Назначение, сущность и область применения наплавочных работ. Особенности наплавки и ее отличие от сварки презентация
- Назначение, сущность и область применения наплавочных работ. Особенности наплавки и ее отличие от сварки

Содержание
- 2. МДК 03.01 Наплавка дефектов под механическую обработку и пробное давление Тема раздела 1.1 Сущность процесса и
- 3. Цель урока: Познакомиться с сущностью процесса и классификация видов наплавки Назначением, сущностью и областью применения наплавочных
- 4. Наплавка — процесс нанесения расплавленного металла необходимого состава на поверхность детали, нагретую до температуры плавления. Применение
- 5. Наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей. В этом случае наплавленный металл близок
- 6. Способы наплавки: Ручная дуговая наплавка покрытыми электродами Дуговая наплавка под флюсом проволоками и лентами Дуговая наплавка
- 7. Способы наплавки Ручная дуговая наплавка. Наплавка выполняется металлическими плавящимися одиночными электродами, пучком электродов, лежачими пластинчатыми электродами,
- 8. Для получения сплошного монолитного слоя наплавленного металла каждый последующий валик должен перекрывать предыдущий на 1/3 —
- 9. Дуговая наплавка под флюсом. По способу выполнения может быть: -автоматической , -полуавтоматической По количеству применяемых проволок:
- 10. Дуговая наплавка в защитных газах вольфрамовым (неплавящимся) и проволочным металлическим (плавящимся) электродом. Для защиты дуги используют
- 11. Вибродуговая наплавка. Эта наплавка является разновидностью электрической дуговой наплавки металлическим электродом и выполняется путем вибрации электрода.
- 12. Электрошлаковая наплавка. Отличительной особенностью этого способа наплавки является высокая производительность, при которой могут быть достигнуты не
- 13. Наплавка открытой дугой. Для этой цели применяют порошковую проволоку с внутренней защитой, которая позволяет расширить область
- 14. Плазменная наплавка. При плазменной наплавке источником тепла является высокотемпературная сжатая дуга, получаемая в специальных горелках. Большое
- 15. Восстановительная наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей. В этом случае наплавленный металл
- 16. Восстановлению подлежат корпусные детали различных двигателей внутреннего сгорания, распределительные и коленчатые валы, клапаны, шкивы, маховики, ступицы
- 17. Выбор способа наплавки определяется возможностью получения наплавленного слоя требуемого состава и механических свойств, а также характером
- 18. Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах.
- 19. К недостаткам ручной дуговой наплавки : низкая производительность, тяжелые условия труда из-за повышенной загазованности зоны наплавки,
- 20. Для наплавки под слоем флюса применяют порошковые проволоки марок ПП-ЗХ2В8, ПП-Х10В14, ПП-Х42ВФ, ПП-Г13А и др. Для
- 21. Положение электрода при наплавке отдельными валиками Наплавку производят короткой дугой постоянным током обратной полярности. При наплавке
- 22. Технологический процесс наплавки начинается с подготовки детали. Для этого ее тщательно очищают от грязи, масла, краски,
- 23. Поверхностные дефекты, в том числе и наклепанный слой, удаляют механическим путем или резаком для поверхностной кислородной
- 24. Перекрытие валиков при нанесении слоя в виде отдельных валиков При наплавке отдельными валиками каждый из них
- 25. Схема наплавки отдельными валиками фасонных поверхностей: зуба (а) и впадины (б) шестерни; 1 - 14 -
- 26. Наплавку тел вращения выполняют одним из трех способов: по образующим; по окружности и по винтовой линии.
- 27. В процессе наплавки в изделии появляются значительные внутренние напряжения, которые приводят к его короблению, а иногда
- 28. РУЧНАЯ ГАЗОВАЯ НАПЛАВКА При ручной газовой наплавке расплавление основного и присадочного материала осуществляется теплом, выделяющимся в
- 29. Выполните письменное задание: 1. Назовите определение наплавки 2. Способы и виды наплавки…. 3. Достоинства и недостатки
- 30. Домашнее задание Составьте тестовое задание или кроссворд на 10 заданий по теме «Наплавка»
- 32. Скачать презентацию
МДК 03.01 Наплавка дефектов под механическую обработку и пробное давление
Тема раздела
МДК 03.01 Наплавка дефектов под механическую обработку и пробное давление
Тема раздела
Цель урока:
Познакомиться с сущностью процесса и классификация видов наплавки Назначением, сущностью
Цель урока:
Познакомиться с сущностью процесса и классификация видов наплавки Назначением, сущностью
Наплавка — процесс нанесения расплавленного металла необходимого состава на поверхность детали,
Наплавка — процесс нанесения расплавленного металла необходимого состава на поверхность детали,
Наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей.
В
Наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей.
В
Способы наплавки:
Ручная дуговая наплавка покрытыми электродами
Дуговая наплавка под флюсом
Способы наплавки:
Ручная дуговая наплавка покрытыми электродами
Дуговая наплавка под флюсом
Способы наплавки
Ручная дуговая наплавка.
Наплавка выполняется металлическими плавящимися одиночными электродами, пучком электродов,
Способы наплавки
Ручная дуговая наплавка.
Наплавка выполняется металлическими плавящимися одиночными электродами, пучком электродов,
Для получения сплошного монолитного слоя наплавленного металла каждый последующий валик должен
Для получения сплошного монолитного слоя наплавленного металла каждый последующий валик должен
Дуговая наплавка под флюсом.
По способу выполнения может быть:
-автоматической ,
-полуавтоматической
По количеству
Дуговая наплавка под флюсом.
По способу выполнения может быть:
-автоматической ,
-полуавтоматической
По количеству
Дуговая наплавка в защитных газах вольфрамовым (неплавящимся) и проволочным металлическим (плавящимся)
Дуговая наплавка в защитных газах вольфрамовым (неплавящимся) и проволочным металлическим (плавящимся)
Вибродуговая наплавка.
Эта наплавка является разновидностью электрической дуговой наплавки металлическим электродом и
Вибродуговая наплавка.
Эта наплавка является разновидностью электрической дуговой наплавки металлическим электродом и
Электрошлаковая наплавка.
Отличительной особенностью этого способа наплавки является высокая производительность, при которой
Электрошлаковая наплавка.
Отличительной особенностью этого способа наплавки является высокая производительность, при которой
Наплавка открытой дугой.
Для этой цели применяют порошковую проволоку с внутренней защитой,
Наплавка открытой дугой.
Для этой цели применяют порошковую проволоку с внутренней защитой,
Плазменная наплавка.
При плазменной наплавке источником тепла является высокотемпературная сжатая дуга, получаемая
Плазменная наплавка.
При плазменной наплавке источником тепла является высокотемпературная сжатая дуга, получаемая
Восстановительная наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей.
Восстановительная наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей.
Восстановлению подлежат корпусные детали различных
двигателей внутреннего сгорания, распределительные и
коленчатые валы, клапаны,
Восстановлению подлежат корпусные детали различных
двигателей внутреннего сгорания, распределительные и
коленчатые валы, клапаны,
Выбор способа наплавки определяется возможностью получения наплавленного слоя требуемого состава и
Выбор способа наплавки определяется возможностью получения наплавленного слоя требуемого состава и
Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных
Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных
К недостаткам ручной дуговой наплавки :
низкая производительность,
тяжелые условия труда из-за
К недостаткам ручной дуговой наплавки :
низкая производительность,
тяжелые условия труда из-за
Для наплавки под слоем флюса применяют порошковые проволоки марок ПП-ЗХ2В8, ПП-Х10В14,
Для наплавки под слоем флюса применяют порошковые проволоки марок ПП-ЗХ2В8, ПП-Х10В14,

Положение электрода при наплавке отдельными валиками
Наплавку производят короткой дугой постоянным током
Положение электрода при наплавке отдельными валиками
Наплавку производят короткой дугой постоянным током
Технологический процесс наплавки начинается с подготовки детали.
Для этого ее тщательно
Технологический процесс наплавки начинается с подготовки детали.
Для этого ее тщательно
Поверхностные дефекты, в том числе и наклепанный слой, удаляют механическим путем
Поверхностные дефекты, в том числе и наклепанный слой, удаляют механическим путем
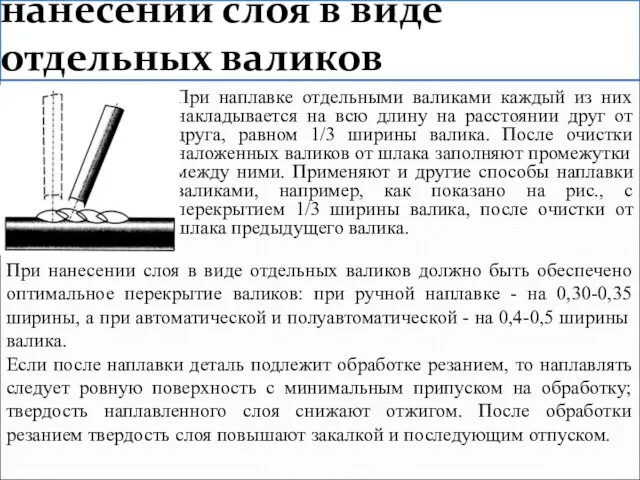
Перекрытие валиков при нанесении слоя в виде отдельных валиков
При наплавке отдельными
Перекрытие валиков при нанесении слоя в виде отдельных валиков
При наплавке отдельными
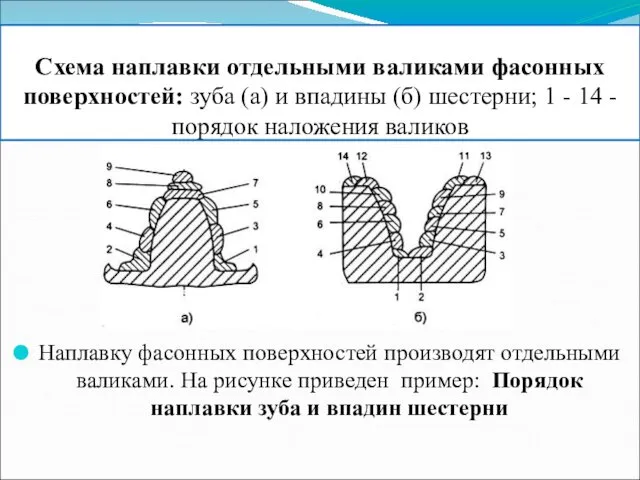
Схема наплавки отдельными валиками фасонных поверхностей: зуба (а) и впадины (б) шестерни;
Схема наплавки отдельными валиками фасонных поверхностей: зуба (а) и впадины (б) шестерни;

Наплавку тел вращения выполняют одним из трех способов: по образующим; по
Наплавку тел вращения выполняют одним из трех способов: по образующим; по
В процессе наплавки в изделии появляются значительные
внутренние напряжения, которые приводят к
В процессе наплавки в изделии появляются значительные
внутренние напряжения, которые приводят к
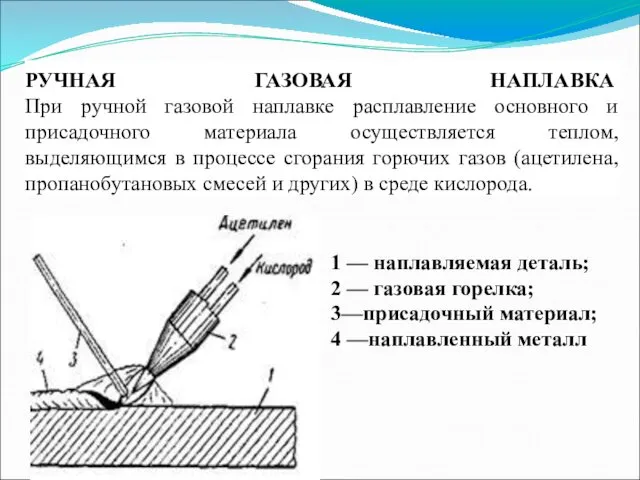
РУЧНАЯ ГАЗОВАЯ НАПЛАВКА
При ручной газовой наплавке расплавление основного и присадочного материала
РУЧНАЯ ГАЗОВАЯ НАПЛАВКА При ручной газовой наплавке расплавление основного и присадочного материала
Выполните письменное задание:
1. Назовите определение наплавки
2. Способы и виды наплавки….
3. Достоинства
Выполните письменное задание:
1. Назовите определение наплавки
2. Способы и виды наплавки….
3. Достоинства
Домашнее задание
Составьте тестовое задание или кроссворд на 10 заданий по теме
Домашнее задание
Составьте тестовое задание или кроссворд на 10 заданий по теме
 Совершенствование технологии продажи товаров и обслуживания покупателя
Совершенствование технологии продажи товаров и обслуживания покупателя Крупнейшие корпорации Австралии
Крупнейшие корпорации Австралии Инструкция по организации движения поездов и маневровой работы на железнодорожном транспорте Российской Федерации
Инструкция по организации движения поездов и маневровой работы на железнодорожном транспорте Российской Федерации 20230918_slaydy_k_uroku
20230918_slaydy_k_uroku Молекулярная кухня, как вид современного искусства
Молекулярная кухня, как вид современного искусства Оперативная хирургия и топографическая анатомия
Оперативная хирургия и топографическая анатомия Нетканые материалы
Нетканые материалы Проектная работа
Проектная работа Пьер и Мария Кюри
Пьер и Мария Кюри Игровое дидактическое пособие
Игровое дидактическое пособие Мебельная фурнитура
Мебельная фурнитура Функции современной семьи
Функции современной семьи Родительское собрание. Итоги контрольных работ по математике и обучению грамоте
Родительское собрание. Итоги контрольных работ по математике и обучению грамоте Создания в классе развивающей среды как условия повышения образовательного потенциала обучающихся
Создания в классе развивающей среды как условия повышения образовательного потенциала обучающихся Кафедра теории и истории государства и права
Кафедра теории и истории государства и права Презентация Новые стандарты образования Диск
Презентация Новые стандарты образования Диск Курский областной клинический онкологический диспансер
Курский областной клинический онкологический диспансер Физическая работоспособность спортсмена
Физическая работоспособность спортсмена Классификация веществ. Массовая доля вещества в растворе
Классификация веществ. Массовая доля вещества в растворе ПРЕЗЕНТАЦИЯ Самообразование педагогов в ДОУ
ПРЕЗЕНТАЦИЯ Самообразование педагогов в ДОУ My room
My room Мультипликация, как средство подготовки дошкольников к обучению в школе
Мультипликация, как средство подготовки дошкольников к обучению в школе Pe^epaT no gncunn.iMHe Co^Ha^bHbIe ^aKTopbi aganTHBHOH $H3HnecKOH
Pe^epaT no gncunn.iMHe Co^Ha^bHbIe ^aKTopbi aganTHBHOH $H3HnecKOH Перспективы использования систем редактирования генома в области клеточных технологий
Перспективы использования систем редактирования генома в области клеточных технологий Артериалды гипертензия кезінде калийді қолдану тиімділігі
Артериалды гипертензия кезінде калийді қолдану тиімділігі Мастерская Деда Мороза
Мастерская Деда Мороза Равенство. Прямоугольный треугольник
Равенство. Прямоугольный треугольник Родительское собрание для будущих первоклассников.
Родительское собрание для будущих первоклассников.