- Подбор сварочных режимов

Содержание
- 2. Понятие и параметры режима ручной дуговой сварки Дополнительные: Вылет электрода Состав и толщина покрытия электрода Положение
- 3. Определение режима сварки обычно начинают с выбора диаметра электрода, который назначают в зависимости от толщины листов
- 4. Выбор диаметра электрода в зависимости от толщины металла Значения диаметра электрода в зависимости от катета шва
- 5. При сварке многопроходных швов стыковых соединений первый проход должен выполняться электродами диаметром не более 4 мм,
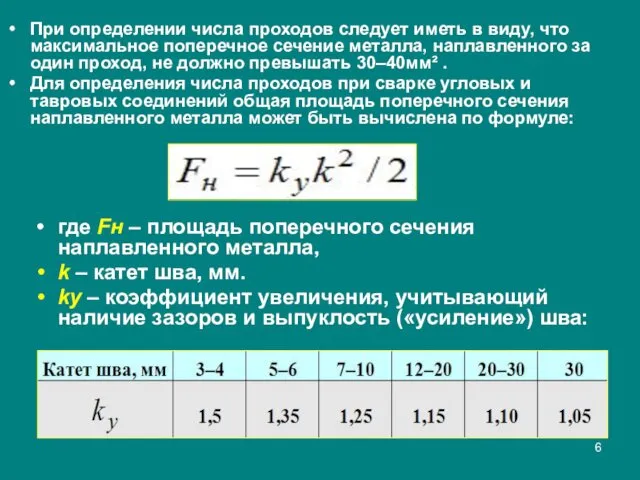
- 6. При определении числа проходов следует иметь в виду, что максимальное поперечное сечение металла, наплавленного за один
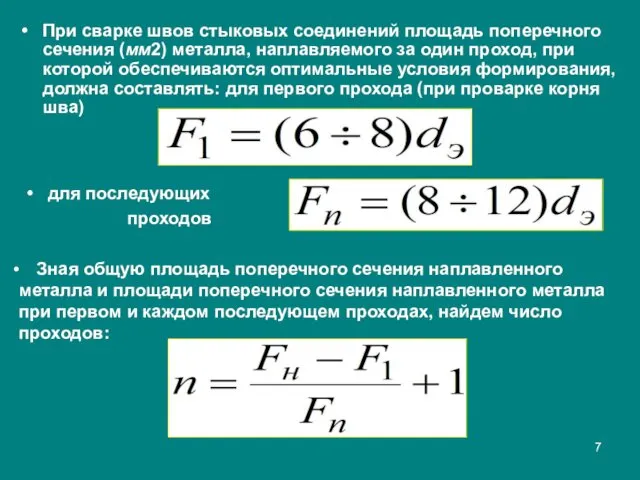
- 7. При сварке швов стыковых соединений площадь поперечного сечения (мм2) металла, наплавляемого за один проход, при которой
- 8. Площадь поперечного сечения наплавленного металла в шве можно определять по графикам в зависимости от типа соединения
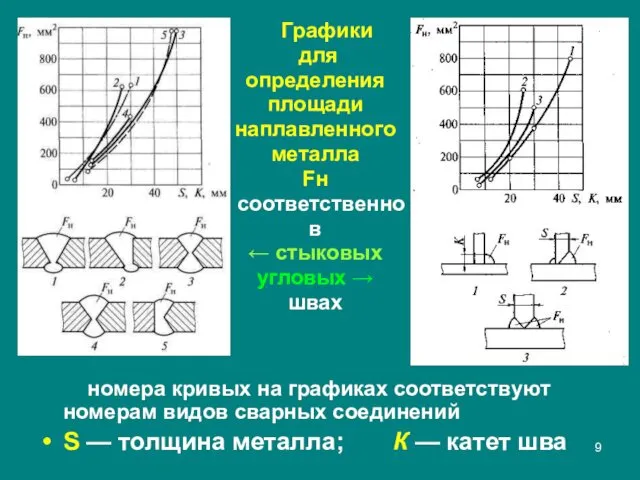
- 9. Графики для определения площади наплавленного металла Fн соответственно в ← стыковых угловых → швах номера кривых
- 10. Номограмма для определения числа проходов при ручной дуговой сварке: Fн — площадь наплавленного металла
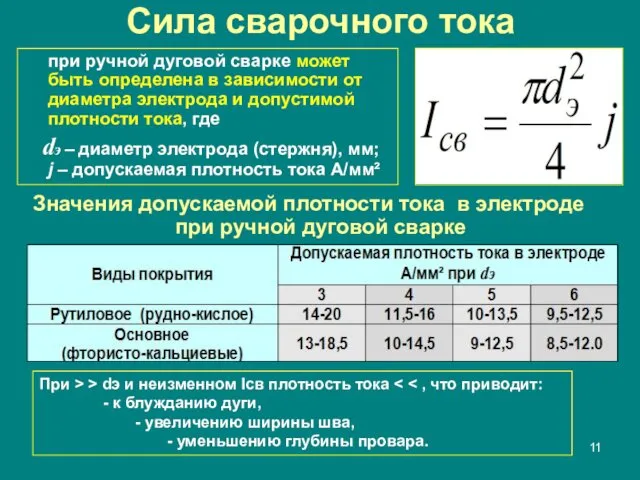
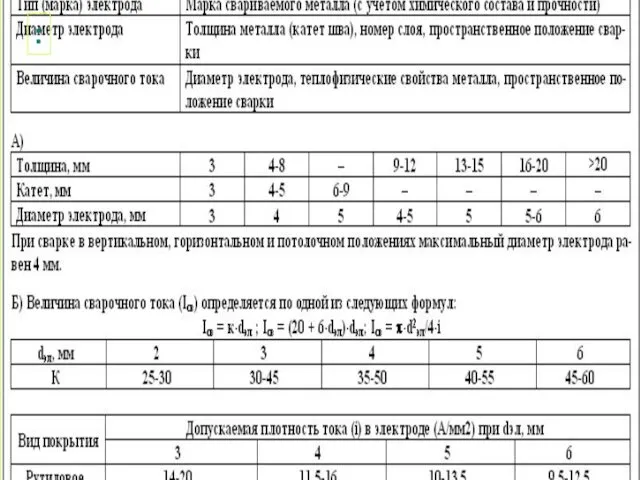
- 11. Сила сварочного тока при ручной дуговой сварке может быть определена в зависимости от диаметра электрода и
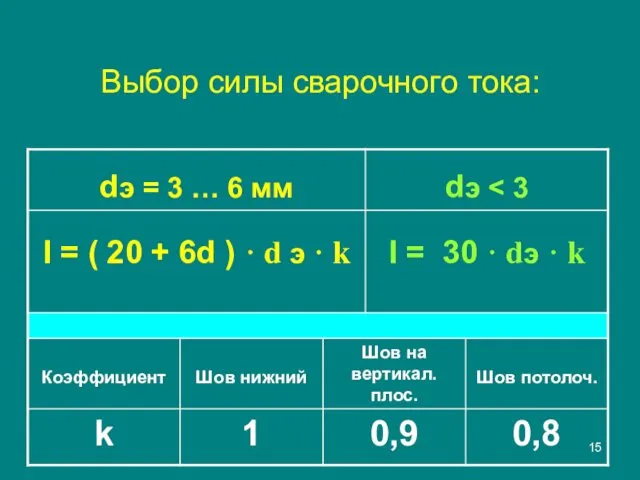
- 12. Наиболее удобно при определении силы сварочного тока пользоваться формулой Значение k в ней выбирают в зависимости
- 13. Пример Толщина металла 8мм, Сварка в нижнем положении. Диаметр Э = 4мм Iсв = 4мм •
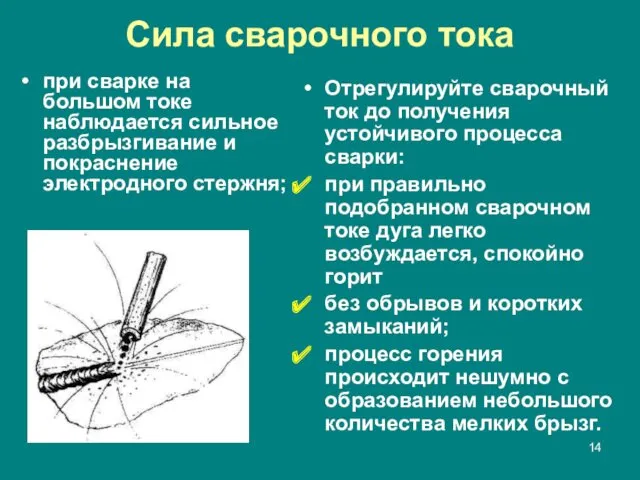
- 14. Сила сварочного тока при сварке на большом токе наблюдается сильное разбрызгивание и покраснение электродного стержня; Отрегулируйте
- 15. Выбор силы сварочного тока:
- 16. Длина дуги L д L д = (0.5 … 1,1) · dэ
- 17. Выбор рода и полярности тока
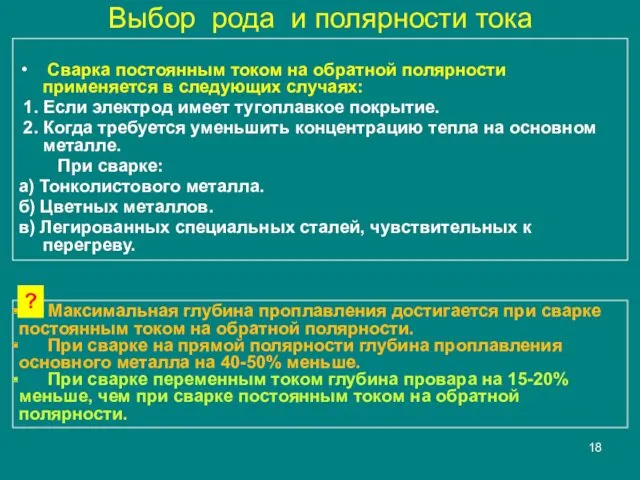
- 18. Выбор рода и полярности тока Сварка постоянным током на обратной полярности применяется в следующих случаях: 1.
- 19. Влияние сварочного тока, напряжения дуги и скорости сварки на форму и размер шва Напряжение дуги при
- 20. Скорость сварки : Сварочная ванна должна быть заполнен электродным металлом с небольшим возвышением над кромками с
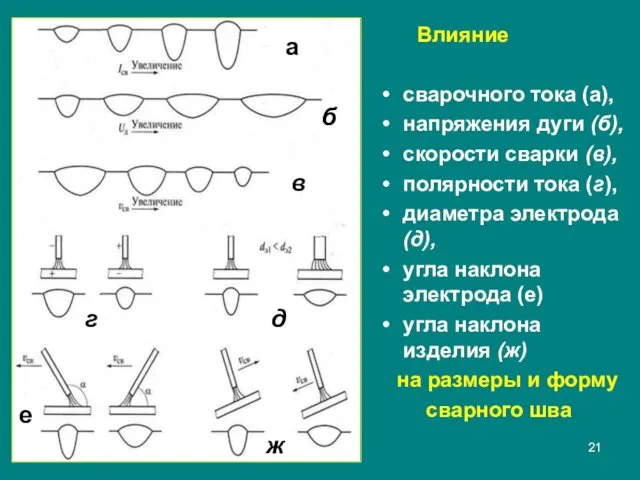
- 21. Влияние сварочного тока (а), напряжения дуги (б), скорости сварки (в), полярности тока (г), диаметра электрода (д),
- 22. Влияние угла наклона электрода и изделия Сварка на спуск Сварка на подъем Сварка углом вперед Сварка
- 23. Ориентировочные режимы сварки конструкционных низколегированных сталей
- 24. :
- 26. Скачать презентацию
Понятие и параметры режима
ручной дуговой сварки
Дополнительные:
Вылет электрода
Состав и толщина покрытия
Понятие и параметры режима
ручной дуговой сварки
Дополнительные:
Вылет электрода
Состав и толщина покрытия
Определение режима сварки обычно начинают с выбора диаметра электрода, который назначают
Определение режима сварки обычно начинают с выбора диаметра электрода, который назначают
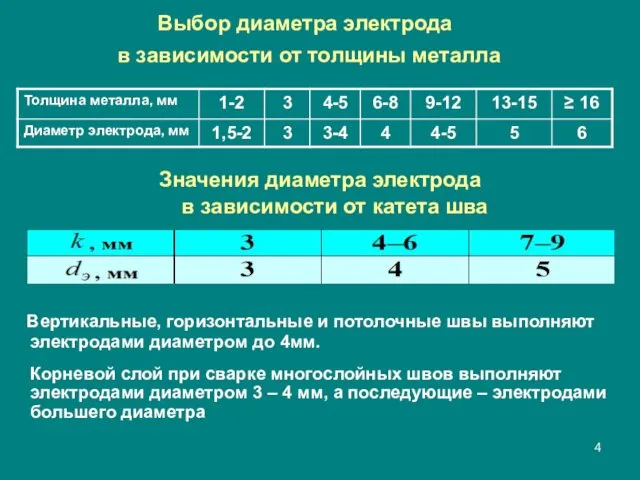
Выбор диаметра электрода
в зависимости от толщины металла
Значения диаметра электрода
Выбор диаметра электрода
в зависимости от толщины металла
Значения диаметра электрода
При сварке многопроходных швов стыковых соединений первый проход должен выполняться электродами
При сварке многопроходных швов стыковых соединений первый проход должен выполняться электродами
При определении числа проходов следует иметь в виду, что максимальное поперечное
При определении числа проходов следует иметь в виду, что максимальное поперечное
При сварке швов стыковых соединений площадь поперечного сечения (мм2) металла, наплавляемого
При сварке швов стыковых соединений площадь поперечного сечения (мм2) металла, наплавляемого
Площадь поперечного сечения наплавленного металла в шве можно определять по графикам
Площадь поперечного сечения наплавленного металла в шве можно определять по графикам
Графики
для
определения
площади
наплавленного
металла
Fн
соответственно
в
←
Графики
для
определения
площади
наплавленного
металла
Fн
соответственно
в
←
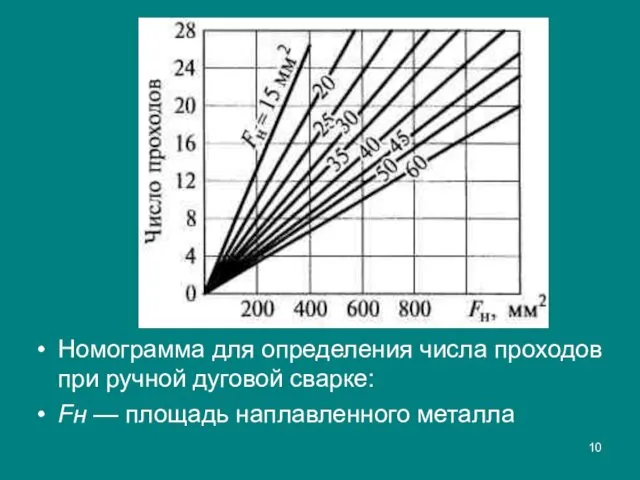
Номограмма для определения числа проходов при ручной дуговой сварке:
Fн — площадь
Номограмма для определения числа проходов при ручной дуговой сварке:
Fн — площадь
Сила сварочного тока
при ручной дуговой сварке может быть определена в
Сила сварочного тока
при ручной дуговой сварке может быть определена в
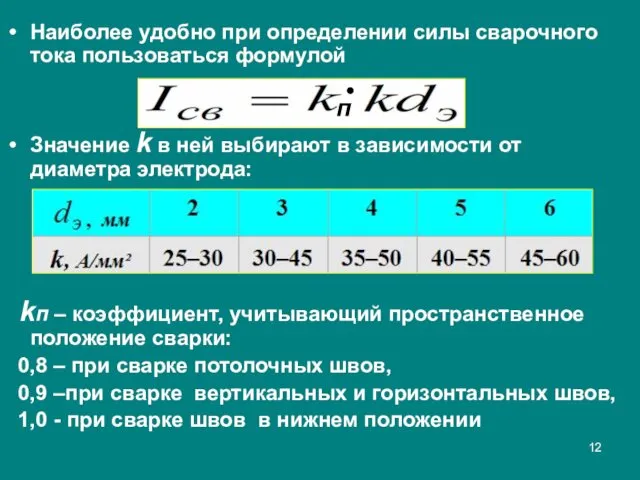
Наиболее удобно при определении силы сварочного тока пользоваться формулой
Значение k
Наиболее удобно при определении силы сварочного тока пользоваться формулой
Значение k
Пример
Толщина металла 8мм,
Сварка в нижнем положении.
Диаметр Э = 4мм
Iсв = 4мм
Пример
Толщина металла 8мм,
Сварка в нижнем положении.
Диаметр Э = 4мм
Iсв = 4мм
Сила сварочного тока
при сварке на большом токе наблюдается сильное разбрызгивание и
Сила сварочного тока
при сварке на большом токе наблюдается сильное разбрызгивание и
Выбор силы сварочного тока:
Выбор силы сварочного тока:
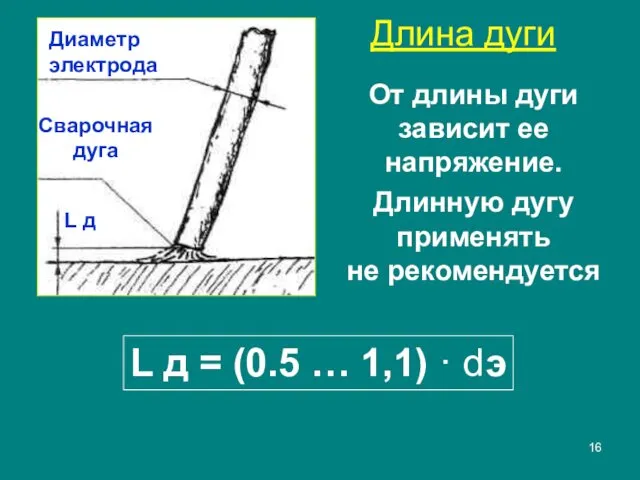
Длина дуги
L д
L д = (0.5 … 1,1) · dэ
Длина дуги
L д
L д = (0.5 … 1,1) · dэ

Выбор рода и полярности тока
Выбор рода и полярности тока
Выбор рода и полярности тока
Сварка постоянным током на обратной полярности
Выбор рода и полярности тока
Сварка постоянным током на обратной полярности

Влияние сварочного тока, напряжения дуги и скорости сварки на форму и
Влияние сварочного тока, напряжения дуги и скорости сварки на форму и
Скорость сварки :
Сварочная ванна должна быть заполнен электродным металлом с небольшим
Скорость сварки :
Сварочная ванна должна быть заполнен электродным металлом с небольшим
Влияние
сварочного тока (а),
напряжения дуги (б),
скорости сварки (в),
полярности
Влияние
сварочного тока (а),
напряжения дуги (б),
скорости сварки (в),
полярности
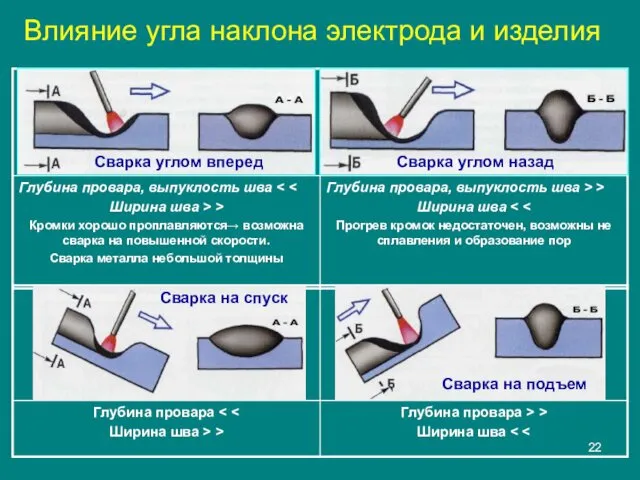
Влияние угла наклона электрода и изделия
Сварка на спуск
Сварка на подъем
Сварка углом
Влияние угла наклона электрода и изделия
Сварка на спуск
Сварка на подъем
Сварка углом

Ориентировочные режимы сварки конструкционных низколегированных сталей
Ориентировочные режимы сварки конструкционных низколегированных сталей
:
:
 Презентация к учебному проекту по трудовому обучению Дары волхвов
Презентация к учебному проекту по трудовому обучению Дары волхвов Столбчатые и круговые диаграммы. 5 класс
Столбчатые и круговые диаграммы. 5 класс Конструктор LEGO Education WeDo 2.0
Конструктор LEGO Education WeDo 2.0 Тестовые задания по теме Периодический закон
Тестовые задания по теме Периодический закон Презентация Big Ben в лондоне
Презентация Big Ben в лондоне Мотивация и результативность спортивной деятельности
Мотивация и результативность спортивной деятельности фрагмент урока для 3 класса на тему Дружба
фрагмент урока для 3 класса на тему Дружба Спасибо за победу!
Спасибо за победу! Коррекционная работа с детьми с ограниченными возможностями здоровья
Коррекционная работа с детьми с ограниченными возможностями здоровья Рациональное потребление
Рациональное потребление Программа коррекционно-развивающей работы с детьми с задержкой психического развития
Программа коррекционно-развивающей работы с детьми с задержкой психического развития Виды красок для древесины. Рекомендации по выбору
Виды красок для древесины. Рекомендации по выбору ТУ на раскрой швейных изделий
ТУ на раскрой швейных изделий Архитектура Древнего Египта
Архитектура Древнего Египта My feelings and emotions
My feelings and emotions Плоское движение твердого тела
Плоское движение твердого тела Бамбергский Апокалипсис
Бамбергский Апокалипсис Сердечный лев ко Дню Святого Валентина
Сердечный лев ко Дню Святого Валентина Споконвіку було Слово, і слово було у Бога, і Слово було Бог. Єв. Івана гл.1.1
Споконвіку було Слово, і слово було у Бога, і Слово було Бог. Єв. Івана гл.1.1 Электронные генераторы
Электронные генераторы Пересечения городских дорог и улиц в разных уровнях
Пересечения городских дорог и улиц в разных уровнях Монолитные ребристые перекрытия с балочными плитами
Монолитные ребристые перекрытия с балочными плитами Отчёт по самообразованию
Отчёт по самообразованию Кровеносная система. Кровь
Кровеносная система. Кровь Aglona Basilica
Aglona Basilica Классификация дефектов трубопровода
Классификация дефектов трубопровода Вода, которую мы пьём
Вода, которую мы пьём мастер-класс для учителей О чем говорит реклама на английском?
мастер-класс для учителей О чем говорит реклама на английском?