- Методы борьбы со сварочными деформациями и напряжениями

Содержание
- 2. Деформация – изменение формы и размеров конструкции под действием внешних нагрузок (усилий) или внутренних напряжений. Упругие
- 4. Мероприятия по борьбе с деформациями и напряжениями от сварки Мероприятия, предотвращающие возможность возникновения напряжений и деформаций
- 5. Записать (законспектировать) следующие 9 способов предотвратить или значительно снизить сварочные деформации.
- 6. Избегать в сварных конструкциях скоплений и пересечений швов, так как в этих местах металл приходится многократно
- 7. По возможности применять стыковые соединения, вместо нахлёсточных и тем более с накладками, так как происходит нагрев
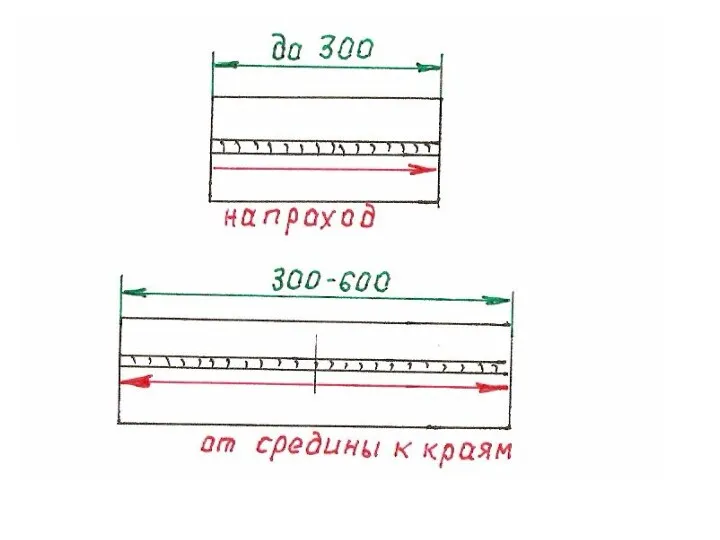
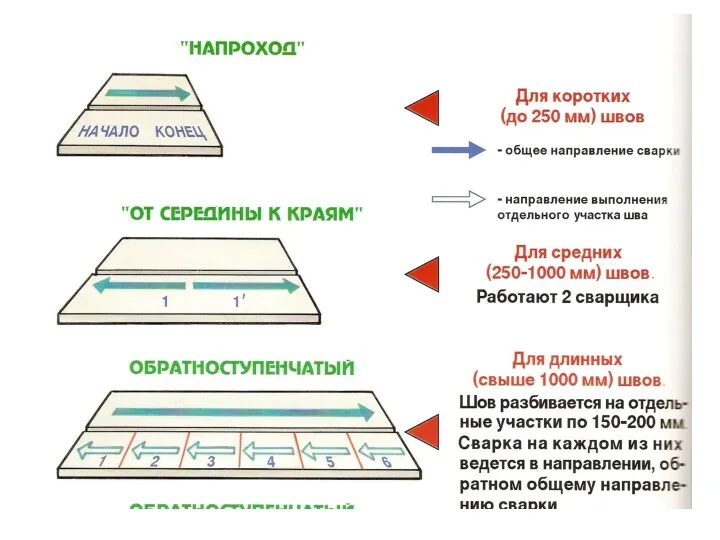
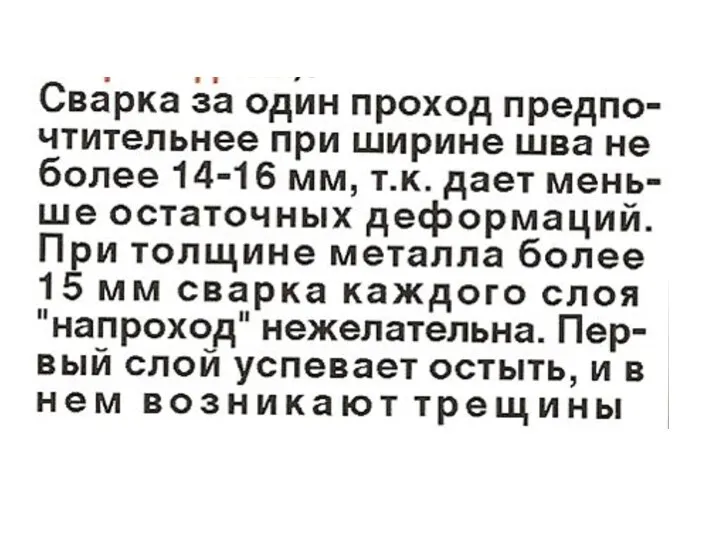
- 8. Сварку швов различной длины вести следующими способами: — короткие швы до 300 мм сваривать на проход,
- 10. Направление сварки участков должно быть ПРОТИВОПОЛОЖНО общему росту шва. В этом случае внутренние напряжения возникающие на
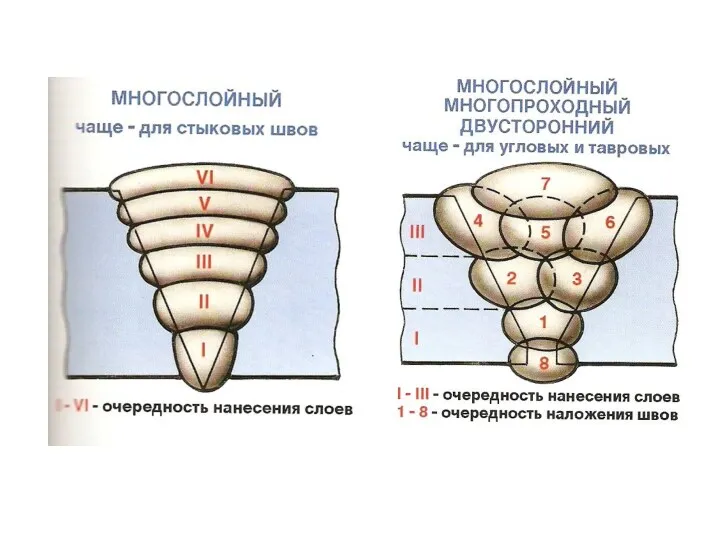
- 13. Применять многослойные, а лучше многопроходные швы. — меньше вносится тепла в место соединения с каждым слоем
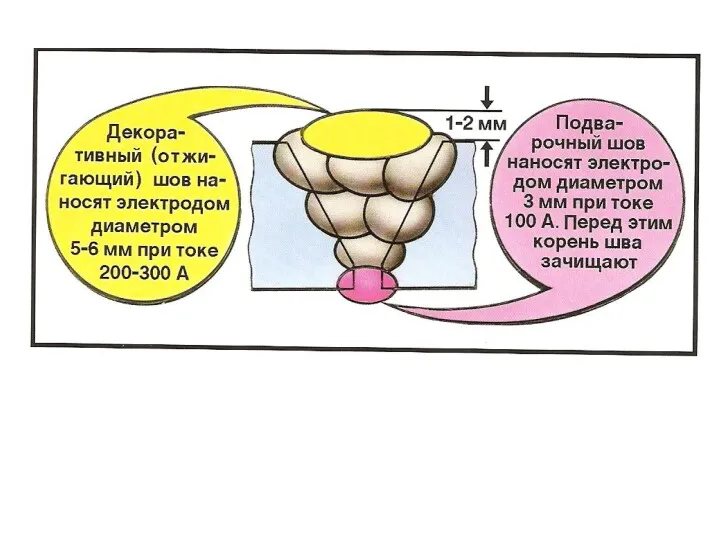
- 15. способ двойного слоя
- 17. Если при наложении второго и последующего слоёв применяется блочный способ (как при кладке кирпичей), то границы
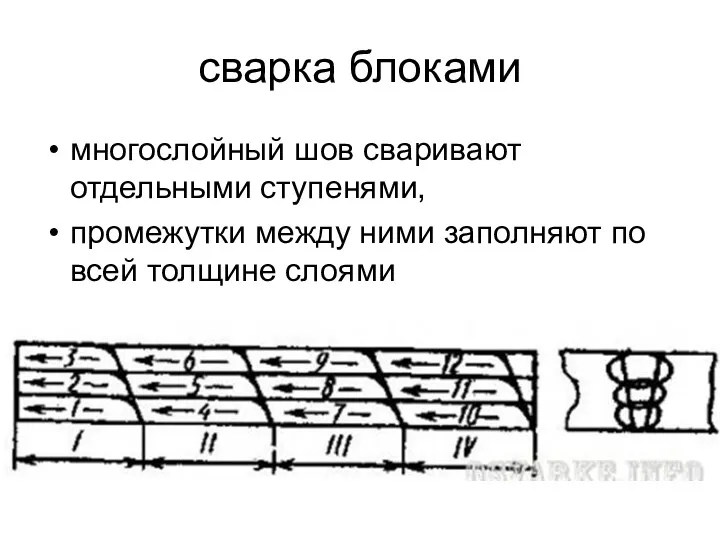
- 18. сварка блоками многослойный шов сваривают отдельными ступенями, промежутки между ними заполняют по всей толщине слоями
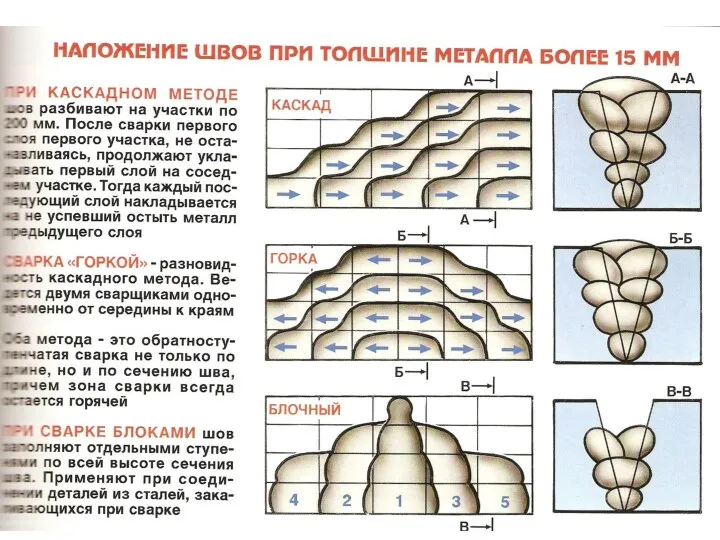
- 20. При соединении частей из металла значительной толщины (более 20–25 мм) применяют многослойную дуговую сварку, выполняя швы
- 21. Шов горкой первый слой имеет длину примерно 200–300 мм, второй длиннее первого в 2 раза, третий
- 22. Очередность наложения швов при многослойной дуговой сварке (размеры указаны в миллиметрах) горкой 1 – ось «горки»;
- 23. Шов горкой Такой способ способствует поддержанию участка сварки в нагретом состоянии. В результате тепло распространяется по
- 24. При соединении деталей из закаливающихся при сварке сталей рекомендуется применять сварку блоками. Из незакаливающихся (низкоуглеродистых) сталей
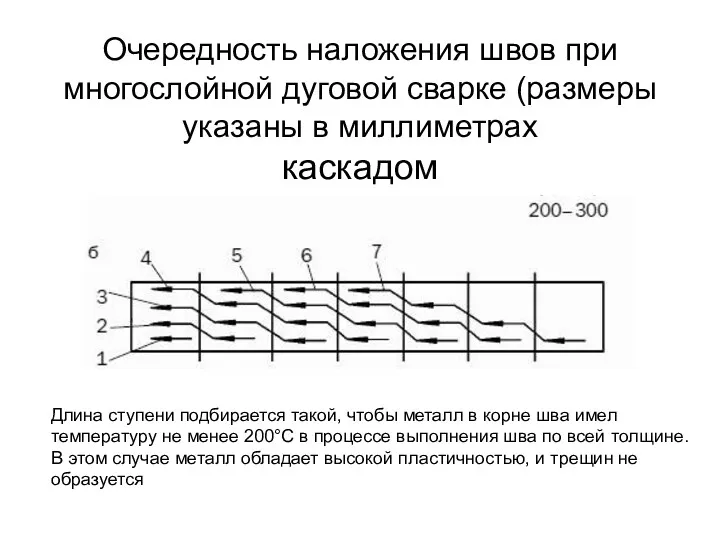
- 25. Очередность наложения швов при многослойной дуговой сварке (размеры указаны в миллиметрах каскадом Длина ступени подбирается такой,
- 26. «Каскад» применяют при коротких швах, начиная его с края соединения. «Горку» применяют при швах средней длины
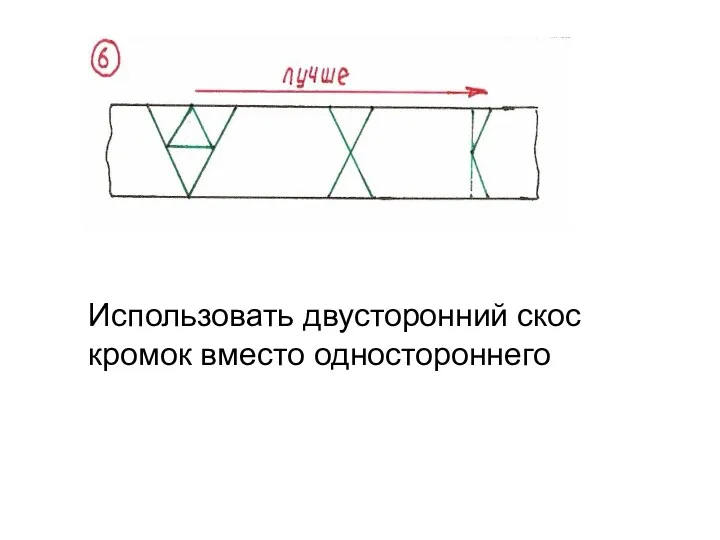
- 28. Использовать двусторонний скос кромок вместо одностороннего
- 29. Например, для стыкового соединения толщиной металла 20 мм можно применить V; X и K — образный
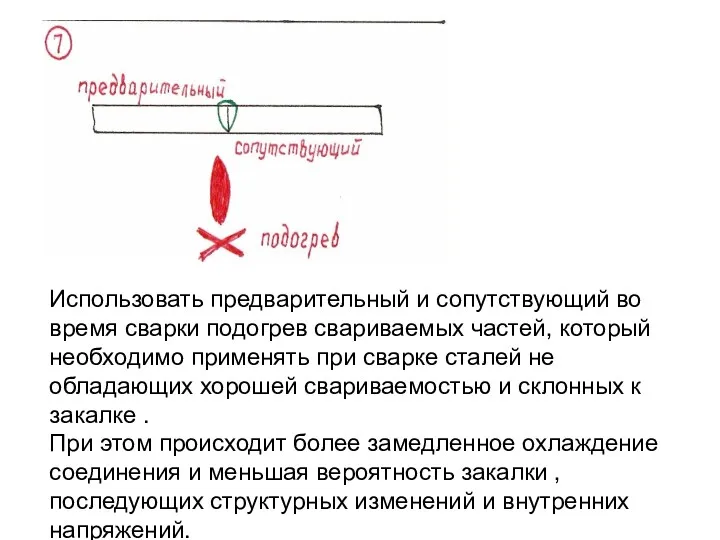
- 30. Использовать предварительный и сопутствующий во время сварки подогрев свариваемых частей, который необходимо применять при сварке сталей
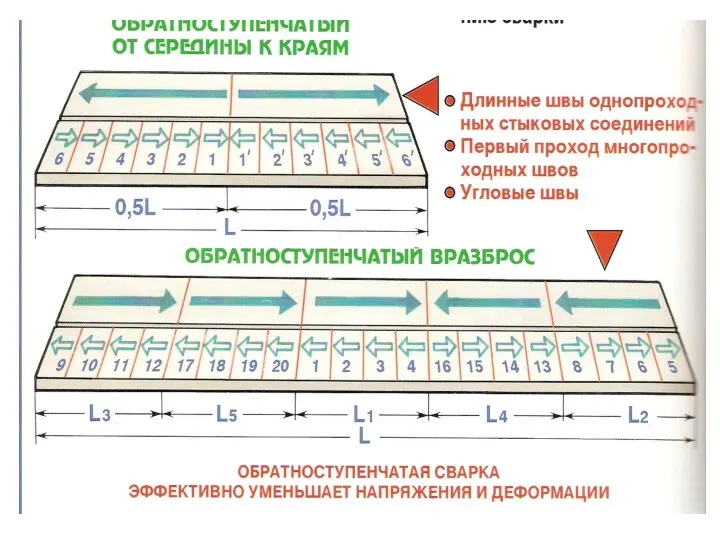
- 31. выбирается такой порядок наложения швов, чтобы деформация от наложения последующего шва, ликвидировала бы деформацию от предыдущего.
- 33. Скачать презентацию
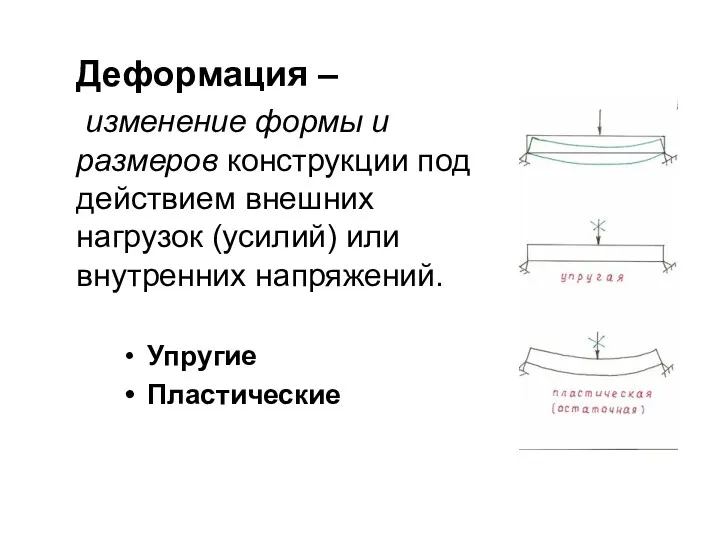
Деформация –
изменение формы и размеров конструкции под действием внешних нагрузок
Деформация –
изменение формы и размеров конструкции под действием внешних нагрузок
Мероприятия по борьбе с деформациями и напряжениями от сварки
Мероприятия, предотвращающие возможность
Мероприятия по борьбе с деформациями и напряжениями от сварки
Мероприятия, предотвращающие возможность
Записать (законспектировать) следующие 9 способов предотвратить или значительно снизить сварочные деформации.
Записать (законспектировать) следующие 9 способов предотвратить или значительно снизить сварочные деформации.
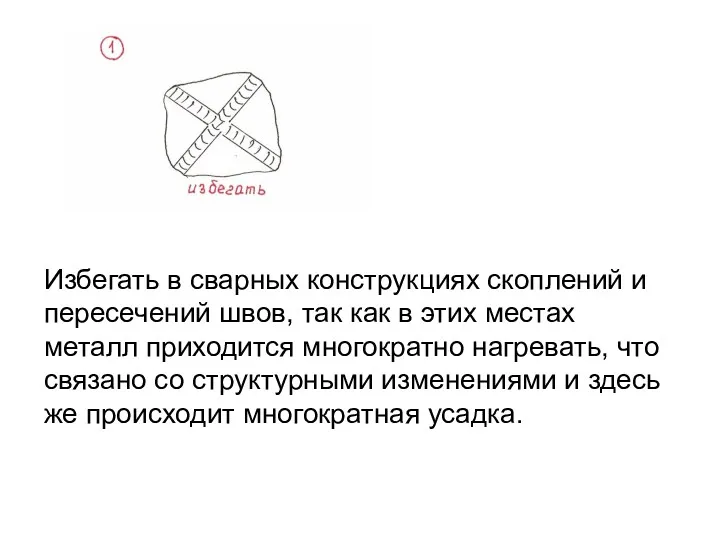
Избегать в сварных конструкциях скоплений и пересечений швов, так как в
Избегать в сварных конструкциях скоплений и пересечений швов, так как в
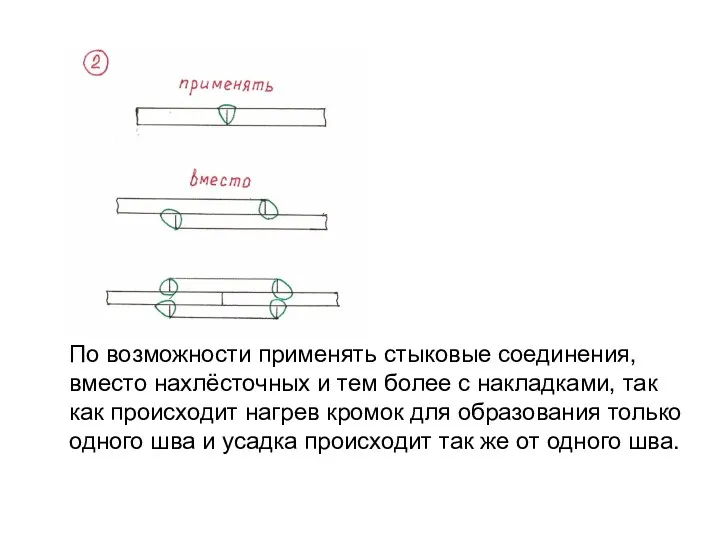
По возможности применять стыковые соединения, вместо нахлёсточных и тем более с
По возможности применять стыковые соединения, вместо нахлёсточных и тем более с
Сварку швов различной длины вести следующими способами:
— короткие швы до 300
Сварку швов различной длины вести следующими способами:
— короткие швы до 300
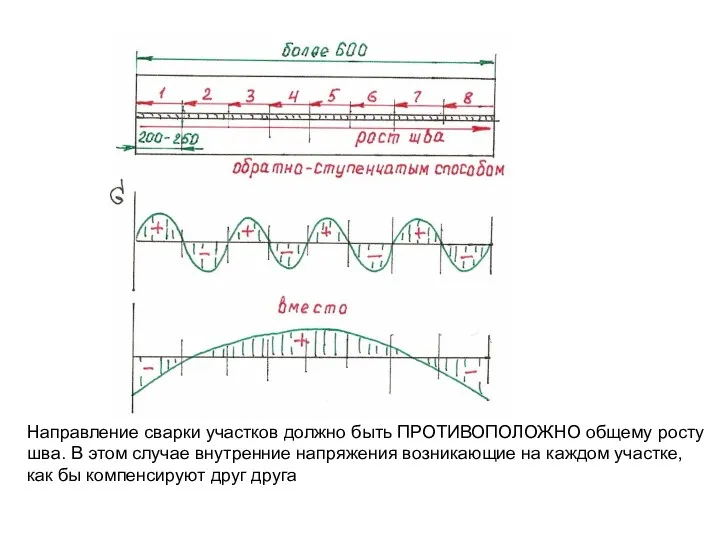
Направление сварки участков должно быть ПРОТИВОПОЛОЖНО общему росту шва. В этом
Направление сварки участков должно быть ПРОТИВОПОЛОЖНО общему росту шва. В этом

Применять многослойные, а лучше многопроходные швы.
— меньше вносится тепла в
Применять многослойные, а лучше многопроходные швы.
— меньше вносится тепла в
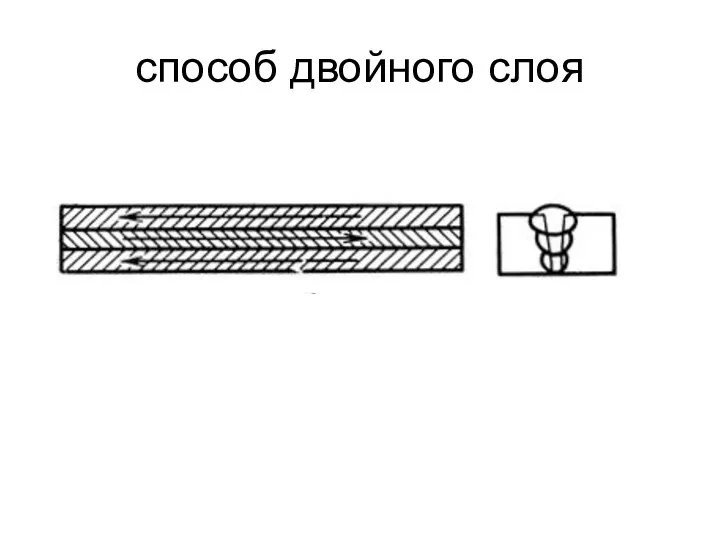
способ двойного слоя
способ двойного слоя
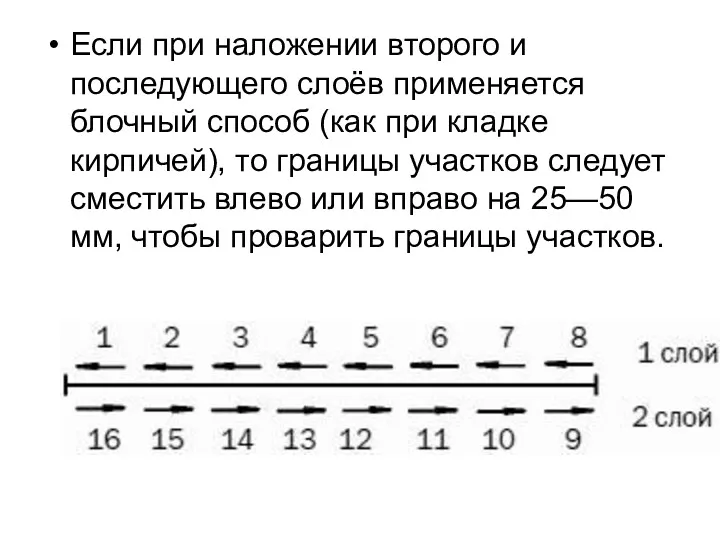
Если при наложении второго и последующего слоёв применяется блочный способ (как
Если при наложении второго и последующего слоёв применяется блочный способ (как
сварка блоками
многослойный шов сваривают отдельными ступенями,
промежутки между ними заполняют по
сварка блоками
многослойный шов сваривают отдельными ступенями,
промежутки между ними заполняют по
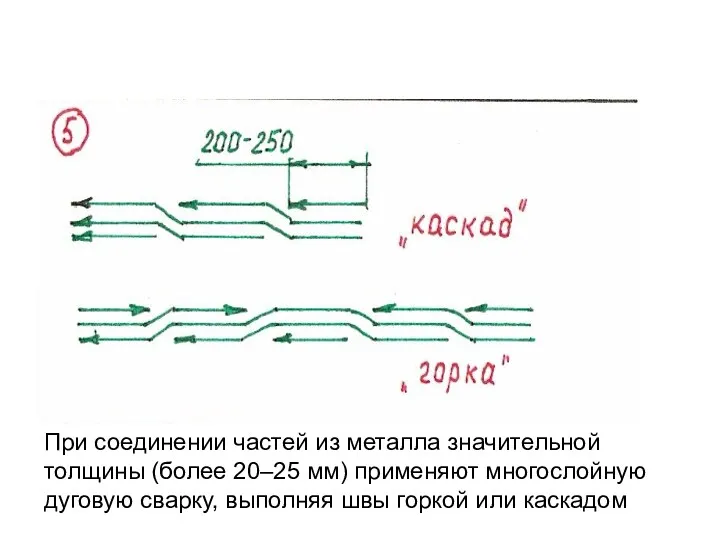
При соединении частей из металла значительной толщины (более 20–25 мм) применяют
При соединении частей из металла значительной толщины (более 20–25 мм) применяют
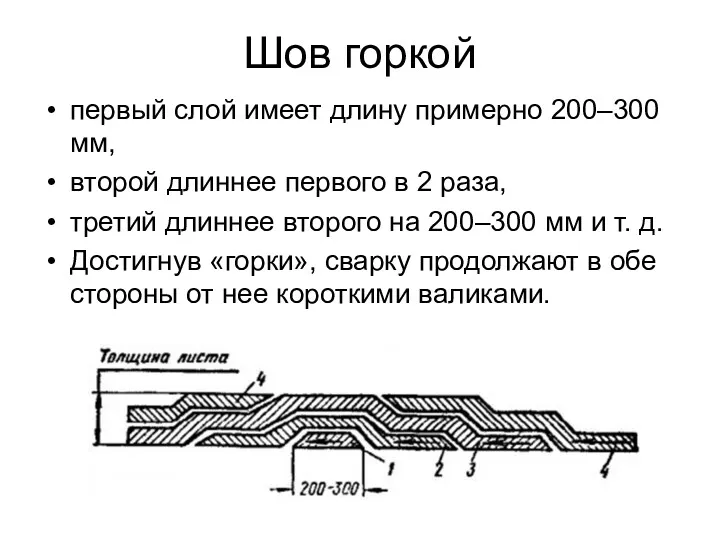
Шов горкой
первый слой имеет длину примерно 200–300 мм,
второй длиннее
Шов горкой
первый слой имеет длину примерно 200–300 мм,
второй длиннее
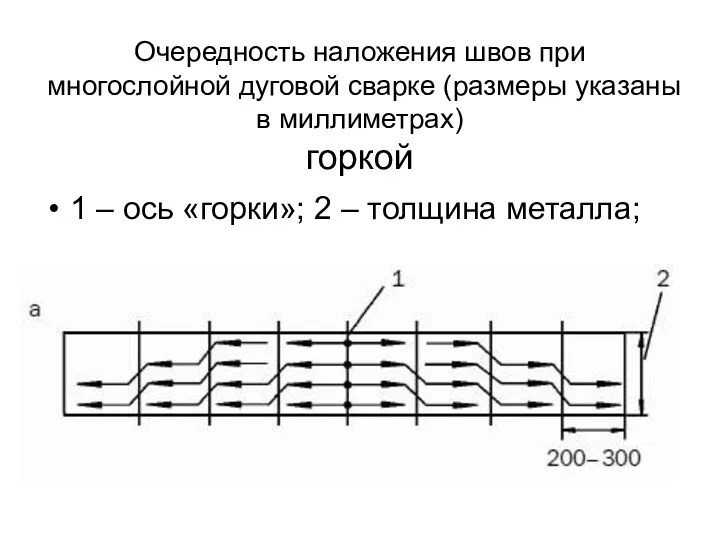
Очередность наложения швов при многослойной дуговой сварке (размеры указаны в миллиметрах)
Очередность наложения швов при многослойной дуговой сварке (размеры указаны в миллиметрах)
Шов горкой
Такой способ способствует поддержанию участка сварки в нагретом
Шов горкой
Такой способ способствует поддержанию участка сварки в нагретом
При соединении деталей из закаливающихся при сварке сталей рекомендуется применять сварку
При соединении деталей из закаливающихся при сварке сталей рекомендуется применять сварку
Очередность наложения швов при многослойной дуговой сварке (размеры указаны в миллиметрах
Очередность наложения швов при многослойной дуговой сварке (размеры указаны в миллиметрах
«Каскад» применяют при коротких швах, начиная его с края соединения.
«Горку»
«Каскад» применяют при коротких швах, начиная его с края соединения.
«Горку»
Использовать двусторонний скос кромок вместо одностороннего
Использовать двусторонний скос кромок вместо одностороннего
Например, для стыкового соединения толщиной металла 20 мм можно применить V;
Например, для стыкового соединения толщиной металла 20 мм можно применить V;
Использовать предварительный и сопутствующий во время сварки подогрев свариваемых частей, который
Использовать предварительный и сопутствующий во время сварки подогрев свариваемых частей, который
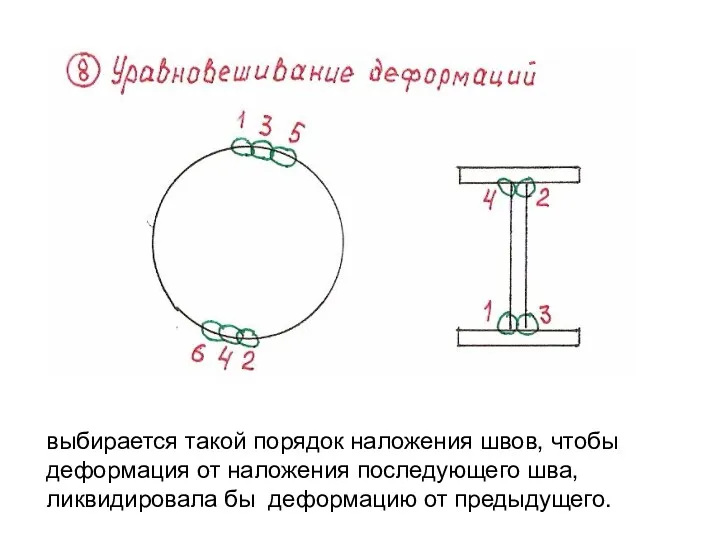
выбирается такой порядок наложения швов, чтобы деформация от наложения последующего шва,
выбирается такой порядок наложения швов, чтобы деформация от наложения последующего шва,
 Развитие новых технологий альтернативной энергетики
Развитие новых технологий альтернативной энергетики Стандартизация и сертификация программного обеспечения
Стандартизация и сертификация программного обеспечения Организация работы с учащимися, отнесёнными по состоянию здоровья к специальным медицинским группам или освобождёнными от физических нагрузок на уроках физической культуры в МБОУ СОШ№16
Организация работы с учащимися, отнесёнными по состоянию здоровья к специальным медицинским группам или освобождёнными от физических нагрузок на уроках физической культуры в МБОУ СОШ№16 А.С Пушкин Капитанская дочка
А.С Пушкин Капитанская дочка Организация питания. Питание отдельных групп населения
Организация питания. Питание отдельных групп населения Фартук. Обработка среза фартука
Фартук. Обработка среза фартука Танцы народов мира
Танцы народов мира Презентация к беседе Учим детей пересказывать текст
Презентация к беседе Учим детей пересказывать текст Мастер-класс по изготовлению мягкой игрушки Собачка.
Мастер-класс по изготовлению мягкой игрушки Собачка. Презентация к научно-практической работе Корневая гласная - самая опасная!
Презентация к научно-практической работе Корневая гласная - самая опасная! Компьютер – основной инструмент подготовки текстов. Правила ввода текста
Компьютер – основной инструмент подготовки текстов. Правила ввода текста Презентация к обобщающему уроку по теме Химические реакции
Презентация к обобщающему уроку по теме Химические реакции Виртуальная экскурсия Моя малая Родина
Виртуальная экскурсия Моя малая Родина Проблемы материнства и пути их решения
Проблемы материнства и пути их решения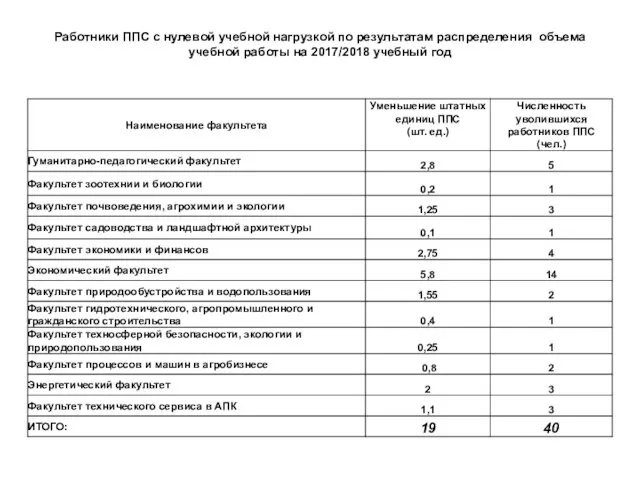 Работники ППС с нулевой учебной нагрузкой по результатам распределения объема учебной работы на 2017/2018 учебный год
Работники ППС с нулевой учебной нагрузкой по результатам распределения объема учебной работы на 2017/2018 учебный год Решаем задание №20 (базовый уровень)
Решаем задание №20 (базовый уровень) Всемирный день журавля
Всемирный день журавля Корзиночка из мыла
Корзиночка из мыла Классный час на тему Здоровый образ жизни (с использованием технологии Развитие критического мышления)
Классный час на тему Здоровый образ жизни (с использованием технологии Развитие критического мышления) Острая почечная недостаточность. Причины. Клинические проявления
Острая почечная недостаточность. Причины. Клинические проявления Горные породы
Горные породы Интеллектуальная игра 3-4 класс
Интеллектуальная игра 3-4 класс Презентация к празднику Новогодние загадки
Презентация к празднику Новогодние загадки Формулы пути
Формулы пути Эксплуатационные основы систем и устройств автоматики и телемеханики
Эксплуатационные основы систем и устройств автоматики и телемеханики Технология стыковой сварки сопротивлением. (Лекция 11)
Технология стыковой сварки сопротивлением. (Лекция 11) Двоичное кодирование чисел в компьютере
Двоичное кодирование чисел в компьютере Chicago
Chicago