- Методы обработки внутренних поверхностей

Содержание
- 2. Рисунок 1 – Методы обработки наружных цилиндрических поверхностей Внутренние цилиндрические поверхности на металлорежущем оборудовании отделочные шлифование
- 3. Обработка лезвийным инструментом. Инструменты: сверла, зенкеры, развертки, расточные резцы и протяжки. Сверление отверстий: Методы: 1) вращающееся
- 4. Способы уменьшения увода сверла: 1) малая подача и тщательная заточка сверла, 2) предварительное засверливание (зацентровка) 3)
- 5. Специальные сверла: 1. полукруглые – ружейные сверла одностороннего резания с внешним или внутренним отводом охлаждающей жидкости.
- 6. Зенкерование отверстий – это предварительная обработка литых, штампованных или просверленных отверстий под дальнейшее развертывание, растачивание или
- 7. Развертывание отверстий – это чистовая обработка отверстий. Развертки имеют большое число зубьев (от 6 до 14)
- 8. Растачивание отверстий: 1) вращающается заготовка, 2) вращающается инструмент. Инструмент – резцы, закрепленные в державках, расточные пластины,
- 9. Рисунок 5 – Растачивание отверстий в блоке цилиндров под коленвал
- 10. Протягивание отверстий. Применяют в массовом, крупносерийном и серийном производстве. Производительность в 8-9 раз выше развертывания. Припуск
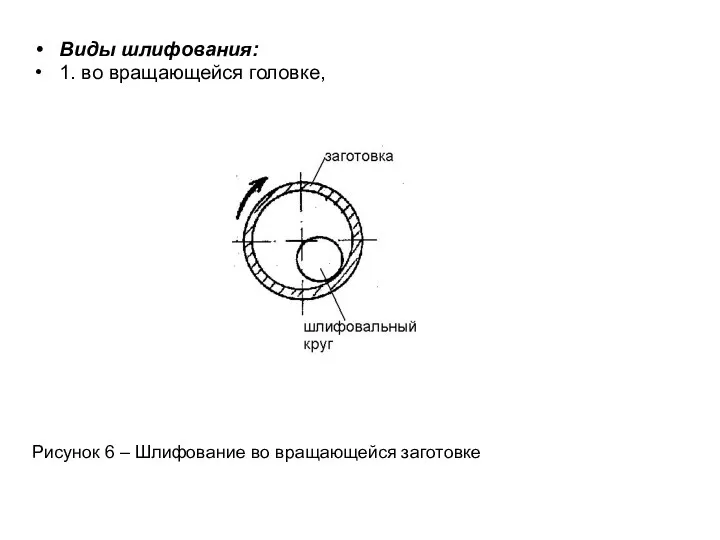
- 11. Виды шлифования: 1. во вращающейся головке, Рисунок 6 – Шлифование во вращающейся заготовке
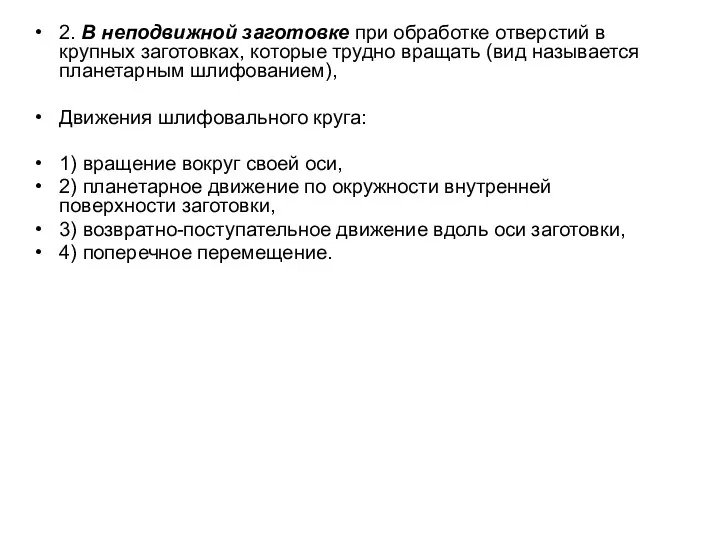
- 12. 2. В неподвижной заготовке при обработке отверстий в крупных заготовках, которые трудно вращать (вид называется планетарным
- 13. Рисунок 7 – Шлифование во вращающейся заготовке 3. Бесцентровое шлифование. Для установки заготовки служит наружная предварительно
- 15. Скачать презентацию
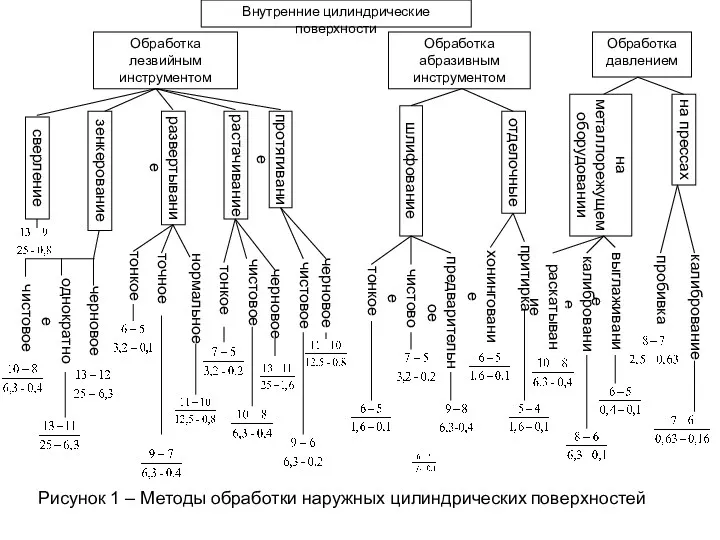
Рисунок 1 – Методы обработки наружных цилиндрических поверхностей
Внутренние цилиндрические поверхности
на металлорежущем
Рисунок 1 – Методы обработки наружных цилиндрических поверхностей
Внутренние цилиндрические поверхности
на металлорежущем
Обработка лезвийным инструментом.
Инструменты: сверла, зенкеры, развертки, расточные резцы и протяжки.
Сверление отверстий:
Методы:
1)
Обработка лезвийным инструментом.
Инструменты: сверла, зенкеры, развертки, расточные резцы и протяжки.
Сверление отверстий:
Методы:
1)
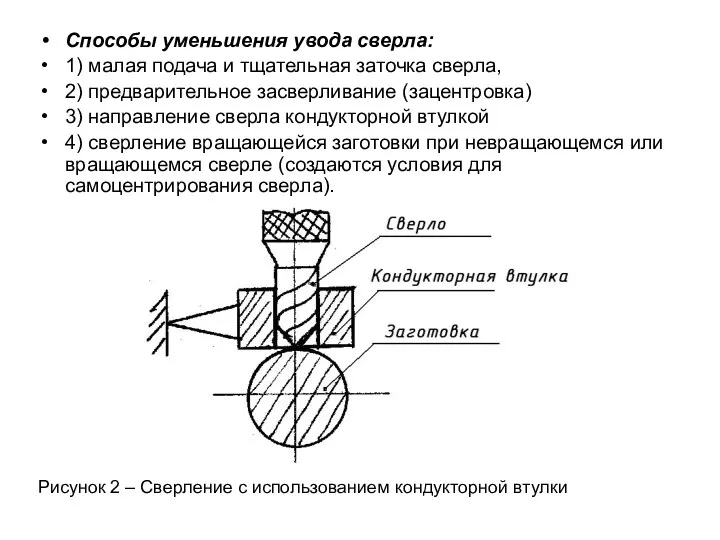
Способы уменьшения увода сверла:
1) малая подача и тщательная заточка сверла,
2)
Способы уменьшения увода сверла:
1) малая подача и тщательная заточка сверла,
2)
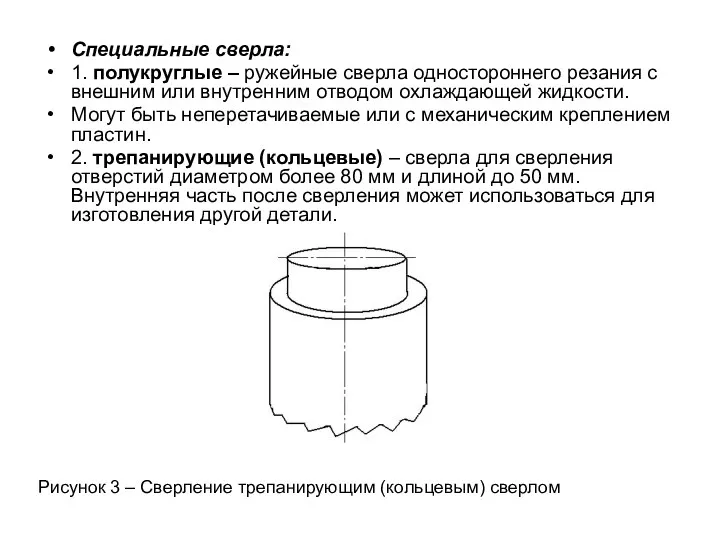
Специальные сверла:
1. полукруглые – ружейные сверла одностороннего резания с внешним или
Специальные сверла:
1. полукруглые – ружейные сверла одностороннего резания с внешним или
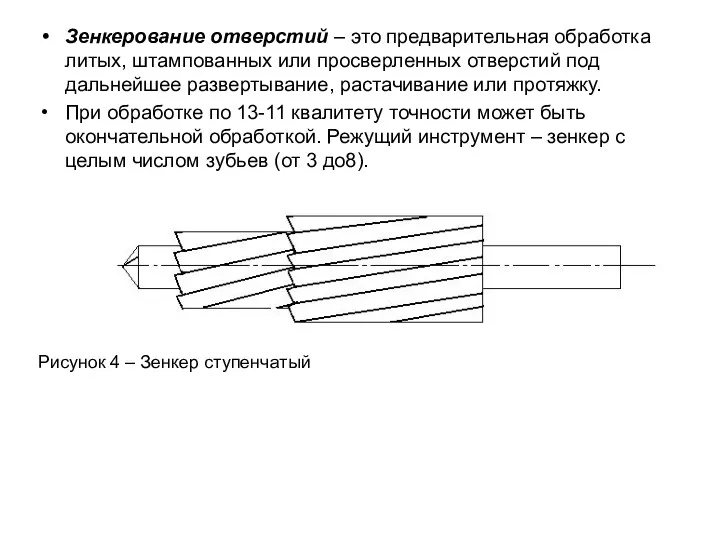
Зенкерование отверстий – это предварительная обработка литых, штампованных или просверленных отверстий
Зенкерование отверстий – это предварительная обработка литых, штампованных или просверленных отверстий
Развертывание отверстий – это чистовая обработка отверстий.
Развертки имеют большое число зубьев
Развертывание отверстий – это чистовая обработка отверстий.
Развертки имеют большое число зубьев
Растачивание отверстий:
1) вращающается заготовка,
2) вращающается инструмент.
Инструмент – резцы, закрепленные в
Растачивание отверстий:
1) вращающается заготовка,
2) вращающается инструмент.
Инструмент – резцы, закрепленные в
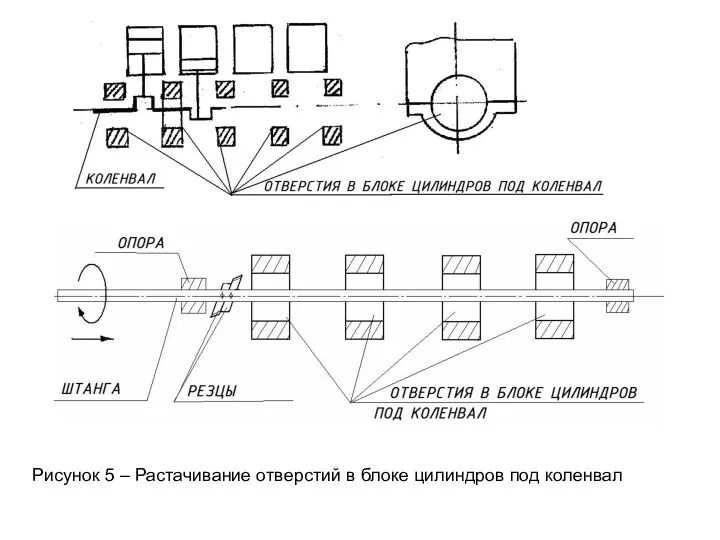
Рисунок 5 – Растачивание отверстий в блоке цилиндров под коленвал
Рисунок 5 – Растачивание отверстий в блоке цилиндров под коленвал
Протягивание отверстий.
Применяют в массовом, крупносерийном и серийном производстве. Производительность в 8-9
Протягивание отверстий.
Применяют в массовом, крупносерийном и серийном производстве. Производительность в 8-9
Виды шлифования:
1. во вращающейся головке,
Рисунок 6 – Шлифование во вращающейся заготовке
Виды шлифования:
1. во вращающейся головке,
Рисунок 6 – Шлифование во вращающейся заготовке
2. В неподвижной заготовке при обработке отверстий в крупных заготовках, которые
2. В неподвижной заготовке при обработке отверстий в крупных заготовках, которые
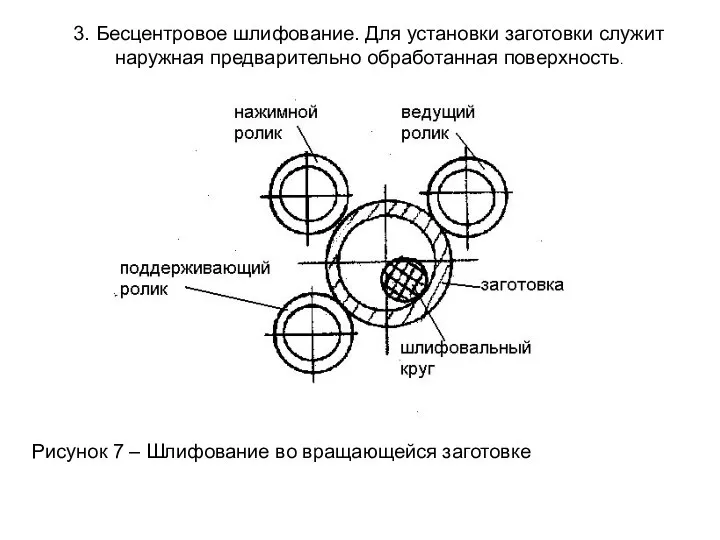
Рисунок 7 – Шлифование во вращающейся заготовке
3. Бесцентровое шлифование. Для установки
Рисунок 7 – Шлифование во вращающейся заготовке
3. Бесцентровое шлифование. Для установки
 Суша планеты
Суша планеты Соединение проводов и жил кабелей
Соединение проводов и жил кабелей Стратегии обучения и развития одаренных детей
Стратегии обучения и развития одаренных детей Презентация Шары паутинки
Презентация Шары паутинки Подводный мир
Подводный мир Потепление
Потепление Механизм действия пищеварительных ферментов
Механизм действия пищеварительных ферментов Лечебная физическая культура в стоматологии
Лечебная физическая культура в стоматологии Мультивибратор. Приминение мультивибратора в электронных таблицах сложения - вычитания и умножения - деления
Мультивибратор. Приминение мультивибратора в электронных таблицах сложения - вычитания и умножения - деления Схема электрического питания вспомогательных машин электровоза 2ЭС6
Схема электрического питания вспомогательных машин электровоза 2ЭС6 Выставочный павильон
Выставочный павильон Работа над ошибками в комплексной работе 3 класс.Осень в лесу.(И.Соколов –Микитов )
Работа над ошибками в комплексной работе 3 класс.Осень в лесу.(И.Соколов –Микитов ) Россия в Первой мировой войне
Россия в Первой мировой войне Презентация Облака
Презентация Облака Право. Введение. 10-11 класс
Право. Введение. 10-11 класс Окрашивание изделий из древесины красками
Окрашивание изделий из древесины красками Этика и право.Внеклассное мероприятие.ч.1.Чем я богат?Презентация.
Этика и право.Внеклассное мероприятие.ч.1.Чем я богат?Презентация. Я - маркетолог
Я - маркетолог Schedules as way of submission of information. Graphic file
Schedules as way of submission of information. Graphic file Программа Качество на Кубани.
Программа Качество на Кубани. Модель парной линейной регрессии
Модель парной линейной регрессии Литература и философия Древнего Рима
Литература и философия Древнего Рима Викторина Что ты знаешь о родном крае
Викторина Что ты знаешь о родном крае The sentence. Types of sentences. Simple sentence
The sentence. Types of sentences. Simple sentence История рекламы
История рекламы Путешествие в страну сказок К.И. Чуковского. Сказка Айболит
Путешествие в страну сказок К.И. Чуковского. Сказка Айболит Правоприменительная практика в сфере контроля закупок
Правоприменительная практика в сфере контроля закупок Основные элементы письма
Основные элементы письма