- Наладка и кинематика токарновинторезного станка

Содержание
- 2. Цель работы Изучение методики наладки токарно-винтового станка. Изучение кинематической структуры токарно-винторезного станка модели 16К20.
- 3. Результатом работы металлорежущего станка является образование поверхностей детали с заданными формой, размерами, точностью и шероховатостью. Для
- 4. В большинстве металлорежущих станков с механическими связями для настройки кинематических цепей применяются органы кинематической настройки в
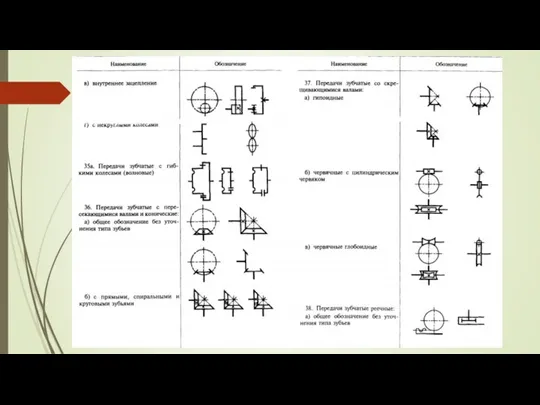
- 5. Гитарой называется устройство, обеспечивающее правильное сцепление сменных зубчатых колес. Схема двухпарной гитары
- 6. Последовательность наладки Наладка станка требует расчета передаточного отношения органа наладки скоростей цепи для получения заданной частоты
- 7. По этим расчетным перемещениям составляют уравнение кинематического баланса данной кинематической цепи: где частота вращения в минуту
- 8. Если одно из конечных звеньев имеет вращательное движение, а другое — прямолинейное, то при подаче, выраженной
- 14. Упрощенная кинематическая схема токарно-винторезного станка.
- 15. Необходимо произвести наладку токарно-винторезного станка(схема станка условная) на нарезание резьбы Шпиндель 1 получает вращение от электродвигателя
- 16. Чтобы на подобном станке можно было нарезать резьбу на заготовке, необходимо сообщить резцу вполне определенное по
- 17. Если вместо пшп подставить его значение, выраженное через скорость резания nшп = 1000 ⋅ v /π
- 18. Теперь проведем расчет наладки кинематической цепи движения подачи. Для этого составим уравнение кинематического баланса от шпинделя
- 19. При наладке станков в общем случае необходимо: по технологическому процессу обработки детали установить характер движений в
- 20. Токарно-винторезный станок мод.16К20 Техническая характеристика Наибольший диаметр заготовки, устанавливаемой над станиной, мм. 400 Расстояние между центрами,
- 21. Кинематическая схема станка
- 22. Кинематическая настройка Главное движение. Ф(В1) . , УКБ без перебора
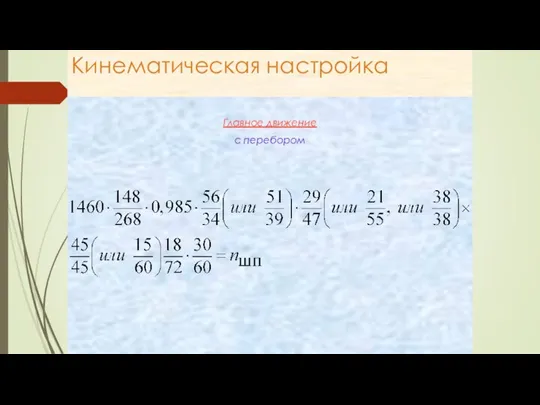
- 23. Кинематическая настройка Главное движение с перебором
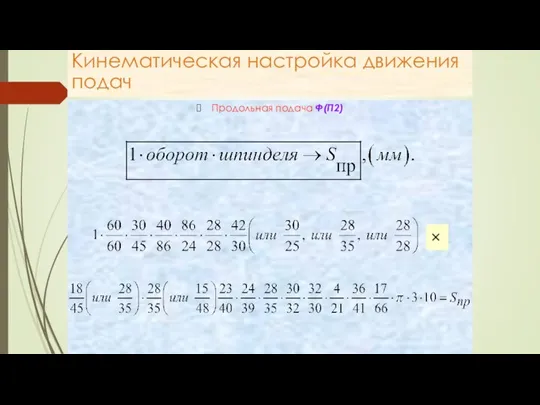
- 24. Кинематическая настройка движения подач Продольная подача Ф(П2) ×
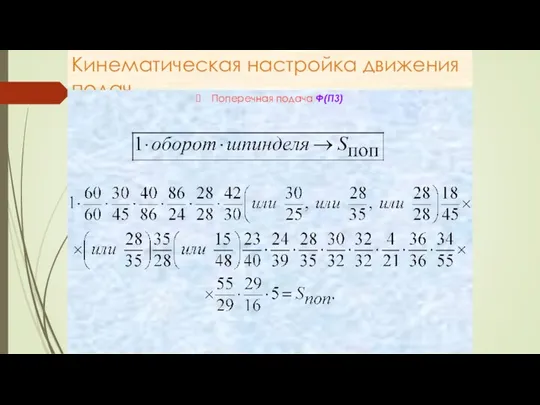
- 25. Кинематическая настройка движения подач Поперечная подача Ф(П3)
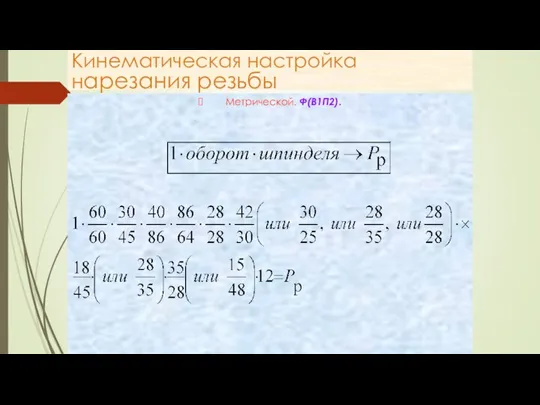
- 26. Кинематическая настройка нарезания резьбы Метрической. Ф(В1П2).
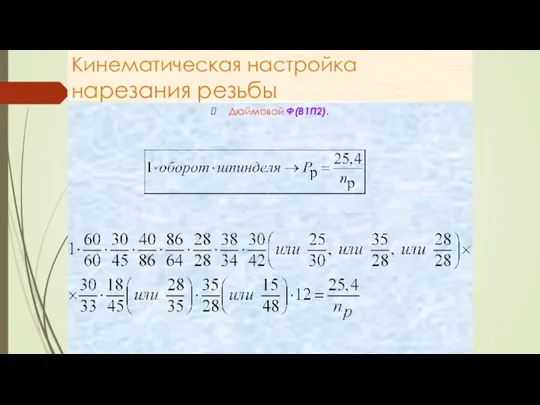
- 27. Кинематическая настройка нарезания резьбы Дюймовой Ф(В1П2).
- 29. Скачать презентацию
Цель работы
Изучение методики наладки токарно-винтового станка.
Изучение кинематической структуры токарно-винторезного станка
модели 16К20.
Цель работы
Изучение методики наладки токарно-винтового станка.
Изучение кинематической структуры токарно-винторезного станка
модели 16К20.
Результатом работы металлорежущего станка является образование поверхностей детали с заданными формой,
Результатом работы металлорежущего станка является образование поверхностей детали с заданными формой,
В большинстве металлорежущих станков с механическими связями для настройки кинематических цепей
В большинстве металлорежущих станков с механическими связями для настройки кинематических цепей
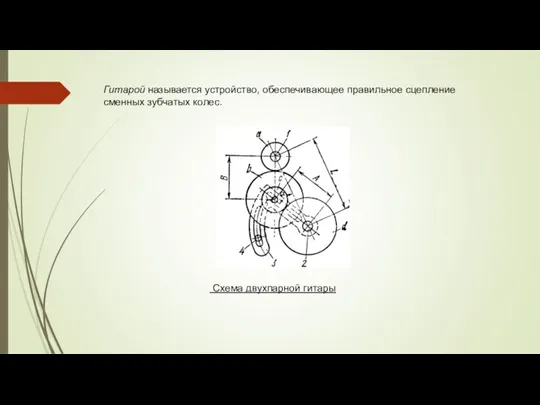
Гитарой называется устройство, обеспечивающее правильное сцепление сменных зубчатых колес.
Схема двухпарной гитары
Гитарой называется устройство, обеспечивающее правильное сцепление сменных зубчатых колес.
Схема двухпарной гитары
Последовательность наладки
Наладка станка требует расчета передаточного отношения органа
наладки скоростей цепи для
Последовательность наладки
Наладка станка требует расчета передаточного отношения органа наладки скоростей цепи для
По этим расчетным перемещениям составляют уравнение кинематического баланса данной кинематической цепи:
где
По этим расчетным перемещениям составляют уравнение кинематического баланса данной кинематической цепи:
где
Если одно из конечных звеньев имеет вращательное движение, а другое —
Если одно из конечных звеньев имеет вращательное движение, а другое —




Упрощенная кинематическая схема токарно-винторезного станка.
Упрощенная кинематическая схема токарно-винторезного станка.
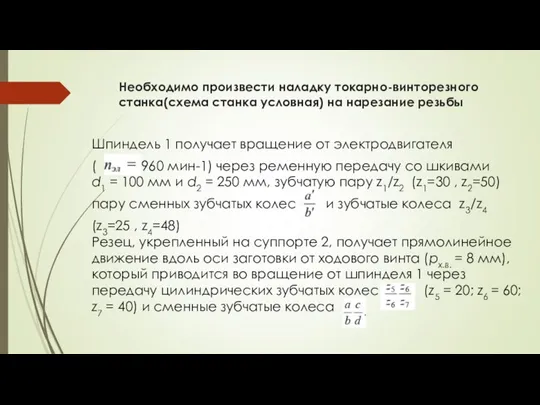
Необходимо произвести наладку токарно-винторезного станка(схема станка условная) на нарезание резьбы
Шпиндель 1
Необходимо произвести наладку токарно-винторезного станка(схема станка условная) на нарезание резьбы
Шпиндель 1
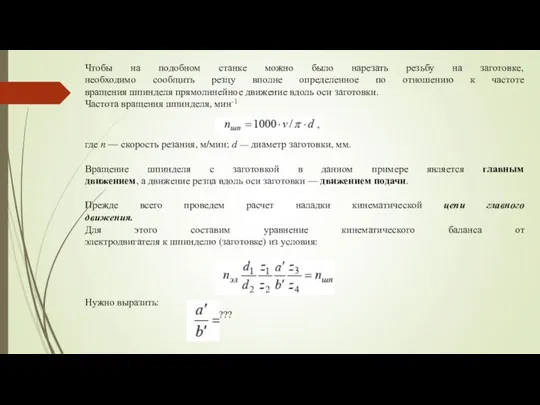
Чтобы на подобном станке можно было нарезать резьбу на заготовке,
необходимо сообщить
Чтобы на подобном станке можно было нарезать резьбу на заготовке, необходимо сообщить
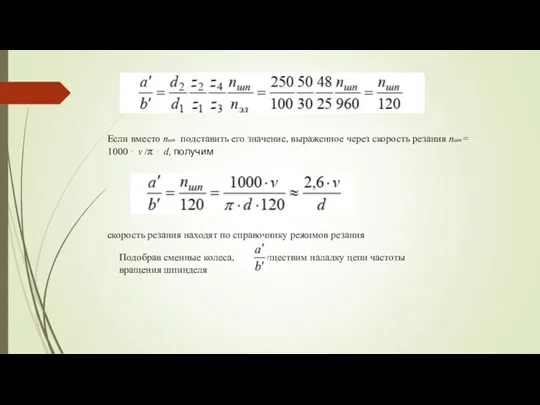
Если вместо пшп подставить его значение, выраженное через скорость резания nшп
Если вместо пшп подставить его значение, выраженное через скорость резания nшп
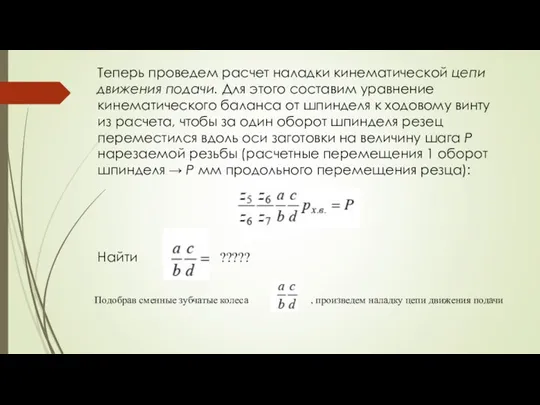
Теперь проведем расчет наладки кинематической цепи движения подачи. Для этого составим
Теперь проведем расчет наладки кинематической цепи движения подачи. Для этого составим
При наладке станков в общем случае необходимо: по технологическому процессу обработки
При наладке станков в общем случае необходимо: по технологическому процессу обработки
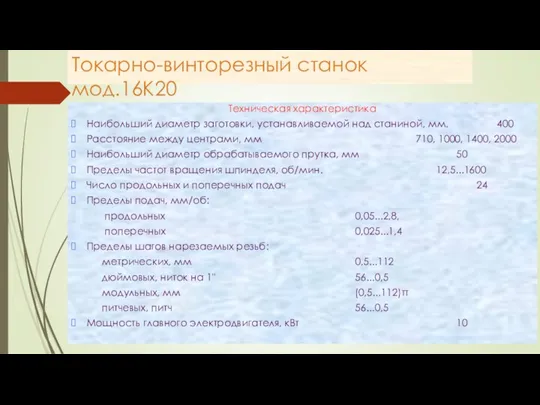
Токарно-винторезный станок мод.16К20
Техническая характеристика
Наибольший диаметр заготовки, устанавливаемой над станиной, мм. 400
Расстояние
Токарно-винторезный станок мод.16К20
Техническая характеристика
Наибольший диаметр заготовки, устанавливаемой над станиной, мм. 400
Расстояние

Кинематическая схема станка
Кинематическая схема станка
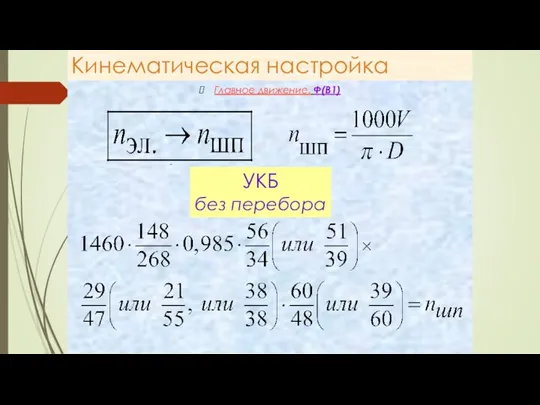
Кинематическая настройка
Главное движение. Ф(В1)
.
,
УКБ
без перебора
Кинематическая настройка
Главное движение. Ф(В1)
.
,
УКБ
без перебора
Кинематическая настройка
Главное движение
с перебором
Кинематическая настройка
Главное движение
с перебором
Кинематическая настройка движения подач
Продольная подача Ф(П2)
×
Кинематическая настройка движения подач
Продольная подача Ф(П2)
×
Кинематическая настройка движения подач
Поперечная подача Ф(П3)
Кинематическая настройка движения подач
Поперечная подача Ф(П3)
Кинематическая настройка нарезания резьбы
Метрической. Ф(В1П2).
Кинематическая настройка нарезания резьбы
Метрической. Ф(В1П2).
Кинематическая настройка нарезания резьбы
Дюймовой Ф(В1П2).
Кинематическая настройка нарезания резьбы
Дюймовой Ф(В1П2).
 Презентация Мой класс- это мое отражение
Презентация Мой класс- это мое отражение Времена группы Continuous
Времена группы Continuous Произведения М.Ю. Лермонтова в творчестве М. Врубеля
Произведения М.Ю. Лермонтова в творчестве М. Врубеля Вейвлеты при анализе скважинных данных
Вейвлеты при анализе скважинных данных Отчет о создании развивающей среды.
Отчет о создании развивающей среды. Антуан де Сент-Экзюпери
Антуан де Сент-Экзюпери Автоматизация смешения светлых нефтепродуктов
Автоматизация смешения светлых нефтепродуктов Купола над белым безмолвием.
Купола над белым безмолвием. Искусство 16 века в Нидерландах и Германии. (Тема 7)
Искусство 16 века в Нидерландах и Германии. (Тема 7) Творческий проект здоровые зубы - всякому любы
Творческий проект здоровые зубы - всякому любы Будущий мужчина, или Как правильно воспитывать мальчика (консультация для родителей)
Будущий мужчина, или Как правильно воспитывать мальчика (консультация для родителей) Графический интерфейс операционных систем
Графический интерфейс операционных систем Игра Подбери одежду по сезону
Игра Подбери одежду по сезону Колокола в музыке
Колокола в музыке Тема 1. Место и роль вооруженных сил Российской Федерации в структуре государства
Тема 1. Место и роль вооруженных сил Российской Федерации в структуре государства Хищные звери
Хищные звери Лекция 5__
Лекция 5__ Скульпту́ра. Объект изображения в скульптуре
Скульпту́ра. Объект изображения в скульптуре Значение и употребление глаголов в речи
Значение и употребление глаголов в речи Асептика и антисептика
Асептика и антисептика ВКР: Проект мини-цеха производства колбасных изделий и полуфабрикатов мощностью 1,5 т/смену
ВКР: Проект мини-цеха производства колбасных изделий и полуфабрикатов мощностью 1,5 т/смену Оригами Сонобе
Оригами Сонобе Презентация по технологии Портрет в сырной рамке
Презентация по технологии Портрет в сырной рамке Москва во главе объединения русских земель
Москва во главе объединения русских земель Шаблон Россия
Шаблон Россия Разработка проекта наладки РТК на базе станка с ЧПУ на обработку детали Шестерня VIII оси 1к62-02-119
Разработка проекта наладки РТК на базе станка с ЧПУ на обработку детали Шестерня VIII оси 1к62-02-119 Мое портфолио Диск Диск
Мое портфолио Диск Диск 20002
20002