- Методы вторичной переработки ПЭТФ

Содержание
- 2. Источники образования отходов ПЭТФ Структура потребления ПЭТ гранулята в России
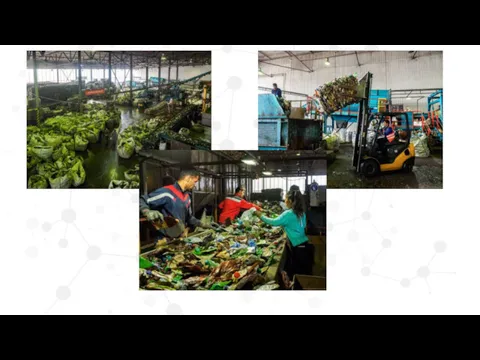
- 3. Первичную сортировку ПЭТ-бутылок проводят в приемных пунктах и на мусоросортировочных заводах, а также на свалках, при
- 4. Основные направления переработки вторичного ПЭТ
- 5. Захоронение Сжигание Радиодеструкция Термическое разложение Химический рециклинг ПЭТ – сольволиз Грануляция Агломерация Экструзия Переработка «бутылка-в-бутылку» (bottle-to-bottle).
- 6. Направления использования вторичного ПЭТ Область применения перерабатываемых ПЭТ-отходов определяется их молекулярными весами, которые рассчитываются исходя из
- 7. В настоящее время Завод по переработке пластмасс «Пларус» является единственным в России, который использует уникальную технологию
- 8. Требования к кипам: кипы должны быть сухими; срок закиповки не должен превышать 3 месяцев; Обвязка кип
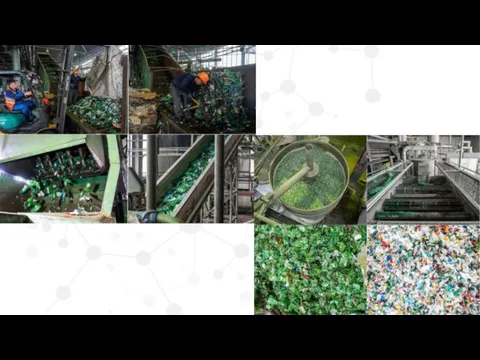
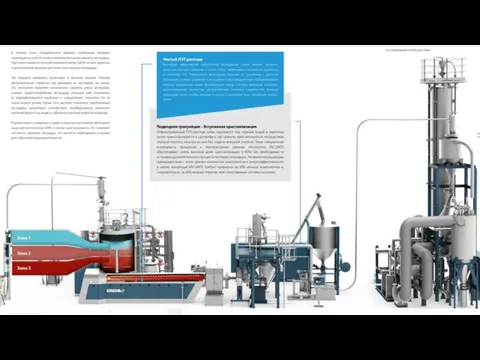
- 9. Технология и оборудование производства из бутылки в бутылку
- 10. Технология и оборудование производства из бутылки в бутылку
- 16. Erema VACUNITE® - Надежное решение для переработки «от бутылки к бутылке»: объединяет проверенную десятилетиями технологию для
- 17. SafeFlake Надежная деконтаминация хлопьев Ключевым преимуществом систем VACUNITE® и VACUREMA® является уникальная технология SafeFlake в вакуумном
- 18. VACUNITE® сочетает в себе десятилетиями проверенную и специально разработанную для этих применений технологию VACUREMA® с недавно
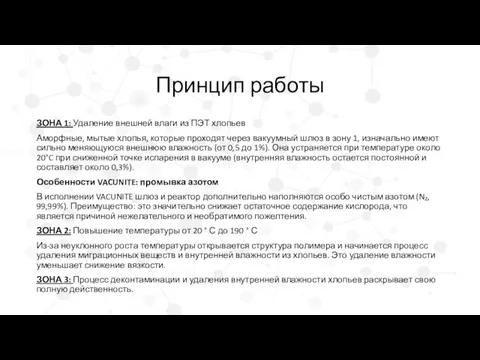
- 19. Принцип работы ЗОНА 1: Удаление внешней влаги из ПЭТ хлопьев Аморфные, мытые хлопья, которые проходят через
- 21. Принцип работы
- 22. VACUREMA® PRIME принцип работы 1. Высокоэффективное порционное очищение от примесей PET хлопьев. Запатентованная предварительная обработка при
- 24. Скачать презентацию
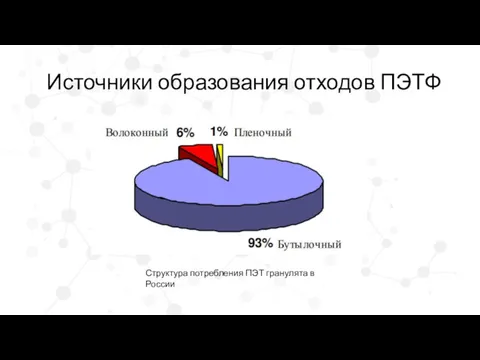
Источники образования отходов ПЭТФ
Структура потребления ПЭТ гранулята в России
Источники образования отходов ПЭТФ
Структура потребления ПЭТ гранулята в России
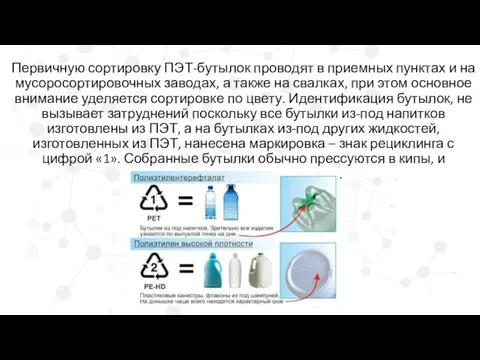
Первичную сортировку ПЭТ-бутылок проводят в приемных пунктах и на мусоросортировочных заводах,
Первичную сортировку ПЭТ-бутылок проводят в приемных пунктах и на мусоросортировочных заводах,
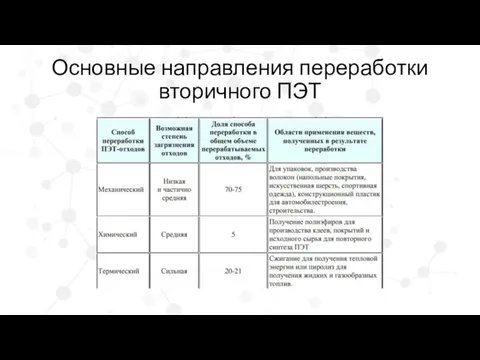
Основные направления переработки вторичного ПЭТ
Основные направления переработки вторичного ПЭТ
Захоронение
Сжигание
Радиодеструкция
Термическое разложение
Химический рециклинг ПЭТ – сольволиз
Грануляция
Агломерация
Экструзия
Переработка «бутылка-в-бутылку» (bottle-to-bottle).
Основные направления переработки
Захоронение
Сжигание
Радиодеструкция
Термическое разложение
Химический рециклинг ПЭТ – сольволиз
Грануляция
Агломерация
Экструзия
Переработка «бутылка-в-бутылку» (bottle-to-bottle).
Основные направления переработки
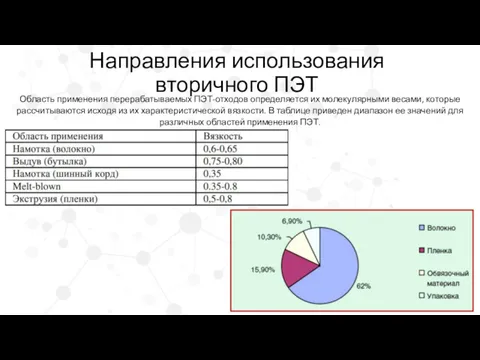
Направления использования вторичного ПЭТ
Область применения перерабатываемых ПЭТ-отходов определяется их молекулярными весами,
Направления использования вторичного ПЭТ
Область применения перерабатываемых ПЭТ-отходов определяется их молекулярными весами,
В настоящее время Завод по переработке пластмасс «Пларус» является единственным в
В настоящее время Завод по переработке пластмасс «Пларус» является единственным в
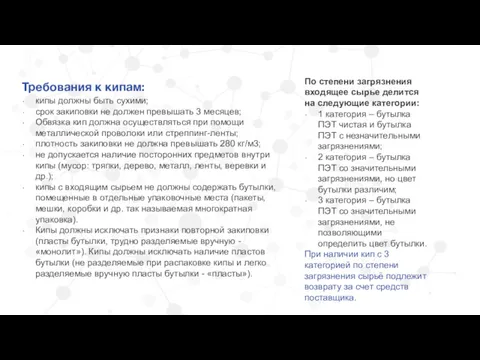
Требования к кипам:
кипы должны быть сухими;
срок закиповки не должен превышать 3
Требования к кипам:
кипы должны быть сухими;
срок закиповки не должен превышать 3
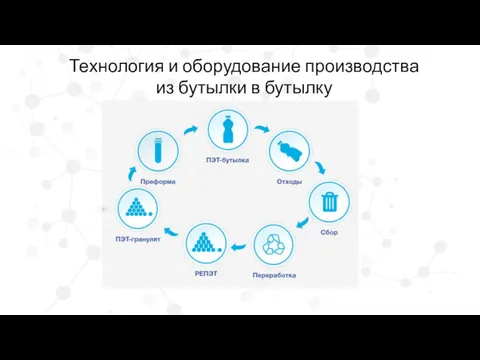
Технология и оборудование производства из бутылки в бутылку
Технология и оборудование производства из бутылки в бутылку

Технология и оборудование производства из бутылки в бутылку
Технология и оборудование производства из бутылки в бутылку




Erema
VACUNITE® - Надежное решение для переработки «от бутылки к бутылке»: объединяет
Erema
VACUNITE® - Надежное решение для переработки «от бутылки к бутылке»: объединяет
SafeFlake Надежная деконтаминация хлопьев
Ключевым преимуществом систем VACUNITE® и VACUREMA® является уникальная
SafeFlake Надежная деконтаминация хлопьев
Ключевым преимуществом систем VACUNITE® и VACUREMA® является уникальная
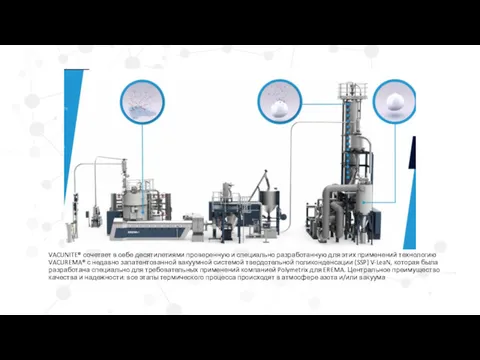
VACUNITE® сочетает в себе десятилетиями проверенную и специально разработанную для этих
VACUNITE® сочетает в себе десятилетиями проверенную и специально разработанную для этих
Принцип работы
ЗОНА 1: Удаление внешней влаги из ПЭТ хлопьев
Аморфные, мытые
Принцип работы
ЗОНА 1: Удаление внешней влаги из ПЭТ хлопьев
Аморфные, мытые

Принцип работы
Принцип работы

VACUREMA® PRIME принцип работы
1. Высокоэффективное порционное очищение от примесей PET хлопьев. Запатентованная
VACUREMA® PRIME принцип работы
1. Высокоэффективное порционное очищение от примесей PET хлопьев. Запатентованная
 презентация Пустыни
презентация Пустыни Как нарисовать синицу
Как нарисовать синицу Актуальные вопросы профилактики, диагностики коронавирусной инфекции COVID-19
Актуальные вопросы профилактики, диагностики коронавирусной инфекции COVID-19 Рак шейки матки
Рак шейки матки Воспитательная работа
Воспитательная работа перелыгина
перелыгина Вены туловища
Вены туловища Способы образования глаголов
Способы образования глаголов Михаил Афанасьевич Булгаков Мастер и Маргарита, Собачье Сердце
Михаил Афанасьевич Булгаков Мастер и Маргарита, Собачье Сердце Клиникалық басқару жүйесіндегі жағдайлық көзқарас
Клиникалық басқару жүйесіндегі жағдайлық көзқарас Технология совместного (коллективного) планирования жизнедеятельности в классе
Технология совместного (коллективного) планирования жизнедеятельности в классе Концевые эффекты и их значение при измерениях фильтрационных характеристик
Концевые эффекты и их значение при измерениях фильтрационных характеристик О известном пермяке. Николай Славянов
О известном пермяке. Николай Славянов Техника безопасности при дуговой сварке
Техника безопасности при дуговой сварке Методическая разработка. Типы химических реакций.
Методическая разработка. Типы химических реакций. Аңыз әңгімелер
Аңыз әңгімелер разработки уроков
разработки уроков To be (negative: singular and plural; questions and short answers)
To be (negative: singular and plural; questions and short answers) Оранжевый цвет. Уроки тетушки Совы
Оранжевый цвет. Уроки тетушки Совы Инновационный процесс – как процесс коммерциализации новых идей. Модель ТАМО, инновационная активность бизнеса
Инновационный процесс – как процесс коммерциализации новых идей. Модель ТАМО, инновационная активность бизнеса Электронные деньги. Общее представление
Электронные деньги. Общее представление Конус. Виды конусов
Конус. Виды конусов Большая история маленькой пуговицы
Большая история маленькой пуговицы Патогенез туберкулеза. Иммунитет и аллергия. Основы иммунодиагностики туберкулезной инфекции. Лекция 2
Патогенез туберкулеза. Иммунитет и аллергия. Основы иммунодиагностики туберкулезной инфекции. Лекция 2 Субсидии и ВТО
Субсидии и ВТО Команда развития грихастха-ашрама
Команда развития грихастха-ашрама Оноре де Бальзак
Оноре де Бальзак Балашиха - презентация
Балашиха - презентация