Разработка проекта наладки РТК на базе станка с ЧПУ на обработку детали Шестерня VIII оси 1к62-02-119 презентация
- Разработка проекта наладки РТК на базе станка с ЧПУ на обработку детали Шестерня VIII оси 1к62-02-119

Содержание
- 2. В технологическом разделе дп был проведен анализ технологичности детали Шестерня VIII оси 1к62-02-119 расмотрен метод изготовления
- 3. В конструкторском разделе была рассмотрена система ЧПУ структура назначения субблока SB045 его электрическая принципиальная схема, адресное
- 4. Под наладкой электрооборудования понимают процесс восстановления первоначальных или настройка необходимых характеристик электрических машин, аппаратов и схем
- 5. Под наладкой электрооборудования металлорежущего стайка принято понимать комплекс работ по приведению в действие всех элементов электрооборудования,
- 6. При наладке электрооборудования металлорежущих станков возникает необходимость в определенном количестве электроизмерительных приборов, инструмента и приспособлений, номенклатуру
- 7. Оснащение участка наладчиков приборами, инструментом и соответствующими приспособлениями должно быть таким, чтобы способствовать обеспечению быстрого отыскания
- 8. . Электросхема позволяет производить работу на станке в следующих режимах: "Наладка станка", "Управление от рукояток", "Автоматическое
- 9. Схема размещения электрооборудования на станке 6Р82
- 10. Для облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное включение электродвигателя кнопкой 5КУ, а
- 11. Электрическая схема станка 6Р82
- 12. Работа электросхемы в этом режиме объясняется диаграммой и происходит следующим образом: при отключенной рукоятке 1 шток
- 14. Скачать презентацию
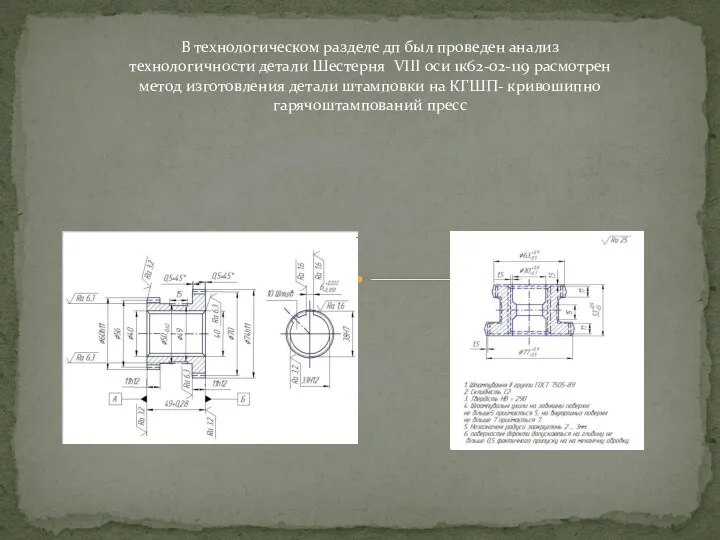
В технологическом разделе дп был проведен анализ технологичности детали Шестерня VIII
В технологическом разделе дп был проведен анализ технологичности детали Шестерня VIII
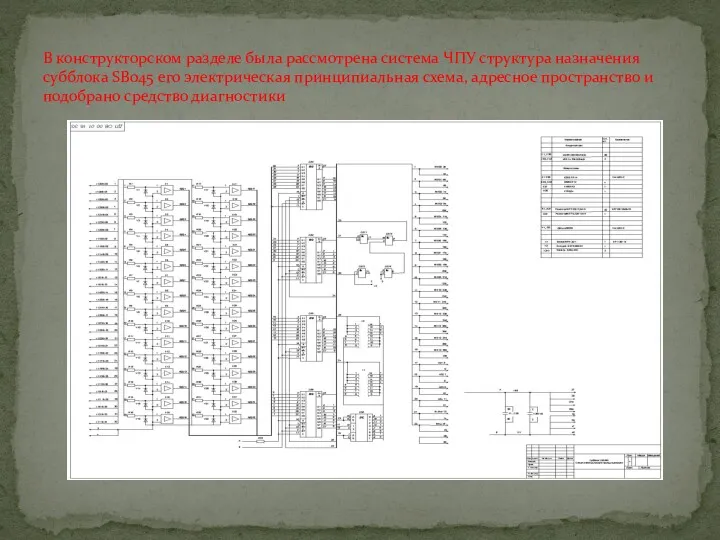
В конструкторском разделе была рассмотрена система ЧПУ структура назначения субблока SB045
В конструкторском разделе была рассмотрена система ЧПУ структура назначения субблока SB045
Под наладкой электрооборудования понимают процесс восстановления первоначальных или настройка необходимых характеристик
Под наладкой электрооборудования понимают процесс восстановления первоначальных или настройка необходимых характеристик
Под наладкой электрооборудования металлорежущего стайка принято понимать комплекс работ по приведению
Под наладкой электрооборудования металлорежущего стайка принято понимать комплекс работ по приведению
При наладке электрооборудования металлорежущих станков возникает необходимость в определенном количестве электроизмерительных
При наладке электрооборудования металлорежущих станков возникает необходимость в определенном количестве электроизмерительных
Оснащение участка наладчиков приборами, инструментом и соответствующими приспособлениями должно быть
Оснащение участка наладчиков приборами, инструментом и соответствующими приспособлениями должно быть
.
Электросхема позволяет производить работу на станке в следующих режимах:
"Наладка станка",
"Управление от
.
Электросхема позволяет производить работу на станке в следующих режимах:
"Наладка станка",
"Управление от
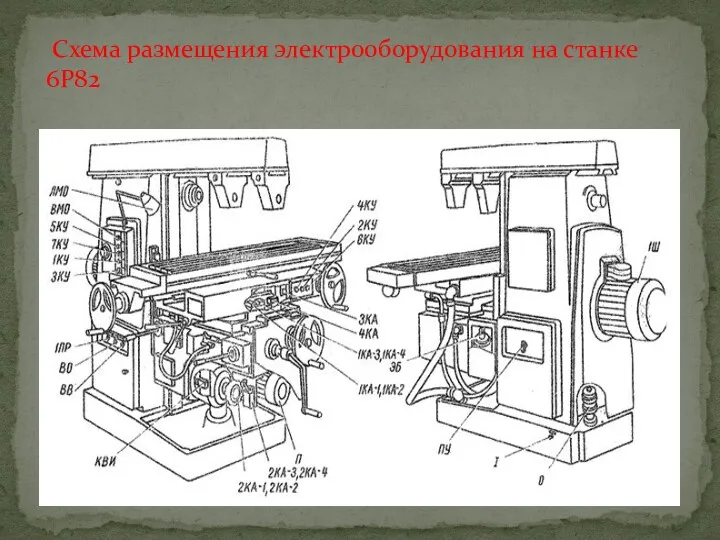
Схема размещения электрооборудования на станке 6Р82
Схема размещения электрооборудования на станке 6Р82
Для облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное
Для облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное

Электрическая схема станка 6Р82
Электрическая схема станка 6Р82
 Балалайка - музыкальный символ России
Балалайка - музыкальный символ России Организация ремонтных работ токарного металло-обрабатываюшего с ЧПУ станка серии СТ16А25АМ
Организация ремонтных работ токарного металло-обрабатываюшего с ЧПУ станка серии СТ16А25АМ Презентация
Презентация Прекращение горения на пожаре. Способы прекращения горения на пожаре
Прекращение горения на пожаре. Способы прекращения горения на пожаре Образовательный проект Елочка красавица
Образовательный проект Елочка красавица Психология педагогического общения: конфликты и пути их разрешения
Психология педагогического общения: конфликты и пути их разрешения Презентация для начальных классов Конвенция и права детей
Презентация для начальных классов Конвенция и права детей Лента Мёбиуса. (6 класс)
Лента Мёбиуса. (6 класс) Электронное портфолио
Электронное портфолио Цвета. Colours
Цвета. Colours Совершенствование систем оплаты труда в вузах
Совершенствование систем оплаты труда в вузах Всемирный день хлеба
Всемирный день хлеба Азбука театра
Азбука театра Николай Васильевич Гоголь Пьеса Ревизор. Действие 4. Чиновники на приёме у ревизора
Николай Васильевич Гоголь Пьеса Ревизор. Действие 4. Чиновники на приёме у ревизора Источники тока в электрической цепи
Источники тока в электрической цепи Опасности в интернете. Мошенники в интернете
Опасности в интернете. Мошенники в интернете 20 марта - Международный День счастья
20 марта - Международный День счастья Образование и культура в XVII веке в России
Образование и культура в XVII веке в России Презентация аналитического отчета за 2012-2013 уч.г.
Презентация аналитического отчета за 2012-2013 уч.г. Прибыль и рентабельность
Прибыль и рентабельность SLOBODA-2018 Новогодний банкет
SLOBODA-2018 Новогодний банкет Мастерство работника. 7 класс
Мастерство работника. 7 класс Клетка. Ядро
Клетка. Ядро Михаил Юрьевич Лермонтов
Михаил Юрьевич Лермонтов Проектирование тепловой защиты зданий
Проектирование тепловой защиты зданий Анкилозирующий спондилит и другие серонегативные спондилоартропатии
Анкилозирующий спондилит и другие серонегативные спондилоартропатии Слайды о зубах на тувинском языке
Слайды о зубах на тувинском языке Бюджет для граждан. К бюджету города Боровичи на 2020 год и на плановый период 2021 и 2022 годов
Бюджет для граждан. К бюджету города Боровичи на 2020 год и на плановый период 2021 и 2022 годов