- Введение в станки с ЧПУ

Содержание
- 2. Содержание Введение………………………………………………………………………………………………………………………………… …3 Конструктивные и технологические особенности cтанков с ЧПУ…………………………………………. …5 Конструктивные особенности многооперационных станков………………………………………………. …8
- 3. Введение Оснащенность современного оборудования системами ЧПУ давно стала привычной, поскольку влияние человеческого фактора на производственные процессы
- 4. Станки с ЧПУ позволяют производить обработку деталей с большой концентрацией инструментальных переходов, что повышает точность деталей
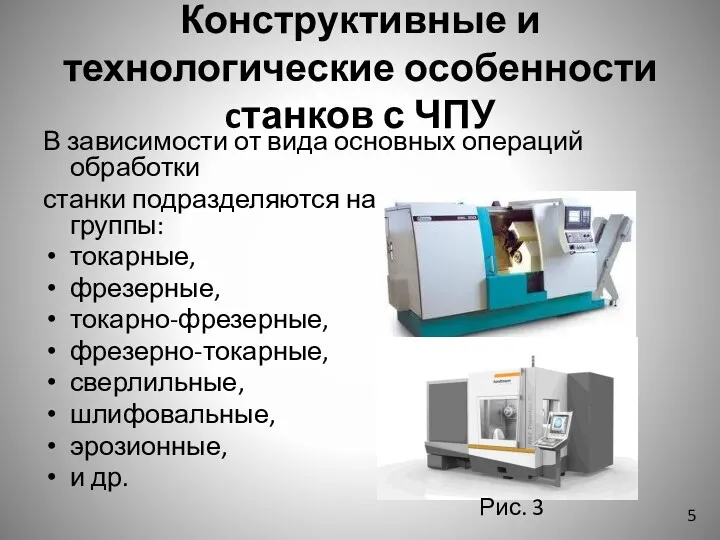
- 5. Конструктивные и технологические особенности cтанков с ЧПУ В зависимости от вида основных операций обработки станки подразделяются
- 6. По количеству используемого инструмента, станки с ЧПУ подразделяются: много инструментальные , с числом автоматически сменяемых инструментов
- 7. По принципу управления движением, различают четыре группы станков, при этом к основному обозначению станка, добавляется соответствующий
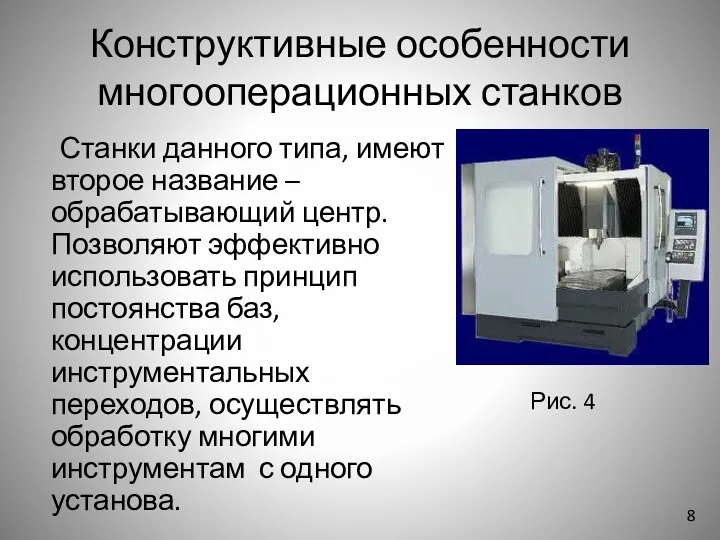
- 8. Конструктивные особенности многооперационных станков Станки данного типа, имеют второе название – обрабатывающий центр. Позволяют эффективно использовать
- 9. Для многооперационных станков характерны компоновки всевозможных типов в зависимости от количества отрабатываемых осей, вида обработки, конструкции
- 10. Рис. 5 Горизонтально-фрезерный станок с ЧПУ Kitamura HX400 -iF 10 Для крепления металлорежущего инструмента в станках
- 11. Особенности токарных обрабатывающих центров Тока́рные обрабатывающие центры предназначены главным образом для обработки наружных и внутренних цилиндрических,
- 12. Токарные станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя, несущего приспособление для установки заготовки обрабатываемой
- 13. Рис. 7 Токарные станки с ЧПУ 13
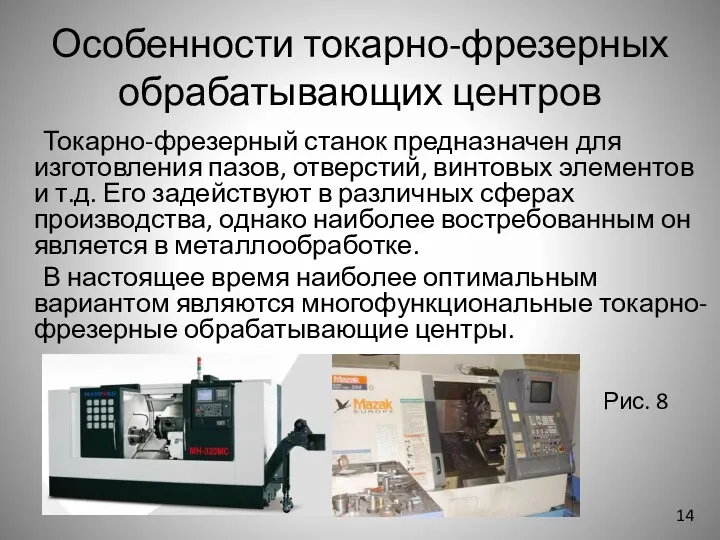
- 14. Особенности токарно-фрезерных обрабатывающих центров Токарно-фрезерный станок предназначен для изготовления пазов, отверстий, винтовых элементов и т.д. Его
- 15. Токарно-фрезерные обрабатывающие центры бывают двух типов: горизонтальные (рис. 9а); вертикальные (рис. 9б). Рис. 9а Рис. 9б
- 16. Токарно-фрезерные обрабатывающие центры отличаются тем, что при помощи одного и того же шпинделя фрезерной головки применяют
- 17. Область применения токарно-фрезерного обрабатывающего центра любой модификации довольно обширна, его можно увидеть на предприятиях следующих отраслей:
- 18. 18 Рис. 10
- 19. Токарно-фрезерный станок, созданный на основе новейших инновационных технологий, обладает высокой степенью гибкости, что дает возможность легко
- 20. Особенности горизонтально-вертикально- фрезерных обрабатывающих центров Обрабатывающие центры ведут свое происхождение от сверлильно-фрезерных станков с числовым программным
- 21. Оба типа станков предназначены для автоматического и полуавтоматического выполнения разнообразных операций по обработке металлических деталей с
- 22. Рис 13. Особенности фрезерных станков 22
- 23. Вспомогательная оснастка для станков с ЧПУ Фирм производителей инструментальной оснастки во всем мире больше сотни, есть
- 24. К металлорежущей оснастке относятся приводные и не приводные блоки, оправки для крепления инструмента (термооправки, цанговые оправки
- 25. Рис. 15 Цанговые оправки Рис. 17 Цанги тип D, ER и др. Рис. 16 Втулка переходная
- 26. К оснастке для крепления и позиционирования детали относятся 3х и 4х кулачковые патроны, цанговые патроны, паллеты,
- 27. Рис. 13 Поворотные столы Рис. 19 Тиски станочные прецизионные Рис. 20 Универсальные прижимные приспособления 27
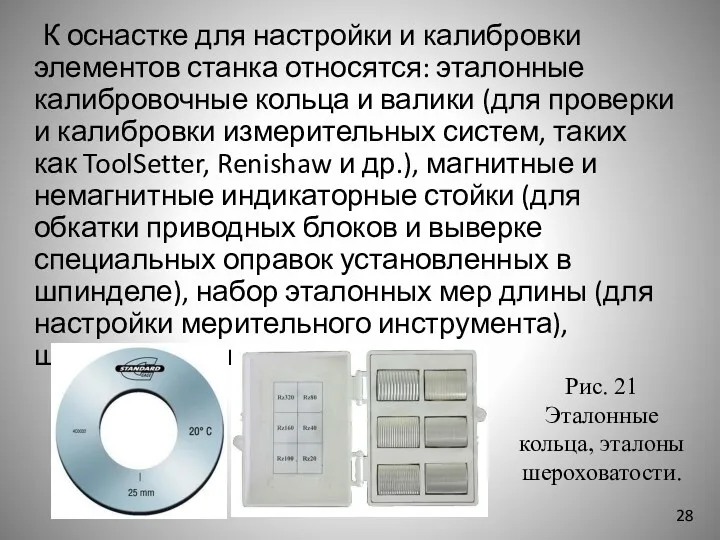
- 28. К оснастке для настройки и калибровки элементов станка относятся: эталонные калибровочные кольца и валики (для проверки
- 29. Рис. 22 Резьбовой калибр, концевые меры длины Рис. 23 Эталонный валик 29
- 30. Режущий инструмент Режущий инструмент является составной частью комплексной автоматизированной системы станка с ЧПУ. Тщательному выбору и
- 31. Сборный инструмент с СМП нашел широкое применение, выпуск его постоянно увеличивается, как по объему, так по
- 32. 32 Рис. 24
- 33. Основным направлением повышения работоспособности твердых сплавов является нанесение на них износостойких покрытий, повышающих стойкость инструмента по
- 34. 34 Рис. 25
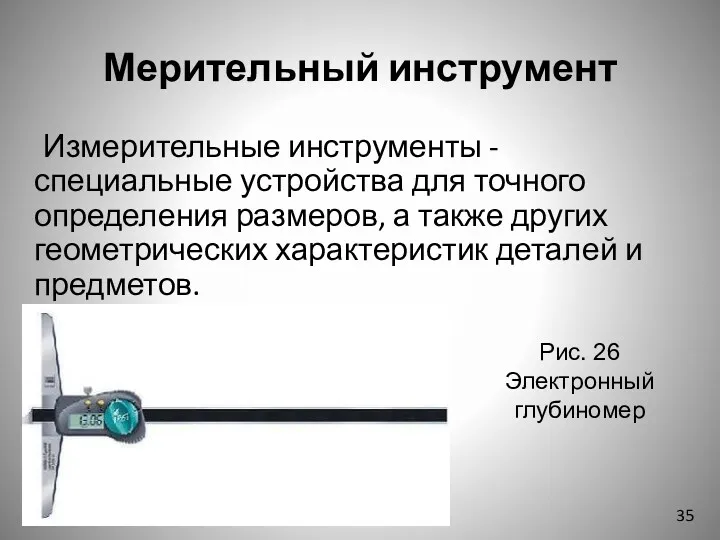
- 35. Мерительный инструмент Измерительные инструменты - специальные устройства для точного определения размеров, а также других геометрических характеристик
- 36. Можно выделить еще несколько весьма востребованных сегодня измерительных приборов и инструментов. Штангенциркуль позволяет узнать глубину и
- 37. Рис. 27 Магнитные стойки с индикаторами часового типа. 37
- 38. Рис. 28 Электронный микрометр и штангенциркуль 38
- 39. Система «привязки режущего инструмента» ToolSetter и др. Современный станок с ЧПУ невозможно представить без автоматической системы
- 40. Рис. 30 Системы автоматической "привязки" инструмента 40
- 41. Система контроля геометрии заготовки (адаптивная обработка) Renishaw и др. Кроме системы «привязки» инструмента неотъемлемой частью высокоточного
- 42. Рис. 31 Станочная измерительная система Renishaw 42
- 43. Средства автоматического контроля готовой детали КИМ, ATOS и др. После выполнения промежуточных или окончательных операций необходимо
- 44. Рис. 33а Процесс измерения по траектории на КИМ Рис. 33б Контрольно измерительная машина 44
- 45. Рис. 33в Измерительные щупы для КИМ Измерение же бесконтактными методами осуществляется с помощью различных систем использующих
- 46. ATOS III ATOS III - Высокопроизводительная система ATOS III имеет две цифровые камеры с разрешением 4
- 47. Системы применяется в автомобилестроении, турбостроении, авиастроении и аэрокосмической промышленности, а также в разработках для производства бытовой
- 48. Рис. 35 Оцифрованные модели с помощью системы ATOS III 48
- 49. Системы автоматического контроля вылета инструмента Систем контроля геометрии режущих кромок и вылета несколько, но принцип работы
- 50. Рис. 36 Структура и концепция управления системой Zoller в ПО "pilot3.0" 50
- 51. Пульт управления станком с ЧПУ Пульт управления станком с ЧПУ является основным элементом с помощью которого
- 52. Рис. 37 Пульт управления станком с ЧПУ 52
- 53. Процесс изготовления от чертежа к готовой детали После получения от конструктора чертежа с параметрами детали наступает
- 54. Системы визуализации перемещений CIMCO EDIT Одной из самых простых визуализаторов обработки с отображением кода программы является
- 55. Рис. 39 Графическое отображение обработки в программе CIMCO EDIT 55
- 56. Заключение Появление станков с ЧПУ дало новый толчок в интенсивном развитии науки технология машиностроения. Появляются новые
- 57. Спасибо за внимание! 57
- 58. Список литературы Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов
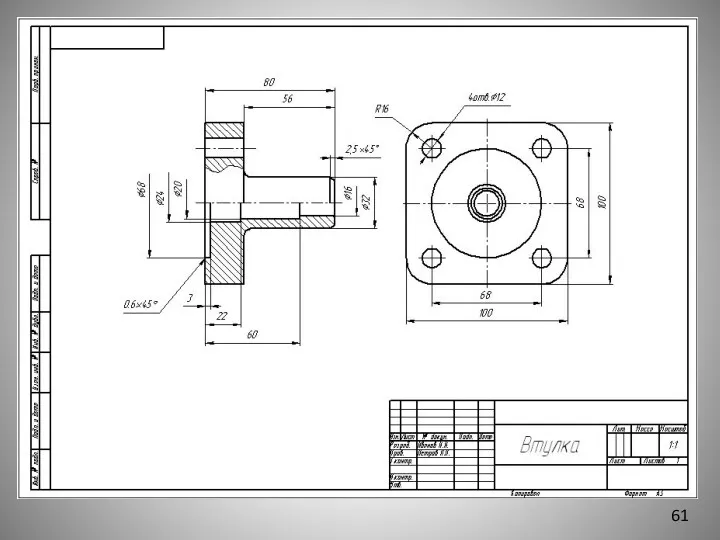
- 59. Практическое занятие Выбор станка, оснастки. Подбор режущего инструмента Seco. Материал: 09Г2С, 30ХГСА Заготовка круглый прокат диаметром
- 60. Оформить в виде таблицы для каждого материала: 60
- 61. 61
- 63. Скачать презентацию
Содержание
Введение………………………………………………………………………………………………………………………………… …3
Конструктивные и технологические особенности cтанков с ЧПУ…………………………………………. …5
Конструктивные особенности многооперационных станков………………………………………………. …8
Особенности токарных
Содержание
Введение………………………………………………………………………………………………………………………………… …3
Конструктивные и технологические особенности cтанков с ЧПУ…………………………………………. …5
Конструктивные особенности многооперационных станков………………………………………………. …8
Особенности токарных

Введение
Оснащенность современного оборудования системами ЧПУ давно стала привычной, поскольку влияние человеческого
Введение
Оснащенность современного оборудования системами ЧПУ давно стала привычной, поскольку влияние человеческого

Станки с ЧПУ позволяют производить обработку деталей с большой концентрацией инструментальных
Станки с ЧПУ позволяют производить обработку деталей с большой концентрацией инструментальных
Конструктивные и технологические особенности cтанков с ЧПУ
В зависимости от вида основных
Конструктивные и технологические особенности cтанков с ЧПУ
В зависимости от вида основных
По количеству используемого инструмента,
станки с ЧПУ подразделяются:
много инструментальные , с числом
По количеству используемого инструмента,
станки с ЧПУ подразделяются:
много инструментальные , с числом
По принципу управления движением, различают четыре группы
станков, при этом к основному
По принципу управления движением, различают четыре группы
станков, при этом к основному
Конструктивные особенности многооперационных станков
Станки данного типа, имеют второе название – обрабатывающий
Конструктивные особенности многооперационных станков
Станки данного типа, имеют второе название – обрабатывающий
Для многооперационных станков характерны
компоновки всевозможных типов в зависимости
от количества отрабатываемых осей,
Для многооперационных станков характерны
компоновки всевозможных типов в зависимости
от количества отрабатываемых осей,

Рис. 5 Горизонтально-фрезерный станок с ЧПУ Kitamura HX400 -iF
10
Для крепления металлорежущего
Рис. 5 Горизонтально-фрезерный станок с ЧПУ Kitamura HX400 -iF
10
Для крепления металлорежущего

Особенности токарных обрабатывающих центров
Тока́рные обрабатывающие центры предназначены главным образом для обработки
Особенности токарных обрабатывающих центров
Тока́рные обрабатывающие центры предназначены главным образом для обработки
Токарные станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя, несущего
Токарные станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя, несущего

Рис. 7 Токарные станки с ЧПУ
13
Рис. 7 Токарные станки с ЧПУ
13
Особенности токарно-фрезерных обрабатывающих центров
Токарно-фрезерный станок предназначен для изготовления пазов, отверстий, винтовых
Особенности токарно-фрезерных обрабатывающих центров
Токарно-фрезерный станок предназначен для изготовления пазов, отверстий, винтовых

Токарно-фрезерные обрабатывающие центры бывают двух типов:
горизонтальные (рис. 9а);
вертикальные (рис. 9б).
Рис. 9а
Рис.
Токарно-фрезерные обрабатывающие центры бывают двух типов:
горизонтальные (рис. 9а);
вертикальные (рис. 9б).
Рис. 9а
Рис.
Токарно-фрезерные обрабатывающие центры отличаются тем, что при помощи одного и того
Токарно-фрезерные обрабатывающие центры отличаются тем, что при помощи одного и того
Область применения токарно-фрезерного
обрабатывающего центра любой модификации
довольно обширна, его можно увидеть на
предприятиях
Область применения токарно-фрезерного
обрабатывающего центра любой модификации
довольно обширна, его можно увидеть на
предприятиях

18
Рис. 10
18
Рис. 10

Токарно-фрезерный станок, созданный на основе новейших инновационных технологий, обладает высокой степенью
Токарно-фрезерный станок, созданный на основе новейших инновационных технологий, обладает высокой степенью
Особенности горизонтально-вертикально- фрезерных обрабатывающих центров
Обрабатывающие центры ведут свое происхождение от сверлильно-фрезерных
Особенности горизонтально-вертикально- фрезерных обрабатывающих центров
Обрабатывающие центры ведут свое происхождение от сверлильно-фрезерных
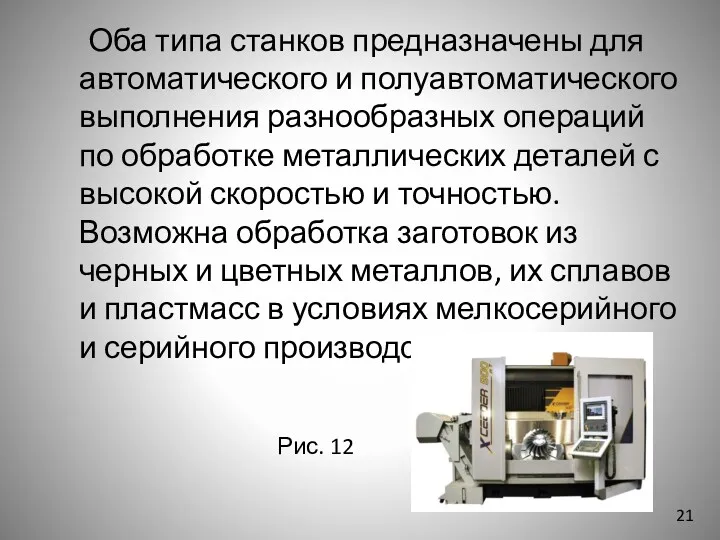
Оба типа станков предназначены для автоматического и полуавтоматического выполнения разнообразных операций
Оба типа станков предназначены для автоматического и полуавтоматического выполнения разнообразных операций

Рис 13. Особенности фрезерных станков
22
Рис 13. Особенности фрезерных станков
22
Вспомогательная оснастка для станков с ЧПУ
Фирм производителей инструментальной оснастки во всем
Вспомогательная оснастка для станков с ЧПУ
Фирм производителей инструментальной оснастки во всем

К металлорежущей оснастке относятся приводные и не приводные блоки, оправки для
К металлорежущей оснастке относятся приводные и не приводные блоки, оправки для

Рис. 15 Цанговые оправки
Рис. 17 Цанги тип D, ER и др.
Рис.
Рис. 15 Цанговые оправки
Рис. 17 Цанги тип D, ER и др.
Рис.

К оснастке для крепления и позиционирования детали относятся 3х и 4х
К оснастке для крепления и позиционирования детали относятся 3х и 4х

Рис. 13 Поворотные столы
Рис. 19 Тиски станочные прецизионные
Рис. 20 Универсальные
Рис. 13 Поворотные столы
Рис. 19 Тиски станочные прецизионные
Рис. 20 Универсальные
К оснастке для настройки и калибровки элементов станка относятся: эталонные калибровочные
К оснастке для настройки и калибровки элементов станка относятся: эталонные калибровочные

Рис. 22 Резьбовой калибр, концевые меры длины
Рис. 23 Эталонный валик
29
Рис. 22 Резьбовой калибр, концевые меры длины
Рис. 23 Эталонный валик
29
Режущий инструмент
Режущий инструмент является составной частью комплексной автоматизированной системы станка с
Режущий инструмент
Режущий инструмент является составной частью комплексной автоматизированной системы станка с
Сборный инструмент с СМП нашел широкое применение, выпуск его постоянно увеличивается,
Сборный инструмент с СМП нашел широкое применение, выпуск его постоянно увеличивается,

32
Рис. 24
32
Рис. 24
Основным направлением повышения работоспособности твердых сплавов является нанесение на них износостойких
Основным направлением повышения работоспособности твердых сплавов является нанесение на них износостойких

34
Рис. 25
34
Рис. 25
Мерительный инструмент
Измерительные инструменты - специальные устройства для точного определения размеров, а
Мерительный инструмент
Измерительные инструменты - специальные устройства для точного определения размеров, а
Можно выделить еще несколько весьма востребованных сегодня измерительных приборов и инструментов.
Можно выделить еще несколько весьма востребованных сегодня измерительных приборов и инструментов.

Рис. 27 Магнитные стойки с индикаторами часового типа.
37
Рис. 27 Магнитные стойки с индикаторами часового типа.
37

Рис. 28 Электронный микрометр и штангенциркуль
38
Рис. 28 Электронный микрометр и штангенциркуль
38

Система «привязки режущего инструмента» ToolSetter и др.
Современный станок с ЧПУ невозможно
Система «привязки режущего инструмента» ToolSetter и др.
Современный станок с ЧПУ невозможно

Рис. 30 Системы автоматической "привязки" инструмента
40
Рис. 30 Системы автоматической "привязки" инструмента
40

Система контроля геометрии заготовки (адаптивная обработка) Renishaw и др.
Кроме системы «привязки»
Система контроля геометрии заготовки (адаптивная обработка) Renishaw и др.
Кроме системы «привязки»

Рис. 31 Станочная измерительная система Renishaw
42
Рис. 31 Станочная измерительная система Renishaw
42

Средства автоматического контроля готовой детали КИМ, ATOS и др.
После выполнения промежуточных
Средства автоматического контроля готовой детали КИМ, ATOS и др.
После выполнения промежуточных

Рис. 33а Процесс измерения по траектории на КИМ
Рис. 33б Контрольно измерительная
Рис. 33а Процесс измерения по траектории на КИМ
Рис. 33б Контрольно измерительная

Рис. 33в Измерительные щупы для КИМ
Измерение же бесконтактными методами осуществляется с
Рис. 33в Измерительные щупы для КИМ
Измерение же бесконтактными методами осуществляется с
ATOS III
ATOS III - Высокопроизводительная система ATOS III имеет две цифровые камеры с разрешением
ATOS III
ATOS III - Высокопроизводительная система ATOS III имеет две цифровые камеры с разрешением

Системы применяется в автомобилестроении, турбостроении, авиастроении и аэрокосмической промышленности, а также
Системы применяется в автомобилестроении, турбостроении, авиастроении и аэрокосмической промышленности, а также
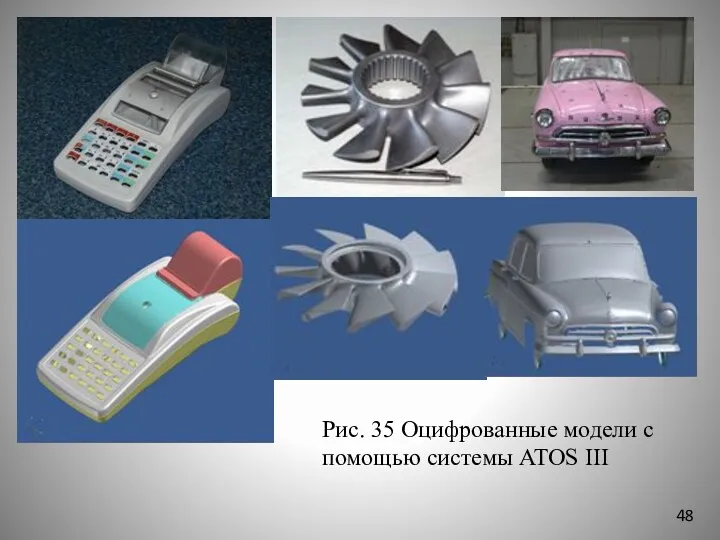
Рис. 35 Оцифрованные модели с помощью системы ATOS III
48
Рис. 35 Оцифрованные модели с помощью системы ATOS III
48
Системы автоматического контроля вылета инструмента
Систем контроля геометрии режущих кромок и
Системы автоматического контроля вылета инструмента
Систем контроля геометрии режущих кромок и
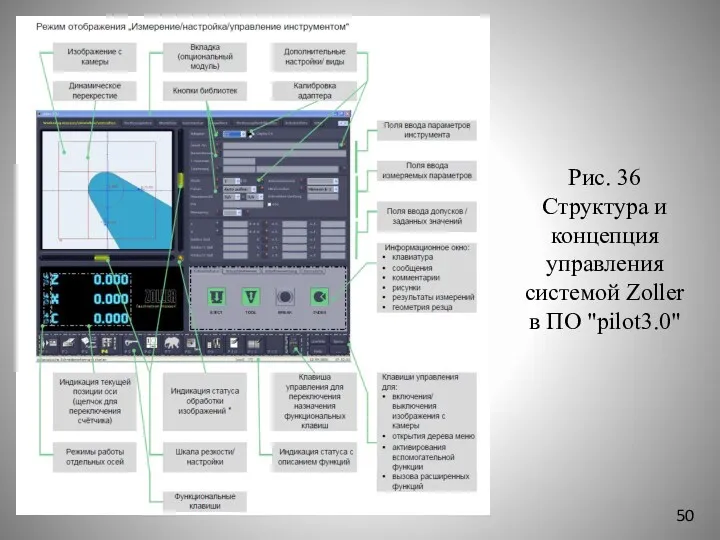
Рис. 36 Структура и концепция управления системой Zoller в ПО "pilot3.0"
50
Рис. 36 Структура и концепция управления системой Zoller в ПО "pilot3.0"
50
Пульт управления станком с ЧПУ
Пульт управления станком с ЧПУ является
Пульт управления станком с ЧПУ
Пульт управления станком с ЧПУ является

Рис. 37 Пульт управления станком с ЧПУ
52
Рис. 37 Пульт управления станком с ЧПУ
52
Процесс изготовления от чертежа к готовой детали
После получения от конструктора чертежа
Процесс изготовления от чертежа к готовой детали
После получения от конструктора чертежа
Системы визуализации перемещений CIMCO EDIT
Одной из самых простых визуализаторов обработки с
Системы визуализации перемещений CIMCO EDIT
Одной из самых простых визуализаторов обработки с
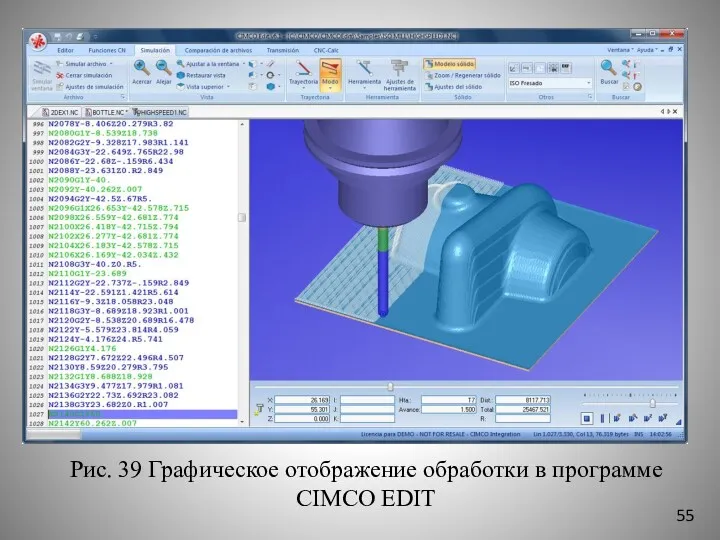
Рис. 39 Графическое отображение обработки в программе CIMCO EDIT
55
Рис. 39 Графическое отображение обработки в программе CIMCO EDIT
55
Заключение
Появление станков с ЧПУ дало новый толчок в интенсивном развитии науки
Заключение
Появление станков с ЧПУ дало новый толчок в интенсивном развитии науки
Спасибо за внимание!
57
Спасибо за внимание!
57
Список литературы
Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие
Список литературы
Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие
Практическое занятие
Выбор станка, оснастки.
Подбор режущего инструмента Seco.
Материал: 09Г2С, 30ХГСА
Заготовка
Практическое занятие
Выбор станка, оснастки.
Подбор режущего инструмента Seco.
Материал: 09Г2С, 30ХГСА
Заготовка
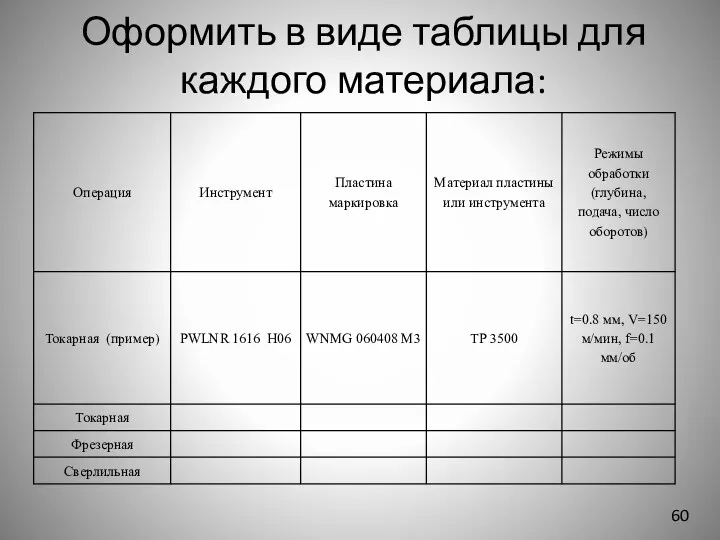
Оформить в виде таблицы для каждого материала:
60
Оформить в виде таблицы для каждого материала:
60
61
61
 Металлы в организме человека
Металлы в организме человека Дидактическая игра Большой - маленький
Дидактическая игра Большой - маленький Параллельные плоскости. Задачи
Параллельные плоскости. Задачи Презентация Осадки
Презентация Осадки Освоение и изучении территории России
Освоение и изучении территории России Диффузия. Диффузия в газах
Диффузия. Диффузия в газах Юбилей Анжелы
Юбилей Анжелы Презентация Транспорт
Презентация Транспорт Презентация Прогулка по осеннему лесу
Презентация Прогулка по осеннему лесу Инженерные профессии
Инженерные профессии Характеристика дошкольного образования в Испании
Характеристика дошкольного образования в Испании Портфолио учителя начальных классов
Портфолио учителя начальных классов Санбюллетень о витаминах
Санбюллетень о витаминах Интернет урок антинаркотической направленности
Интернет урок антинаркотической направленности Земельные правоотношения. Право собственности на землю
Земельные правоотношения. Право собственности на землю Южная Европа. Италия
Южная Европа. Италия Художники пореформенной России. 11 класс
Художники пореформенной России. 11 класс Викторина Природа нашего края
Викторина Природа нашего края Константин Григорьевич Паустовский (1892-1968)
Константин Григорьевич Паустовский (1892-1968) Периодическая система элементов Д.И. Менделеева
Периодическая система элементов Д.И. Менделеева ГУЗ Павловская РБ имени заслуженного врача России А.И.Марьина. Годовой отчет
ГУЗ Павловская РБ имени заслуженного врача России А.И.Марьина. Годовой отчет Общие понятия о навигации ВС. Основные навигационные параметры и методы их определения
Общие понятия о навигации ВС. Основные навигационные параметры и методы их определения Образ помещика. Плюшкин. Мертвые души
Образ помещика. Плюшкин. Мертвые души Население и экономика США
Население и экономика США План-конспект интегрированного урока
План-конспект интегрированного урока Су-Джок терапия в коррекционной работе с дошкольниками
Су-Джок терапия в коррекционной работе с дошкольниками презентация К нам весна шагает быстрыми шагами... Диск
презентация К нам весна шагает быстрыми шагами... Диск les 23 32FOOD
les 23 32FOOD