- Наплавочные работы. Понятие о наплавке и виды наплавки. Технология наплавки

Содержание
- 2. Виды и назначение наплавки Наплавкой называют нанесение посредством сварки плавлением слоя металла на поверхность изделия. Ее
- 3. Автоматическая и полуавтоматическая наплавка под флюсом производится проволокой сплошного сечения, ленточным электродом или порошковой проволокой. Легирование
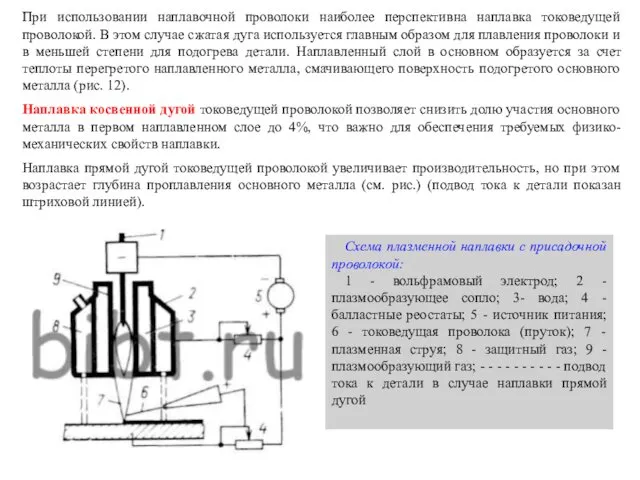
- 4. Плазменная наплавка производится плазменной (сжатой) дугой прямого или косвенного действия. Присадочным материалом служит наплавочная проволока и
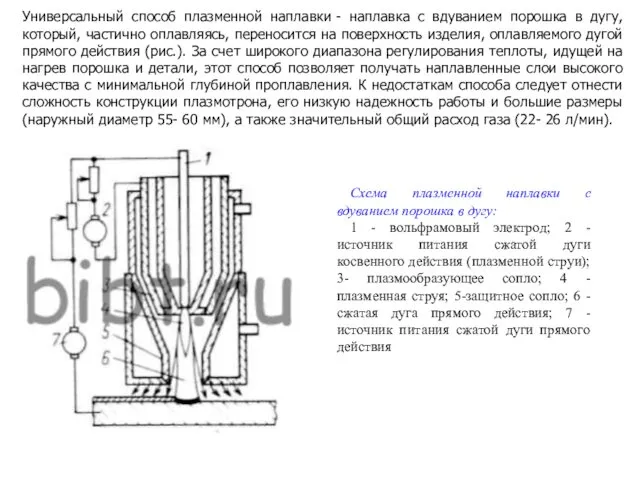
- 5. Универсальный способ плазменной наплавки - наплавка с вдуванием порошка в дугу, который, частично оплавляясь, переносится на
- 6. При использовании наплавочной проволоки наиболее перспективна наплавка токоведущей проволокой. В этом случае сжатая дуга используется главным
- 7. Вибродуговая наплавка выполняется специальной автоматической головкой, обеспечивающей вибрацию и подачу электродной проволоки в зону дуги. При
- 8. При наплавке посредством сварки плавлением образуется ванна жидкого металла, в состав которого входят часть расплавленного металла
- 9. Если же по эксплуатационным требованиям необходимо увеличить износостойкость, жаростойкость и другие свойства, применяют разнообразные легированные электроды
- 10. Существует и другой способ устранения доли основного металла в составе наплавленного. Для этого нагрев основного металла
- 11. Материалы для наплавки. Сплавы, применяемые для дуговой наплавки, можно подразделить на: 1) литые сплавы, или стеллиты;
- 12. Литые сплавы могут быть разделены на настоящие стеллиты и более дешевые сплавы-заменители. К настоящим стеллитам относится,
- 13. Порошкообразные или зернообразные сплавы представляют собой не сплавы, а порошкообразную смесь, шихту или материал для изготовления
- 14. В России изобретен порошкообразный сплав, не содержащий вольфрама и потому весьма дешевый. Сплав носит название «сталинит»;
- 15. Плавленые карбиды обладают наивысшей твердостью, до HRC 92—94, но одновременно и значительной хрупкостью. По химическому составу
- 16. Технология ручной дуговой наплавки стали Ручная дуговая наплавка покрытыми электродами на поверхности деталей широко распространена, так
- 17. 1-я группа. Марки электродов для наплавки, обеспечивающие получение низкоуглеродистого низколегированного наплавленного металла с высокой стойкостью в
- 18. В случаях, когда металл наплавки и зоны термического влияния склонны к закалке и образованию трещин, необходимо
- 19. Для наплавки порошкообразной смеси подготавливают плоскость наплавляемой детали, очищая ее от ржавчины, масла и грязи. Затем
- 20. Технология наплавки цветных металлов Наплавку меди или бронзы на стальные, медные и бронзовые детали осуществляют ручной
- 21. Наплавку неплавящимся (вольфрамовым) электродом в азоте или в аргоне производят с применением присадочного металла из меди
- 22. Наплавку меди и ее сплавов на сталь можно производить угольным электродом, используя в качестве присадочного металла
- 23. Способы наплавки. Наплавка может производиться на: • плоские; • цилиндрические; • конические; • сферические и другие
- 24. Схема наплавки слоев: В, hн, hпр - соответственно ширина валика, высота наплавки, глубина проплавления; Sн -
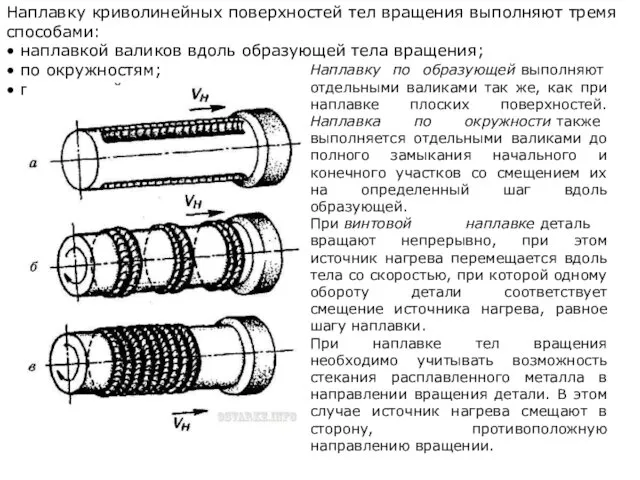
- 25. Наплавку криволинейных поверхностей тел вращения выполняют тремя способами: • наплавкой валиков вдоль образующей тела вращения; •
- 26. Предварительный подогрев наплавляемой детали до температуры 200-250°С уменьшает склонность наплавленного металла к образованию трещин. Режимы наплавки
- 28. Скачать презентацию
Виды и назначение наплавки
Наплавкой называют нанесение посредством сварки плавлением слоя металла
Виды и назначение наплавки
Наплавкой называют нанесение посредством сварки плавлением слоя металла
Автоматическая и полуавтоматическая наплавка под флюсом производится проволокой сплошного сечения, ленточным
Автоматическая и полуавтоматическая наплавка под флюсом производится проволокой сплошного сечения, ленточным
Плазменная наплавка производится плазменной (сжатой) дугой прямого или косвенного действия. Присадочным
Универсальный способ плазменной наплавки - наплавка с вдуванием порошка в дугу, который,
Универсальный способ плазменной наплавки - наплавка с вдуванием порошка в дугу, который,
При использовании наплавочной проволоки наиболее перспективна наплавка токоведущей проволокой. В этом
При использовании наплавочной проволоки наиболее перспективна наплавка токоведущей проволокой. В этом
Вибродуговая наплавка выполняется специальной автоматической головкой, обеспечивающей вибрацию и подачу электродной
Вибродуговая наплавка выполняется специальной автоматической головкой, обеспечивающей вибрацию и подачу электродной
При наплавке посредством сварки плавлением образуется ванна жидкого металла, в состав
При наплавке посредством сварки плавлением образуется ванна жидкого металла, в состав
Если же по эксплуатационным требованиям необходимо увеличить износостойкость, жаростойкость и другие
Если же по эксплуатационным требованиям необходимо увеличить износостойкость, жаростойкость и другие
Существует и другой способ устранения доли основного металла в составе наплавленного.
Существует и другой способ устранения доли основного металла в составе наплавленного.
Материалы для наплавки.
Сплавы, применяемые для дуговой наплавки, можно подразделить на:
1) литые
Материалы для наплавки.
Сплавы, применяемые для дуговой наплавки, можно подразделить на:
1) литые
Литые сплавы могут быть разделены на настоящие стеллиты и более дешевые
Литые сплавы могут быть разделены на настоящие стеллиты и более дешевые
Порошкообразные или зернообразные сплавы представляют собой не сплавы, а порошкообразную смесь,
Порошкообразные или зернообразные сплавы представляют собой не сплавы, а порошкообразную смесь,
В России изобретен порошкообразный сплав, не содержащий вольфрама и потому весьма
В России изобретен порошкообразный сплав, не содержащий вольфрама и потому весьма
Плавленые карбиды обладают наивысшей твердостью, до HRC 92—94, но одновременно и значительной хрупкостью.
Плавленые карбиды обладают наивысшей твердостью, до HRC 92—94, но одновременно и значительной хрупкостью.
Технология ручной дуговой наплавки стали
Ручная дуговая наплавка покрытыми электродами на поверхности
Технология ручной дуговой наплавки стали
Ручная дуговая наплавка покрытыми электродами на поверхности
1-я группа. Марки электродов для наплавки, обеспечивающие получение низкоуглеродистого низколегированного наплавленного металла
1-я группа. Марки электродов для наплавки, обеспечивающие получение низкоуглеродистого низколегированного наплавленного металла
В случаях, когда металл наплавки и зоны термического влияния склонны к
В случаях, когда металл наплавки и зоны термического влияния склонны к
Для наплавки порошкообразной смеси подготавливают плоскость наплавляемой детали, очищая ее от
Для наплавки порошкообразной смеси подготавливают плоскость наплавляемой детали, очищая ее от
Технология наплавки цветных металлов
Наплавку меди или бронзы на стальные, медные и
Технология наплавки цветных металлов
Наплавку меди или бронзы на стальные, медные и
Наплавку неплавящимся (вольфрамовым) электродом в азоте или в аргоне производят с
Наплавку неплавящимся (вольфрамовым) электродом в азоте или в аргоне производят с
Наплавку меди и ее сплавов на сталь можно производить угольным электродом,
Наплавку меди и ее сплавов на сталь можно производить угольным электродом,
Способы наплавки.
Наплавка может производиться на:
• плоские;
• цилиндрические;
• конические;
• сферические и
Способы наплавки.
Наплавка может производиться на:
• плоские;
• цилиндрические;
• конические;
• сферические и
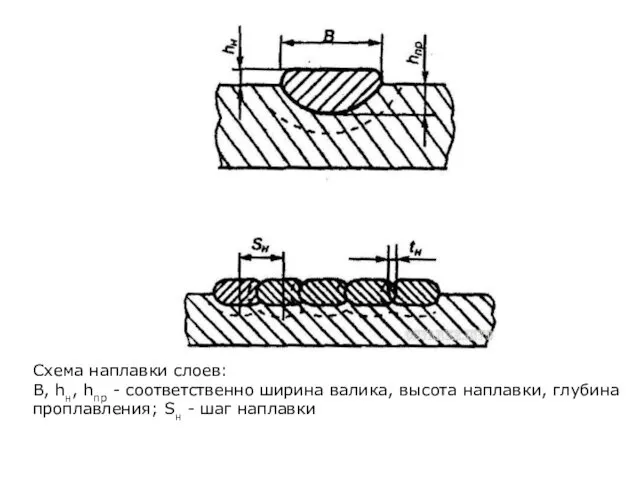
Схема наплавки слоев:
В, hн, hпр - соответственно ширина валика, высота наплавки, глубина
Схема наплавки слоев: В, hн, hпр - соответственно ширина валика, высота наплавки, глубина
Наплавку криволинейных поверхностей тел вращения выполняют тремя способами:
• наплавкой валиков вдоль
Наплавку криволинейных поверхностей тел вращения выполняют тремя способами: • наплавкой валиков вдоль
Предварительный подогрев наплавляемой детали до температуры 200-250°С уменьшает склонность наплавленного металла
Предварительный подогрев наплавляемой детали до температуры 200-250°С уменьшает склонность наплавленного металла
 Презентация к музейному уроку Новогодние праздники на Руси Диск
Презентация к музейному уроку Новогодние праздники на Руси Диск Родительское собрание для родителей будущих первоклассников по теме: Ваш ребенок идет в школу.
Родительское собрание для родителей будущих первоклассников по теме: Ваш ребенок идет в школу. Доклад на педагогическом совете Звукобуквенный анализ – как фундамент выработки орфографической зоркости младших школьников.
Доклад на педагогическом совете Звукобуквенный анализ – как фундамент выработки орфографической зоркости младших школьников. Профессиональный клуб настольного тенниса Быстрый мяч г. Геленджик
Профессиональный клуб настольного тенниса Быстрый мяч г. Геленджик 20231215_prezentatsiya_microsoft_powerpoint
20231215_prezentatsiya_microsoft_powerpoint Интеллектуальная игра по теме Зимние Олимпийские игры для обучающихся 2-4 классов
Интеллектуальная игра по теме Зимние Олимпийские игры для обучающихся 2-4 классов Теория легирования. Лекция 8
Теория легирования. Лекция 8 Терроризм. Из истории терроризма
Терроризм. Из истории терроризма Технология нанесения углеродных покрытий на медицинские скальпели
Технология нанесения углеродных покрытий на медицинские скальпели Австралия - маленький материк с большим сердцем
Австралия - маленький материк с большим сердцем Детские загадки
Детские загадки Пластиковый трёхмерный конструктор Фанкластик
Пластиковый трёхмерный конструктор Фанкластик Конкурсы
Конкурсы Шарнирное соединение деталей. Игрушки-качалки
Шарнирное соединение деталей. Игрушки-качалки Презентация по теме Технология проблемного обучения
Презентация по теме Технология проблемного обучения Вентиляция. Организация воздухообмена в зданиях
Вентиляция. Организация воздухообмена в зданиях Embracing-Your-Diversity31318-FINAL
Embracing-Your-Diversity31318-FINAL Космические телескопы
Космические телескопы Презентация МВТУ _2022
Презентация МВТУ _2022 Интернет
Интернет Научно-техническая революция
Научно-техническая революция Европейское искусство XVII века. Франция
Европейское искусство XVII века. Франция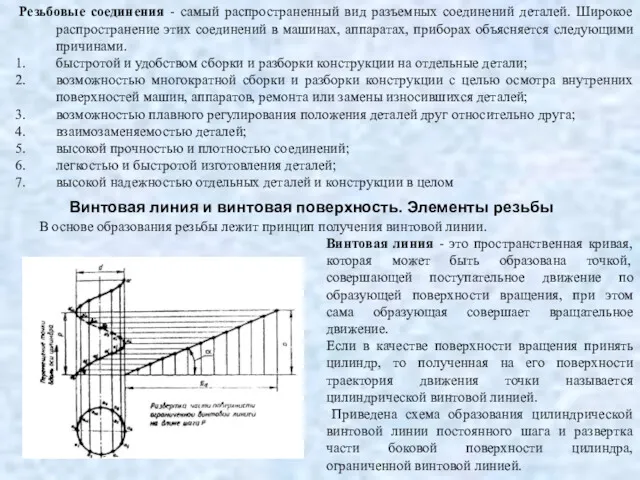 Резьбы
Резьбы Механічні процеси. Подрібнення, сепарування, дозування, формування
Механічні процеси. Подрібнення, сепарування, дозування, формування Информационная поддержка жизненных циклов продукции в строительстве
Информационная поддержка жизненных циклов продукции в строительстве Острая непроходимость магистральных артерий конечностей. Тромбозы и эмболии
Острая непроходимость магистральных артерий конечностей. Тромбозы и эмболии 1Путешествие в страну ГРАМОТА (звуки М, Мь, буква М)
1Путешествие в страну ГРАМОТА (звуки М, Мь, буква М) Сферы применения роботов
Сферы применения роботов