- Mathematical methods of computing optimal welding technology

Содержание
- 2. Problems of technology welding of carbon and low alloy steels
- 3. Some words about welding procedure Welding procedure - The detailed methods and practices involved in the
- 4. Relationship elements technological process with problems CAPP
- 5. Direct and reverse tasks The mathematical task is: to find suitable processing parameters for given result.
- 6. Прямая задача: Исходные данные: параметры режима обработки: Масса молотка, Высота падения молотка Ускорение молотка Выходные данные:
- 7. The Direct Task Input: processing mode parameters: The Hammer Weight The height of the falling hammer
- 8. The Reverse Task Input: The depth of the nail into a wood or a wall Output:
- 9. The Direct Task of Welding To determine the sizes of weld bead such as depth, width,
- 10. The Reverse Task of Welding To determine the processing mode parameters using known sizes of weld
- 11. Determining Methods of welding mode parameters An assigning of welding mode parameters An experiment welding ТR=
- 12. An experiment welding ТR ТD A calculation of welding mode parameters ТD An experiment welding ТR
- 13. Formulation of problem of calculating the optimum welding parameters Y=f(X,Q) Inner parameters X: welding parameters P
- 14. The task of finding the optimum parameters Bead is free from any defects: Undercuts , Spatter,
- 15. Individual optimality criterions Bead Dimensions h –depth of penetration, eb –bead width, g – bead reinforcement
- 16. Complex optimality criterions Weld penetrations shape factor (WPSF) Ψm= eb ∕h=1…5 for butt joint Ψm= eb
- 17. Is the shape of a weld important? The shape of a weld is important because it
- 18. Formulation of problem of calculating the optimum welding parameters Each arc welding process operation can be
- 19. Определение критериев оптимальности сварных соединений из углеродистых и низколегированных сталей Частные критерии оптимальности: Комплексные критерии оптимальности:
- 20. It’s understood, both Individual and Complex optimality criterions are a function of mode parameters! So we
- 21. Разработка методик решения оптимизационных задач сварочного производства
- 22. Disadvantages and advantages of theory method Main Disadvantages : This theory describes the thermal (temperature) field
- 23. Disadvantages and advantages of experimental method Disadvantages For the experiment (materials and equipment) and mandatory treatment
- 24. The theory Methods of similarity and dimensionality (TSD) The main method of TSD is the dimensionless
- 26. Experiment conditions Welding method: Shielded Metal Arc Welding (SMAW) or MIG-MAG Material: CARBON and LOW ALLOY
- 27. The Example of equations for MAG СО2, de=1,6 мм, R=0,95, R2=0,9
- 28. Влияние защитной атмосферы на формирование сварного шва l - line size, de Ts - the temperature
- 29. Экспериментальное исследование средней температуры плазмы столба дуги CO2,Ar, Ar+CO2, Ar+O2, CO2+O2 g – статистический вес нижнего
- 30. . Влияние параметров режима на дисперсию и доверительный интервал расчетной величины h
- 31. Private optimality criteria for joints C2, C7: Depth of penetration & bead width, s=4 mm ,
- 32. Private optimality criteria for joints C2, C7: reinforcement «reinforcement» 95%: at a confidence level 95% s=4
- 33. Complex optimality criterions for joint С2, at a confidence level 95% Weld penetrations shape factor (WPSF)
- 34. Исследование и моделирование формирования подрезов и несплавлений Использовали критерии подобия - критерий Хартмана (В – магнитная
- 35. Исследование и моделирование формирования структуры ЗТВ Моделирование температурного поля Приняли, что сварочный источник теплоты является суммой
- 36. Исследование и моделирование формирования структуры ЗТВ Моделирование структурных превращений относительная объемная доля новой фазы V (соотношение
- 37. The functional Limitations Uд=f(Iсв): of electrode metal transfer transfer of electrode metal ○– short circuits ,
- 38. A critical current during welding in argon где Iкр -the force the critical current, γ –density
- 39. The Research and modeling of fusion welding wire Comparison of the calculated (-) and Experimental (□)
- 40. methods for solving optimization problems mathematical linking condition direct constraints: functional constraints:
- 41. Experimental verification of the calculation of the optimum parameters with restrictions С17 ГОСТ 14771, образец из
- 42. The systems of equations for the calculation of welding joints C7, N1, T1
- 43. Система уравнений для расчета режима сварки соединений на весу Требования к свободным поверхностям сварочной ванны
- 44. Algorithm for calculating the optimum parameters of single-pass welding joints
- 45. The algorithm for calculating the optimal modes of multipass welding joints
- 46. Алгоритм расчета оптимального режима сварки закаливающихся сталей За функцию цели принимаем величину объемной доли мартенсита при
- 47. The algorithm of work СAPP
- 48. Экономическое обоснование эффективности применения САПР ТП Коэффициент Технологической производительности Коэффициент экономии сварочной проволоки , p -вес
- 49. Сравнение баланса времени
- 50. перспективы
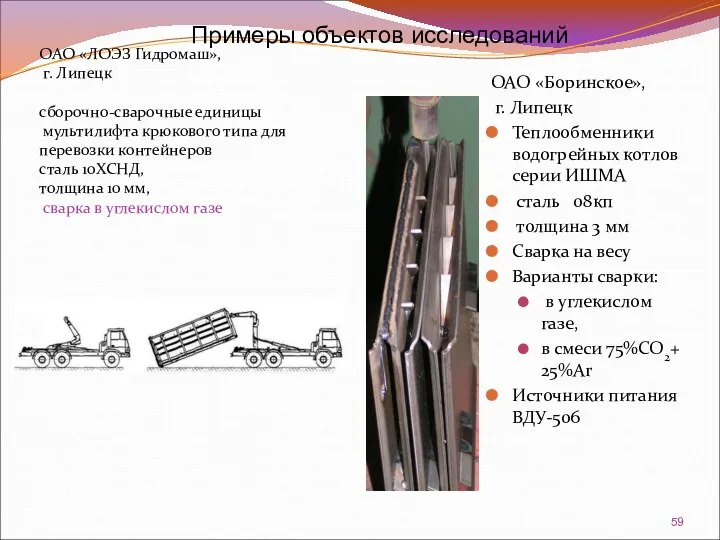
- 51. Примеры применения САПР ТП ОАО «Боринское», г. Липецк Теплообменники водогрейных котлов серии ИШМА сталь 08кп толщина
- 52. Общие выводы и основные результаты работы 1. Установлено, что существенными параметрами процесса формирования сварных швов при
- 53. 4. Установлено, что для решения обратной задачи – расчета оптимальных параметров режима дуговой сварки плавлением -
- 54. 7. Разработан метод прогнозирования структуры ЗТВ при сварке однопроходных соединений, базирующийся на полученных в работе аналитических
- 55. 11. Разработано математическое и информационное обеспечение систем автоматизированного проектирования технологии. Разработаны алгоритмы структурного синтеза – определения
- 56. Научная новизна работы 1. Установлено, что для процесса плавления при сварке в защитных газах существенными параметрами
- 57. 4. Анализом магнито-гидродинамических процессов в сварочной ванне с использованием теории подобия установлено, что магнитное поле сварочного
- 58. Примеры объектов исследований ОАО «ЛОЭЗ Гидромаш», г. Липецк Сборочно-сварочные единицы ЛИНИИ ПАКЕТИРОВАНИЯ ТБО Марки сталей Вст3,
- 59. ОАО «ЛОЭЗ Гидромаш», г. Липецк сборочно-сварочные единицы мультилифта крюкового типа для перевозки контейнеров сталь 10ХСНД, толщина
- 60. Применение алгоритма определения технологического маршрута
- 61. Модели сварных конструкций и разработка алгоритма определения последовательности сборки Граф балки пресса Граф рамы Граф каркаса
- 62. Общие выводы и основные результаты работы 1.Разработана структура и методика формирования математических моделей, пригодных для решения
- 63. Получены КП, связывающие силу критического тока струйного переноса Iкр в Ar, свойства электрода-анода (плотность, температуру плавления,
- 64. 11. Разработано математическое и информационное обеспечение систем автоматизированного проектирования технологии. Разработаны структура, алгоритм и системы автоматизированного
- 66. Скачать презентацию
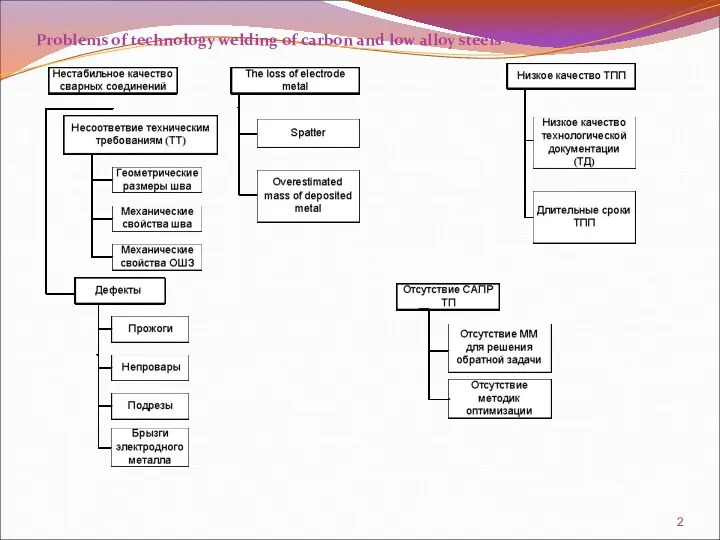
Problems of technology welding of carbon and low alloy steels
Problems of technology welding of carbon and low alloy steels
Some words about welding procedure
Welding procedure - The detailed methods
Some words about welding procedure
Welding procedure - The detailed methods
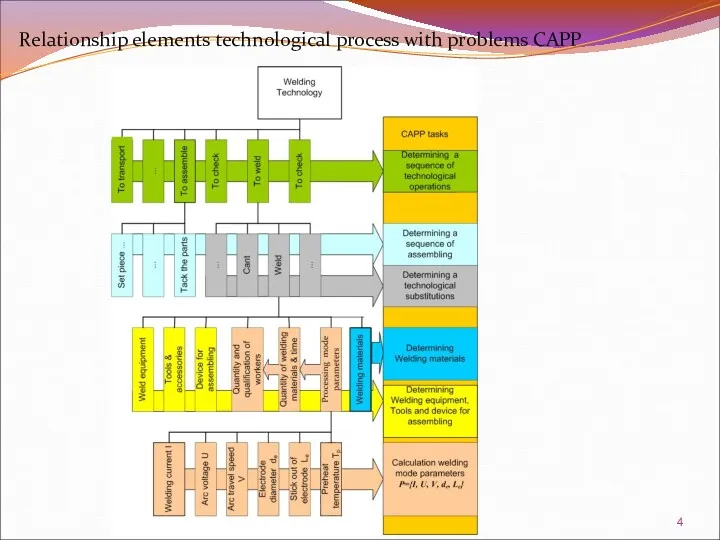
Relationship elements technological process with problems CAPP
Relationship elements technological process with problems CAPP
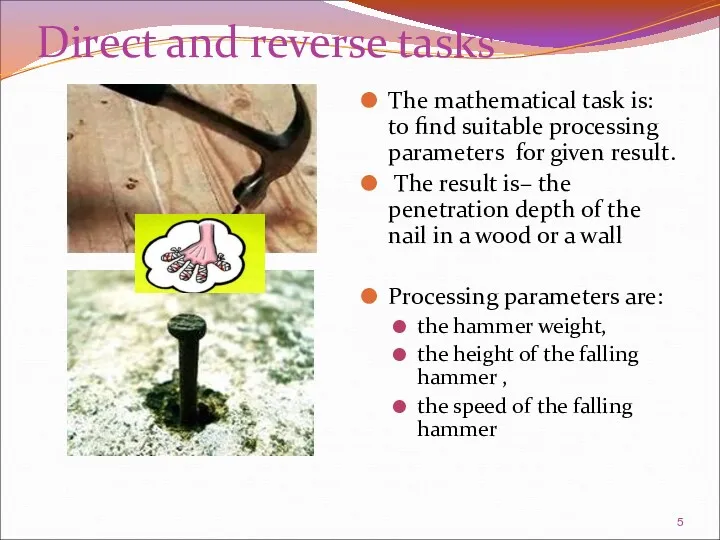
Direct and reverse tasks
The mathematical task is: to find suitable processing
Direct and reverse tasks
The mathematical task is: to find suitable processing
Прямая задача:
Исходные данные: параметры режима обработки:
Масса молотка,
Высота падения молотка
Ускорение молотка
Выходные данные:
Прямая задача:
Исходные данные: параметры режима обработки:
Масса молотка,
Высота падения молотка
Ускорение молотка
Выходные данные:
The Direct Task
Input: processing mode parameters:
The Hammer Weight
The height of the
The Direct Task
Input: processing mode parameters:
The Hammer Weight
The height of the
The Reverse Task
Input:
The depth of the nail into a wood or
The Reverse Task
Input:
The depth of the nail into a wood or
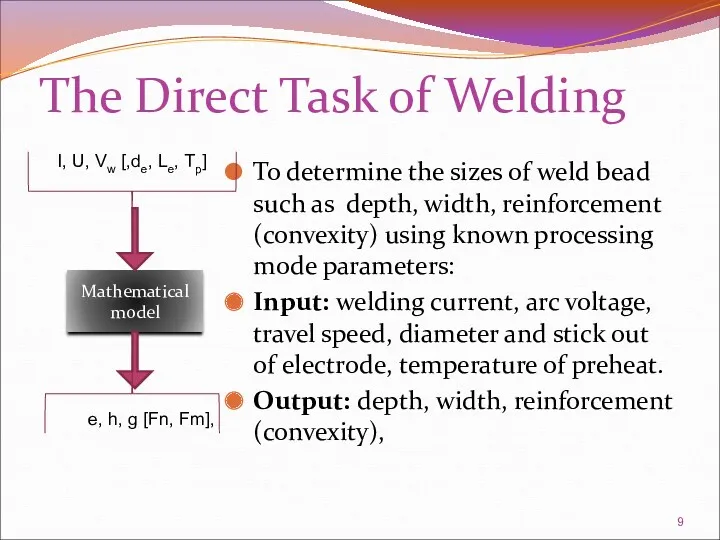
The Direct Task of Welding
To determine the sizes of weld bead
The Direct Task of Welding
To determine the sizes of weld bead
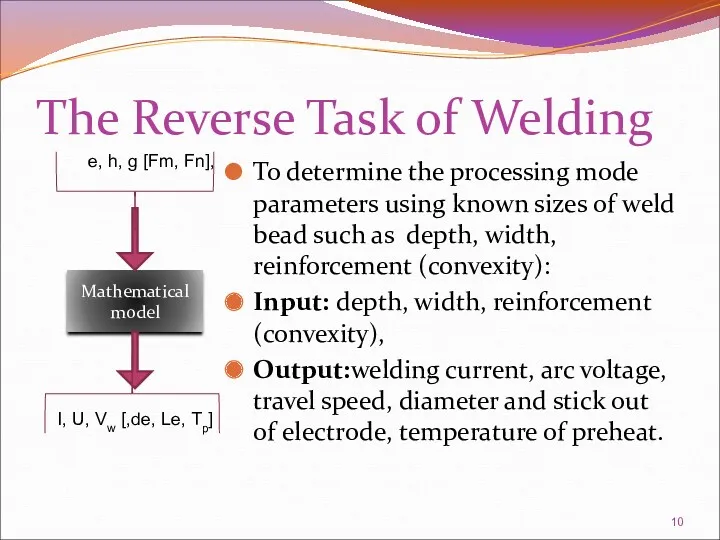
The Reverse Task of Welding
To determine the processing mode parameters using
The Reverse Task of Welding
To determine the processing mode parameters using
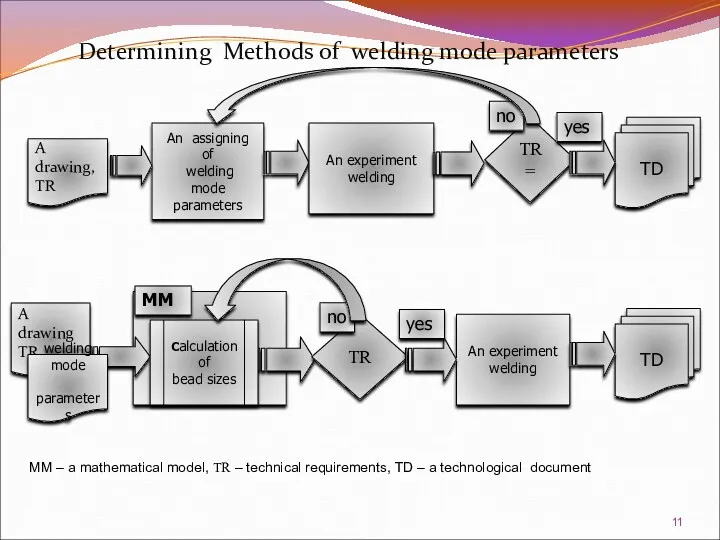
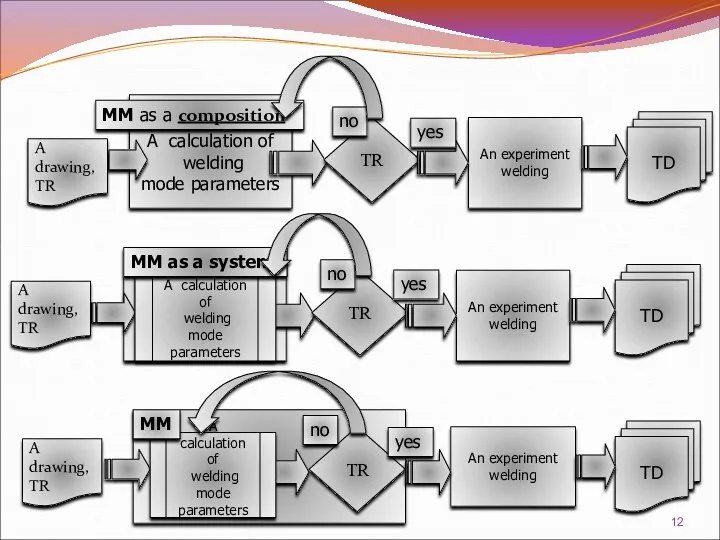
Determining Methods of welding mode parameters
An assigning of
welding
mode
Determining Methods of welding mode parameters
An assigning of
welding
mode
An experiment
welding
ТR
ТD
A calculation of
welding
mode parameters
ТD
An experiment
welding
ТR
A calculation
An experiment
welding
ТR
ТD
A calculation of
welding
mode parameters
ТD
An experiment
welding
ТR
A calculation
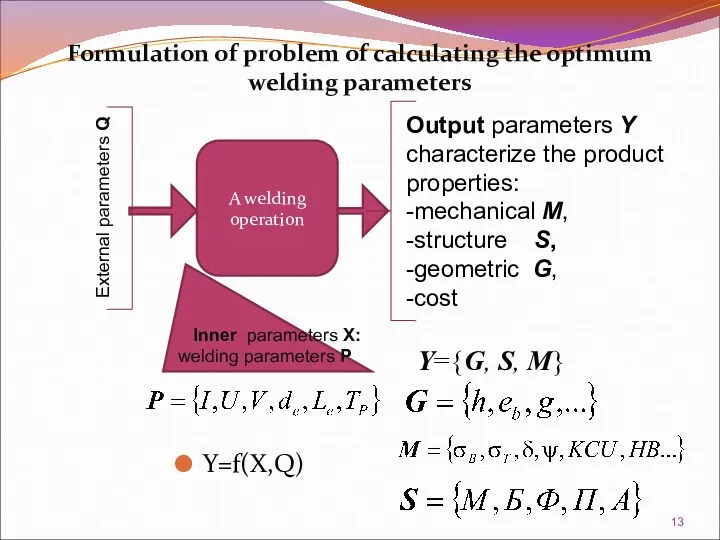
Formulation of problem of calculating the optimum welding parameters
Y=f(X,Q)
Inner parameters
Formulation of problem of calculating the optimum welding parameters
Y=f(X,Q)
Inner parameters
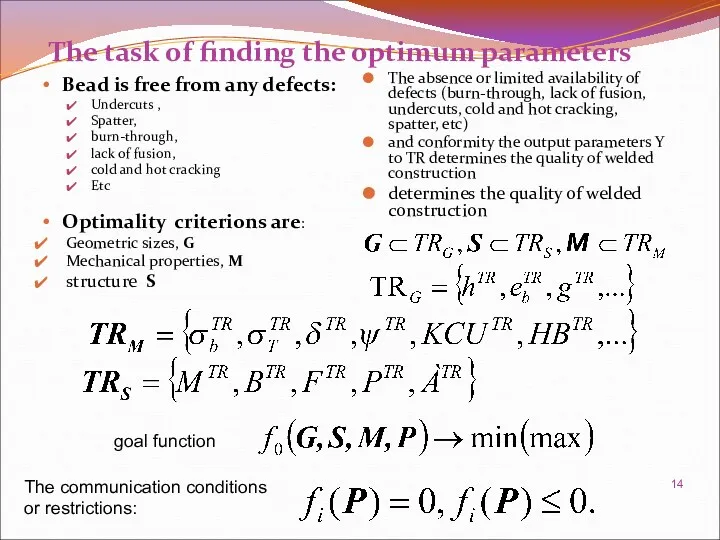
The task of finding the optimum parameters
Bead is free from
The task of finding the optimum parameters
Bead is free from
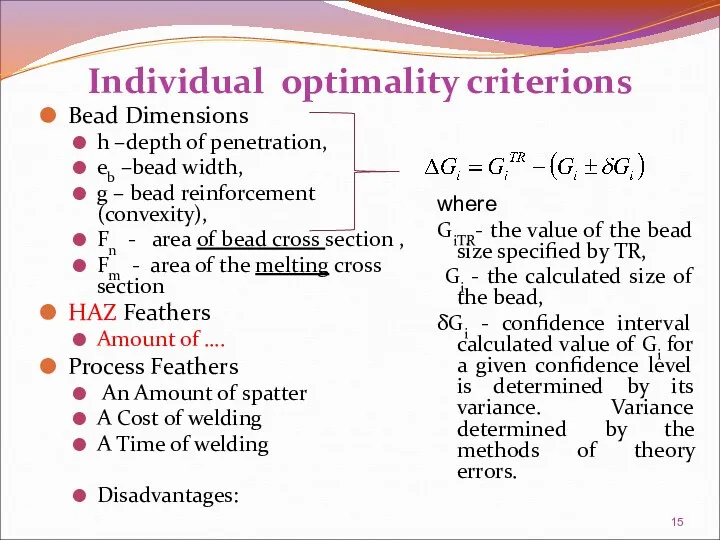
Individual optimality criterions
Bead Dimensions
h –depth of penetration,
eb –bead width,
Individual optimality criterions
Bead Dimensions
h –depth of penetration,
eb –bead width,
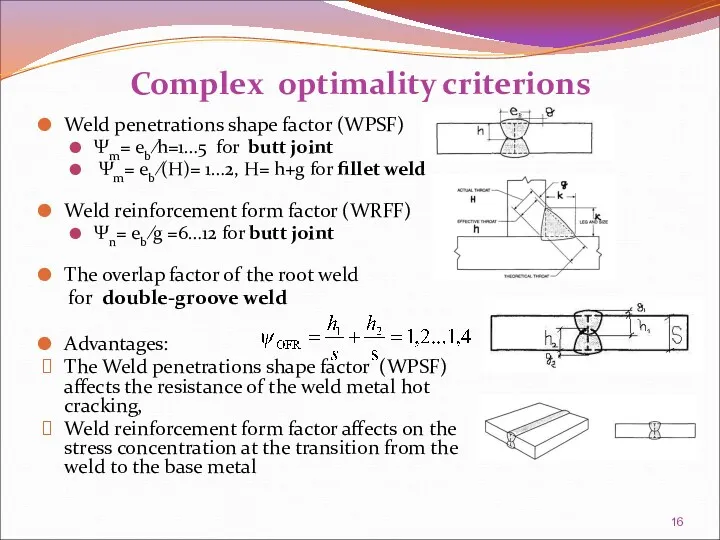
Complex optimality criterions
Weld penetrations shape factor (WPSF)
Ψm= eb ∕h=1…5 for
Complex optimality criterions
Weld penetrations shape factor (WPSF)
Ψm= eb ∕h=1…5 for
Is the shape of a weld important?
The shape of a
Is the shape of a weld important?
The shape of a
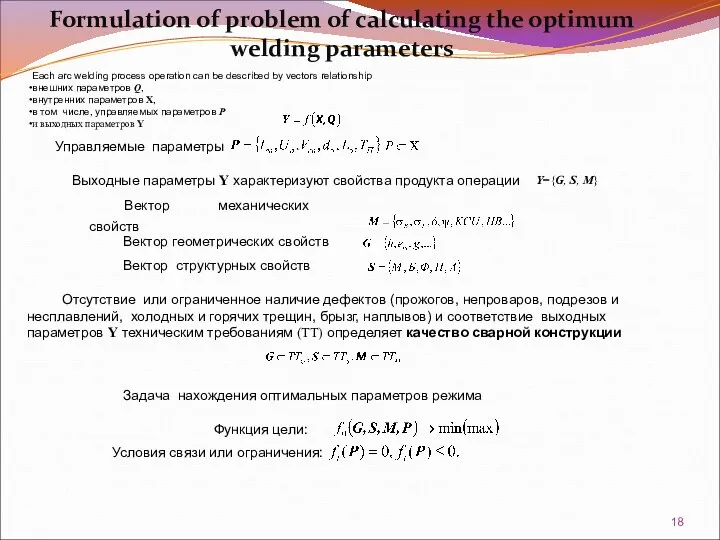
Formulation of problem of calculating the optimum welding parameters
Each arc welding
Formulation of problem of calculating the optimum welding parameters
Each arc welding
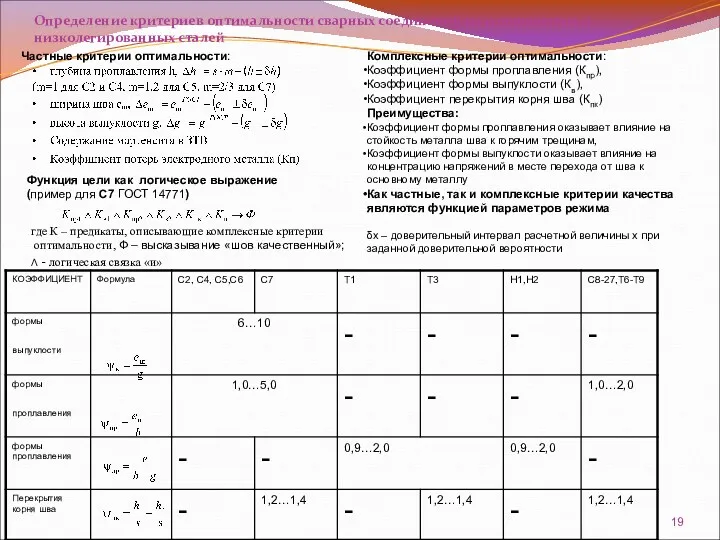
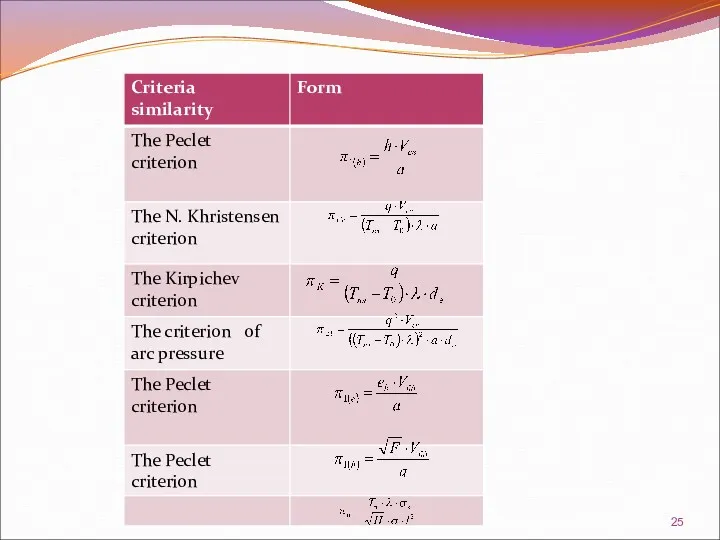
Определение критериев оптимальности сварных соединений из углеродистых и низколегированных сталей
Частные критерии
Определение критериев оптимальности сварных соединений из углеродистых и низколегированных сталей
Частные критерии
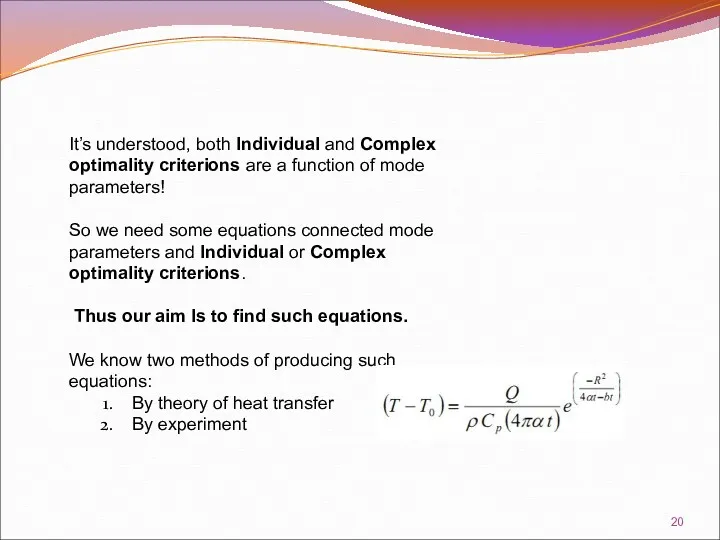
It’s understood, both Individual and Complex optimality criterions are a function
It’s understood, both Individual and Complex optimality criterions are a function
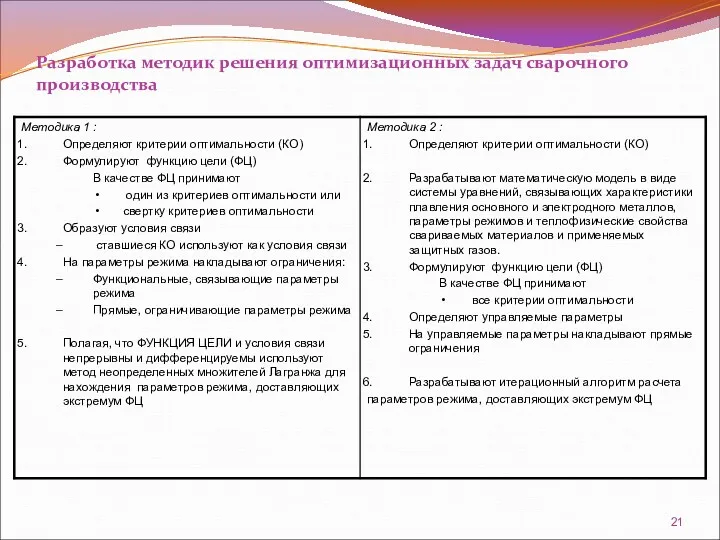
Разработка методик решения оптимизационных задач сварочного производства
Разработка методик решения оптимизационных задач сварочного производства
Disadvantages and advantages of theory method
Main Disadvantages :
This theory describes the
Disadvantages and advantages of theory method
Main Disadvantages :
This theory describes the
Disadvantages and advantages of experimental method
Disadvantages
For the experiment (materials
Disadvantages and advantages of experimental method
Disadvantages
For the experiment (materials
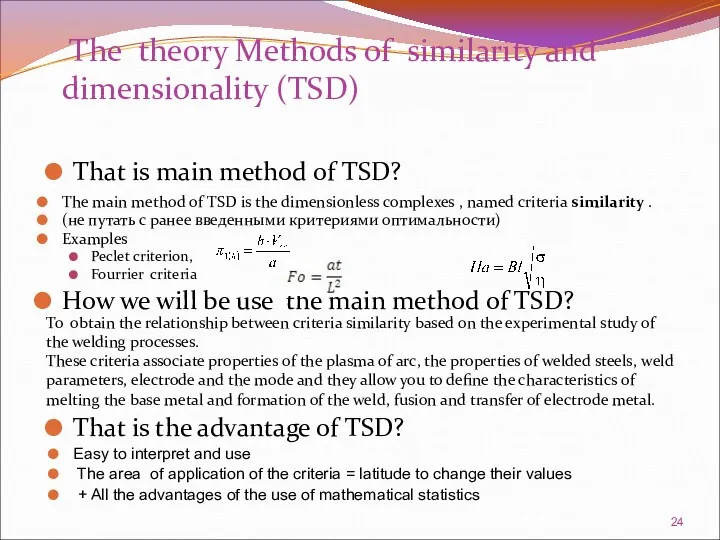
The theory Methods of similarity and dimensionality (TSD)
The main
The theory Methods of similarity and dimensionality (TSD)
The main
Experiment conditions
Welding method:
Shielded Metal Arc Welding (SMAW) or MIG-MAG
Experiment conditions
Welding method:
Shielded Metal Arc Welding (SMAW) or MIG-MAG
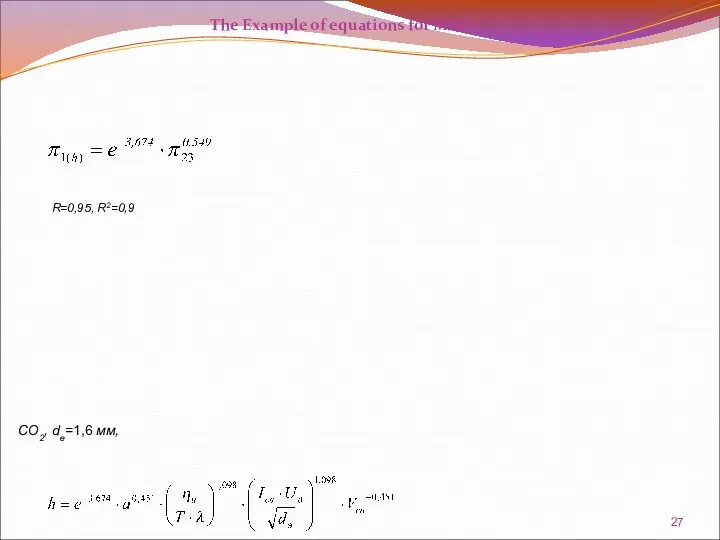
The Example of equations for MAG
СО2, de=1,6 мм,
R=0,95, R2=0,9
The Example of equations for MAG
СО2, de=1,6 мм,
R=0,95, R2=0,9
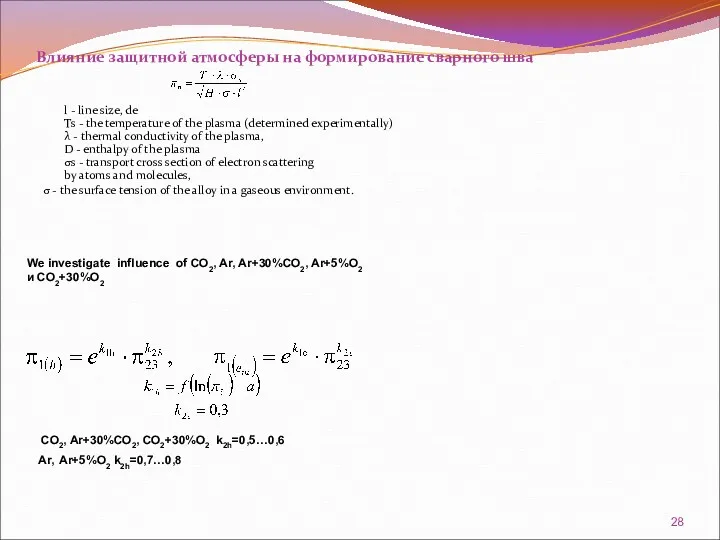
Влияние защитной атмосферы на формирование сварного шва
l - line size, de
Ts
Влияние защитной атмосферы на формирование сварного шва
l - line size, de
Ts
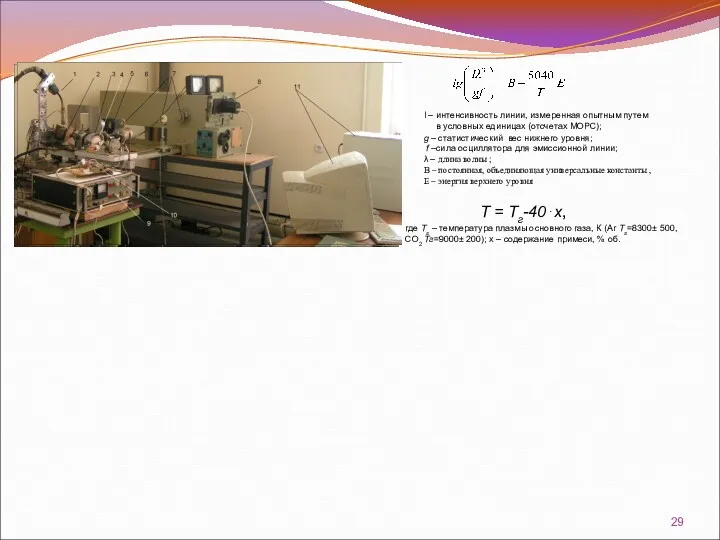
Экспериментальное исследование средней температуры плазмы столба дуги
CO2,Ar, Ar+CO2, Ar+O2, CO2+O2
Экспериментальное исследование средней температуры плазмы столба дуги CO2,Ar, Ar+CO2, Ar+O2, CO2+O2
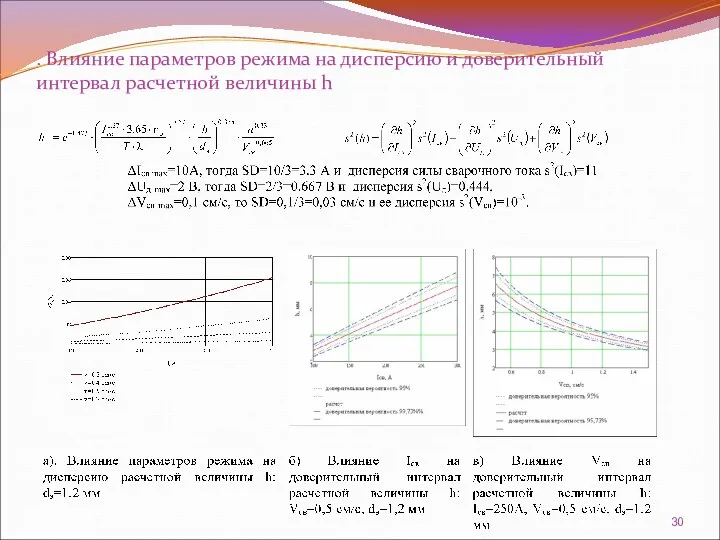
. Влияние параметров режима на дисперсию и доверительный интервал расчетной величины
. Влияние параметров режима на дисперсию и доверительный интервал расчетной величины
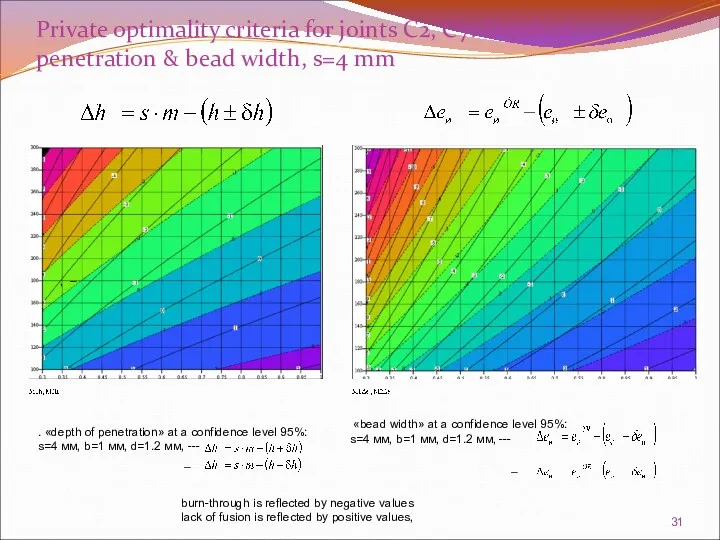
Private optimality criteria for joints C2, C7: Depth of penetration &
Private optimality criteria for joints C2, C7: Depth of penetration &
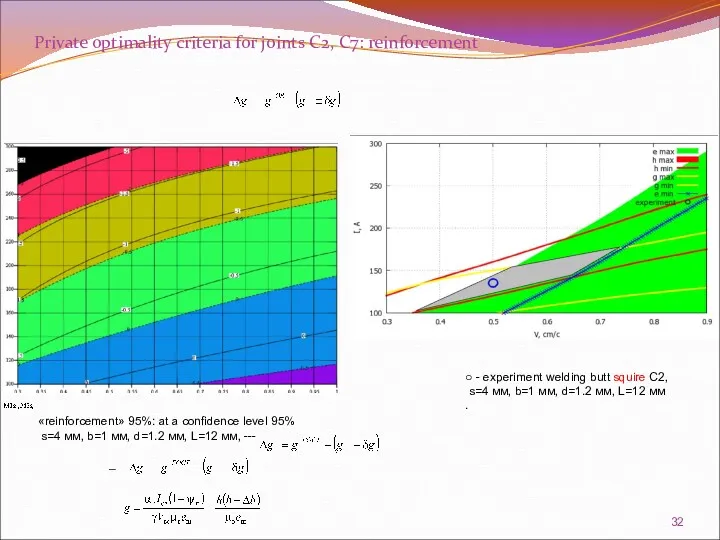
Private optimality criteria for joints C2, C7: reinforcement
«reinforcement» 95%: at
Private optimality criteria for joints C2, C7: reinforcement
«reinforcement» 95%: at
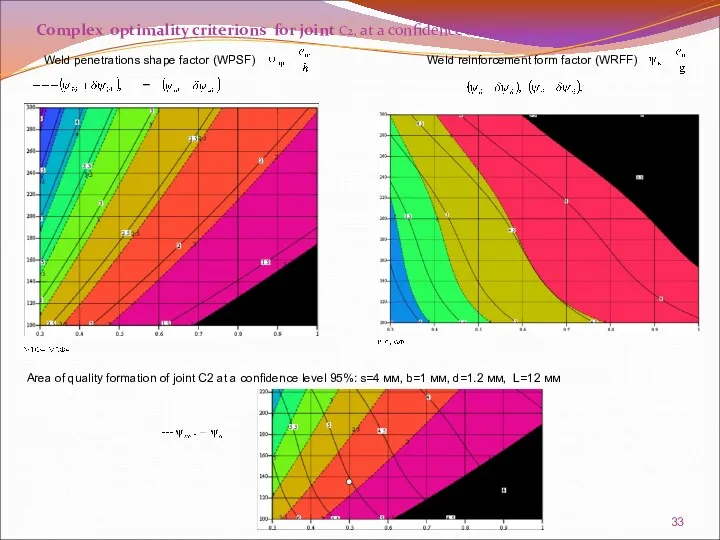
Complex optimality criterions for joint С2, at a confidence level 95%
Complex optimality criterions for joint С2, at a confidence level 95%
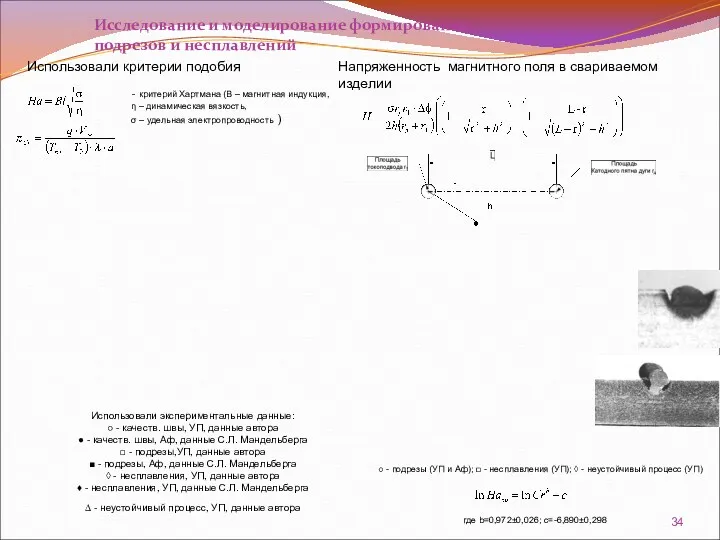
Исследование и моделирование формирования
подрезов и несплавлений
Использовали критерии подобия
- критерий
Исследование и моделирование формирования
подрезов и несплавлений
Использовали критерии подобия
- критерий
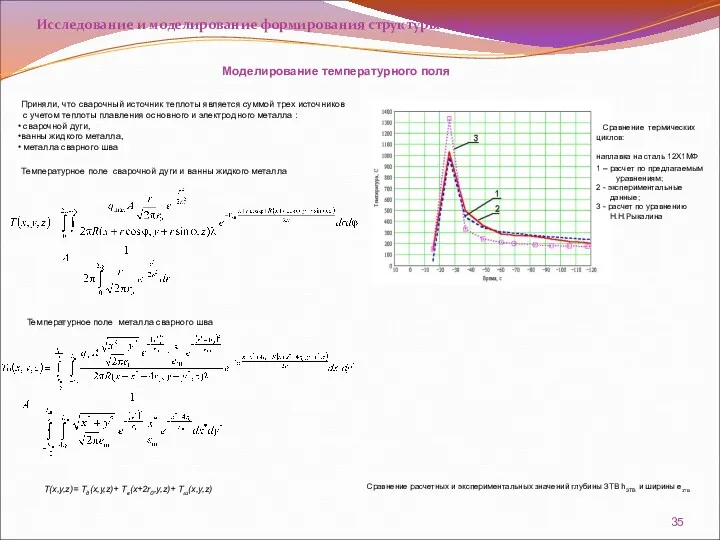
Исследование и моделирование формирования структуры ЗТВ
Моделирование температурного поля
Приняли, что сварочный
Исследование и моделирование формирования структуры ЗТВ
Моделирование температурного поля
Приняли, что сварочный
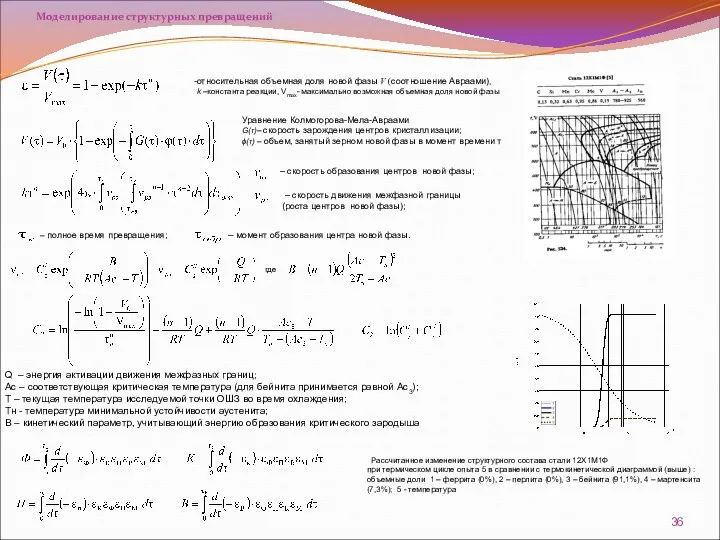
Исследование и моделирование формирования структуры ЗТВ
Моделирование структурных превращений
относительная объемная доля
Исследование и моделирование формирования структуры ЗТВ
Моделирование структурных превращений
относительная объемная доля
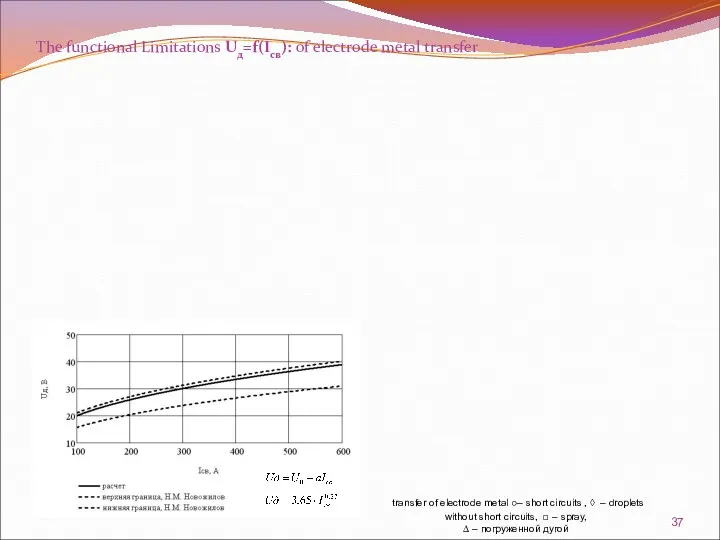
The functional Limitations Uд=f(Iсв): of electrode metal transfer
transfer of electrode
The functional Limitations Uд=f(Iсв): of electrode metal transfer
transfer of electrode
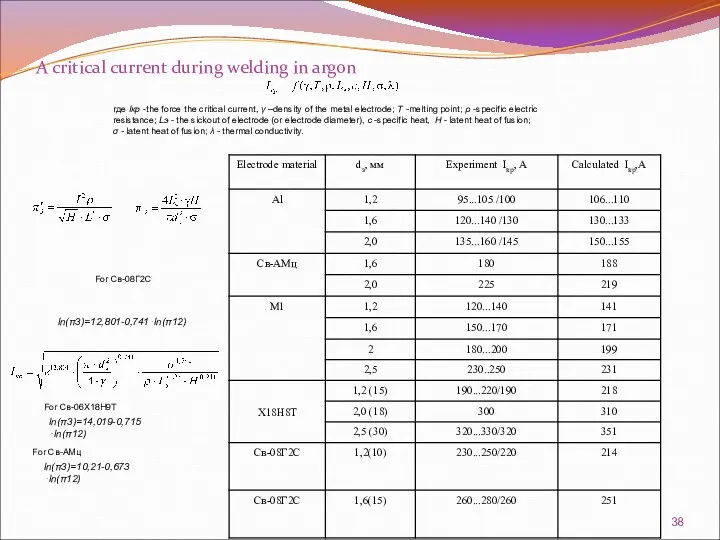
A critical current during welding in argon
где Iкр -the force the
A critical current during welding in argon
где Iкр -the force the
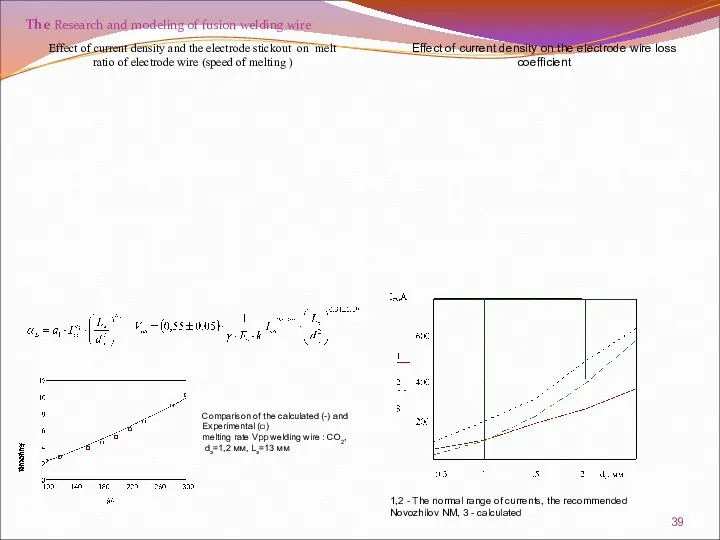
The Research and modeling of fusion welding wire
Comparison of the calculated
The Research and modeling of fusion welding wire
Comparison of the calculated
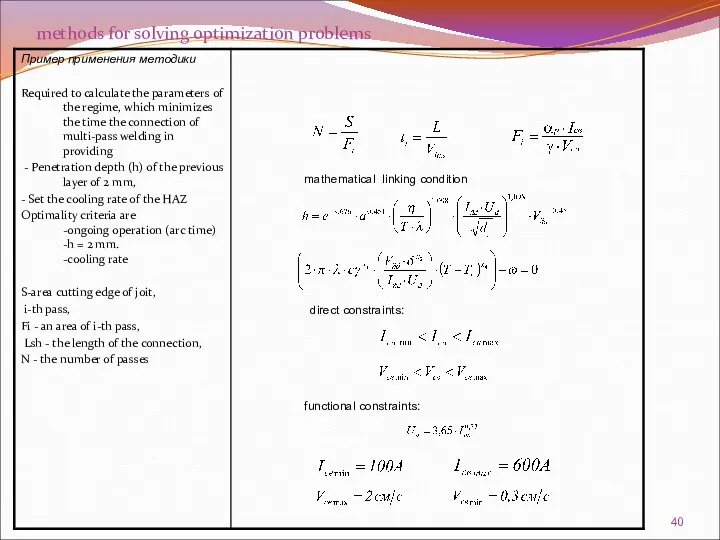
methods for solving optimization problems
mathematical linking condition
direct constraints:
functional constraints:
methods for solving optimization problems
mathematical linking condition
direct constraints:
functional constraints:
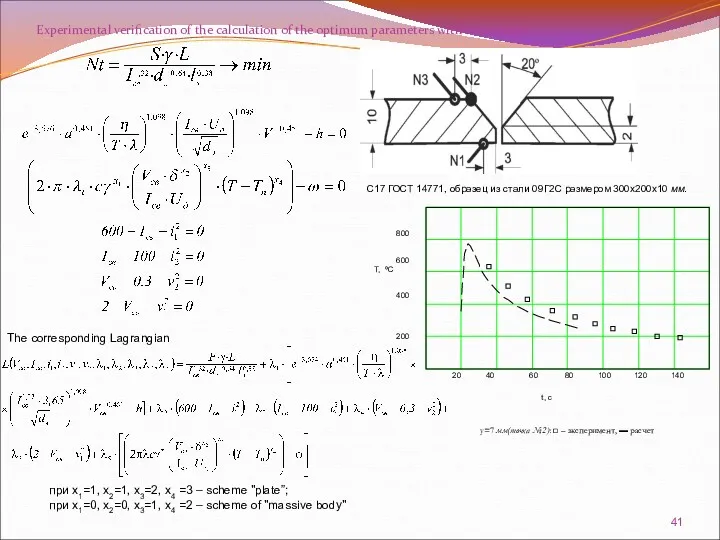
Experimental verification of the calculation of the optimum parameters with restrictions
С17
Experimental verification of the calculation of the optimum parameters with restrictions
С17
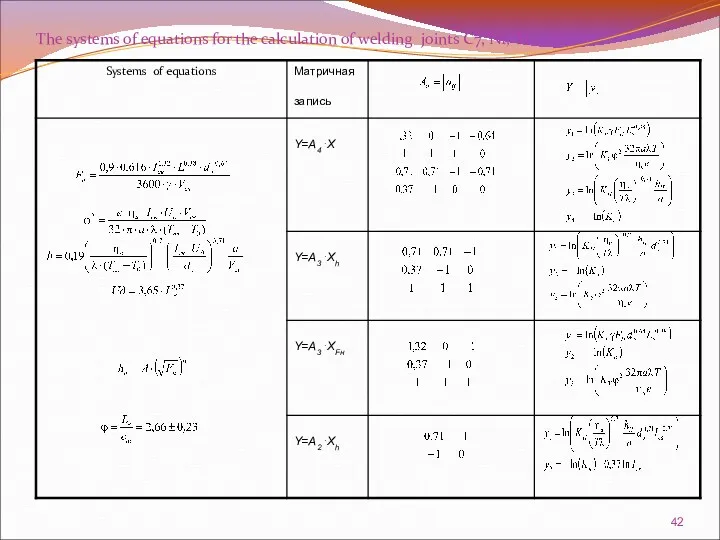
The systems of equations for the calculation of welding joints C7,
The systems of equations for the calculation of welding joints C7,
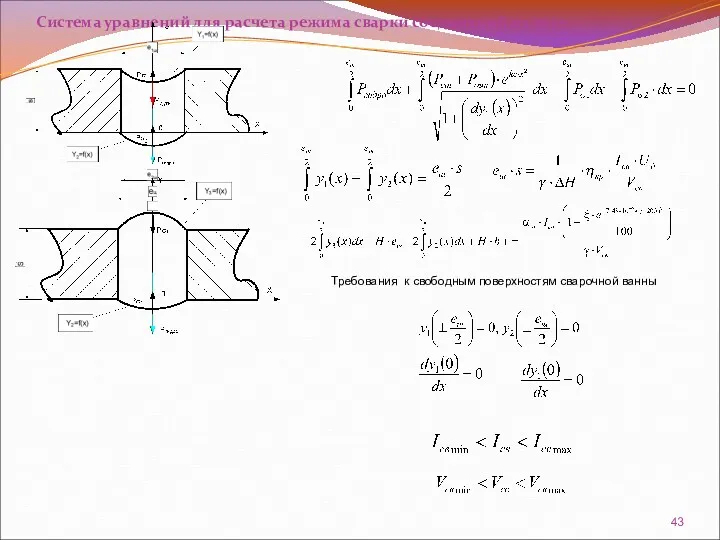
Система уравнений для расчета режима сварки соединений на весу
Требования к свободным
Система уравнений для расчета режима сварки соединений на весу
Требования к свободным
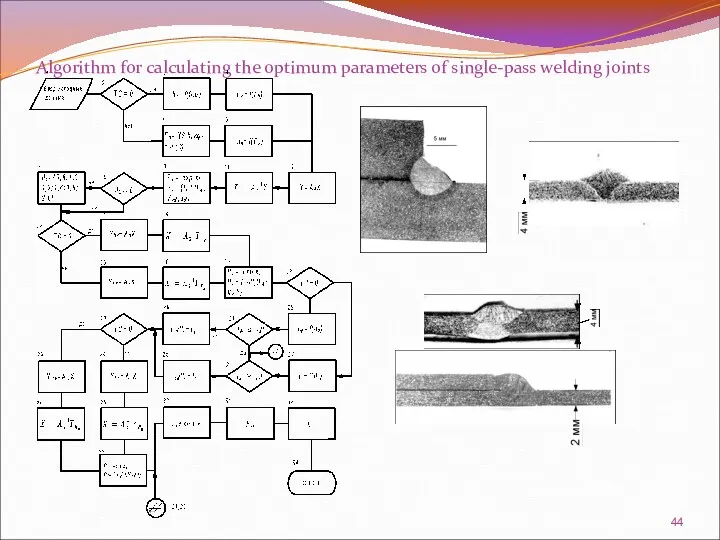
Algorithm for calculating the optimum parameters of single-pass welding joints
Algorithm for calculating the optimum parameters of single-pass welding joints
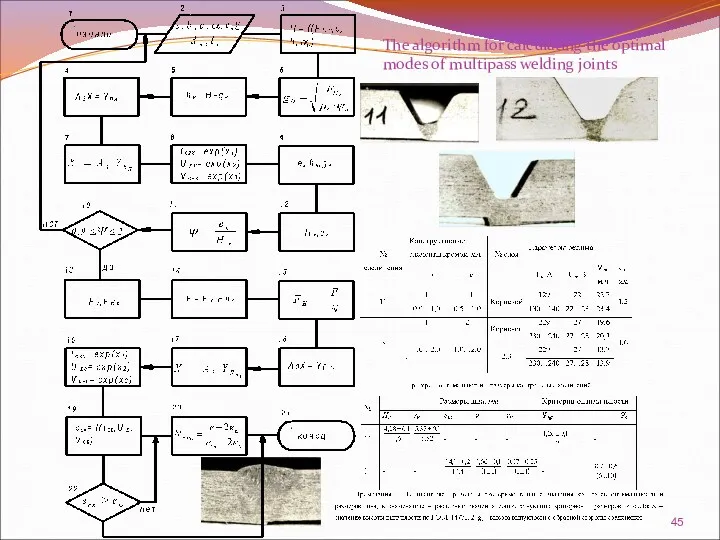
The algorithm for calculating the optimal modes of multipass welding joints
The algorithm for calculating the optimal modes of multipass welding joints
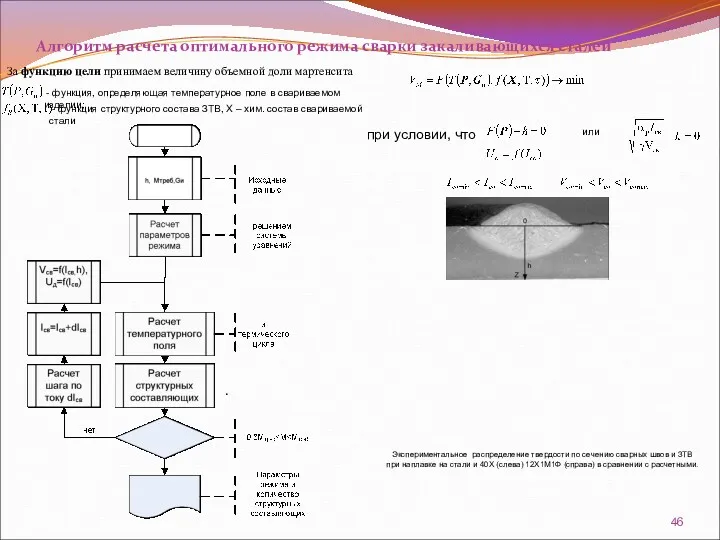
Алгоритм расчета оптимального режима сварки закаливающихся сталей
За функцию цели принимаем
Алгоритм расчета оптимального режима сварки закаливающихся сталей
За функцию цели принимаем
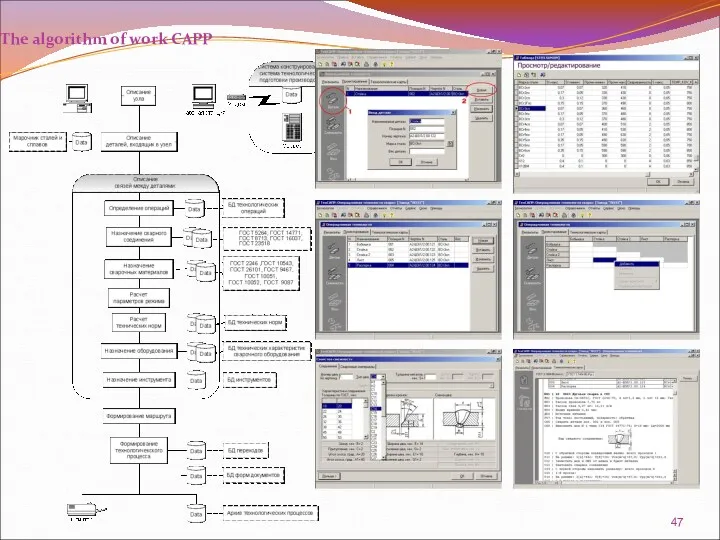
The algorithm of work СAPP
The algorithm of work СAPP
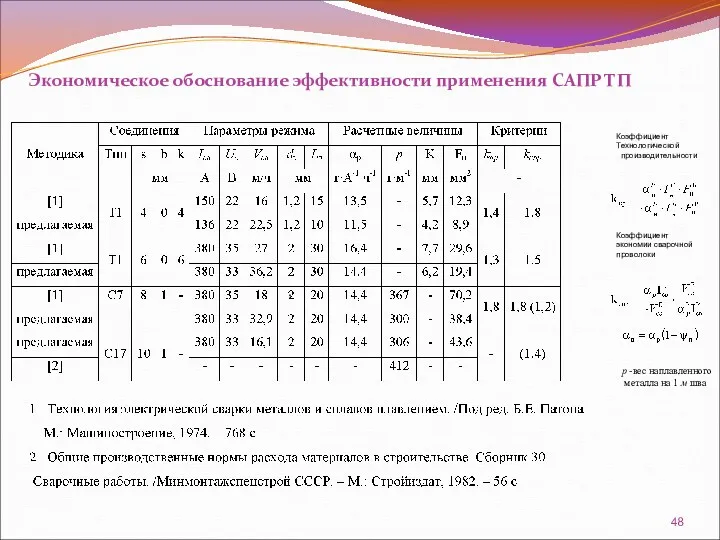
Экономическое обоснование эффективности применения САПР ТП
Коэффициент
Технологической
производительности
Коэффициент
экономии сварочной
проволоки
,
Экономическое обоснование эффективности применения САПР ТП
Коэффициент
Технологической
производительности
Коэффициент
экономии сварочной
проволоки
,
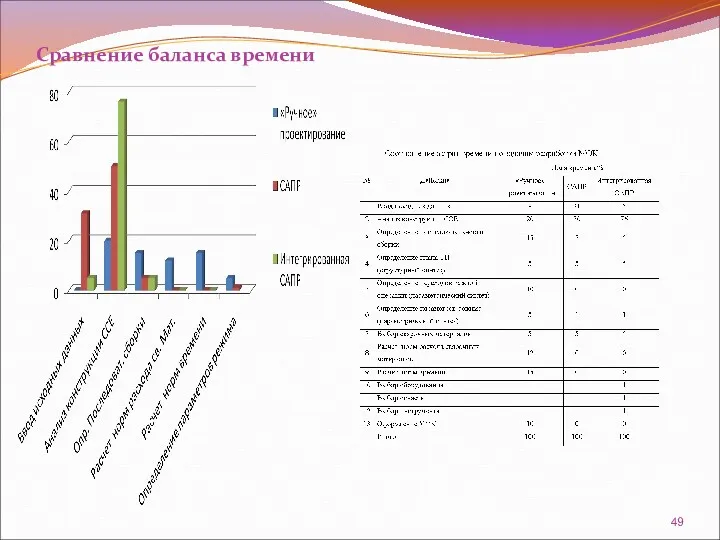
Сравнение баланса времени
Сравнение баланса времени

перспективы
перспективы

Примеры применения САПР ТП
ОАО «Боринское», г. Липецк
Теплообменники водогрейных котлов серии ИШМА
Примеры применения САПР ТП
ОАО «Боринское», г. Липецк
Теплообменники водогрейных котлов серии ИШМА
Общие выводы и основные результаты работы
1. Установлено, что существенными параметрами процесса
Общие выводы и основные результаты работы
1. Установлено, что существенными параметрами процесса
4. Установлено, что для решения обратной задачи – расчета оптимальных параметров
4. Установлено, что для решения обратной задачи – расчета оптимальных параметров
7. Разработан метод прогнозирования структуры ЗТВ при сварке однопроходных соединений, базирующийся
7. Разработан метод прогнозирования структуры ЗТВ при сварке однопроходных соединений, базирующийся
11. Разработано математическое и информационное обеспечение систем автоматизированного проектирования технологии. Разработаны
11. Разработано математическое и информационное обеспечение систем автоматизированного проектирования технологии. Разработаны
Научная новизна работы
1. Установлено, что для процесса плавления при сварке
Научная новизна работы
1. Установлено, что для процесса плавления при сварке
4. Анализом магнито-гидродинамических процессов в сварочной ванне с использованием теории подобия
4. Анализом магнито-гидродинамических процессов в сварочной ванне с использованием теории подобия

Примеры объектов исследований
ОАО «ЛОЭЗ Гидромаш», г. Липецк
Сборочно-сварочные единицы ЛИНИИ ПАКЕТИРОВАНИЯ
Примеры объектов исследований
ОАО «ЛОЭЗ Гидромаш», г. Липецк
Сборочно-сварочные единицы ЛИНИИ ПАКЕТИРОВАНИЯ
ОАО «ЛОЭЗ Гидромаш», г. Липецк
сборочно-сварочные единицы мультилифта крюкового типа для
ОАО «ЛОЭЗ Гидромаш», г. Липецк сборочно-сварочные единицы мультилифта крюкового типа для
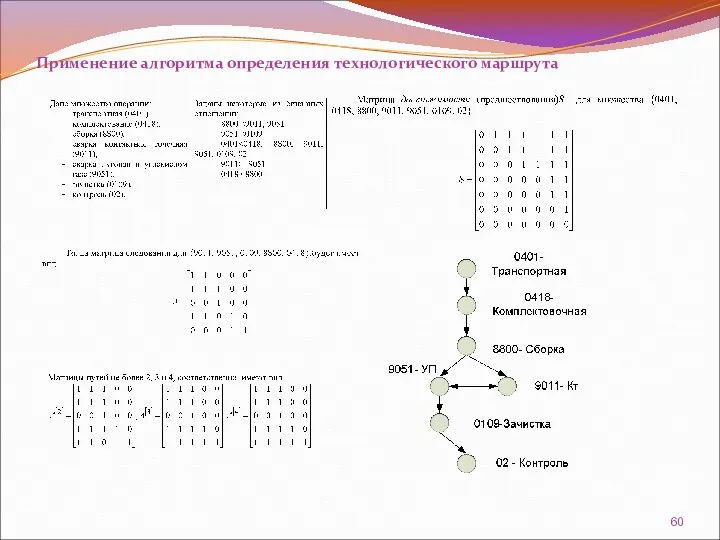
Применение алгоритма определения технологического маршрута
Применение алгоритма определения технологического маршрута
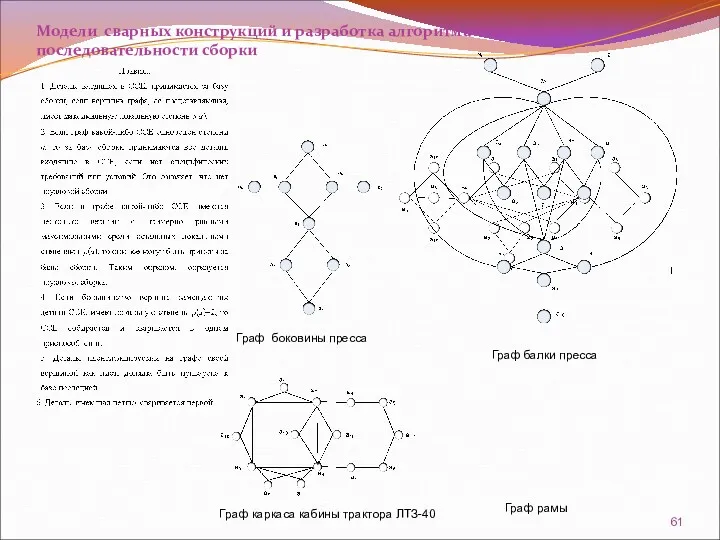
Модели сварных конструкций и разработка алгоритма определения последовательности сборки
Граф балки пресса
Граф
Модели сварных конструкций и разработка алгоритма определения последовательности сборки
Граф балки пресса
Граф
Общие выводы и основные результаты работы
1.Разработана структура и методика формирования математических
Общие выводы и основные результаты работы
1.Разработана структура и методика формирования математических
Получены КП, связывающие силу критического тока струйного переноса Iкр в Ar,
11. Разработано математическое и информационное обеспечение систем автоматизированного проектирования технологии.
Разработаны структура,
11. Разработано математическое и информационное обеспечение систем автоматизированного проектирования технологии.
Разработаны структура,
 Область применения керамической плитки
Область применения керамической плитки Жизнь организмов в морях и океанах. 5 класс
Жизнь организмов в морях и океанах. 5 класс Строительные конструкции. Расчет прочности сжатых элементов с косвенным армированием. (Лекция 4)
Строительные конструкции. Расчет прочности сжатых элементов с косвенным армированием. (Лекция 4) 2.1. Знакомство с ТРИК Студией [ТРИК]
2.1. Знакомство с ТРИК Студией [ТРИК] Презентация Подготовка к обучению грамоте дошкольников с ОНР третьего уровня
Презентация Подготовка к обучению грамоте дошкольников с ОНР третьего уровня Психологические особенности детей 4-5 лет
Психологические особенности детей 4-5 лет О работе Российской трехсторонней комиссии по регулированию социально-трудовых отношений
О работе Российской трехсторонней комиссии по регулированию социально-трудовых отношений Уральский добровольческий танковый корпус
Уральский добровольческий танковый корпус Тыва хурештин ёзу-чанчылдары.
Тыва хурештин ёзу-чанчылдары. Введение в станки с ЧПУ
Введение в станки с ЧПУ Влияние условий внешней среды на микроорганизмы. Распространение микроорганизмов в природе
Влияние условий внешней среды на микроорганизмы. Распространение микроорганизмов в природе Подросток и закон, 8-9 класс
Подросток и закон, 8-9 класс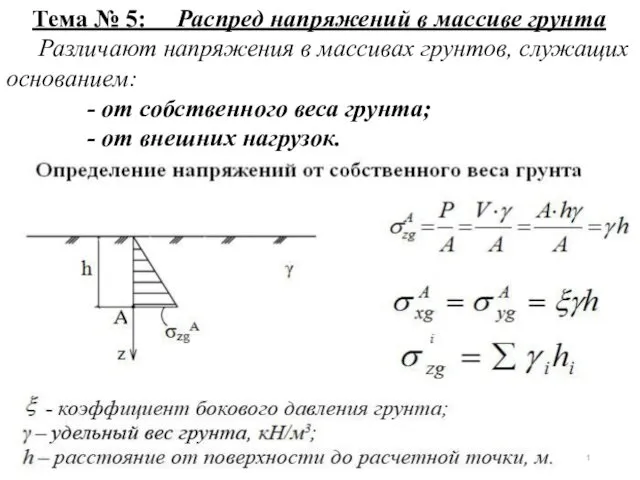 Распределение напряжений в массиве грунта. (Тема 5)
Распределение напряжений в массиве грунта. (Тема 5) Завершение колониального раздела мира. Колониальные империи
Завершение колониального раздела мира. Колониальные империи Кларнет. История создания
Кларнет. История создания Методические рекомендации при выполнении экспериментальных заданий ОГЭ-2016 по физике
Методические рекомендации при выполнении экспериментальных заданий ОГЭ-2016 по физике 14 цікавих фактів про Японію
14 цікавих фактів про Японію Электромагнитные колебания
Электромагнитные колебания Республика Удмуртия
Республика Удмуртия Презентация к родительскому собранию Учим уроки легко и с удовольствием
Презентация к родительскому собранию Учим уроки легко и с удовольствием Ветряная оспа
Ветряная оспа Самоуправление. Копилка старшего вожатого.
Самоуправление. Копилка старшего вожатого. Танцевальные коллективы города Новосибирска
Танцевальные коллективы города Новосибирска Джек Лондон. Роман Маленькая хозяйка большого дома
Джек Лондон. Роман Маленькая хозяйка большого дома Тула – город мастеров
Тула – город мастеров Моря, реки и озёра России
Моря, реки и озёра России Методы принятия решений в условиях неопределенности
Методы принятия решений в условиях неопределенности Лейкоцитоздар
Лейкоцитоздар