую форму, состоящую из двух
- 7. Изготовление формы А) формирование оболочки Б) удаление смеси В) съем оболочки Г) сборка формы Д) укрепление
- 8. Порядок операций: Плиту с моделью и литниками нагревают до 200-250град, покрывают разделительной смесью. Насыпают песчано-смоляную смесь,
- 9. Литье по выплавляемым моделям Процесс заключается в заполнении расплавом неразъемной керамической оболочки, полученной по разовой модели
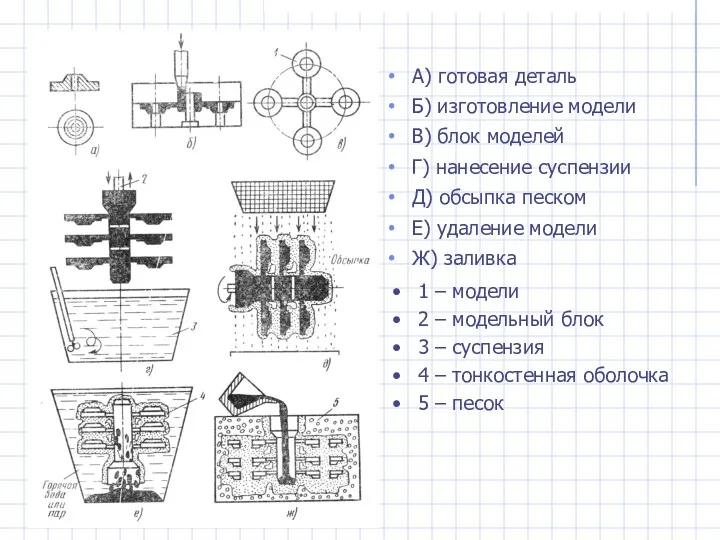
- 10. А) готовая деталь Б) изготовление модели В) блок моделей Г) нанесение суспензии Д) обсыпка песком Е)
- 11. Порядок операций: В пресс-форме отливают литники и крепят к ним модели отливок из воска. Окунают в
- 12. Литье под давлением Процесс заполнения металлической формы расплавом под действием внешних сил. Самый производительный способ изготовления
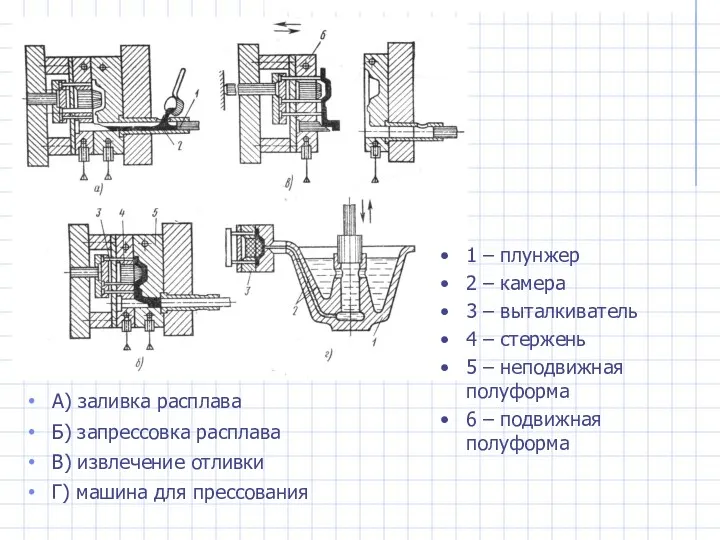
- 13. А) заливка расплава Б) запрессовка расплава В) извлечение отливки Г) машина для прессования 1 – плунжер
- 14. Порядок операций: Пресс-форму нагревают до 150-240 град. Расплав заливают в камеру пресс-формы под давлением. Удаляют отливку
- 15. Литье в кокиль (металлическую форму) Способ заключается в литье в многократно используемую металлическую форму под действием
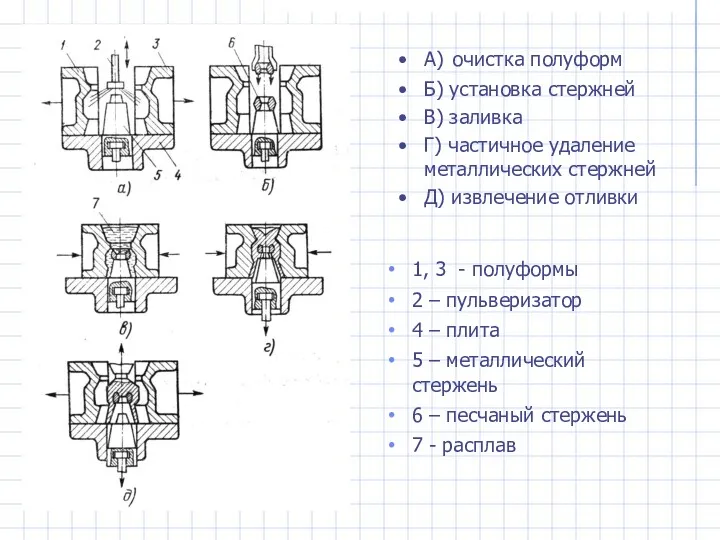
- 16. 1, 3 - полуформы 2 – пульверизатор 4 – плита 5 – металлический стержень 6 –
- 17. Порядок операций: Очистка кокиля перед работой. Предварительный нагрев до 150-200град газовыми горелками. Нанесение огнеупорного покрытия пульверизатором.
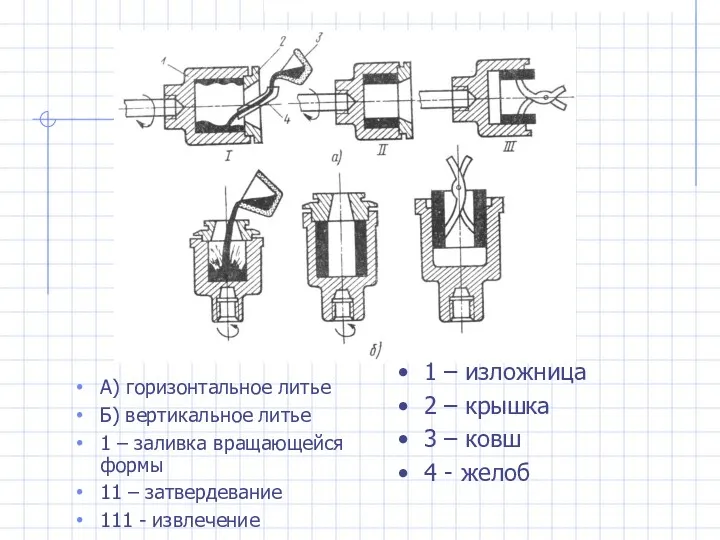
- 18. Центробежное литье Под действием центробежных сил заливают расплав во вращающуюся форму. Применение – втулки, кольца и
- 19. А) горизонтальное литье Б) вертикальное литье 1 – заливка вращающейся формы 11 – затвердевание 111 -
- 21. Скачать презентацию
Литейное производство – одна из отраслей машиностроения, позволяет изготовить детали из материалов, обладающих
Литейное производство – одна из отраслей машиностроения, позволяет изготовить детали из материалов, обладающих
Литье в песчаные формы
Способ заключается в заливке расплава в песчаную форму, полость которой
Литье в песчаные формы
Способ заключается в заливке расплава в песчаную форму, полость которой
Изготовление формы для чугунной втулки
1 – стержень
2 – полость
3 – опока
4 – разъемная
Изготовление формы для чугунной втулки
1 – стержень
2 – полость
3 – опока
4 – разъемная
Порядок операций:
На плиту кладут половину модели и устанавливают опоку, посыпают разделительным песком.
Насыпают формовочную
Порядок операций:
На плиту кладут половину модели и устанавливают опоку, посыпают разделительным песком.
Насыпают формовочную
Литье в оболочковые формы
Способ заключается в заливке расплава в тонкую оболочковую форму, состоящую
Литье в оболочковые формы
Способ заключается в заливке расплава в тонкую оболочковую форму, состоящую
Изготовление формы
А) формирование оболочки
Б) удаление смеси
В) съем оболочки
Г) сборка формы
Д) укрепление формы
Е) готовая
Изготовление формы
А) формирование оболочки
Б) удаление смеси
В) съем оболочки
Г) сборка формы
Д) укрепление формы
Е) готовая

Порядок операций:
Плиту с моделью и литниками нагревают до 200-250град, покрывают разделительной смесью.
Насыпают песчано-смоляную
Порядок операций:
Плиту с моделью и литниками нагревают до 200-250град, покрывают разделительной смесью.
Насыпают песчано-смоляную
Литье по выплавляемым моделям
Процесс заключается в заполнении расплавом неразъемной керамической оболочки, полученной по
Литье по выплавляемым моделям
Процесс заключается в заполнении расплавом неразъемной керамической оболочки, полученной по
А) готовая деталь
Б) изготовление модели
В) блок моделей
Г) нанесение суспензии
Д) обсыпка песком
Е) удаление модели
Ж)
А) готовая деталь
Б) изготовление модели
В) блок моделей
Г) нанесение суспензии
Д) обсыпка песком
Е) удаление модели
Ж)
Порядок операций:
В пресс-форме отливают литники и крепят к ним модели отливок из воска.
Окунают
Порядок операций:
В пресс-форме отливают литники и крепят к ним модели отливок из воска.
Окунают
Литье под давлением
Процесс заполнения металлической формы расплавом под действием внешних сил.
Самый производительный способ
Литье под давлением
Процесс заполнения металлической формы расплавом под действием внешних сил.
Самый производительный способ
А) заливка расплава
Б) запрессовка расплава
В) извлечение отливки
Г) машина для прессования
1 – плунжер
2 –
А) заливка расплава
Б) запрессовка расплава
В) извлечение отливки
Г) машина для прессования
1 – плунжер
2 –
Порядок операций:
Пресс-форму нагревают до 150-240 град.
Расплав заливают в камеру пресс-формы под давлением.
Удаляют отливку
Порядок операций:
Пресс-форму нагревают до 150-240 град.
Расплав заливают в камеру пресс-формы под давлением.
Удаляют отливку
Литье в кокиль (металлическую форму)
Способ заключается в литье в многократно используемую металлическую форму
Литье в кокиль (металлическую форму)
Способ заключается в литье в многократно используемую металлическую форму
1, 3 - полуформы
2 – пульверизатор
4 – плита
5 – металлический стержень
6 – песчаный
1, 3 - полуформы
2 – пульверизатор
4 – плита
5 – металлический стержень
6 – песчаный
Порядок операций:
Очистка кокиля перед работой.
Предварительный нагрев до 150-200град газовыми горелками.
Нанесение огнеупорного покрытия пульверизатором.
Нагрев
Порядок операций:
Очистка кокиля перед работой.
Предварительный нагрев до 150-200град газовыми горелками.
Нанесение огнеупорного покрытия пульверизатором.
Нагрев
Центробежное литье
Под действием центробежных сил заливают расплав во вращающуюся форму.
Применение – втулки, кольца
Центробежное литье
Под действием центробежных сил заливают расплав во вращающуюся форму.
Применение – втулки, кольца
А) горизонтальное литье
Б) вертикальное литье
1 – заливка вращающейся формы
11 – затвердевание
111 - извлечение
А) горизонтальное литье
Б) вертикальное литье
1 – заливка вращающейся формы
11 – затвердевание
111 - извлечение
 Оборудование для разделения жидкообразных неоднородных пищевых сред. Отстаивание
Оборудование для разделения жидкообразных неоднородных пищевых сред. Отстаивание Виды и способы плавания. Техника плавания кролем и брассом
Виды и способы плавания. Техника плавания кролем и брассом список застройщиков
список застройщиков Сапр2021_Цикл 1_4н
Сапр2021_Цикл 1_4н Гашишты нашақорлық психостимуляторларға тәуелдік
Гашишты нашақорлық психостимуляторларға тәуелдік Meine Familie
Meine Familie основные химические понятия
основные химические понятия Работа материалов для несущих конструкций под нагрузкой, расчетные характеристики
Работа материалов для несущих конструкций под нагрузкой, расчетные характеристики Программа развития. Павлова А.А.
Программа развития. Павлова А.А. Система снабжения печей жидким и газообразным топливом. Тепловая изоляция и огнеупорная обмуровка печей. Опрессовка печей
Система снабжения печей жидким и газообразным топливом. Тепловая изоляция и огнеупорная обмуровка печей. Опрессовка печей Тольятти. История любимого города
Тольятти. История любимого города Поверхностно-диффузионная модификация ПВХ изделий эпоксидными смолами. Магистерская диссертация
Поверхностно-диффузионная модификация ПВХ изделий эпоксидными смолами. Магистерская диссертация Наркотики- это страшно!
Наркотики- это страшно! Цитомегаловирусная, герпетическая, хламидийная инфекция и беременность
Цитомегаловирусная, герпетическая, хламидийная инфекция и беременность Проект Орбита Планет
Проект Орбита Планет Насекомые. Знакомство
Насекомые. Знакомство Обучение грамоте дошкольников. Викторина
Обучение грамоте дошкольников. Викторина Туберкулез и ВИЧ-инфекция
Туберкулез и ВИЧ-инфекция Лыжи - зимние друзья
Лыжи - зимние друзья Исем. Ялгызлык һәм уртаклык исемнәр
Исем. Ялгызлык һәм уртаклык исемнәр Презентация к родительскому собранию. Тема: Мужчины нашего дома
Презентация к родительскому собранию. Тема: Мужчины нашего дома Проект в ДОУ
Проект в ДОУ Excursion. Aivazovsky in the Tretyakov gallery
Excursion. Aivazovsky in the Tretyakov gallery Назначение и устройство токарно-винторезного станка ТВ-6
Назначение и устройство токарно-винторезного станка ТВ-6 Бурильная колонна
Бурильная колонна Романовская грубошерстная порода
Романовская грубошерстная порода Маркировка полупроводниковых приборов
Маркировка полупроводниковых приборов SHRKarms
SHRKarms