- Наладка станков с ЧПУ

Содержание
- 2. отсчета во 2-ой базовой точке 01, выбирает программист). Третья базовая точка — программируемая отсчетная точка О2
- 3. Первое исходное положение рабочих органов называют нулем станка. Обычно это положение, при котором рабочие органы, несущие
- 4. Нахождение положение нуля программы при настройке станка. Во многих случаях данные, приведенные в карте наладки, не
- 5. Нахождение положения нуля программы по цифровой индикации Для быстрого и точного определения расстояния между нулем станка
- 6. Пример отыскания положения нуля программы при настройке токарного станка В КН указано, что программируемая отсчетная точка
- 7. Порядок работы по определению нуля программы на токарном станке 1) переключатель режима работ установить в положение
- 8. Определение нуля программы при задании его положения на элементах детали или приспособления При неполном бази-ровании станочного
- 9. а) - точка начала обработки материа-лизована точной втулкой 2, запрес-сованной в корпус 1 приспособления. Во втулку
- 10. «Привязка» нуля программы к системе координат программы Существует несколько методов ''привязки'* нуля программы к координатной системе
- 11. Пульт управления станка с ЧПУ
- 12. Алгоритм нахождения нулевой точки детали по оси Z 1) . Подготовить и держать поблизости плоскопараллельную концевую
- 13. Алгоритм нахождения нулевой точки детали по осям X и Y 1) . Вставить в шпиндель цилиндрический
- 14. 9) . При помощи маховика постепенно перемещать шпиндель с калибром к детали вдоль оси Y до
- 15. Алгоритм нахождения нулевой точки в центре отверстия 1) . Установить в шпиндель стрелочный индикатор (центроискатель). 2)
- 16. Вопросы для самоконтроля. Сколько и каких координатных систем, базовых точек и исходных положений рабочих органов может
- 18. Скачать презентацию
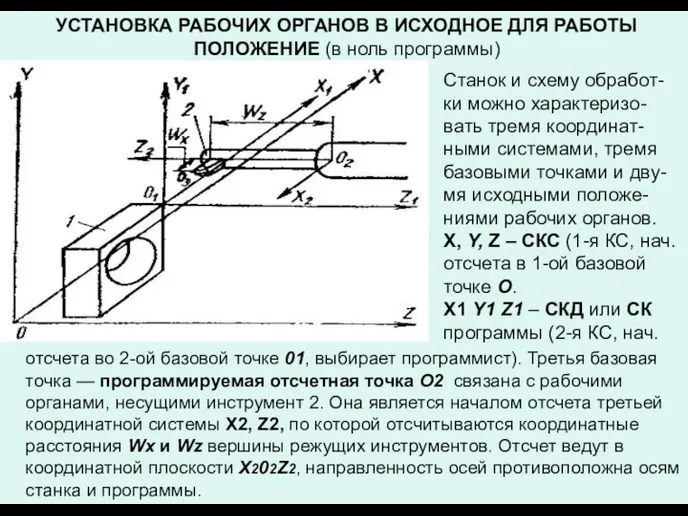
отсчета во 2-ой базовой точке 01, выбирает программист). Третья базовая точка
отсчета во 2-ой базовой точке 01, выбирает программист). Третья базовая точка
Первое исходное положение рабочих органов называют нулем станка. Обычно это
Первое исходное положение рабочих органов называют нулем станка. Обычно это
Нахождение положение нуля программы при настройке станка.
Во многих случаях
Нахождение положение нуля программы при настройке станка.
Во многих случаях
Нахождение положения нуля программы по цифровой индикации
Для быстрого
Нахождение положения нуля программы по цифровой индикации
Для быстрого

Пример отыскания положения нуля программы при настройке токарного станка
В КН
Пример отыскания положения нуля программы при настройке токарного станка
В КН
Порядок работы по определению нуля программы на токарном станке
1) переключатель режима
Порядок работы по определению нуля программы на токарном станке
1) переключатель режима
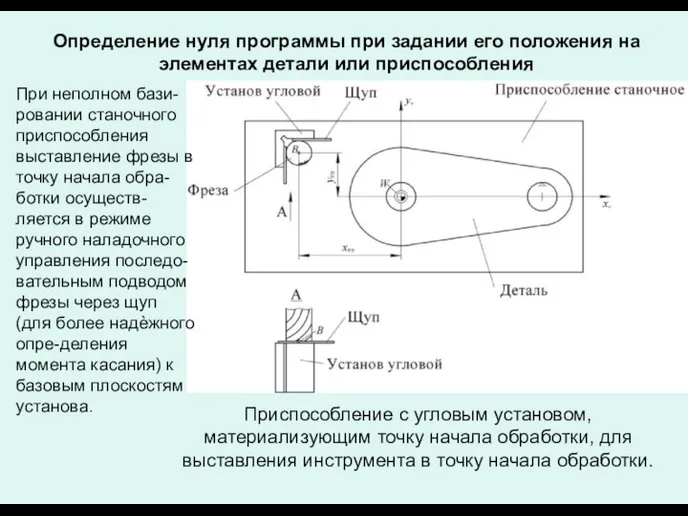
Определение нуля программы при задании его положения на элементах детали или
Определение нуля программы при задании его положения на элементах детали или
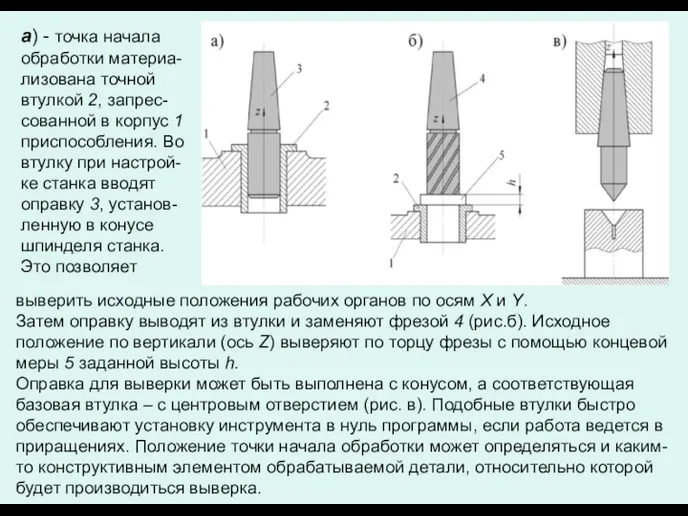
а) - точка начала обработки материа-лизована точной втулкой 2, запрес-сованной в
а) - точка начала обработки материа-лизована точной втулкой 2, запрес-сованной в
«Привязка» нуля программы к системе координат программы
Существует несколько методов ''привязки'*
«Привязка» нуля программы к системе координат программы
Существует несколько методов ''привязки'*
Пульт управления станка с ЧПУ
Пульт управления станка с ЧПУ
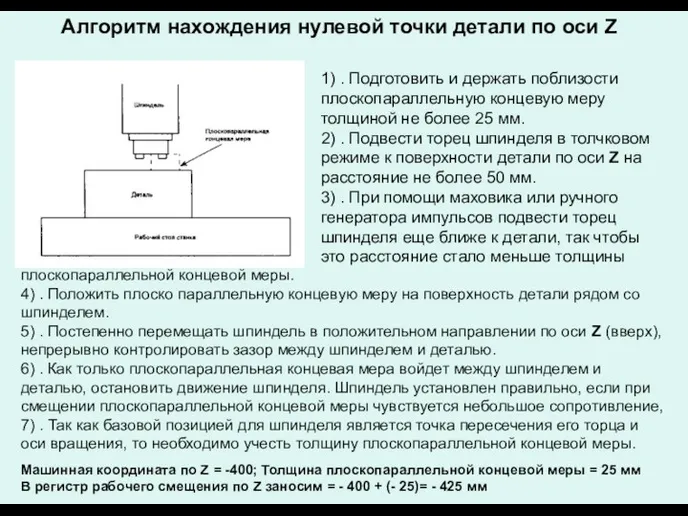
Алгоритм нахождения нулевой точки детали по оси Z
1) . Подготовить
Алгоритм нахождения нулевой точки детали по оси Z
1) . Подготовить
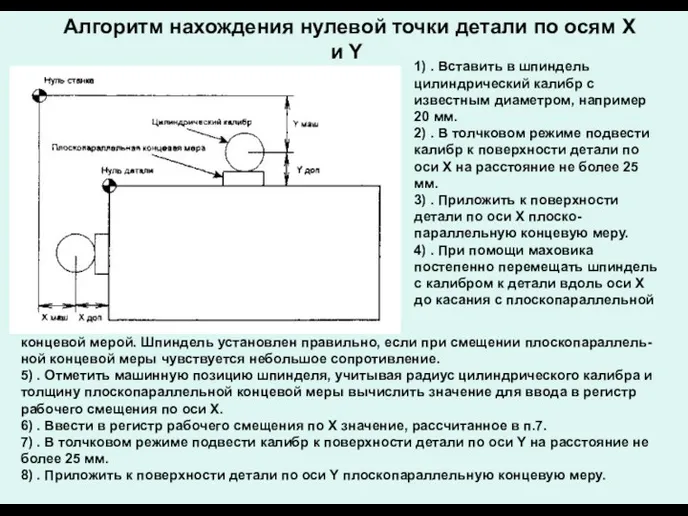
Алгоритм нахождения нулевой точки детали по осям X и Y
1)
Алгоритм нахождения нулевой точки детали по осям X и Y
1)
9) . При помощи маховика постепенно перемещать шпиндель с калибром к
9) . При помощи маховика постепенно перемещать шпиндель с калибром к
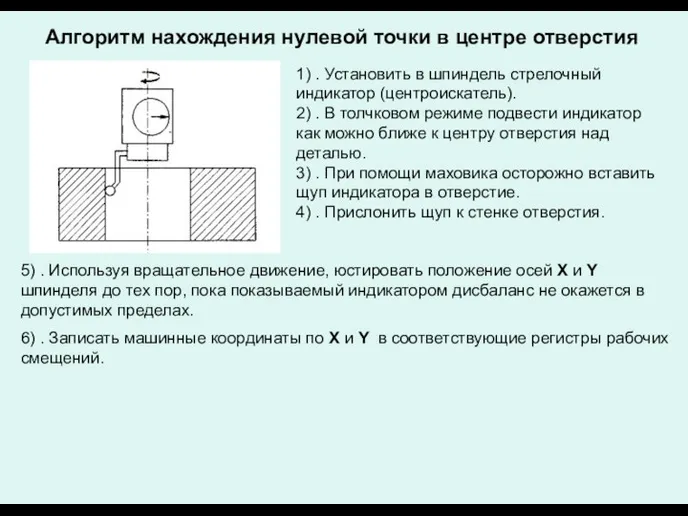
Алгоритм нахождения нулевой точки в центре отверстия
1) . Установить в
Алгоритм нахождения нулевой точки в центре отверстия
1) . Установить в
Вопросы для самоконтроля.
Сколько и каких координатных систем, базовых точек и
Вопросы для самоконтроля.
Сколько и каких координатных систем, базовых точек и
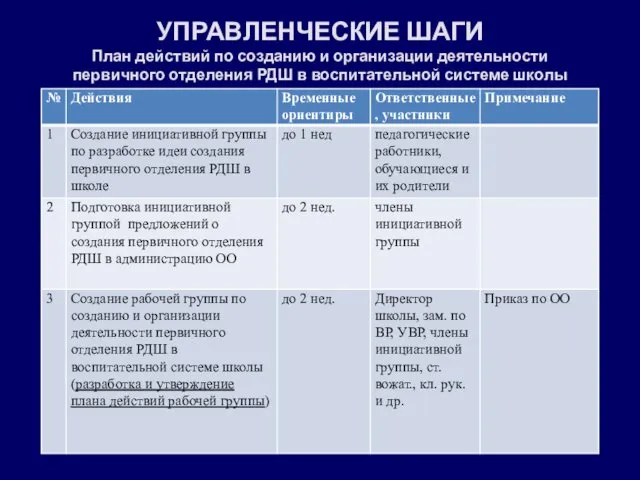 План действий по созданию и организации деятельности первичного отделения РДШ в воспитательной системе школы
План действий по созданию и организации деятельности первичного отделения РДШ в воспитательной системе школы Презентация Строим дом
Презентация Строим дом Аномалии таза (Узкий таз). Неправильные положения плода
Аномалии таза (Узкий таз). Неправильные положения плода prezentatsiya_1
prezentatsiya_1 Светофорик
Светофорик Мастер-класс по изготовлению мягкой игрушки Божья коровка.
Мастер-класс по изготовлению мягкой игрушки Божья коровка. материалы к научно-практической конференции по философииБиоэтические проблемы современности
материалы к научно-практической конференции по философииБиоэтические проблемы современности Счастливый случай
Счастливый случай Презентация по правовому воспитанию.
Презентация по правовому воспитанию. Первоцветы. Красная книга
Первоцветы. Красная книга Всемирные экономические отношения. 10 класс
Всемирные экономические отношения. 10 класс Потребители и производители, 8 класс
Потребители и производители, 8 класс О внимании первоклассников
О внимании первоклассников Собеседование (интервью)
Собеседование (интервью) Презентация к учебному занятию по технологии. Тема Жостовские фигурные…
Презентация к учебному занятию по технологии. Тема Жостовские фигурные… Unicorn sight word match. Graphics by prettygrafik design
Unicorn sight word match. Graphics by prettygrafik design D элементтеріне жалпы сипаттама
D элементтеріне жалпы сипаттама Марокко. Основные сведения о Марокко
Марокко. Основные сведения о Марокко Страна городов
Страна городов les 22 FOOD
les 22 FOOD Славные люди нашего края. Семья Алексея Анисимовича и Александры Сергеевны Морозовых
Славные люди нашего края. Семья Алексея Анисимовича и Александры Сергеевны Морозовых МА или РПД для новолачных фенолформальдегидных олигомеров
МА или РПД для новолачных фенолформальдегидных олигомеров Общие сведения о Корее
Общие сведения о Корее Endemic goiter 3 дәрежелі семіздік
Endemic goiter 3 дәрежелі семіздік Презентация Не дай себя в обиду!
Презентация Не дай себя в обиду! Использование электронных образовательных ресурсов при обучении английскому языку
Использование электронных образовательных ресурсов при обучении английскому языку Шок. Шұғыл медициналық көмек
Шок. Шұғыл медициналық көмек Серебро. Соединения серебра
Серебро. Соединения серебра