- Сварка меди и медных сплавов

Содержание
- 2. ТЕМА: СВАРКА МЕДИ И МЕДНЫХ СПЛАВОВ
- 3. К цветным металлам, которые хорошо соединяются газовой сваркой, относятся медь, алюминий и их сплавы. Сварка меди.
- 4. При расплавлении медь поглощает газы, находящиеся в воздухе, которые затрудняют газовую сварку и приводят к порообразованию.
- 5. Характеристика пламени. Вид пламени — строго нормальное. Его тепловую мощность выбирают в зависимости от толщины свариваемых
- 6. Технологические особенности. Сварку выполняют с применением флюса, предохраняющего медь от окисления. В качестве присадочных материалов используют
- 7. Техника сварки. Сварку проводят как левым, так и правым способами с максимальной скоростью и без перерыва.
- 8. Дополнительные меры. Для компенсации потерь теплоты вследствие ее отвода в основной металл применяют предварительный и сопутствующий
- 9. Сварка латуни. Латунь представляет собой медно-цинковый сплав. Температура ее плавления изменяется в пределах 800... 900 °С
- 10. Сравнительно высокая теплопроводность латуни требует применения более мощного пламени, чем при сварке стали. Характеристика пламени. Вид
- 11. Технологические особенности. Изделия толщиной до 1 мм сваривают с отбортовкой кромок, 1 ...5 мм — с
- 12. Техника сварки. Сварку осуществляют левым способом. Конец ядра пламени располагают на расстоянии 7... 10 мм отсвариваемой
- 13. Дополнительные меры. После сварки швы подвергают проковке. Латуни, содержащие более 40 % цинка, проковывают при температуре
- 14. Сварка бронзы. Согласно классификации по химическому составу различают оловянные (3... 14 % олова) и безоловянные бронзы.
- 15. Трудности при сварке. К факторам, затрудняющим проведение сварки и ухудшающим свойства сварного соединения, относятся выгорание олова
- 16. Характеристика пламени. Вид пламени — строго нормальное. Его тепловую мощность выбирают исходя из расхода ацетилена 70...
- 17. Технологические особенности. Сварку проводят с применением тех же флюсов которые используют при сварке меди. Присадочные материалы
- 18. Техника сварки. Сварку выполняют преимущественно левым способом. Коней ядра пламени располагают на расстоянии 7... 10 мм
- 19. Дополнительные меры. Для особо ответственных изделий с повышенным содержанием олова рекомендуется отжиг при температуре 750°С и
- 21. Скачать презентацию
ТЕМА:
СВАРКА МЕДИ И МЕДНЫХ СПЛАВОВ
ТЕМА:
СВАРКА МЕДИ И МЕДНЫХ СПЛАВОВ
К цветным металлам, которые хорошо соединяются газовой сваркой, относятся медь, алюминий
К цветным металлам, которые хорошо соединяются газовой сваркой, относятся медь, алюминий
При расплавлении медь поглощает газы, находящиеся в воздухе, которые затрудняют газовую
При расплавлении медь поглощает газы, находящиеся в воздухе, которые затрудняют газовую
Характеристика пламени.
Вид пламени — строго нормальное.
Его тепловую мощность выбирают
Характеристика пламени.
Вид пламени — строго нормальное.
Его тепловую мощность выбирают
Технологические особенности.
Сварку выполняют с применением флюса, предохраняющего медь от окисления.
В
Технологические особенности.
Сварку выполняют с применением флюса, предохраняющего медь от окисления.
В
Техника сварки.
Сварку проводят как левым, так и правым способами с
Техника сварки.
Сварку проводят как левым, так и правым способами с
Дополнительные меры.
Для компенсации потерь теплоты вследствие ее отвода в основной
Дополнительные меры.
Для компенсации потерь теплоты вследствие ее отвода в основной
Сварка латуни.
Латунь представляет собой медно-цинковый сплав. Температура ее плавления изменяется
Сварка латуни.
Латунь представляет собой медно-цинковый сплав. Температура ее плавления изменяется
Сравнительно высокая теплопроводность латуни требует применения более мощного пламени, чем при
Сравнительно высокая теплопроводность латуни требует применения более мощного пламени, чем при
Технологические особенности.
Изделия толщиной до 1 мм сваривают с отбортовкой кромок,
Технологические особенности.
Изделия толщиной до 1 мм сваривают с отбортовкой кромок,
Техника сварки.
Сварку осуществляют левым способом. Конец ядра пламени располагают на
Техника сварки.
Сварку осуществляют левым способом. Конец ядра пламени располагают на
Дополнительные меры.
После сварки швы подвергают проковке. Латуни, содержащие более 40
Дополнительные меры.
После сварки швы подвергают проковке. Латуни, содержащие более 40
Сварка бронзы.
Согласно классификации по химическому составу различают оловянные (3... 14
Сварка бронзы.
Согласно классификации по химическому составу различают оловянные (3... 14
Трудности при сварке.
К факторам, затрудняющим проведение сварки и ухудшающим свойства
Трудности при сварке.
К факторам, затрудняющим проведение сварки и ухудшающим свойства
Характеристика пламени.
Вид пламени — строго нормальное. Его тепловую мощность выбирают
Характеристика пламени.
Вид пламени — строго нормальное. Его тепловую мощность выбирают
Технологические особенности.
Сварку проводят с применением тех же флюсов которые используют
Технологические особенности.
Сварку проводят с применением тех же флюсов которые используют
Техника сварки.
Сварку выполняют преимущественно левым способом. Коней ядра пламени располагают
Техника сварки.
Сварку выполняют преимущественно левым способом. Коней ядра пламени располагают
Дополнительные меры.
Для особо ответственных изделий с повышенным содержанием олова рекомендуется
Дополнительные меры.
Для особо ответственных изделий с повышенным содержанием олова рекомендуется
 Error control. Hamming code
Error control. Hamming code Прямоугольный параллелепипед, 5 класс
Прямоугольный параллелепипед, 5 класс Перекрытия и полы малоэтажных зданий
Перекрытия и полы малоэтажных зданий Строительные конструкции транспортных сооружений. Металлические конструкции
Строительные конструкции транспортных сооружений. Металлические конструкции Имена существительные собственные и нарицательные
Имена существительные собственные и нарицательные Игрушки - забавы
Игрушки - забавы День семьи, любви и верности
День семьи, любви и верности Гранты на обучение в Летних школах за рубежом 2018
Гранты на обучение в Летних школах за рубежом 2018 20231116_proekt_wecompress.com_
20231116_proekt_wecompress.com_ Электрическое оборудование и его обслуживание на модернизированных тепловозах 2ТЭ10Мк с УПУ
Электрическое оборудование и его обслуживание на модернизированных тепловозах 2ТЭ10Мк с УПУ Белки. Состав белка
Белки. Состав белка Ленинградская АЭС-2
Ленинградская АЭС-2 Form and basic meaning of the simple present tense
Form and basic meaning of the simple present tense ПитерБасЦентр
ПитерБасЦентр Теплоизоляционные материалы
Теплоизоляционные материалы Всеобщая декларация прав человека
Всеобщая декларация прав человека Профилактика правонарушений несовершеннолетних
Профилактика правонарушений несовершеннолетних Презентация Путешествие щенка
Презентация Путешествие щенка О проблемах коневодческой отрасли России
О проблемах коневодческой отрасли России Семинар по подготовке спортивных судей всероссийской категории
Семинар по подготовке спортивных судей всероссийской категории Плавание
Плавание Системы управления базами данных
Системы управления базами данных Презентация к логопедическому занятию Животные жарких стран
Презентация к логопедическому занятию Животные жарких стран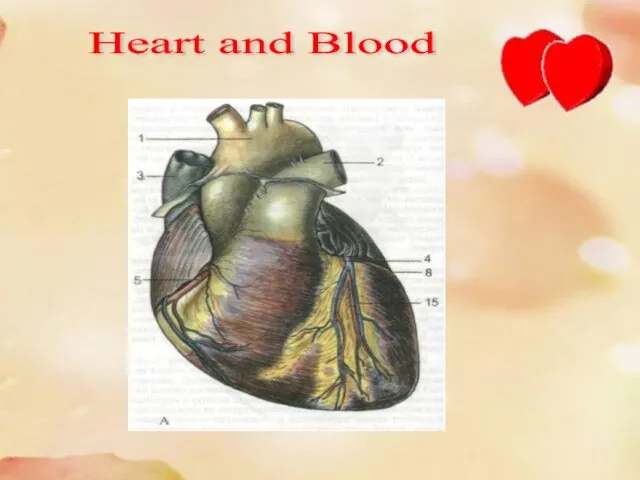 Heart and Blood
Heart and Blood Уголовная ответственность медицинских работников
Уголовная ответственность медицинских работников Как люди открывали Землю
Как люди открывали Землю Презентация предложений Apollo group по развитию сотрудничества с предприятиями нефтегазохимического комплекса РФ
Презентация предложений Apollo group по развитию сотрудничества с предприятиями нефтегазохимического комплекса РФ Микрогосударства Западной Европы
Микрогосударства Западной Европы