- Наладка шлифовальных станков

Содержание
- 2. Типы станков 3 группы Круглошлифовальные, бесцентровошлифовальные Внутришлифовальные, координатно-шлифовальные Обдирочношлифовальные Специализированные шлифовальные Не предусмотрен Заточные Плоско-шлифовальные Притирочные,
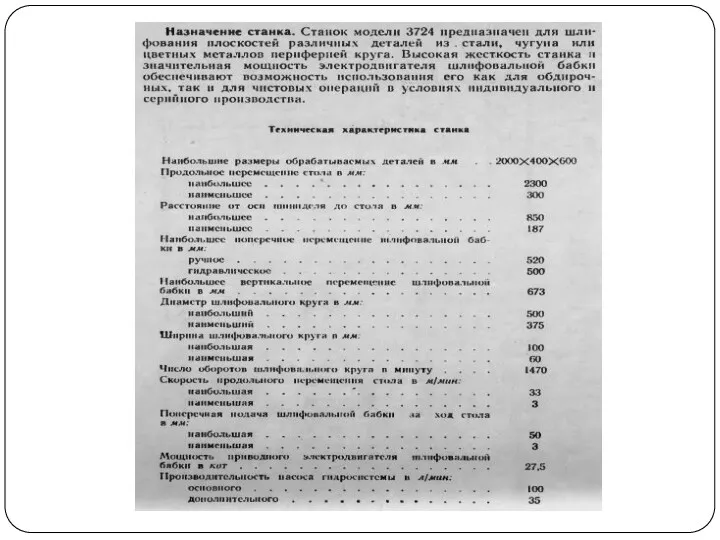
- 3. Назначение и классификация шлифовальных станков
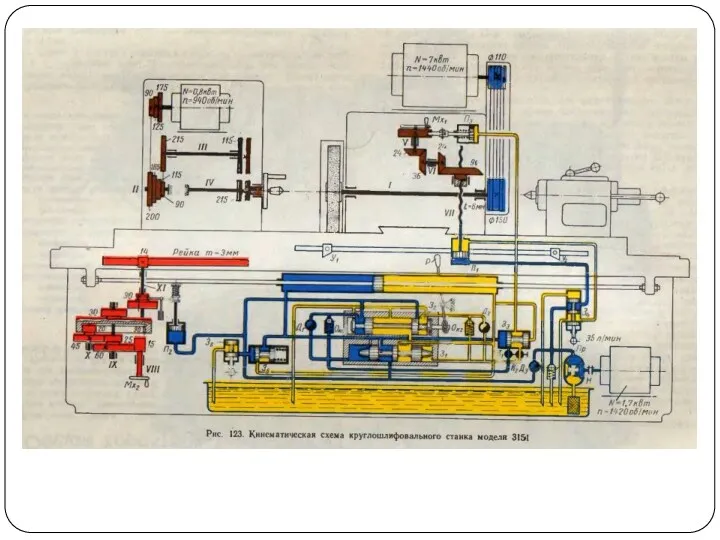
- 7. Круглошлифовальный станок модели 3151
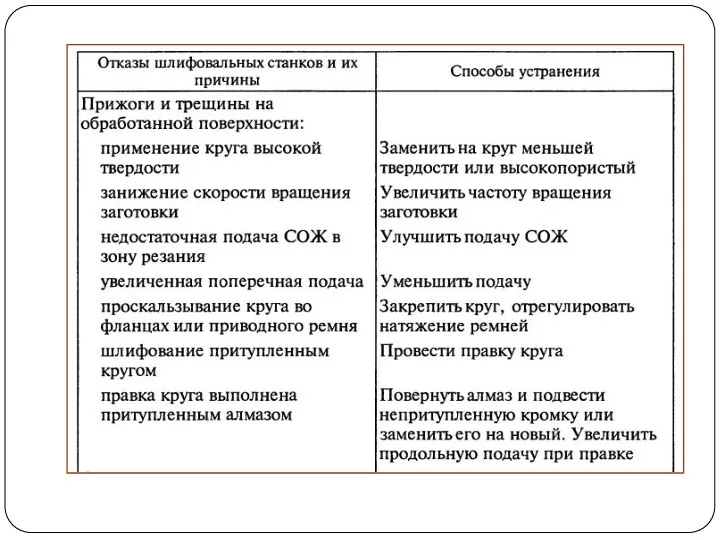
- 12. Наладка станка
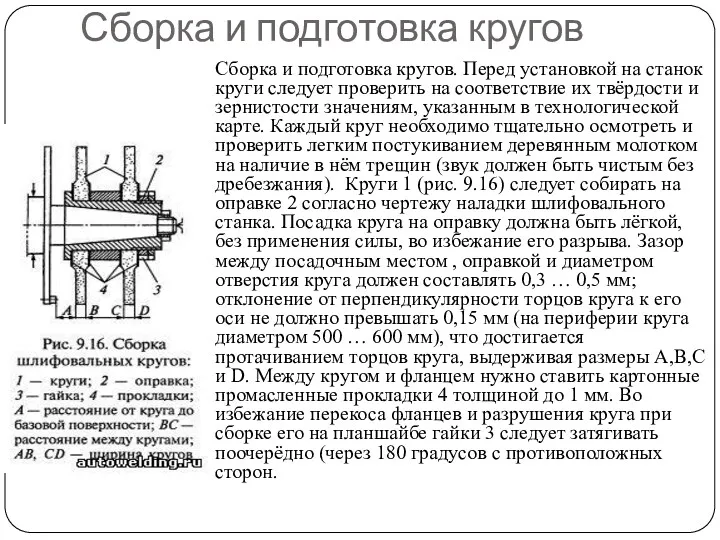
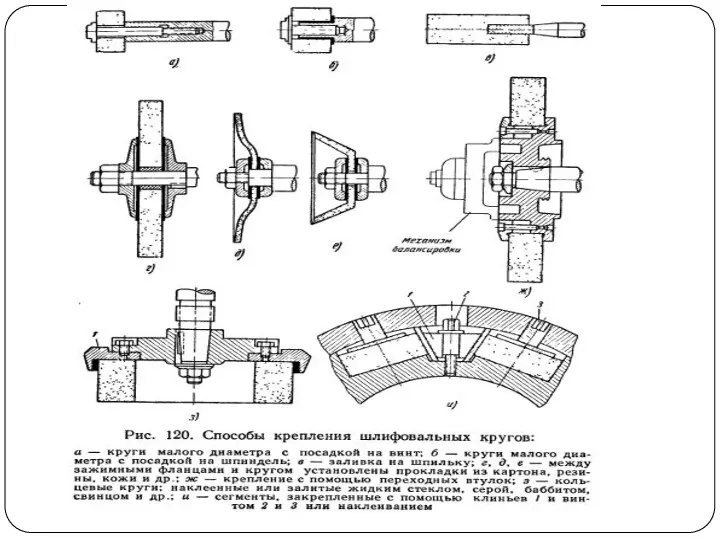
- 14. Сборка и подготовка кругов Сборка и подготовка кругов. Перед установкой на станок круги следует проверить на
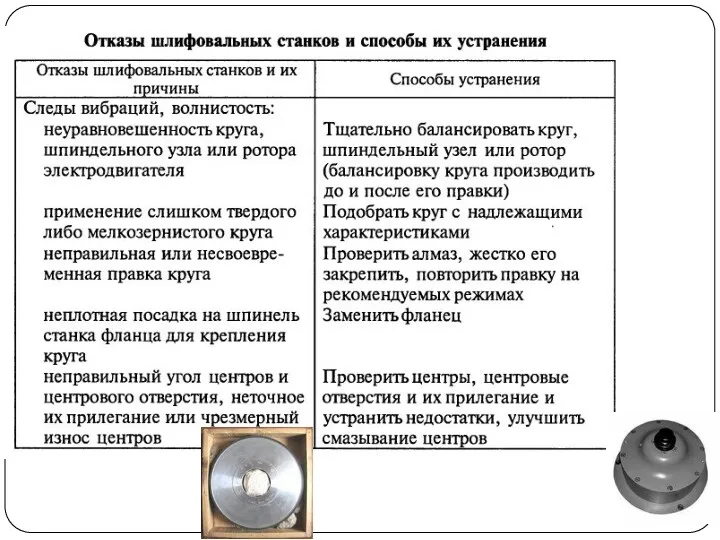
- 15. Неуравновешенность кругов Перед работой на станке круги испытывают на прочность пробным вращением на повышенной скорости. Для
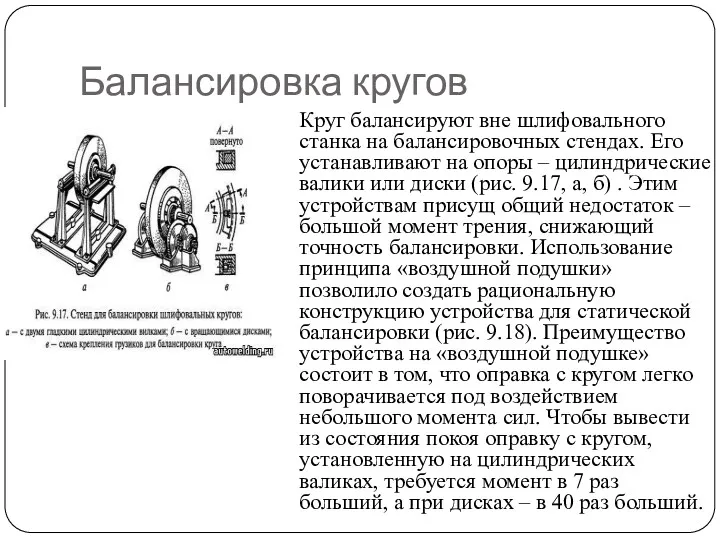
- 16. Балансировка кругов Круг балансируют вне шлифовального станка на балансировочных стендах. Его устанавливают на опоры – цилиндрические
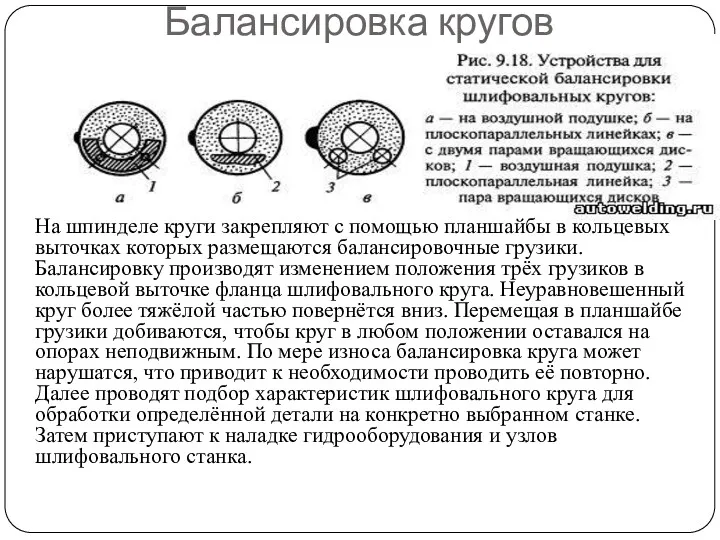
- 17. Балансировка кругов На шпинделе круги закрепляют с помощью планшайбы в кольцевых выточках которых размещаются балансировочные грузики.
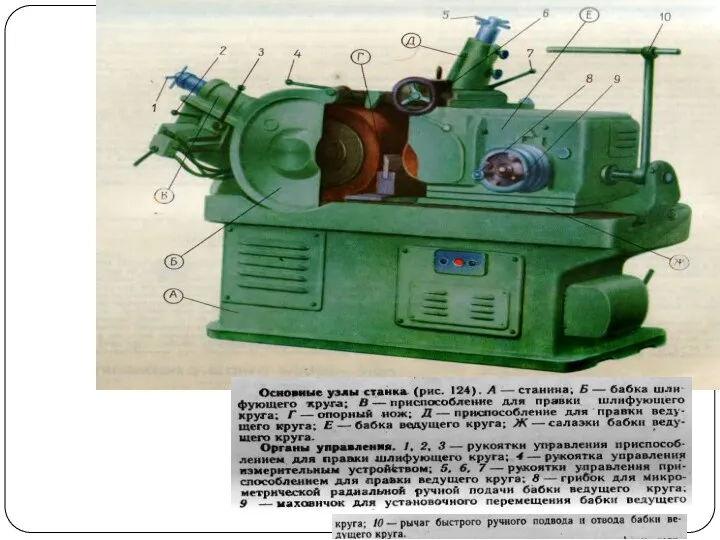
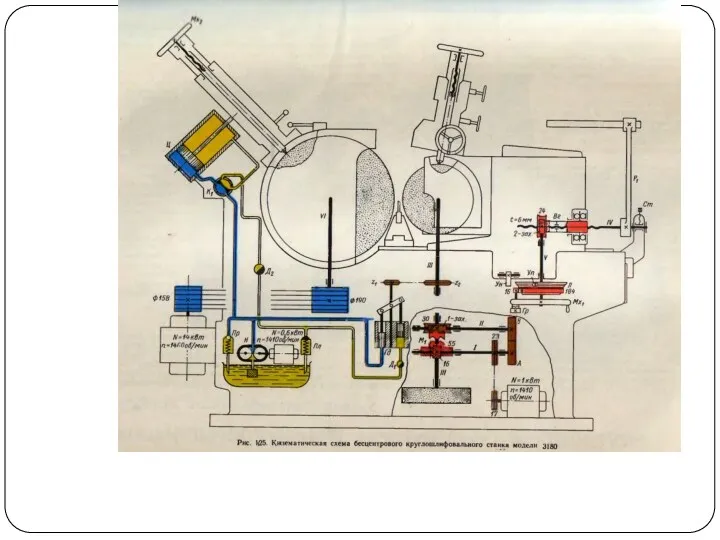
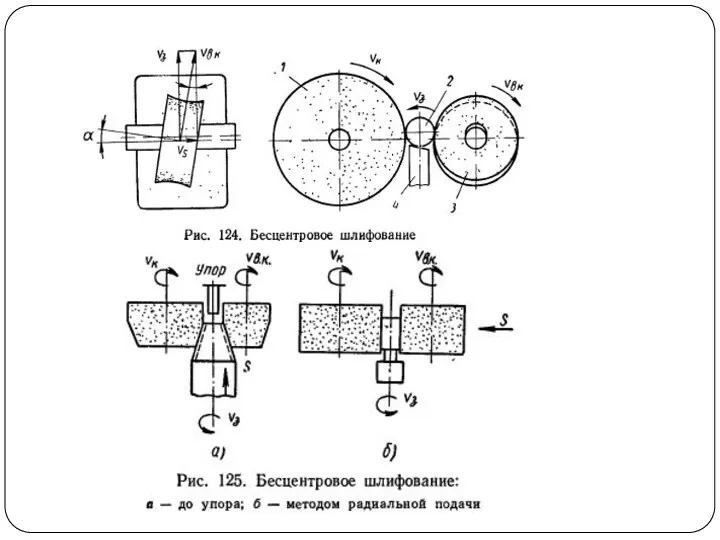
- 19. Безцентровой круглошлифовальный станок модели 3180
- 24. а) плоское шлифование периферией круга б) плоское шлифование торцом круга
- 28. Современные шлифовальные станки Серия станков SSG предназначена для шлифования плоских и квадратных заготовок в мелкосерийном, крупносерийном
- 29. Гидродинамический шпиндель обеспечивает точность производимых операций. Станина изготовлена из высококачественного чугуна (механита) и усилена ребрами жесткости,
- 30. Наклон шлифовальной головки под углом 3° Разработано специально для шлифования прямоугольных поверхностей за один установ заготовки.
- 32. Особенности станка ГИДРОДИНАМИЧЕСКИЙ ШПИНДЕЛЬ Повышенная жесткость; Минимальные вибрации. ГИДРОДИНАМИЧЕСКАЯ СИСТЕМА СМАЗКИ Гидростатические направляющие суппорта: две V-образные;
- 33. РУЧНОЕ ШАБРЕНИЕ НАПРАВЛЯЮЩИХ Прецизионные направляющие; Покрытие износостойким пластиком Turcite-B (турсит).
- 34. Технические характеристики плоско-шлифовальных станков с ЧПУ серии SSG
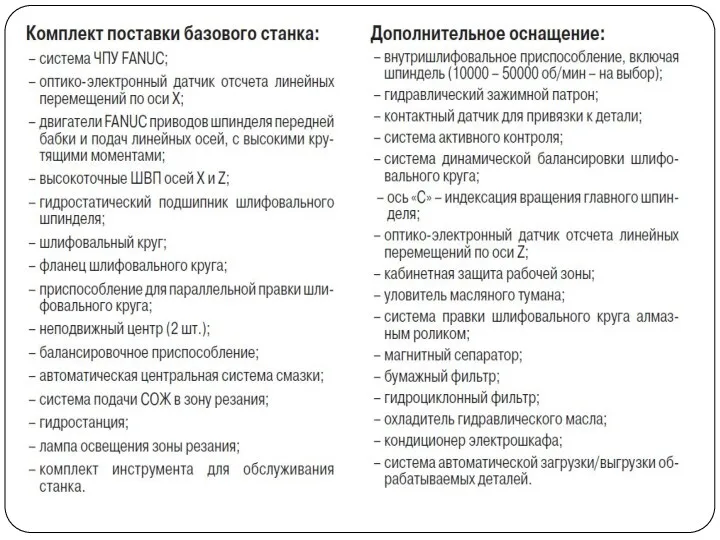
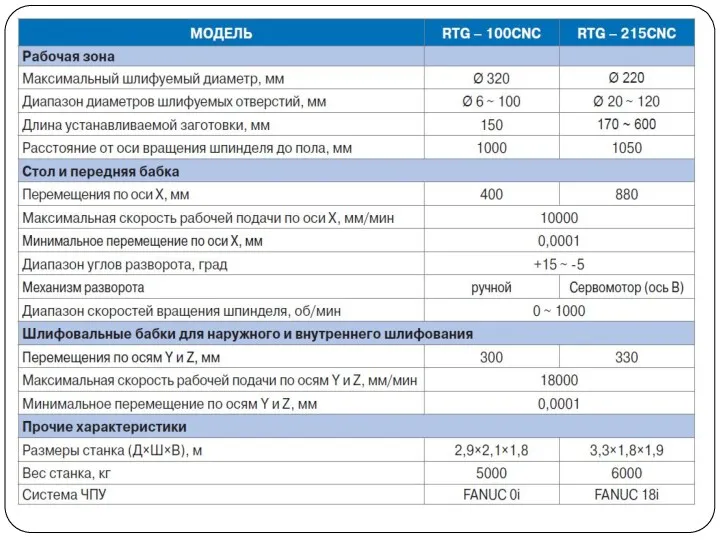
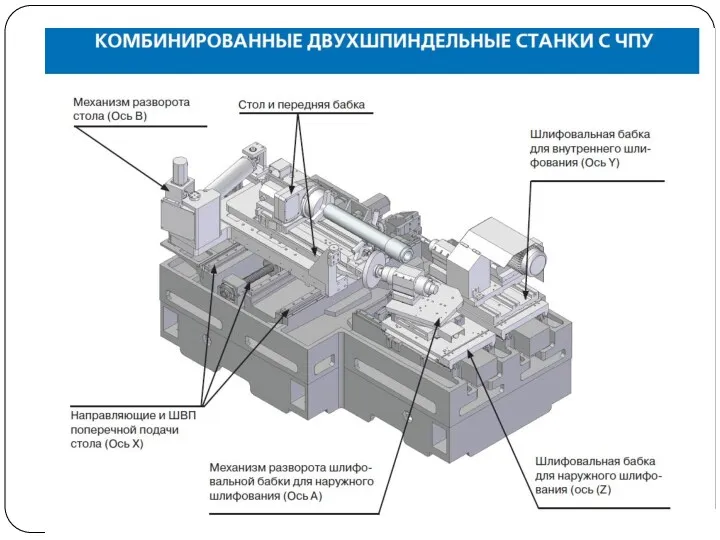
- 35. CNC серия универсальные круглошли- фовальные станки с ЧПУ
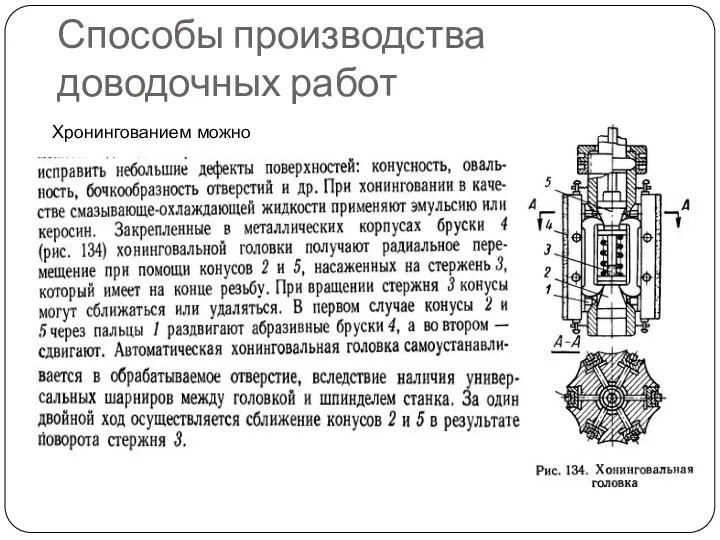
- 43. Способы производства доводочных работ
- 44. Способы производства доводочных работ Хронингованием можно
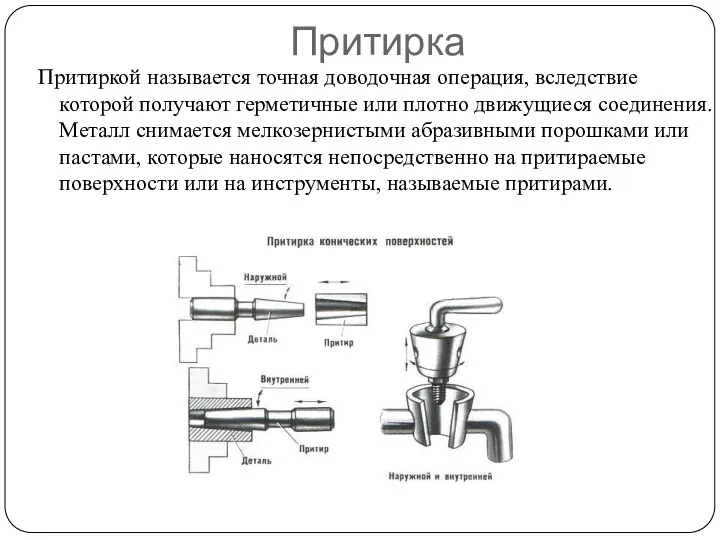
- 45. Притирка Притиркой называется точная доводочная операция, вследствие которой получают герметичные или плотно движущиеся соединения. Металл снимается
- 46. В ходе операции с обрабатываемой поверхности детали снимается слой материала с помощью абразивных зерен, свободно распределённых
- 48. Суперфиниширование
- 49. Величина
- 50. Заточные станки
- 58. Скачать презентацию
Типы станков 3 группы
Круглошлифовальные, бесцентровошлифовальные
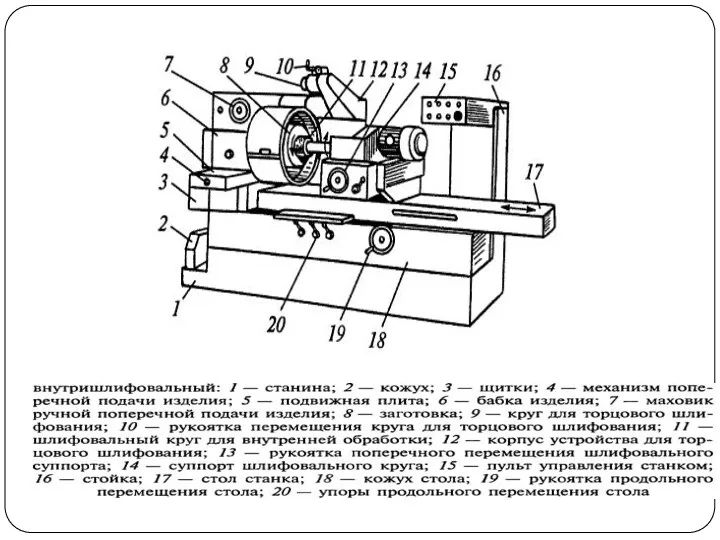
Внутришлифовальные, координатно-шлифовальные
Обдирочношлифовальные
Специализированные шлифовальные
Не предусмотрен
Заточные
Плоско-шлифовальные
Притирочные, полировальные, хонинговальные, доводочные
Разные
Типы станков 3 группы
Круглошлифовальные, бесцентровошлифовальные
Внутришлифовальные, координатно-шлифовальные
Обдирочношлифовальные
Специализированные шлифовальные
Не предусмотрен
Заточные
Плоско-шлифовальные
Притирочные, полировальные, хонинговальные, доводочные
Разные
Назначение и классификация шлифовальных станков
Назначение и классификация шлифовальных станков
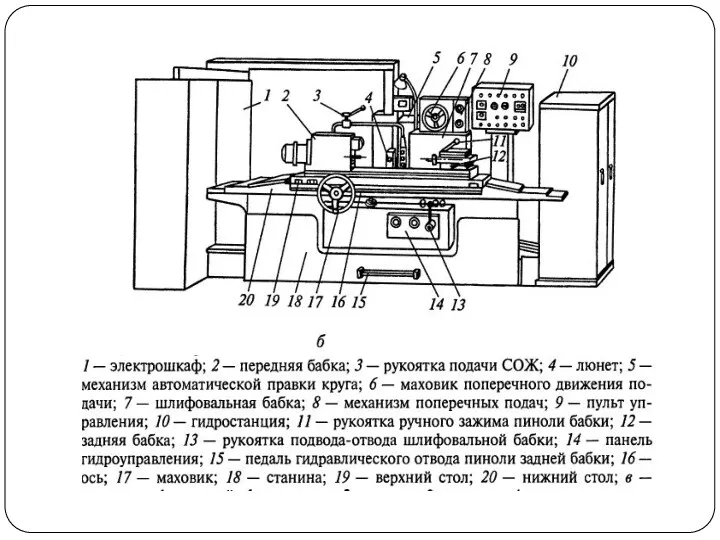
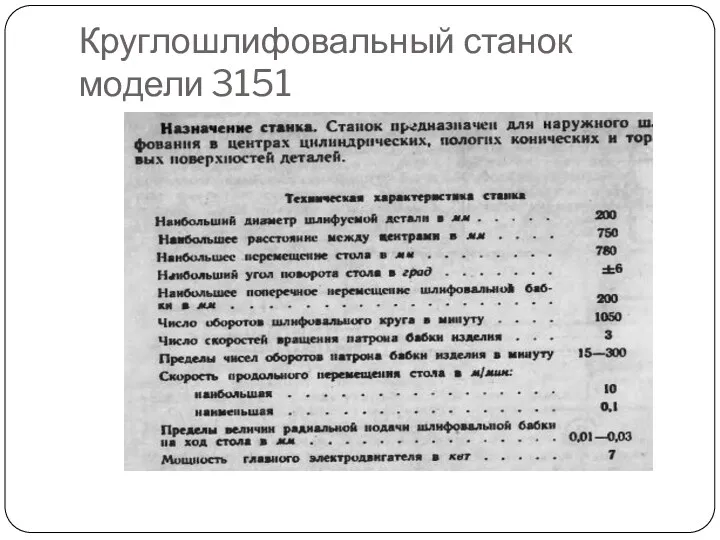
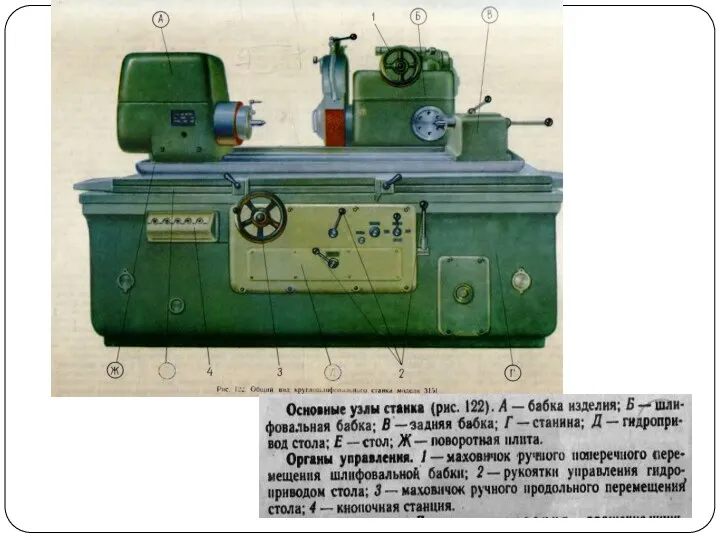
Круглошлифовальный станок модели 3151
Круглошлифовальный станок модели 3151
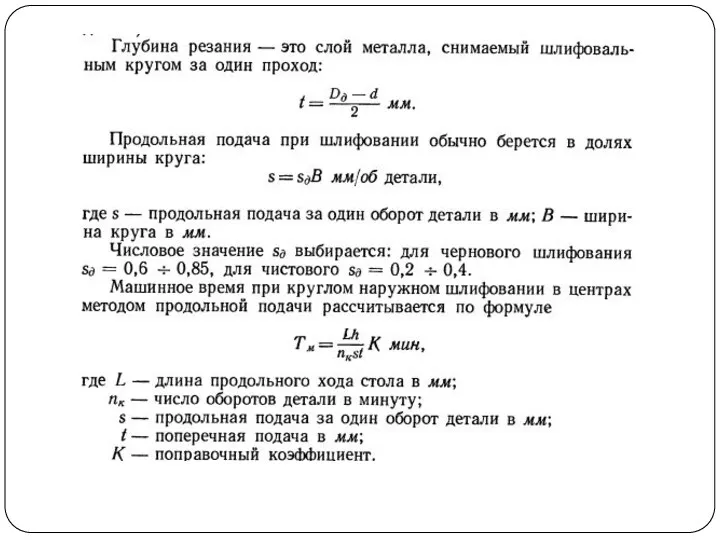
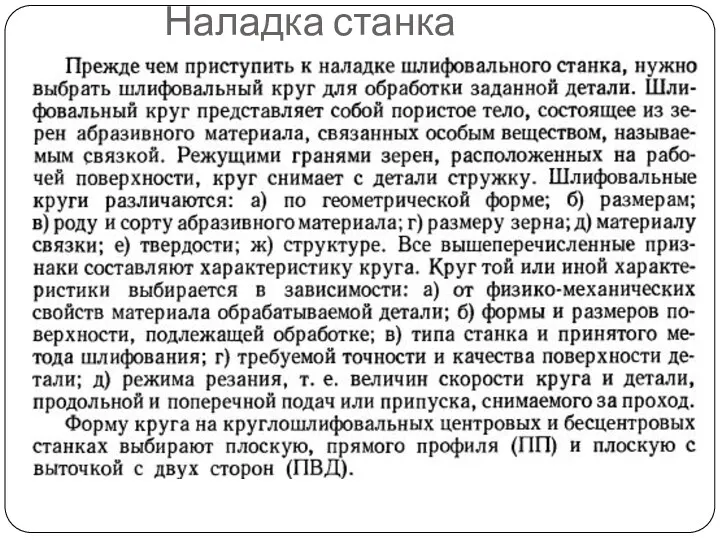
Наладка станка
Наладка станка
Сборка и подготовка кругов
Сборка и подготовка кругов. Перед установкой на станок
Сборка и подготовка кругов
Сборка и подготовка кругов. Перед установкой на станок
Неуравновешенность кругов
Перед работой на станке круги испытывают на прочность пробным вращением
Неуравновешенность кругов
Перед работой на станке круги испытывают на прочность пробным вращением
Балансировка кругов
Круг балансируют вне шлифовального станка на балансировочных стендах. Его устанавливают
Балансировка кругов
Круг балансируют вне шлифовального станка на балансировочных стендах. Его устанавливают
Балансировка кругов
На шпинделе круги закрепляют с помощью планшайбы в кольцевых выточках
Балансировка кругов
На шпинделе круги закрепляют с помощью планшайбы в кольцевых выточках
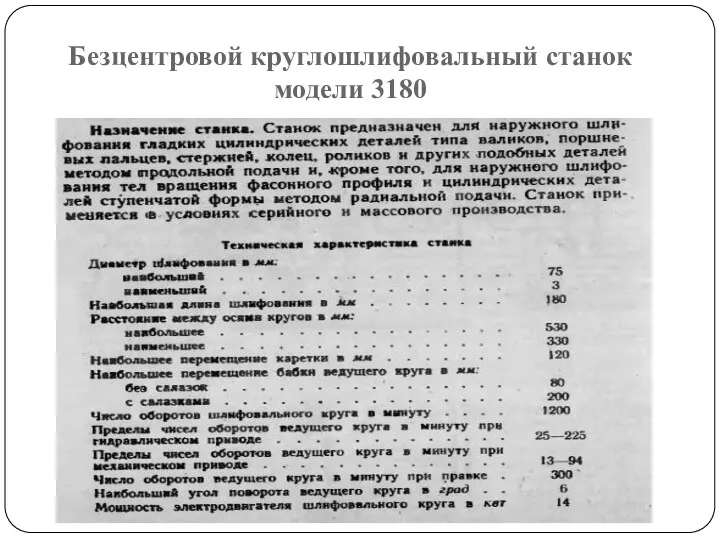
Безцентровой круглошлифовальный станок модели 3180
Безцентровой круглошлифовальный станок модели 3180
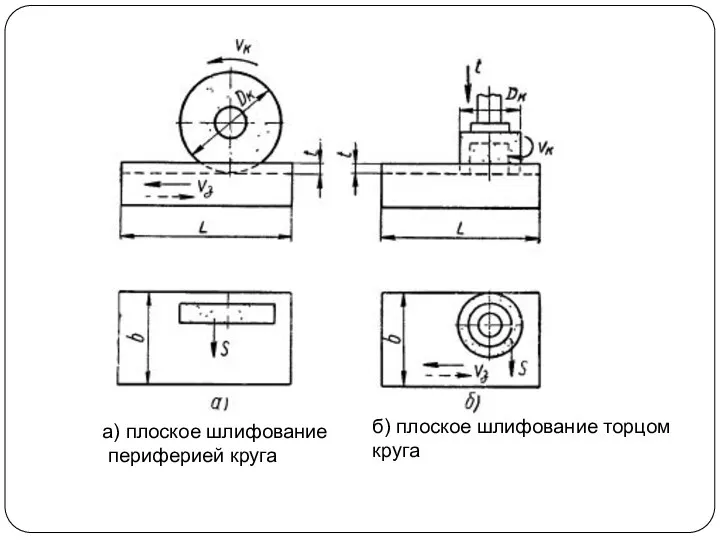
а) плоское шлифование
периферией круга
б) плоское шлифование торцом
круга
а) плоское шлифование
периферией круга
б) плоское шлифование торцом
круга

Современные шлифовальные станки
Серия станков SSG предназначена для шлифования плоских и квадратных
Современные шлифовальные станки
Серия станков SSG предназначена для шлифования плоских и квадратных
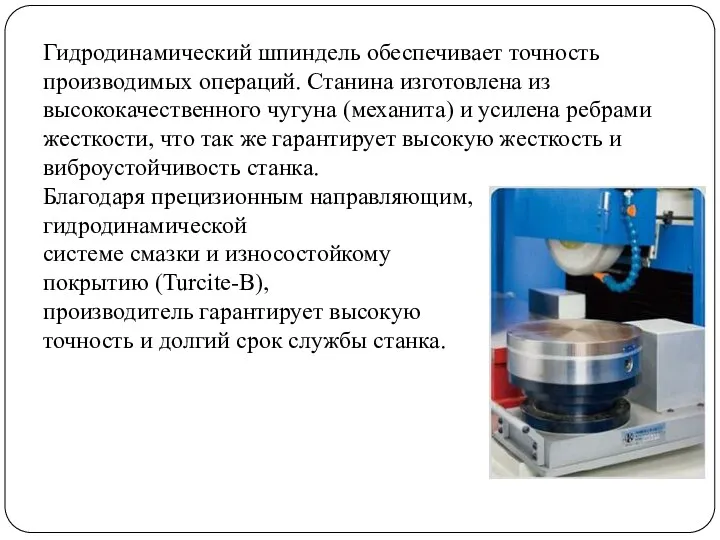
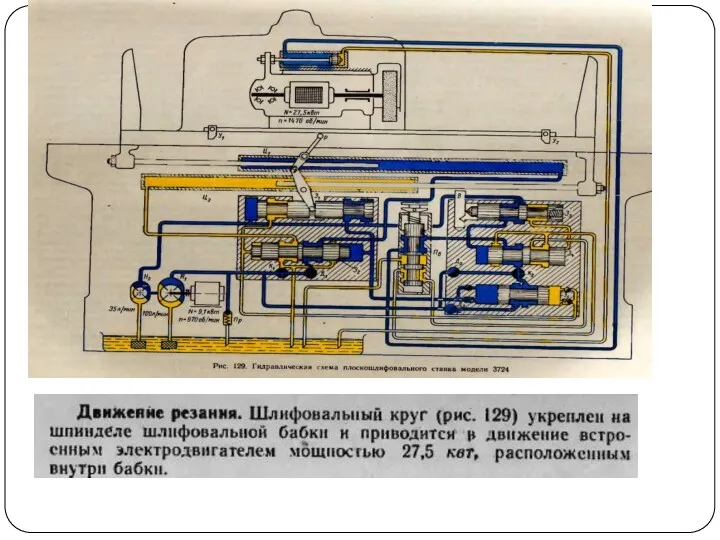
Гидродинамический шпиндель обеспечивает точность производимых операций. Станина изготовлена из высококачественного чугуна
Гидродинамический шпиндель обеспечивает точность производимых операций. Станина изготовлена из высококачественного чугуна
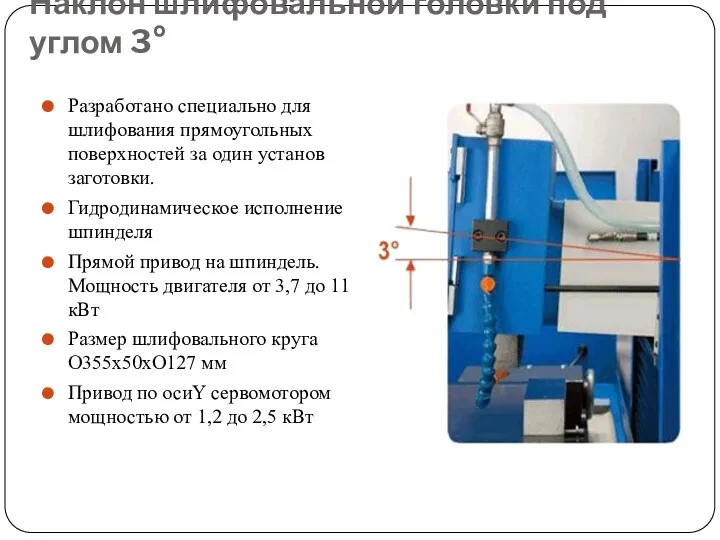
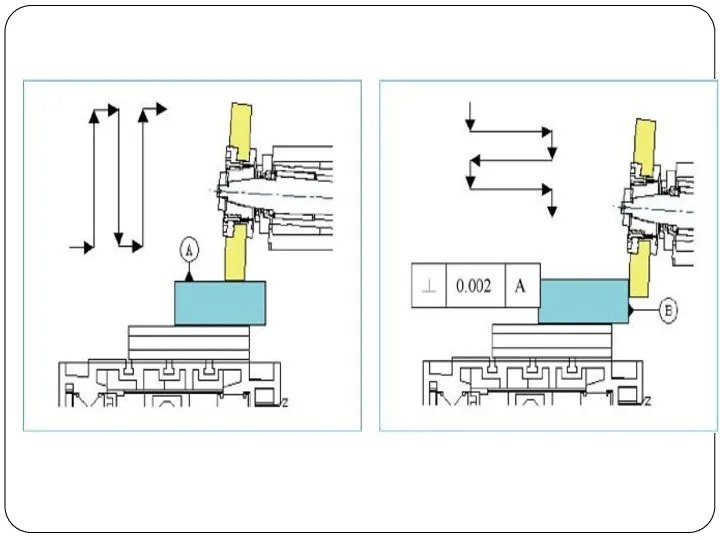
Наклон шлифовальной головки под углом 3°
Разработано специально для шлифования прямоугольных поверхностей
Наклон шлифовальной головки под углом 3°
Разработано специально для шлифования прямоугольных поверхностей
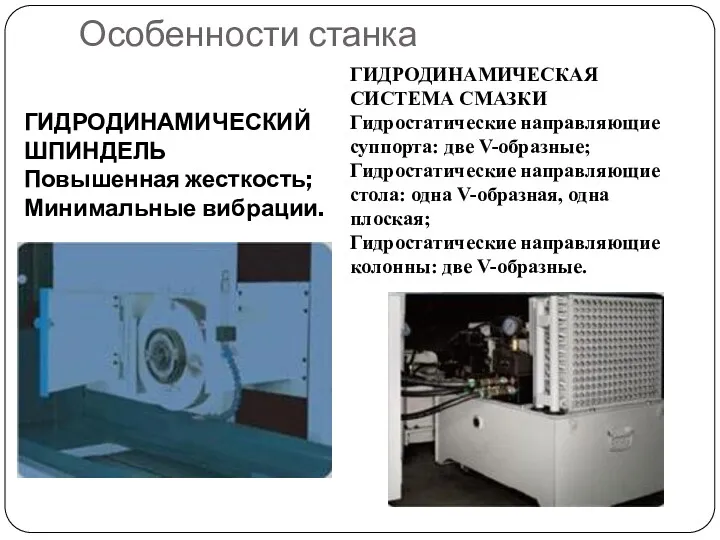
Особенности станка
ГИДРОДИНАМИЧЕСКИЙ ШПИНДЕЛЬ
Повышенная жесткость;
Минимальные вибрации.
ГИДРОДИНАМИЧЕСКАЯ СИСТЕМА СМАЗКИ
Гидростатические направляющие суппорта: две V-образные;
Гидростатические
Особенности станка
ГИДРОДИНАМИЧЕСКИЙ ШПИНДЕЛЬ
Повышенная жесткость;
Минимальные вибрации.
ГИДРОДИНАМИЧЕСКАЯ СИСТЕМА СМАЗКИ Гидростатические направляющие суппорта: две V-образные; Гидростатические

РУЧНОЕ ШАБРЕНИЕ НАПРАВЛЯЮЩИХ
Прецизионные направляющие;
Покрытие износостойким пластиком Turcite-B (турсит).
РУЧНОЕ ШАБРЕНИЕ НАПРАВЛЯЮЩИХ
Прецизионные направляющие;
Покрытие износостойким пластиком Turcite-B (турсит).
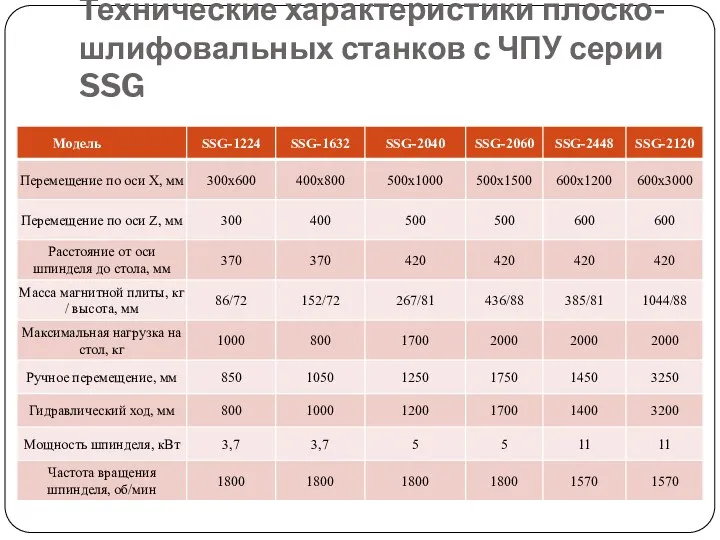
Технические характеристики плоско-шлифовальных станков с ЧПУ серии SSG
Технические характеристики плоско-шлифовальных станков с ЧПУ серии SSG
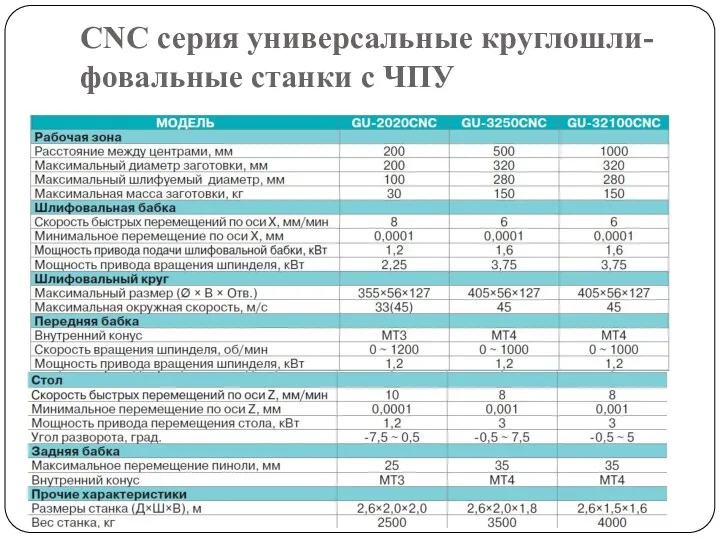
CNC серия универсальные круглошли-
фовальные станки с ЧПУ
CNC серия универсальные круглошли-
фовальные станки с ЧПУ




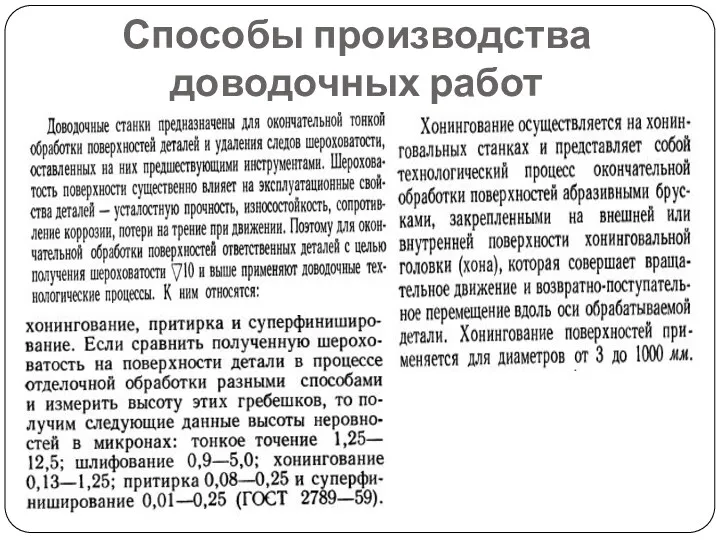
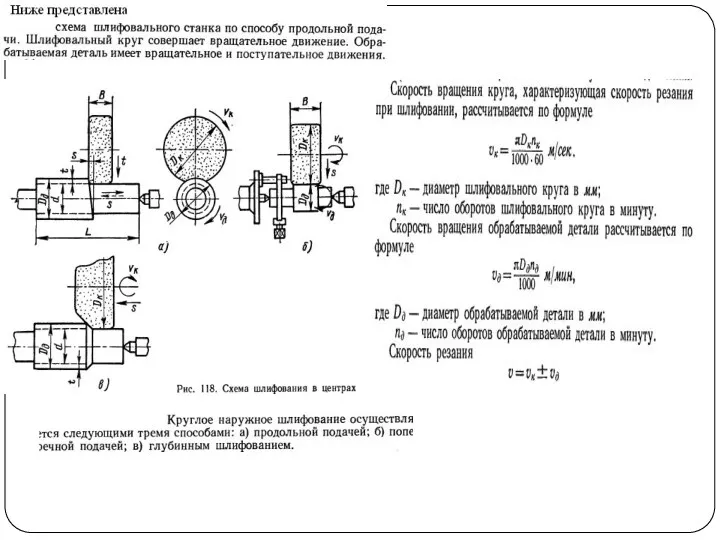
Способы производства доводочных работ
Способы производства доводочных работ
Способы производства доводочных работ
Хронингованием можно
Способы производства доводочных работ
Хронингованием можно
Притирка
Притиркой называется точная доводочная операция, вследствие которой получают герметичные или плотно
Притирка
Притиркой называется точная доводочная операция, вследствие которой получают герметичные или плотно
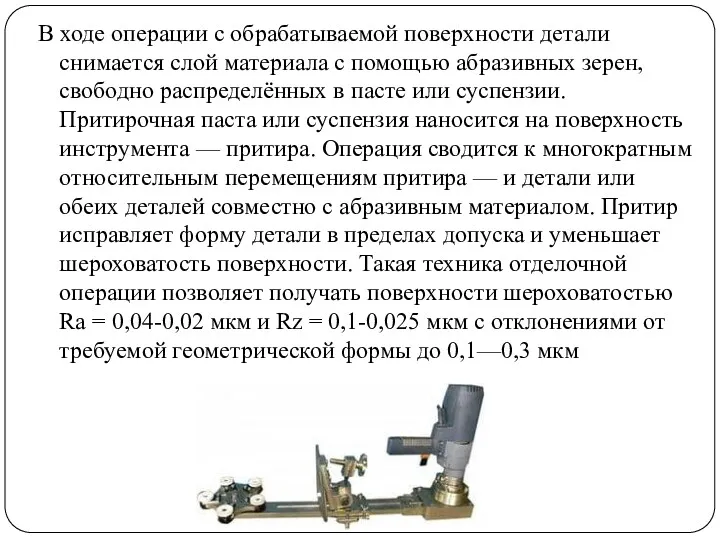
В ходе операции с обрабатываемой поверхности детали снимается слой материала с
В ходе операции с обрабатываемой поверхности детали снимается слой материала с
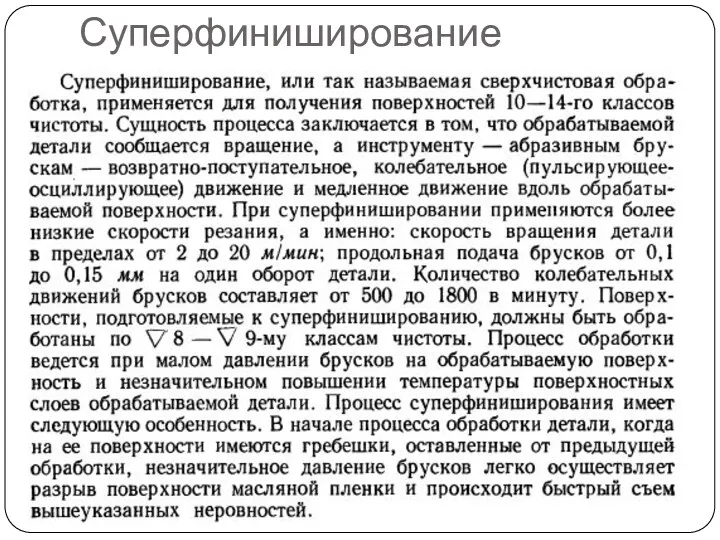
Суперфиниширование
Суперфиниширование
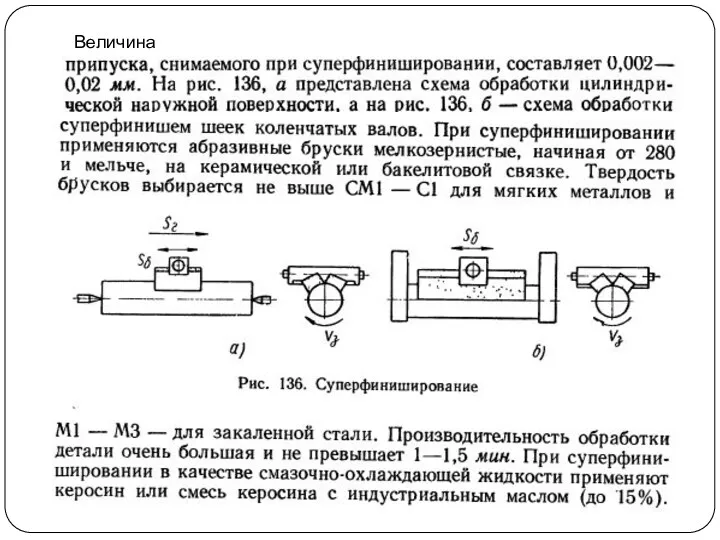
Величина
Величина
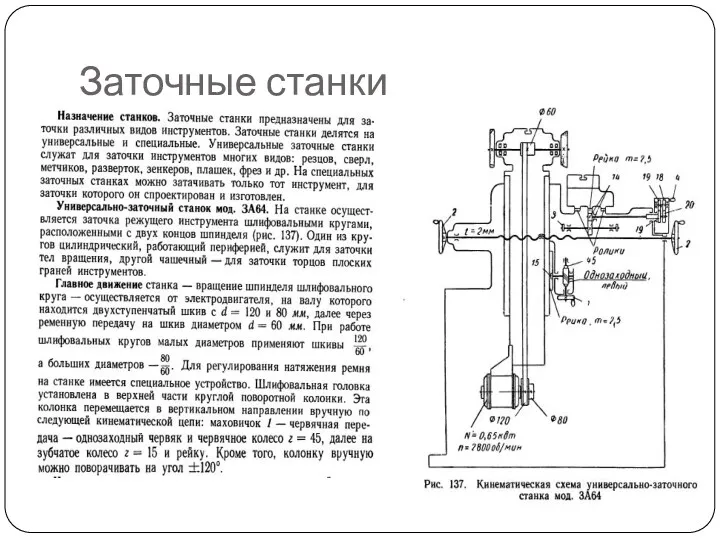
Заточные станки
Заточные станки
 Муниципальные выборы. Выдвижение начинается
Муниципальные выборы. Выдвижение начинается 2.1. Знакомство с ТРИК Студией [ТРИК]
2.1. Знакомство с ТРИК Студией [ТРИК] Мы разные, но мы вместе
Мы разные, но мы вместе Кафедра управления рисками, страхования и ценных бумаг
Кафедра управления рисками, страхования и ценных бумаг Сложение и вычитание дробей с одинаковыми знаменателями. 8 класс
Сложение и вычитание дробей с одинаковыми знаменателями. 8 класс Методика дежурства в старшем дошкольном возрасте 17 октября 2012 года
Методика дежурства в старшем дошкольном возрасте 17 октября 2012 года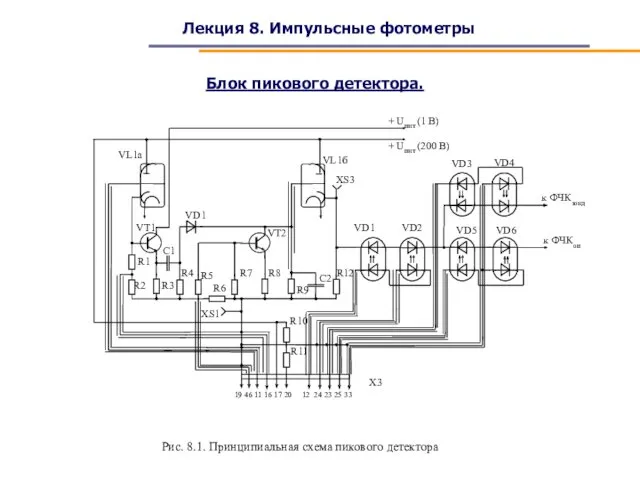 Импульсные фотометры. Лекция 8
Импульсные фотометры. Лекция 8 Портфолио воспитателя
Портфолио воспитателя Физиология Сенсорных Систем
Физиология Сенсорных Систем Введение в педагогическую деятельность
Введение в педагогическую деятельность Навыки профессионального телефонного общения
Навыки профессионального телефонного общения Technical_specification
Technical_specification Необычное использование в кулинарии кабачков
Необычное использование в кулинарии кабачков Республика Татарстан (презентация)
Республика Татарстан (презентация) Презентация к уроку Роль гидросферы в жизни Земли часть1 7 класс
Презентация к уроку Роль гидросферы в жизни Земли часть1 7 класс Проведение ТО и ремонта машин для погрузки кормов
Проведение ТО и ремонта машин для погрузки кормов Методы развития креативного мышления
Методы развития креативного мышления Программа развития ОУ
Программа развития ОУ Машины и оборудование для свайных работ
Машины и оборудование для свайных работ Презентация по развитию речи на тему Весна
Презентация по развитию речи на тему Весна Сравнительный анализ деятельности таможенных союзов
Сравнительный анализ деятельности таможенных союзов Игрушки из прищепок. Технология. 2 урок
Игрушки из прищепок. Технология. 2 урок Запорная арматура
Запорная арматура iPhone X. Дизайн и дисплей
iPhone X. Дизайн и дисплей Итоговое повторение. Устный счёт. 1 класс
Итоговое повторение. Устный счёт. 1 класс Идейно-тематический анализ замысла автора художественного произведения. Композиционное построение
Идейно-тематический анализ замысла автора художественного произведения. Композиционное построение Зачем художнику альбомы и каталоги?
Зачем художнику альбомы и каталоги? Показательные неравенства
Показательные неравенства