- Методы обработки плоских и фасонных поверхностей

Содержание
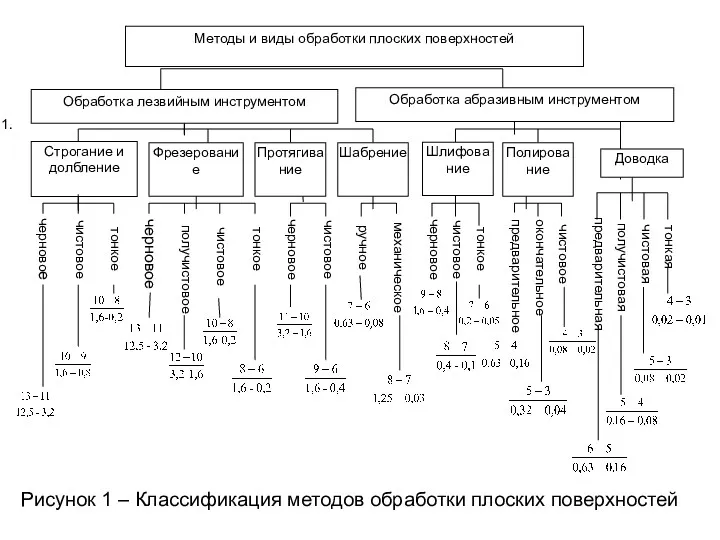
- 2. 1. Методы и виды обработки плоских поверхностей Строгание и долбление предварительная чистовое окончательное тонкое чистовое черновое
- 3. 2. Характеристика технологичности методов обработки Строгание применяется в мелкосерийном и единичном производстве, благодаря тому, что не
- 4. Фрезерование. Виды фрезерования: 1. цилиндрическое, 2. торцовое, 3. двухстороннее, Рисунок 2 – Виды фрезерования
- 5. 4. трехстороннее. Большое применение находит торцовое фрезерование фрезами со вставными ножами из-за преимуществ: 1) применение фрез
- 6. Различают силовое и скоростное фрезерование. При скоростном фрезеровании скорость резания для стали до 350 м/мин и
- 7. Шабрение – это соскабливание шаберами металла, толщиной около 0,005 мм, для получения ровной поверхности после ее
- 8. Шлифование плоских поверхностей может быть выполнено: 1) периферией круга: а) многократным рабочим ходом, б) установленным на
- 9. в) ступенчатым кругом, Рисунок 4 – Шлифование ступенчатым кругом Круг профилирует ступеньками. Припуск, распределенный между отдельными
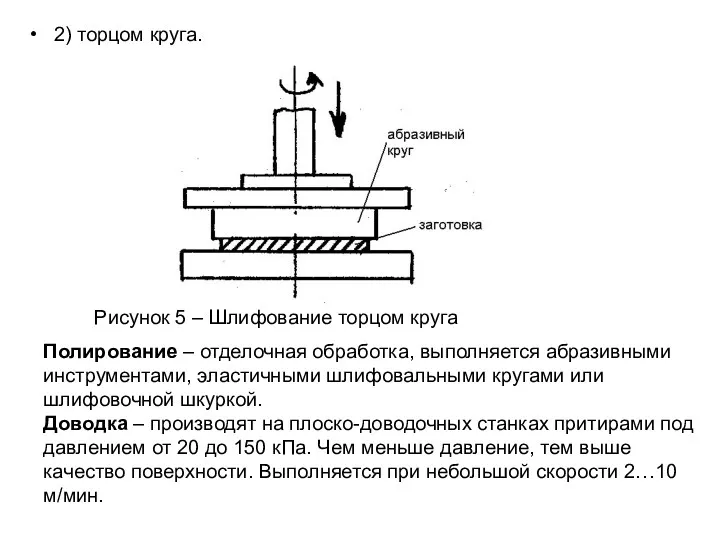
- 10. 2) торцом круга. Рисунок 5 – Шлифование торцом круга Полирование – отделочная обработка, выполняется абразивными инструментами,
- 11. 3. Методы обработки фасонных поверхностей Классификация способов обработки фасонных поверхностей: 1. обработка фасонным инструментом, 2. обработка
- 12. Рисунок 1 – Нарезание шпоночного паза двуперой концевой фрезой Рисунок 2 – Нарезание шпоночного паза многозубой
- 13. Рисунок 3 – Нарезание шпоночного паза дисковой трехсторонней фрезой Для сегментной шпонки, шпоночный паз нарезается -
- 14. Сквозные шпоночные канавки обрабатываются на строгальных станках. Шпоночные канавки в отверстиях втулок выполняют протяжкой. Обработка шлицевых
- 15. 3.2 Обработка фасонных поверхностей Точение фасонным резцом Для поверхности небольшой длины обработку выполняют на токарных станках
- 16. Рисунок 4 – Точение фасонным резцом
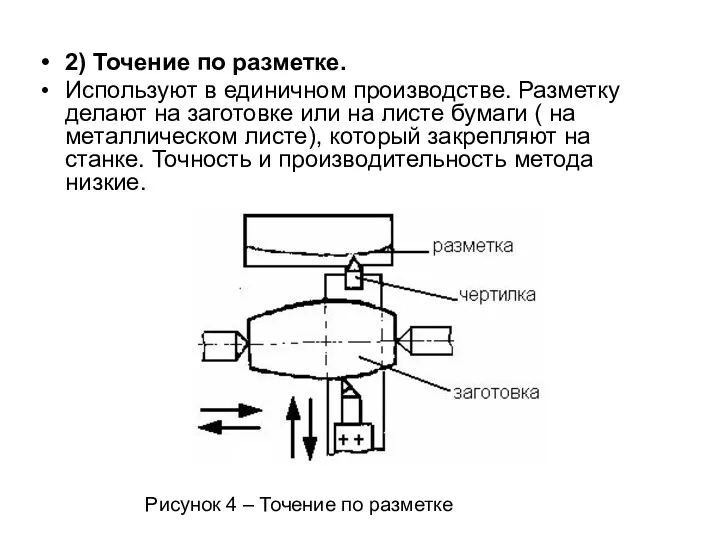
- 17. 2) Точение по разметке. Используют в единичном производстве. Разметку делают на заготовке или на листе бумаги
- 18. Рукоятками подачи добиваются, чтобы чертилка воспроизводила профиль разметки, производят обработку заготовки.
- 19. 1 – заготовка; 2 – фреза; 3 – шпиндель; 4 – усилительное устройство; 5 – копировально-измерительный
- 21. Скачать презентацию
1.
Методы и виды обработки плоских поверхностей
Строгание и долбление
предварительная
чистовое
окончательное
тонкое
чистовое
черновое
черновое
тонкое
чистовое
тонкое
получистовое
чистовое
ручное
механическое
получистовая
черновое
Шабрение
Обработка лезвийным инструментом
Обработка
1.
Методы и виды обработки плоских поверхностей
Строгание и долбление
предварительная
чистовое
окончательное
тонкое
чистовое
черновое
черновое
тонкое
чистовое
тонкое
получистовое
чистовое
ручное
механическое
получистовая
черновое
Шабрение
Обработка лезвийным инструментом
Обработка
2. Характеристика технологичности методов обработки
Строгание применяется в мелкосерийном и единичном производстве,
2. Характеристика технологичности методов обработки
Строгание применяется в мелкосерийном и единичном производстве,
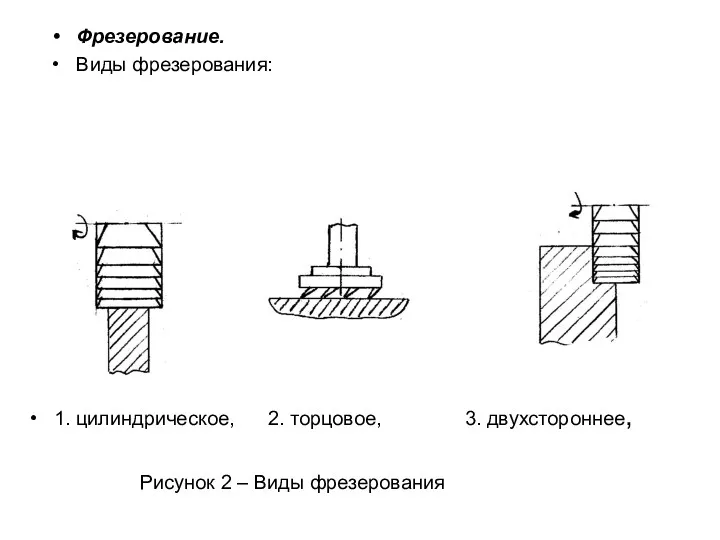
Фрезерование.
Виды фрезерования:
1. цилиндрическое, 2. торцовое, 3. двухстороннее,
Рисунок 2 – Виды фрезерования
Фрезерование.
Виды фрезерования:
1. цилиндрическое, 2. торцовое, 3. двухстороннее,
Рисунок 2 – Виды фрезерования
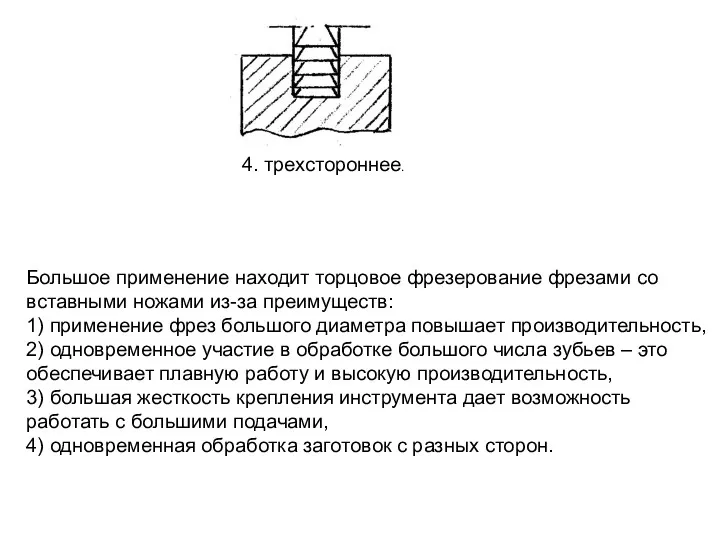
4. трехстороннее.
Большое применение находит торцовое фрезерование фрезами со вставными ножами из-за
4. трехстороннее.
Большое применение находит торцовое фрезерование фрезами со вставными ножами из-за
Различают силовое и скоростное фрезерование.
При скоростном фрезеровании скорость резания для
Различают силовое и скоростное фрезерование.
При скоростном фрезеровании скорость резания для
Шабрение – это соскабливание шаберами металла, толщиной около 0,005 мм, для
Шабрение – это соскабливание шаберами металла, толщиной около 0,005 мм, для
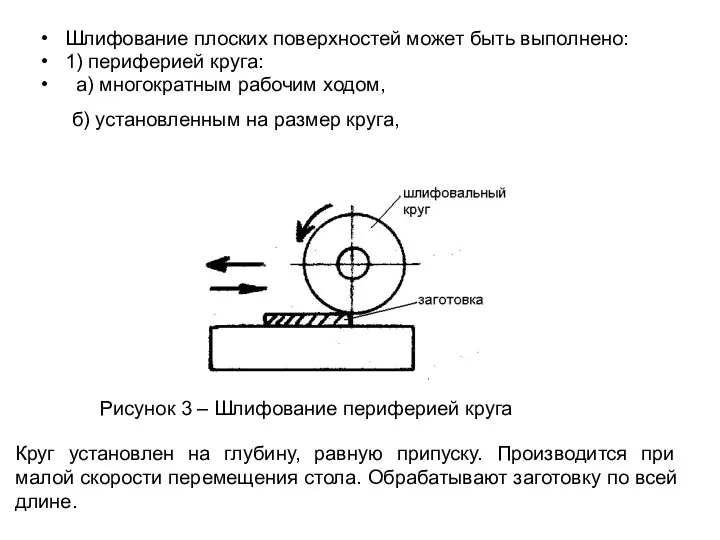
Шлифование плоских поверхностей может быть выполнено:
1) периферией круга:
а) многократным рабочим
Шлифование плоских поверхностей может быть выполнено:
1) периферией круга:
а) многократным рабочим
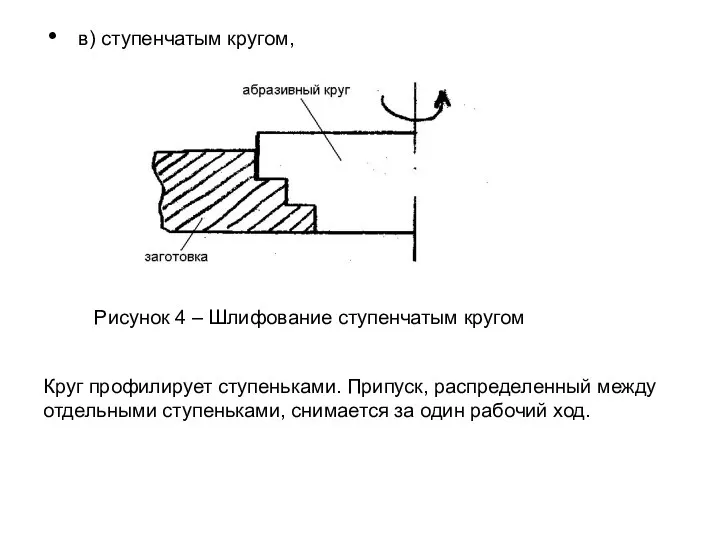
в) ступенчатым кругом,
Рисунок 4 – Шлифование ступенчатым кругом
Круг профилирует ступеньками.
в) ступенчатым кругом,
Рисунок 4 – Шлифование ступенчатым кругом
Круг профилирует ступеньками.
2) торцом круга.
Рисунок 5 – Шлифование торцом круга
Полирование – отделочная
2) торцом круга.
Рисунок 5 – Шлифование торцом круга
Полирование – отделочная
3. Методы обработки фасонных поверхностей
Классификация способов обработки фасонных поверхностей:
1. обработка фасонным
3. Методы обработки фасонных поверхностей
Классификация способов обработки фасонных поверхностей:
1. обработка фасонным
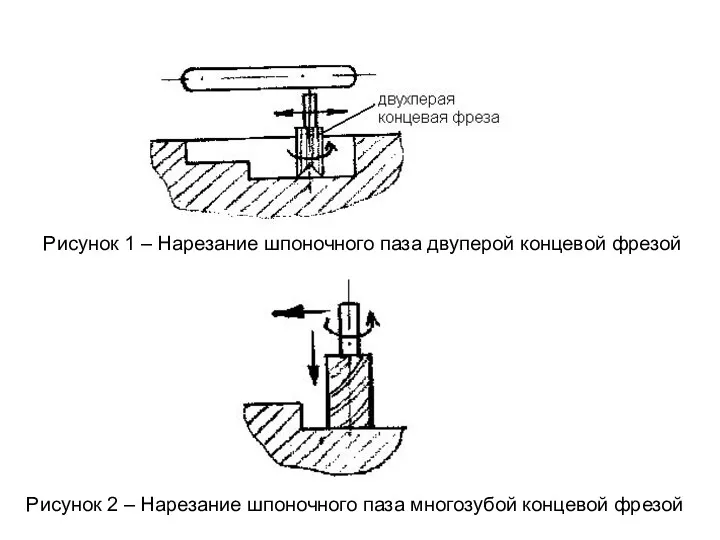
Рисунок 1 – Нарезание шпоночного паза двуперой концевой фрезой
Рисунок 2 –
Рисунок 1 – Нарезание шпоночного паза двуперой концевой фрезой
Рисунок 2 –
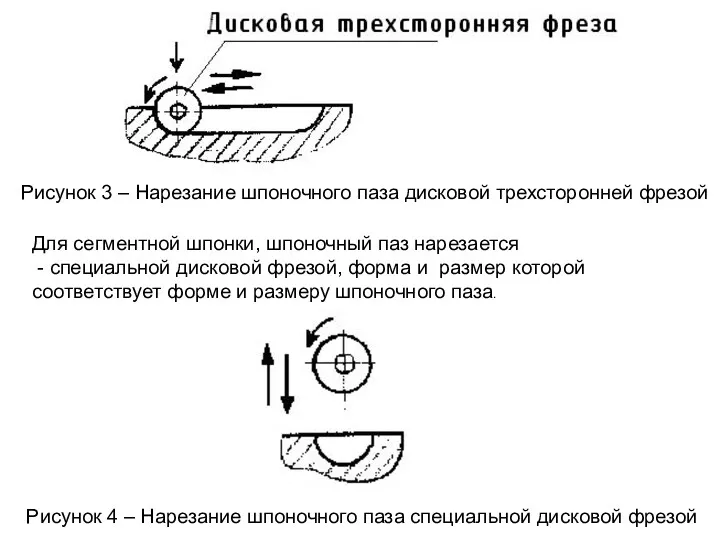
Рисунок 3 – Нарезание шпоночного паза дисковой трехсторонней фрезой
Для сегментной шпонки,
Рисунок 3 – Нарезание шпоночного паза дисковой трехсторонней фрезой
Для сегментной шпонки,
Сквозные шпоночные канавки обрабатываются на строгальных станках. Шпоночные канавки в отверстиях
Сквозные шпоночные канавки обрабатываются на строгальных станках. Шпоночные канавки в отверстиях
3.2 Обработка фасонных поверхностей
Точение фасонным резцом
Для поверхности небольшой длины обработку выполняют
Точение фасонным резцом
Для поверхности небольшой длины обработку выполняют
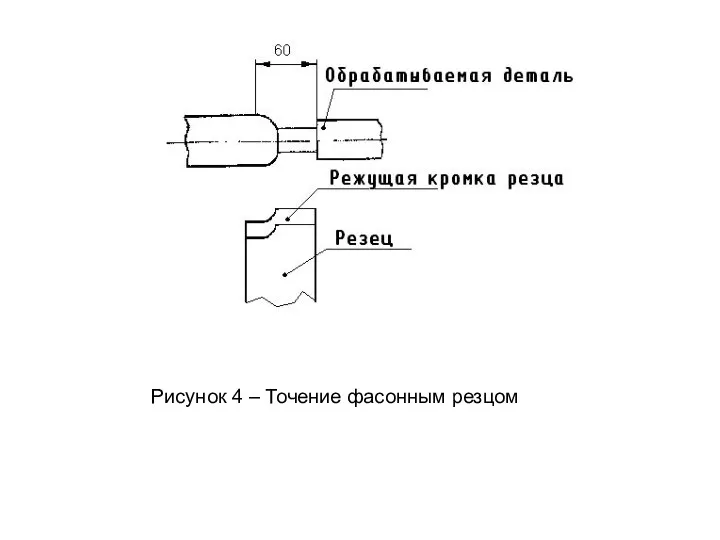
Рисунок 4 – Точение фасонным резцом
Рисунок 4 – Точение фасонным резцом
2) Точение по разметке.
Используют в единичном производстве. Разметку делают на
2) Точение по разметке.
Используют в единичном производстве. Разметку делают на
Рукоятками подачи добиваются, чтобы чертилка воспроизводила профиль разметки, производят обработку заготовки.
Рукоятками подачи добиваются, чтобы чертилка воспроизводила профиль разметки, производят обработку заготовки.
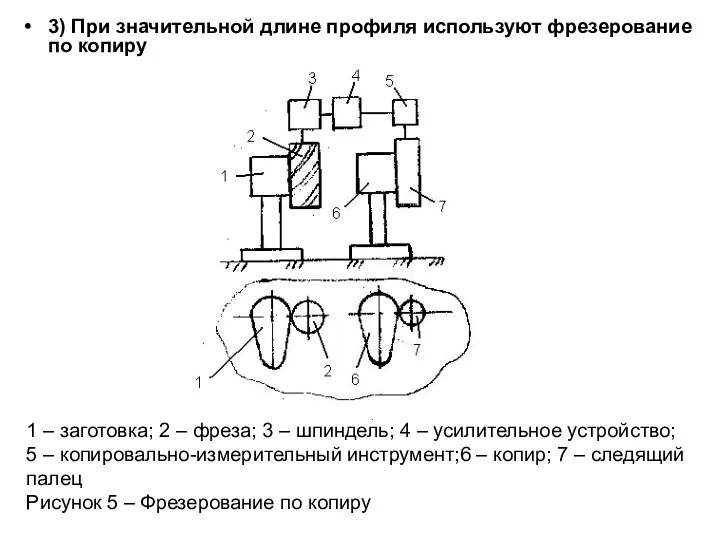
1 – заготовка; 2 – фреза; 3 – шпиндель; 4 –
1 – заготовка; 2 – фреза; 3 – шпиндель; 4 –
 Презентация к открытому занятию ПМ 01 Диагностическая деятельность МДК Пропедевтика клинических дисциплин Тема: Питание и гигиена во второй половине беременности. Гимнастика беременной женщины
Презентация к открытому занятию ПМ 01 Диагностическая деятельность МДК Пропедевтика клинических дисциплин Тема: Питание и гигиена во второй половине беременности. Гимнастика беременной женщины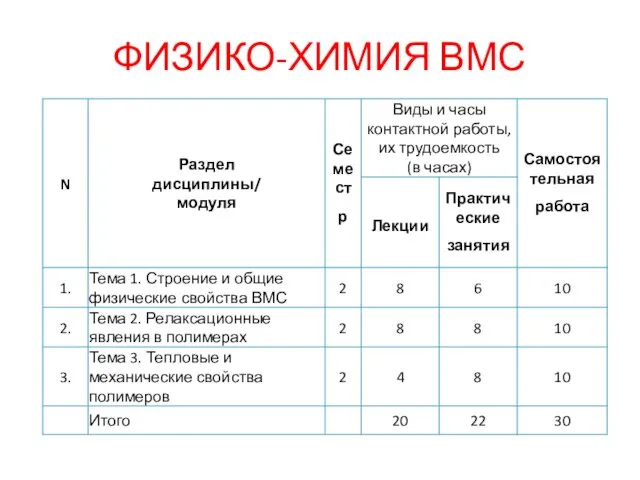 Строение и общие физические свойства ВМС. Релаксационные явления в полимерах. Тепловые и механические свойства полимеров
Строение и общие физические свойства ВМС. Релаксационные явления в полимерах. Тепловые и механические свойства полимеров Здоровьесбережение. Ароматерапия.
Здоровьесбережение. Ароматерапия. Анатомо-физиологические особенности опорно-двигательного аппарата (ОДА) у подростков
Анатомо-физиологические особенности опорно-двигательного аппарата (ОДА) у подростков Первая помощь при угрожающих жизни состояниях
Первая помощь при угрожающих жизни состояниях Назначение и состав операционной системы
Назначение и состав операционной системы Презентация (1) (3)
Презентация (1) (3) Игра Кто умнее семиклассника? (для 7 и 11 классов)
Игра Кто умнее семиклассника? (для 7 и 11 классов)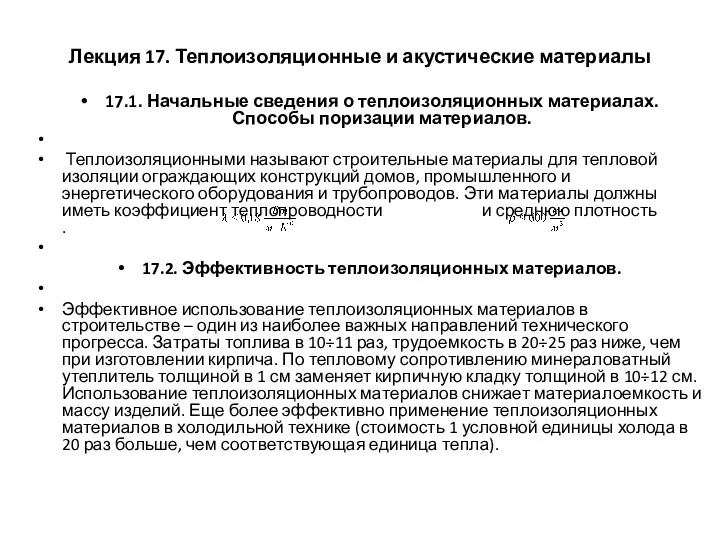 Теплоизоляционные и акустические материалы. Лекция 17
Теплоизоляционные и акустические материалы. Лекция 17 Презентация Бурятский национальный костюм
Презентация Бурятский национальный костюм Present Simple Present Continuous
Present Simple Present Continuous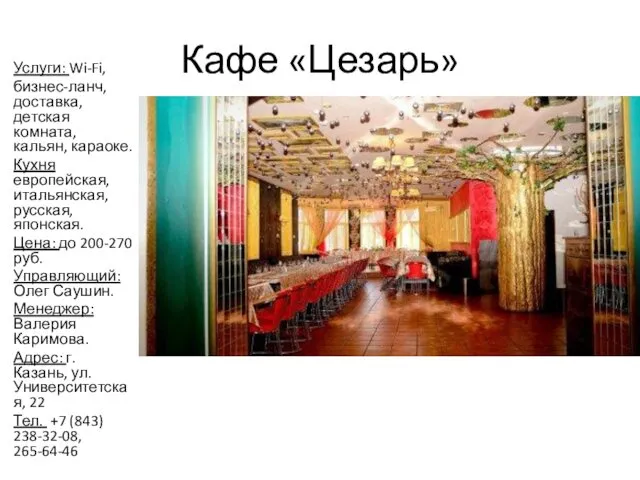 Кафе Цезарь
Кафе Цезарь Размещение участковых железнодорожных станций на сети
Размещение участковых железнодорожных станций на сети Занимательный материал. Ребусы.
Занимательный материал. Ребусы. Halloween flashcards fun
Halloween flashcards fun Механические колебания и волны
Механические колебания и волны Блог для людей. Как сделать блог популярным, а себя известным
Блог для людей. Как сделать блог популярным, а себя известным Теория автоматов и формальных языков. Лекция 4
Теория автоматов и формальных языков. Лекция 4 Сухие строительные смеси
Сухие строительные смеси Система мероприятий по повышению уровня компетентности педагогов в области инклюзивного образования
Система мероприятий по повышению уровня компетентности педагогов в области инклюзивного образования Цитата. 8 класс
Цитата. 8 класс Исследовательская работа на тему:Сколько весит здоровье ученика
Исследовательская работа на тему:Сколько весит здоровье ученика Презентация к стихотворению Мы играли в паповоз.
Презентация к стихотворению Мы играли в паповоз. Инструкция по эксплуатации 3D принтера Anet A8
Инструкция по эксплуатации 3D принтера Anet A8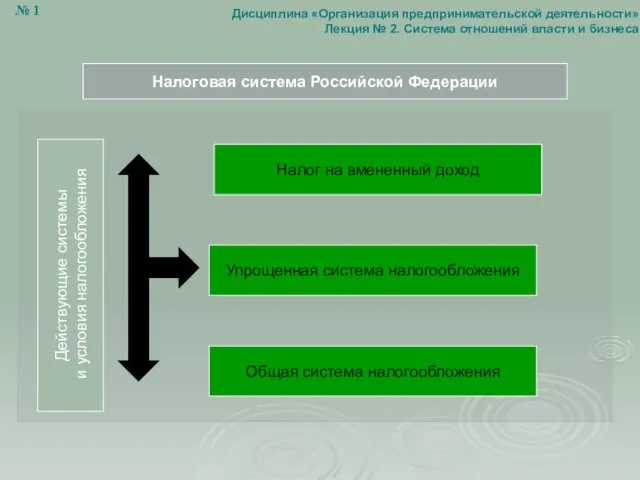 Система отношений власти и бизнеса. (Лекция 2)
Система отношений власти и бизнеса. (Лекция 2) Умники и умницы. Игра
Умники и умницы. Игра Познавательные модели биологии
Познавательные модели биологии Морской государственный университет имени адмирала Г.И. Невельского
Морской государственный университет имени адмирала Г.И. Невельского